
Summary of Research Progress on Metallurgical Utilization Technology of Red Mud
Abstract
:1. Introduction
2. Physical and Chemical Properties of Red Mud
3. Hazards of Red Mud
4. Bayer Red Mud Comprehensive Utilization Status
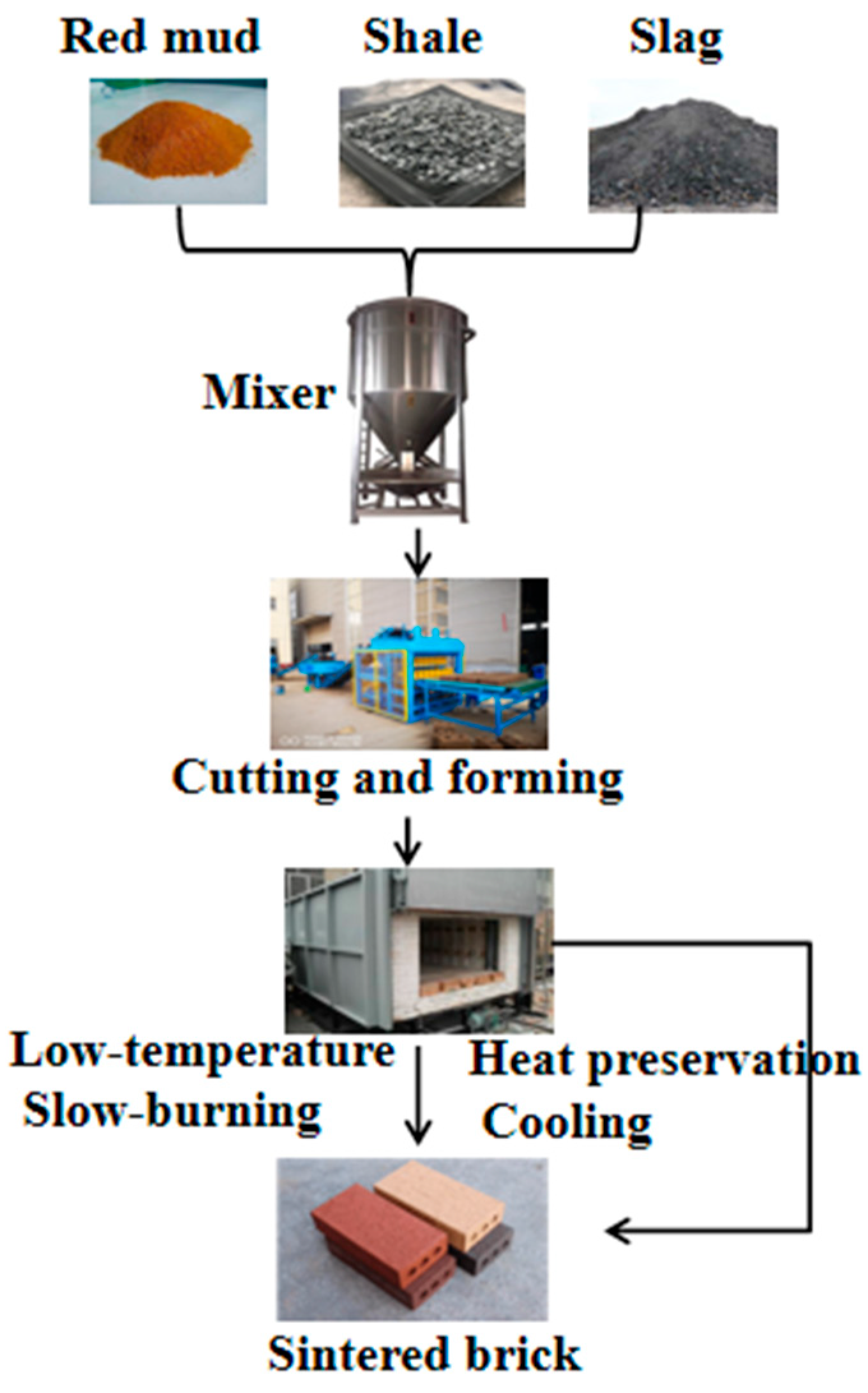
4.1. Building Material
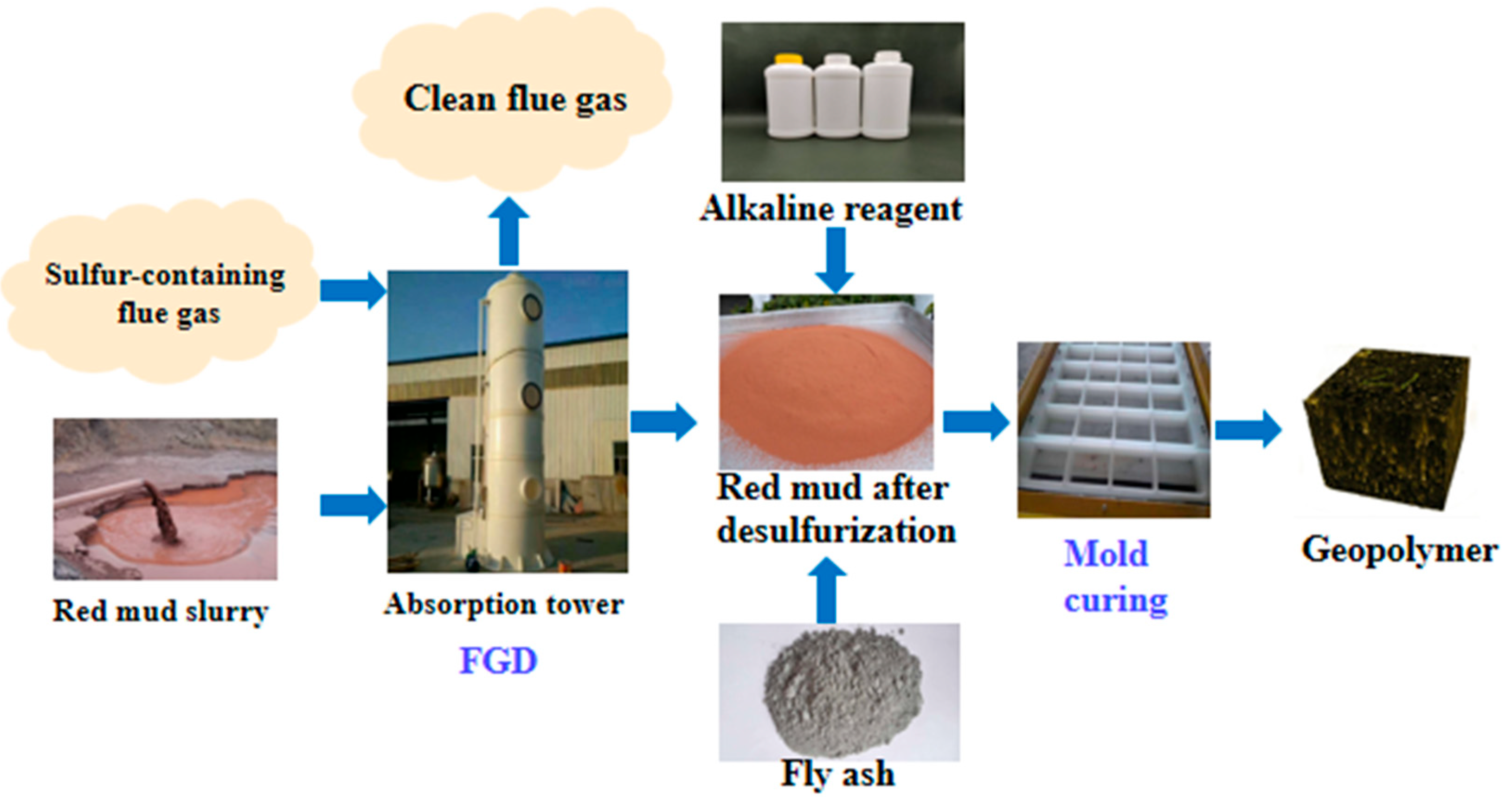
4.2. Agriculture and Environment
4.3. Chemical Industry
4.4. Extraction of Valuable Components
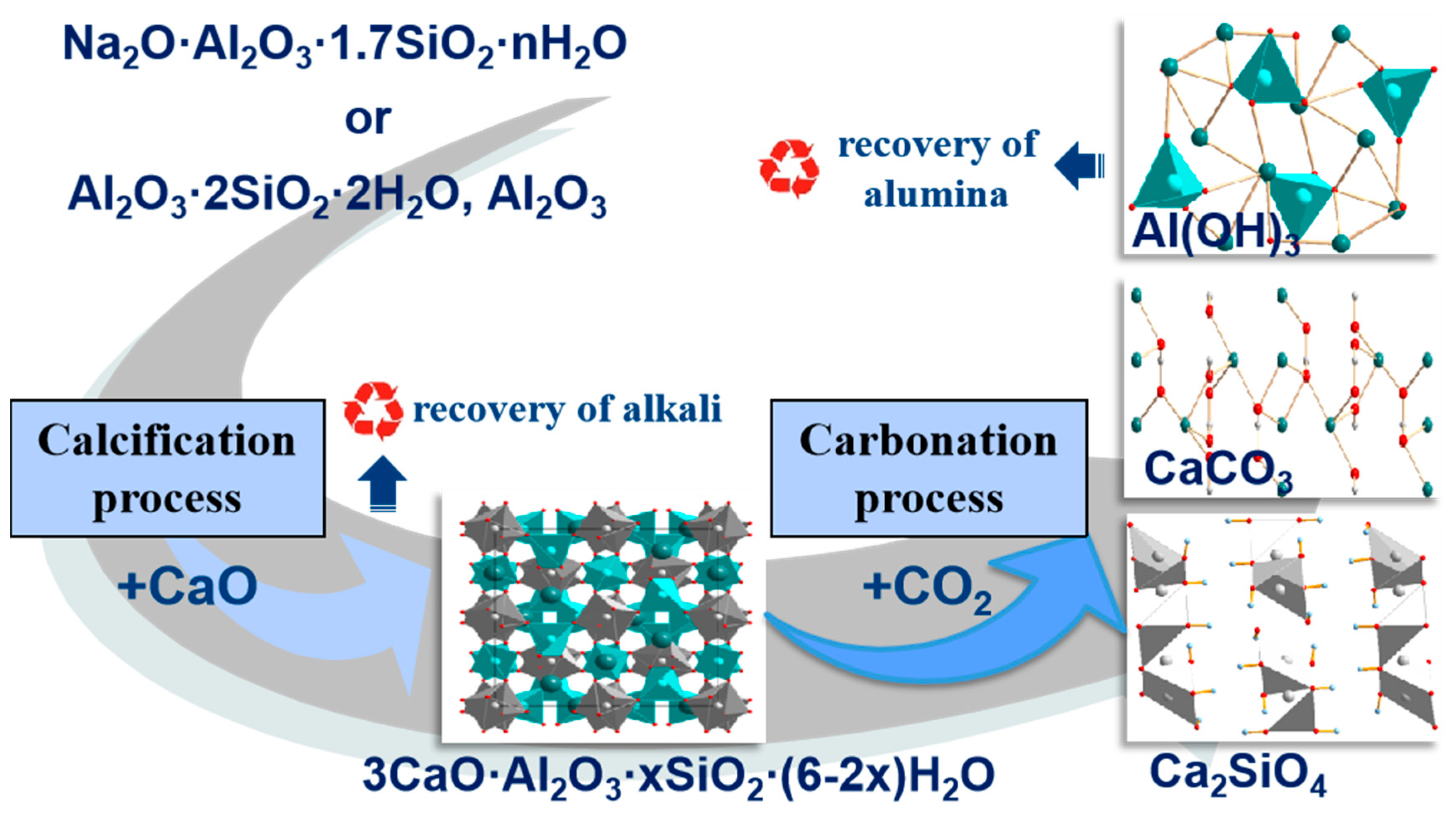
4.4.1. Recovery of Sodium and Aluminum
4.4.2. Recovery of Titanium
4.4.3. Recovery of REEs (Rare Earth Elements)
4.4.4. Recovery of Iron
- (1)
- Physical sorting method to recover iron
- (2)
- Hydrometallurgical recovery of iron
- (3)
- Pyrometallurgical recovery of iron
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Choate, W.T.; Green, J.A.S. U.S. Energy Requirements for Aluminum Production: Historical Perspective, Theoretical Limits and New Opportunities; TMS Annual Meeting; U.S. Department of Energy: Washington, DC, USA, 2003; pp. 99–113. [Google Scholar]
- Gu, N.H.; Guo, T.F.; Ma, S.G.; Dai, Y.; Wang, N. Review on Separation, Recovery, Extraction and Comprehensive Utilization of Iron from Red Mud. Chem. Ind. Eng. Prog. 2018, 37, 3599–3608, (In Chinese with English Abstract). [Google Scholar]
- Liao, S.; Yang, J.; Ma, S. Research Progress in the Comprehensive Utilization of Red Mud. Conserv. Util. Miner. Resour. 2019, 39, 21–27, (In Chinese with English Abstract). [Google Scholar]
- Zhu, X.; Wang, L.; Guan, X.; Wei, Z. The Latest Development and Suggestions on Extraction of Valuable Metals from Red Mud. Rare Met. Cem. Carbides 2015, 43, 28–32, (In Chinese with English Abstract). [Google Scholar]
- Deng, B.; Li, G.; Luo, J.; Ye, Q.; Liu, M.; Peng, Z.; Jiang, T. Enrichment of Sc2O3 and TiO2 from bauxite ore residues. J. Hazard. Mater. 2017, 331, 71–80. [Google Scholar] [CrossRef] [PubMed]
- Xue, S.; Li, Y.; Guo, Y. Environmental Impact of Bauxite Residue: A Comprehensive Review. J. Univ. Chin. Acad. Sci. 2017, 34, 401–412. [Google Scholar]
- Haikou Customs District, P.R. China. Available online: http://www.customs.gov.cn/haikou_customs/605737/fdzdgknr82/605745/3539138/index.html. (accessed on 26 March 2022).
- People’s Daily. Available online: http://www.gov.cn/xinwen/2022-06/15/content_5695701.htm. (accessed on 20 March 2023).
- Seal News. Shandong High-Speed Group’s Red Mud Comprehensive Utilization Technology Industrialization Demonstration Project Was Officially Put into Operation. Available online: http://w.dzwww.com/p/p2nRU19p3d.html. (accessed on 20 March 2023).
- Pengpai News. The Demonstration Production Line of Red Mud-Based Low-Carbon Cementitious Material Was Settled in the Industrial Park of Zhongzhou Aluminum Factory. Available online: https://m.thepaper.cn/baijiahao_15302408. (accessed on 20 March 2023).
- Balomenos, E.; Panias, D.; Paspaliaris, I. Energy and exergy analysis of the primary aluminum production processes: A review on current and future sustainability. Miner. Process. Extr. Metall. Rev. 2011, 32, 69–89. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Guan, X. Research Status of Comprehensive Utilization of Red Mud. Multipurp. Util. Miner. Resour. 2016, 7–10, (In Chinese with English Abstract). [Google Scholar]
- Zhang, L.; Gao, Y.; Hong, J.; Chen, S.; Zhang, Q.; Chen, Y.; Fu, J. Research Progress on Resource Comprehensive Utilization of Red Mud. Bull. Chin. Ceram. Soc. 2020, 39, 144–149, (In Chinese with English Abstract). [Google Scholar]
- Zhong, C.; Xia, J. Study on Leaching Na+ in Red Mud from Bayer Process. Bull. Chin. Ceram. Soc. 2013, 32, 2012–2015, (In Chinese with English Abstract). [Google Scholar]
- Wu, S.; Zhu, L.; Sun, T.; Xu, C.; Li, X.; Wang, X. Comprehensive Utilization Status and Prospect of Red Mud. Metal Mine 2019, 38–44, (In Chinese with English Abstract). [Google Scholar]
- Wang, L.; Hao, Y.; Hao, Z. Progress in valuable metal element recovery and utilization of red mud-A review. Chin. J. Nonferrous Met. 2018, 28, 1697–1710, (In Chinese with English Abstract). [Google Scholar]
- Guo, H.; Guan, X.; Ma, X. Study on Physical and Chemical Properties of Red Mud from Sintering Process. Shanxi Metall. 2010, 33, 1–3, (In Chinese with English Abstract). [Google Scholar]
- Jing, Y.; Jing, Y.; Yang, Q. Basic properties and engineering properties of red mud. Light Met. 2001, 27, 20–23, (In Chinese with English Abstract). [Google Scholar]
- Zhou, F. Progress in Extraction and Comprehensive Utilization of Valuable Metals in Red Mud. China Metal Bull. 2019, 8, 274–275, (In Chinese with English Abstract). [Google Scholar]
- Nan, X.; Zhang, T.; Liu, Y.; Dou, Z.; Zhao, Q.; Jiang, X. Main Categories of Red Mud and Its Environmental Impacts. Chin. J. Process Eng. 2009, 9, 459–464, (In Chinese with English Abstract). [Google Scholar]
- Yang, J.; Chen, S.; Guo, Q. Application of red mud in the remediation of heavy metals pollution: A review. Chin. J. Ecol. 2013, 32, 1937–1944, (In Chinese with English Abstract). [Google Scholar]
- Li, Z.; Din, J.; Xu, J.; Liao, C.; Yin, F.; Lǚ, T.; Cheng, L.; Li, J. Discovery of the REE minerals in the Wulong–Nanchuan bauxite deposits, Chongqing, China: Insights on conditions of formation and processes. J. Geochem. Explor. 2013, 133, 88–102. [Google Scholar] [CrossRef]
- United States Geological Survey Website (USGS). Commodity Statistics and Information 2022. Available online: http://minerals.usgs.gov/minerals/pubs/commodity/ (accessed on 18 March 2022).
- Wan, M.; Jiang, Y. Present situation and progress of comprehensive utilization of red mud from alumina production. World Nonferrous Met. 2021, 17, 152–153. [Google Scholar]
- Xue, S.; Li, X.; Kong, X.; Wu, C.; Li, Y.; Li, M.; Li, C. Alkaline regulation of bauxite residue: A comprehensive review. Acta Sci. Circumstantiae 2017, 37, 2815–2828, (In Chinese with English Abstract). [Google Scholar]
- Liu, W.; Chen, X.; Li, W.; Yu, Y.; Yan, K. Environmental assessment, management and utilization of red mud in China. J. Clean. Prod. 2014, 84, 606–610, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Yang, J.; Xiao, B. Recovering iron and preparing building material with residues from Bayer red mud. Chin. J. Nonferrous Met. 2008, 18, 187–192. [Google Scholar]
- Yan, W. Tailings Disposal Methods and Applications at Home and Abroad. Met. Mine 2016, 483, 1–14, (In Chinese with English Abstract). [Google Scholar]
- Luo, D.; Li, Z.; Du, Q.; Zhang, J.; Zhang, X. Research progress on comprehensive utilization of red mud. Technol. Innov. Appl. 2020, 2009, 5–76, (In Chinese with English Abstract). [Google Scholar]
- Gomes, H.I.; Mayes, W.M.; Rogerson, M.; Stewart, D.I.; Burke, I.T. Alkaline residues and the environment: A review of impacts, management practices and opportunities. J. Clean. Prod. 2016, 112, 3571–3582. [Google Scholar] [CrossRef]
- Yang, P.; Wu, W. Analysis of the emergency response to the Hungarian red mud spill and the inspiration for China. Sci. Technol. Innov. Her. 2017, 14, 163–164, (In Chinese with English Abstract). [Google Scholar]
- Zhang, C.; Wang, J.; Liu, H.; Zhao, P. Research status and progress of red mud dealkalization technology. Multipurp. Util. Miner. Resour. 2012, 11–14, (In Chinese with English Abstract). [Google Scholar]
- Lu, H. Present Situation and Prospect of Comprehensive Utilization of Red Mud. Hunan Nonferrous Met. 2022, 38, 60–64, (In Chinese with English Abstract). [Google Scholar]
- Zhao, Y.; Wang, H.; Wei, Y. Advances in comprehensive utilization of red mud. Modern Chem. Ind. 2019, 39, 55–58, (In Chinese with English Abstract). [Google Scholar]
- Khairul, M.A.; Jafar, Z.; Moghtaderi, B. The composition, recycling and utilization of Bayer red mud. Resour. Conserv. Recycl. 2018, 141, 483–498. [Google Scholar] [CrossRef]
- Archambo, M.S.; Kawatra, S.K. Utilization of Bauxite Residue: Recovering Iron Values Using the Iron Nugget Process. Miner. Process. Extr. Metall. Rev. 2021, 42, 222–230. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, L.; Xie, X. Preparation of Sintering-expanded Haydite with Red Mud from Byer Process. Multipurp. Util. Miner. Resour. 2009, 4, 41–45. [Google Scholar]
- He, S.; Jiang, S.; Wang, W. Research progress of utilizing red mud as resource of building material in China. Light Met. 2007, 12, 1–5. [Google Scholar]
- Pontikes, Y.; Angelopoulos, G.N. Bauxite residue in cement and cementitious applications: Current status and a possible way forward. Resour. Conserv. Recycl. 2013, 73, 53–63. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, T.; Zhang, Y.; Lv, G.; Zhang, W. Transformation and characterization of cement clinker prepared from new structured red mud by sintering. JOM J. Miner. Met. Mater. Soc. 2019, 71, 2505–2512. [Google Scholar] [CrossRef]
- Yu, S.; Dong, F.; Yang, X. Brief description of the industrial method of comprehensive utilization of red mud. China Met. Bull. 2019, 192–193, (In Chinese with English Abstract). [Google Scholar]
- Jin, K.; Wang, J.; Lv, C.; Jia, Y. The Analysis of Efflorescence about Sintered Red Mud Brick. Guangzhou Chem. Ind. 2013, 41, 72–74, (In Chinese with English Abstract). [Google Scholar]
- Thakur, R.S.; Sant, B.R. Utilization of red mud: Part I—Analysis and utilization as raw material for absorbents, building materials, catalysts, fillers, paints and pigments. J. Sci. Ind. Res. 1983, 42, 87–108. [Google Scholar]
- Singh, M.; Upadhayay, S.N.; Prasad, P.M. Preparation of iron rich cements using red mud. Cem. Concr. Res. 1997, 27, 1037–1046. [Google Scholar] [CrossRef]
- Singh, M.; Upadhayay, S.N.; Prasad, P.M. Preparation of special cements from red mud. Waste Manag. 1996, 16, 665–670. [Google Scholar] [CrossRef]
- Tsakiridis, P.E. Agatzini-Leonardou, S.; Oustadakis, P. Red mud addition in the raw meal for the production of Portland cement clinker. J. Hazard. Mater. 2004, 116, 103–110, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Vangelatos, I.; Angelopoulos, G.N.; Boufounos, D. Utilization of ferroalumina as raw material in the production of Ordinary Portland Cement. J. Hazard. Mater. 2009, 168, 473–478. [Google Scholar] [CrossRef] [PubMed]
- Hindalco. Available online: http://www.hindalco.com/media/Press-releases/hindalcosupply-1.2-mn-mt-of-red-mud-to-ultratech-two-flagship-aditya-birla-group (accessed on 18 March 2022).
- Zhang, T.; Wang, Y.; Lu, G.; Liu, Y.; Zhang, W.; Zhao, Q. Comprehensive Utilization of Red Mud: Current Research Status and a Possible Way Forward for Nonhazardous Treatment. TMS Annu. Meeting Light Met. 2018, 2018, 135–141. [Google Scholar]
- Zhang, T.; Wang, K.; Liu, Y.; Lyu, G.; Li, X.; Chen, X. A review of comprehensive utilization of high-iron red mud of China. TMS Annu. Meeting Light Met. 2020, 2020, 65–71. [Google Scholar]
- Liu, X.; Zhang, N. Utilization of red mud in cement production: A review. Waste Manag. Res. 2011, 29, 1053–1063. [Google Scholar] [CrossRef] [PubMed]
- Pappu, A.; Saxena, M.; Asolekar, S.R. Solid wastes generation in India and their recycling potential in building materials. Build. Environ. 2007, 42, 2311–2320. [Google Scholar] [CrossRef]
- Agarwal, G.; Speyer, R.F. Devitrifying cupola slag for use in abrasive products. JOM 1992, 44, 32–37. [Google Scholar] [CrossRef]
- Peng, F.; Liang, K.M.; Hua, S.; Hu, A.M. Nanocrystal glass-ceramics obtained by crystallization of vitrified red mud. Chemosphere 2005, 59, 899–903. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, D.; Jian, H.; He, B.; Bo, X. Preparation of glass-ceramics from red mud in the aluminium industries. Ceram. Int. 2008, 34, 125–130. [Google Scholar] [CrossRef]
- Wang, Z.; Han, M.; Zhang, Y.; Zhou, F. Study on the Dealkalization Technics of Bayer-process Red Mud with CO2 by Carbonation. Bull. Chin. Ceram. Soc. 2013, 32, 1851–1855, (In Chinese with English Abstract). [Google Scholar]
- Wang, Z.; Lu, F.; Gu, X.; Peng, N.; Hu, C. Status of research on red mud dealkalization. Guizhou Agric. Mech. 2020, 15–18, (In Chinese with English Abstract). [Google Scholar]
- Zhu, X.; Li, W.; Guan, X. An active dealkalization of red mud with roasting and water leaching. J. Hazard. Mater. 2015, 286, 85–91. [Google Scholar] [CrossRef]
- Wang, K.; Liu, Y.; Dou, Z.; Lv, G.; Li, X.; Zhang, T. A Novel Method of Extracting Iron from High-Iron Red Mud and Preparing Low-Carbon Cement Clinker from Tailings. JOM 2022, 74, 2750–2759. [Google Scholar] [CrossRef]
- Brunori, C.; Cremisini, C.; Massanisso, P.; Pinto, V.; Torricelli, L. Reuse of a treated red mud bauxite waste: Studies on environmental compatibility. J. Hazard. Mater. 2005, 117, 55–63. [Google Scholar] [CrossRef]
- Hamdy, M.K.; Williams, F.S. Bacterial amelioration of bauxite residue waste of industrial alumina plants. J. Ind. Microbiol. Biotechnol. 2001, 27, 228–233. [Google Scholar] [CrossRef]
- Alva, A.K.; Huang, B.; Paramasivam, S.; Sajwan, K.S. Evaluation of root growth limiting factors in spodic horizons of spodosols. J. Plant Nutr. 2002, 25, 2001–2014. [Google Scholar] [CrossRef]
- Ciccu, R.; Ghiani, M.; Serci, A.; Fadda, S.; Peretti, R.; Zucca, A. Heavy metal immobilization in the mining-contaminated soils using various industrial wastes. Miner. Eng. 2003, 16, 187–192. [Google Scholar] [CrossRef]
- Snars, K.; Gilkes, R.J. Evaluation of bauxite residues (red muds) of different origins for environmental applications. Appl. Clay Sci. 2009, 46, 13–20. [Google Scholar] [CrossRef]
- Feigl, V.; Ujaczki, E.; Vaszita, E.; Molnar, M. Influence of red mud on soil microbial communities: Application and comprehensive evaluation of the biology ecoplate approach as a tool in soil microbiological studies. Sci. Total Environ. 2017, 595, 903–911. [Google Scholar] [CrossRef]
- Summers, R.N.; Guise, N.R.; Smirk, D.D.; Summers, K.J. Bauxite residue (red mud) improves pasture growth on sandy soils in Western Australia. Aust. J. Soil Res. 1996, 34, 569–581. [Google Scholar] [CrossRef]
- Snars, K.E.; Gilkes, R.J.; Wong, M.T.F. The liming effect of bauxite processing residue (red mud) on sandy soils. Soil Res. 2004, 42, 321–328. [Google Scholar] [CrossRef]
- Menzies, N.W.; Snars, K.E.; Kopittke, G.R.; Kopittke, P.M. Amelioration of cadmium contaminated soils using cation exchangers. J. Plant Nutr. 2009, 32, 1321–1335. [Google Scholar] [CrossRef]
- Fois, E.; Lallai, A.; Mura, G. Sulfur Dioxide Absorption in a Bubbling Reactor with Suspensions of Bayer Red Mud. Ind. Eng. Chem. Res. 2007, 46, 6770–6776. [Google Scholar] [CrossRef]
- Summers, R.N.; Pech, J.D. Nutrient and metal content of water, sediment and soils amended with bauxite residue in the catchment of the Peel Inlet and Harvey Estuary, Western Australia. Agric. Ecosyst. Environ. 1997, 64, 219–232. [Google Scholar] [CrossRef]
- Li, B.; Wu, H.; Wang, Z.; Wang, J.; Li, M.; Ning, P. Research Progress of Desulfurization and Denitrification of Alkaline Solid Waste Red Mud. Bull. Chin. Ceram. Soc. 2019, 38, 1401–1407+1419, (In Chinese with English Abstract). [Google Scholar]
- Wang, X.; Zhang, Y.; Lv, F.; An, Q.; Lu, R.; Hu, P.; Jiang, S. Removal of alkali in the red mud by SO2 and simulated flue gas under mild conditions. Environ. Prog. Sustain. Energy 2015, 34, 81–87. [Google Scholar] [CrossRef]
- Chen, Y.; Li, J.Q.; Huang, F.; Zhou, J.; Liu, W. The Performance Research on Absorbing SO2 Waste. J. Guizhou Univ. Technol. Nat. Sci. Ed. 2017, 30–37, (In Chinese with English Abstract). [Google Scholar]
- Nie, Q.; Hu, W.; Huang, B.; Shu, X.; He, Q. Synergistic utilization of red mud for flue-gas desulfurization and fly ash-based geopolymer preparation. J. Hazard. Mater. 2019, 369, 503–511. [Google Scholar] [CrossRef]
- Yan, Y.; Chang, Z.; Fu, Y. Advances in research on red mud utilization. China Energy Environ. Prot. 2020, 42, 134–138, (In Chinese with English Abstract). [Google Scholar]
- Han, Y.; Wang, J.; Tang, M. Adsorption of Hexavalent Chromium in Wastewater on Modified Red Mud. Environ. Prot. Chem. Ind. 2005, 25, 132–136, (In Chinese with English Abstract). [Google Scholar]
- Liu, Y.J.; Naidu, R.; Ming, H. Red mud as an amendment for pollutants in solid and liquid phases. Geoderma 2011, 163, 1–12. [Google Scholar] [CrossRef]
- Sutar, H. Progress of Red Mud Utilization: An Overview. Am. Chem. Sci. J. 2014, 4, 255–279. [Google Scholar] [CrossRef]
- Samal, S.; Ray, A.K.; Bandopadhyay, A. Proposal for resources, utilization and processes of red mud in India-A review. Int. J. Miner. Process. 2013, 118, 43–55. [Google Scholar] [CrossRef]
- Fang, H.; Liang, W.; Ren, S.; Yang, F.; Ma, L. Preparation of modified red mud-based catalysts and their catalytic combustion performance for toluene. China Environ. Sci. 2021, 41, 5764–5770, (In Chinese with English Abstract). [Google Scholar]
- Sushil, S.; Batra, V.S. Catalytic applications of red mud, an aluminium industry waste: A review. Appl. Catal. B Environ. 2008, 81, 64–77. [Google Scholar] [CrossRef]
- Li, F. Superficial Modification of Porous Ceramicas Filter Media on the Basis of Red Mud and Its Application in the Water Treatment. Ph.D. Thesis, Wuhan University of Technology, Wuhan, China, 2008. [Google Scholar]
- Xu, X.; Di, Y.; Wu, J.; Lei, Z.; Hong, J.; Lu, J.; Liu, X.; Deng, Q. Study on Preparing Porous Ceramic Filter Material Msde from Solid Waste. J. Wuhan Univ. Technol. 2004, 26, 12–15, (In Chinese with English Abstract). [Google Scholar]
- Agrawal, S.; Dhawan, N. Evaluation of red mud as a polymetallic source—A review. Miner. Eng. 2021, 171, 107084. [Google Scholar] [CrossRef]
- Yang, G. Alkali Consumption Composition and Reduction Way of Aluminum Hydroxide Production by Bayer Process. Alum. Magnes. Commun. 2001, 20–22, (In Chinese with English Abstract). [Google Scholar]
- Guo, F. Research on Calcification-Carbonation Process for Red Mud. Master’s Thesis, Northeastern University, Shenyang, China, 2015. [Google Scholar]
- Sun, W. Basic Research of Equipment Design for Carborn Process of Calcified Residue. Master’s Thesis, Northeastern University, Shenyang, China, 2015. [Google Scholar]
- Zhu, X. A Fundamental Study on Processing of Medium-Low Grade Gibbsite Bauxite and Red Mud by the Calcification-Carbonation Process. Ph.D. Thesis, Northeastern University, Shenyang, China, 2016. [Google Scholar]
- Wang, Y. Research on Mineral Transformation of Calcification-Carbonization Process and Resource Utilization of Obtained Residue after Alkali Removal and Alumina Extraction. Ph.D. Thesis, Northeastern University, Shenyang, China, 2016. [Google Scholar]
- Li, H.; Lei, H.; Zhu, J.; Liu, J. Research status on dealkalization of the bayer red mud. J. Shandong Univ. Technol. Nat. Sci. Ed. 2021, 35, 65–69, (In Chinese with English Abstract). [Google Scholar]
- Zhu, X.; Li, W.; Guan, X.; Ma, J. Research status on dealkalization of the red mud by bayer process. Bull. Chin. Ceram. Soc. 2014, 33, 2254–2257, (In Chinese with English Abstract). [Google Scholar]
- Zhang, Y.; Mo, H. Research progress on dealkalization technology for red mud. China Nonferrous Metall. 2019, 48, 26–29, (In Chinese with English Abstract). [Google Scholar]
- Li, X.; Xiao, W.; Liu, W.; Liu, G.; Peng, Z.; Zhou, Q.; Qi, T. Recovery of alumina and ferric oxide from Bayer red mud rich in iron by reduction sintering. Trans. Nonferrous Met. Soc. China 2009, 19, 1342–1347, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Zhang, R.; Zheng, S.; Ma, S.; Yi, Z. Recovery of alumina and alkali in Bayer red mud by the formation of andradite-grossular hydrogarnet in hydrothermal process. J. Hazard. Mater. 2011, 189, 827–835. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Zhang, T.; Liu, Y.; Lv, G.; Xi, L. Calcification-carbonation method for red mud processing. J. Hazard. Mater. 2016, 316, 94–101. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Liu, Y.; Lv, G.; Zhang, T. Wet Grinding of Calcified Slag to Improve Alumina Extraction from Red Mud by the Calcification-Carbonization Method. JOM 2020, 72, 970–977. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Guan, X. Experiment and kinetics of dealkalization with water leaching from red mud. Inorg. Chem. Ind. 2016, 48, 41–43, (In Chinese with English Abstract). [Google Scholar]
- Kong, X.; Li, M.; Xue, S.; Hartley, W.; Chen, C.; Wu, C.; Li, X.; Li, Y. Acid transformation of bauxite residue: Conversion of its alkaline characteristics. J. Hazard. Mater. 2017, 324, 382–390. [Google Scholar] [CrossRef]
- Liang, W.; Couperthwaite, S.J.; Kaur, G.; Yan, C. Effect of strong acids on red mud structural and fluoride adsorption properties. J. Colloid Interface Sci. 2014, 423, 158–165. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H.; Huang, M.; Jia, D.; Zhang, N. Effects of cooling method on removal of sodium from active roasting red mud based on water leaching. Hydrometallurgy 2017, 167, 92–100. [Google Scholar] [CrossRef]
- Xu, B.; Smith, P.; Wingate, C.; Silva, L.D. The effect of calcium and temperature on the transformation of sodalite to cancrinite in Bayer digestion. Hydrometallurgy 2010, 105, 75–81. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Zhao, H.; Zhang, C. Selective dealkalization of red mud using calcium oxide with pressure leaching. JOM 2018, 70, 2800–2806. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, L.; Zhu, P.; Duan, L. Preliminary study on red mud alkali recovery. Inorg. Chem. Ind. 2011, 43, 55–57, (In Chinese with English Abstract). [Google Scholar]
- Zhang, T.; Lv, G.; Liu, Y.; Zhang, Z.; Zhu, X.; Dou, Z. Recovery of Alkali and Aluminum in the Treatment of Bayer Red Mud by Calcination-Carbonation. Chinese Patent Application ZL 201410182568.X, 22 July 2014. [Google Scholar]
- Zhang, T.; Lv, G.; Zhang, Z.; Liu, Y.; Dou, Z. A Method of Producing Alumina without Evaporation Based on the Calcination-Carbonation Method. Chinese Patent Application ZL 201410182601.9, 30 April 2014. [Google Scholar]
- Zhang, T.; Lv, G.; Liu, Y.; Dou, Z.; Zhao, Q.; Niu, L.; He, J. A Method of Dissipating Bayer red Mud. Chinese Patent Application ZL 201110275030.X, 16 September 2011. [Google Scholar]
- Zhu, X.; Zhang, T.; Wang, Y.; Lv, G.; Zhang, W. Recovery of alkali and alumina in Bayer red mud by the calcification-carbonation process. Int. J. Miner. Metall. Mater. 2016, 23, 257–268. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, T.; Lv, G.; Guo, F.; Zhang, W.; Zhang, Y. Recovery of alkali and alumina from bauxite residue (red mud) and complete reuse of the treated residue. J. Clean. Prod. 2018, 188, 456–465. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, G.; Zhang, J. Novel Process for Sodium Elimination from Red Mud of Alumina Production. Nonferrous Met. Eng. 2010, 62, 61–64. [Google Scholar]
- Wu, H.; Liao, J.; Zhu, F.; Graeme, M.; Ronan, C.; Xue, S. Isolation of an acid producing Bacillus sp. EEEL02: Potential for bauxite residue neutralization. J. Cent. South Univ. 2019, 26, 343–352. [Google Scholar] [CrossRef]
- Santini, T.; Malcolm, L.; Tyson, G.; Warren, L. pH and organic carbon dose rates control microbially driven bioremediation efficacy in alkaline bauxite residue. Environ. Sci. Technol. 2016, 50, 11164–11173. [Google Scholar]
- Li, W.; Zhu, X.; Guan, X. Study on the Preparation of Ti-enriched Slag by Chemical Beneficiation of Red Mud. Rare Met. Cem. Carbides 2016, 44, 25–27, 72, (In Chinese with English Abstract). [Google Scholar]
- Li, D.; Pan, L.; Zhao, L.; Shi, L.; Wu, X. Advance Research of Utilization Technology of Red Mud. Environ. Eng. 2014, 32, 616–618, 625, (In Chinese with English Abstract). [Google Scholar]
- Du, S.; Gao, J. Study on TiO2 extraction from high-iron red mud. Light Metals 2017, 13–16, (In Chinese with English Abstract). [Google Scholar]
- Kasliwal, P.; Sai, P.S.T. Enrichment of titanium dioxide in red mud: A kinetic study. Hydrometallurgy 1999, 53, 73–87. [Google Scholar] [CrossRef]
- Gao, J.; Du, S. Experimental Research on Extracting TiO2 from Red Mud. Energy Conserv. Nonferrous Metall. 2017, 33, 20–23, (In Chinese with English Abstract). [Google Scholar]
- Long, Q.; Lu, F.; Zhou, D.; Hu, S.; Wu, Y. Study on recovery of titanium from red mud by sulfuric acid leaching under a magnetic field. Guangdong Chem. Ind. 2016, 43, 32–33, (In Chinese with English Abstract). [Google Scholar]
- Piga, L.; Pochetti, F.; Stoppa, L. Recovering metals from red mud generate during alumina production. J. Miner. Met. Mater. Soc. 1993, 45, 54–59. [Google Scholar] [CrossRef]
- Ochsenkühn-Petropulu, M.; Lyberopulu, T.; Parissakis, G. Direct determination of landthanides, yttrium and scandium in bauxites and red mud from alumina production. Anal. Chim. Acta 1994, 296, 305–313. [Google Scholar] [CrossRef]
- Wang, K.; Yu, Y.; Wang, H.; Chen, J. Experimental Investigation on Leaching Scandium from Red Mud by Hydrochloric Acid. Chin. Rare Earths 2010, 31, 95–98, (In Chinese with English Abstract). [Google Scholar]
- Si, X.; Deng, Z.; Xu, T. Summarization for Extracting Scandium from Red Mud. Nonferrous Met. Sci. Eng. 2003, 17, 28–31, (In Chinese with English Abstract). [Google Scholar]
- Ding, W.; Xiao, J.; Peng, Y.; Shen, S.; Chen, T.; Zou, K.; Wang, Z. Extraction of Scandium and Iron from Red Mud. Miner. Process. Extr. Metall. Rev. 2022, 43, 61–68. [Google Scholar]
- Shinde, V.M.; Bhilare, N.G. Extraction and separation of Sc salicylate with tripheny/phosphine oxide. Fresenius J. Anal. Chem. 1997, 357, 402–407. [Google Scholar]
- Chi, R. Source and Extraction of Scandium. Nonferrous Metall. Des. Res. 1993, 14, 10–22, (In Chinese with English Abstract). [Google Scholar]
- Palant, A.; Petrova, V. Scandium extraction from hydrochloric acid solutions poly (2-ethylhexyl) phosphoryl acid. Russ. J. Inorg. Chem. 1997, 42, 943–946. [Google Scholar]
- Rychkov, V.; Botalov, M.; Kirillov, E.; Kirillov, S.; Semenishchev, V.; Bunkov, G.; Smyshlyaev, D. Intensification of carbonate scandium leaching from red mud (bauxite residue). Hydrometallurgy 2020, 199, 105524. [Google Scholar] [CrossRef]
- Borra, C.R.; Pontikes, Y.; Binnemans, K.; Gerven, T.V. Leaching of rare earths from bauxite residue (red mud). Miner. Eng. 2015, 76, 20–27. [Google Scholar] [CrossRef]
- Rivera, R.M.; Xakalashe, B.; Ounoughene, G.; Binnemans, K.; Friedrich, B.; Van Gerven, T. Selective rare earth element extraction using high-pressure acid leaching of slags arising from the smelting of bauxite residue. Hydrometallurgy 2019, 184, 162–174. [Google Scholar] [CrossRef]
- Zhou, K.; Teng, C.; Zhang, X.; Peng, C.; Chen, W. Enhanced selective leaching of scandium from red mud. Hydrometallurgy 2018, 182, 57–63. [Google Scholar] [CrossRef]
- Klauber, C.; Grafe, M.; Power, G. Bauxite residue issues II. Options for residue utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar]
- Grafe, M.; Power, G.; Klauber, C. Bauxite residue issues: III. Alkalinity and associated chemistry. Hydrometallurgy 2011, 108, 60–79. [Google Scholar]
- Guan, J. Study on recovering Fe from red mud with SLon vertical ring and pulsating high gradient magnetic separator. Nonferrous Met. Sci. Eng. 2000, 14, 15–18, (In Chinese with English Abstract). [Google Scholar]
- Xu, S.; Shao, Y.; Xiong, S.; Yan, W.; Li, M.; Jiang, F. Experimental Study on Magnetic Separation of Hematite and Limonite Fines Using Magnetic Seeding with Selective Hydrophobic Flocculation from Red Mud. Multipurp. Util. Miner. Resour. 2015, 6, 62–66, (In Chinese with English Abstract). [Google Scholar]
- Liu, P.; Jiang, L.; Yang, X.; Zhang, Y. Experimental study on iron enrichment performance of red mud by total gravity separation. Light Met. 2017, 6, 22–27, (In Chinese with English Abstract). [Google Scholar]
- Xie, W.; Zhang, N.; Li, J.; Zhou, F.; Ma, X.; Gu, G.; Zhang, W. Optimization of condition for extraction of aluminum and iron from red mud by hydrochloric acid leaching. Chin. J. Environ. Eng. 2017, 11, 5677–5682, (In Chinese with English Abstract). [Google Scholar]
- Pepper, R.A.; Couperthwaite, S.J.; Millar, G.J. Comprehensive examination of acid leaching behaviour of mineral phases from red mud: Recovery of Fe, Al, Ti, and Si. Miner. Eng. 2016, 99, 8–18. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.; Zhang, W.; Jin, Y.; Chen, P.; He, Y.; Wang, H. Study on iron transformation in high-iron red mud treated by rice stalk hydrothermal method. J. Univ. Sci. Technol. Liaoning 2019, 42, 5–9, (In Chinese with English Abstract). [Google Scholar]
- Wang, Y.; Li, X.; Zhou, Q.; Wang, B.; Qi, T.; Liu, G.; Wang, M. Reduction of Red Mud Discharge by Reductive Bayer Digestion: A Comparative Study and Industrial Validation. JOM. 2019, 72, 270–277. [Google Scholar] [CrossRef]
- Ding, W.; Xiao, J.; Peng, Y.; Shen, S.; Chen, T. Iron Extraction from Red Mud using Roasting with Sodium Salt, Miner. Process. Extr. Metall. Rev. 2021, 42, 153–161. [Google Scholar]
- Lu, Z.; Gao, J. Process Test of Valuable Metals Extracting in High Iron Red Mud. Energy Sav. Nonferrous Metall. 2015, 31, 17–19+38. [Google Scholar]
- Liu, Y.; Zuo, K.; Yang, G.; Shang, Z.; Zhang, J. Recovery of ferric oxide from bayer red mud by reduction roasting-magnetic separation process. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2016, 31, 404–407. [Google Scholar] [CrossRef]
- Lu, F. Experiment on roasting reduction of red mud with high iron by spent pot lining at high temperature. Light Met. 2015, 14–16+49, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Sadangi, J.K.; Das, S.P.; Tripathy, A.; Biswal, S.K. Investigation into recovery of iron values from red mud dumps. Sep. Sci. Technol. 2018, 53, 2186–2191. [Google Scholar] [CrossRef]
- Hao, Y.; Wu, L.; Shen, P.; Li, S. Precise Reduction Experiment Study of Bayer Red Mud. Environ. Eng. 2015, 33, 105–108, (In Chinese with English Abstract). [Google Scholar]
- Li, H.; Liu, X.; Zhao, X.; Chen, J.; Yin, H. Medium-low temperature reduction of high-iron Bayer process red mud using biomass pine sawdust. Chin. J. Eng. 2017, 39, 1331–1338, (In Chinese with English Abstract). [Google Scholar]
- Liu, Y.; Zhao, B.; Tang, Y.; Wan, P.; Chen, Y.; Lv, Z. Recycling of iron from red mud by magnetic separation after coroasting with pyrite. Thermochim. Acta 2014, 588, 11–15. [Google Scholar] [CrossRef]
- He, Y.; Wang, H.; Sun, T.; Hu, W.; Li, H. The function and mechanism of an aidant reducer in the deep reduction process of iron ore. J. Harbin Eng. Univ. 2011, 32, 1630–1636, (In Chinese with English Abstract). [Google Scholar]
- Mei, X.; Yuan, M.; Chen, J. Study on the coal-based direct reduction process of high-iron Bayer red mud. Nonferrous Met. Smelt. Part 1996, 27–30+13, (In Chinese with English Abstract). [Google Scholar]
- Li, H.; Liu, Z. Metallurgical process for valuable elements recovery from red mud: A review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Jia, Y.; Ni, W.; Wang, Z.; Gao, S.; Feng, J. Deep reduction experiments of Bayer red mud for iron recovery. Chin. J. Eng. 2011, 33, 1059–1064, (In Chinese with English Abstract). [Google Scholar]
- Hu, W.; Wang, H.; Sun, C.; Tong, G.; Ji, C.; Wang, C. Direct reduction-leaching process for high ferric bauxite. Chin. J. Eng. 2012, 34, 506–511, (In Chinese with English Abstract). [Google Scholar]
- Samouhos, M.; Taxiarchou, M.; Tsakiridis, P.E.; Potiriadis, K. Greek “red mud” residue: A study of microwave reductive roasting followed by magnetic separation for a metallic iron recovery process. J. Hazard. Mater. 2013, 254–255, 193–205. [Google Scholar] [CrossRef]
- Wang, K.; Liu, Y.; Zhang, T.; Li, X.; Chen, X. Investigation of the smelting reduction mechanism and of iron extraction from high-iron red mud. Mater. Res. Express 2020, 7, 126514. [Google Scholar] [CrossRef]
- Li, X.; Hu, B.; Wu, Y.; Jin, F.; Tian, Q.; Ji, J.; Li, Y.; He, S. Process Parameters and Kinetics of Smelting Reduction Technology for Low-Grade Phosphate Ore Reduction. J. Chem. Eng. Chin. Univ. 2014, 28, 905–910, (In Chinese with English Abstract). [Google Scholar]
- Li, X.; Zhang, T.; Wang, K.; Lyu, G.; Chen, X. Recovery of Iron from High-Iron Bayer Red Mud by Melting Reduction with Spent Cathode Carbon Block. In the Minerals, Metals & Materials Series; Light Metals 2022l; Springer International Publishing: Cham, Switzerland, 2022; pp. 56–64. [Google Scholar]
- Li, X.; Zhang, T.; Wang, K.; Lv, G.; Chao, X.; Yang, X. Experimental Research on Vortex Melting Reduction of High-Iron Red Mud (Bauxite Residue). Bull. Environ. Contam. Toxicol. 2022, 109, 155–162. [Google Scholar] [CrossRef]
- Liu, S.; Zhao, X.; He, A.; Zeng, J.; Wu, N.; Meng, Z.; Huang, S.; Guan, Y. Experimental Study on Preparation of Abrasion Resistant White Cast Iron by Red Mud Reduction with Bayer Process. Foundry 2020, 69, 29–34, (In Chinese with English Abstract). [Google Scholar]
- Li, S.; Gao, J.; Cao, Z.; Gu, M.; Jin, Y. Experimental study on iron reduction by red mud rotary hearth furnace. Light Met. 2018, 14–16+20, (In Chinese with English Abstract). [Google Scholar]
- Wang, H.; She, X.; Zhao, Q.; Xue, Q.; Wang, J. Production of Iron Nuggets Using Iron-rich Red Mud by Direct Reduction. Chin. J. Process Eng. 2012, 12, 816–821, (In Chinese with English Abstract). [Google Scholar]
- Guo, Y.; Gao, J.; Xu, H.; Zhao, K.; Shi, X. Nuggets Production by Direct Reduction of High Iron Red Mud. J. Iron Steel Res. Int. 2013, 20, 24–27. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, Y.; Wang, K.; Dou, Z.; Lv, G.; Liu, Y.; Zhao, Q.; Niu, L.; Zhang, Z.; Han, J.; et al. A Method of Iron Extraction and Direct Cementation of High Iron Red Mud. Chinese Patent Application CN201910291219.4, 11 April 2019. [Google Scholar]
- Zhang, T.; Wang, Y.; Zhang, Z.; Dou, Z.; Wang, K.; Lv, G.; Liu, Y.; Zhao, Q.; Fu, D.; Zhang, W. A Method of Direct Cementation Using Blast Furnace Slag in the Molten State. Chinese Patent Application CN201910290620.6, 11 April 2019. [Google Scholar]
- Zhang, T.; Liu, Y.; Wang, Y.; Niu, L.; Dou, Z.; Lv, G.; Wang, K.; Zhao, Q.; Fu, D.; Zhang, W.; et al. A Method for Recovering Iron from Calcified-Carbonated High Iron Red Mud and Cementing the Tailings. Chinese Patent Application CN201910290636.7, 11 April 2019. [Google Scholar]
- Zhang, T.; Wang, Y.; Dou, Z.; Wang, K.; Liu, Y.; Lv, G.; Zhang, Z.; Zhao, Q.; Fu, D.; Zhang, W.; et al. A Method for Direct Cementation, Iron Extraction and Dealkalizationof High Iron Red Mud by Vortex Melt Reduction. t Chinese Paten Application CN201910290643.7, 30 July 2019. [Google Scholar]
- Zhang, T.; Dou, Z.; Liu, Y.; Lv, G.; Niu, L.; Zhao, Q.; Zhang, Z.; Wang, K.; Li, X. A Method of Continuous Molten Reduction Iron Making. Chinese Patent Application CN202010108136.X, 21 February 2020. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Particle Size/um | Pore Ratio | Specific Surface Area/m2·g−1 | Density/g·cm−3 | Melting Point/°C |
|---|---|---|---|---|---|
| Numerical value | 5~75 | 2.53~2.95 | 64.1~186.9 | 2.7~2.9 | 1200~1250 |
| Composition | Al2O3 | SiO2 | Fe2O3 | TiO2 | CaO | Na2O |
|---|---|---|---|---|---|---|
| Content | 10%~20% | 3%~20% | 30%~60% | 0.1%~10% | 2%~8% | 2%~10% |
| Element | Fe | Al | Ti | Sc | V | Zr | Ca | Ce | Nb |
|---|---|---|---|---|---|---|---|---|---|
| Value | 7.62 | 92.00 | 114.40 | 616.21 | 109.84 | 3.15 | 325.00 | 1.68 | 15.35 |
| Form of Alkali Presence | Dealkalization Methods | Process Evaluation |
|---|---|---|
| Free alkali | Water washing method | The process is the simplest, with low dealkalization efficiency, high water consumption, and large amounts of dilute lye produced. |
| Combined alkali | Acid neutralization method | It can effectively remove alkali, but the acid consumption is too high due to the iron and aluminum oxides in the red mud |
| Acid gas neutralization method | Using acid gas CO2 or SO2 to neutralize the alkaline material in red mud. High equipment requirements and insignificant dealkalization effect. | |
| Lime dealkalization method | Good dealkalization under high pressure but high cost. High lime consumption and high requirements for pressurized equipment. | |
| Salts dealkalization method [109] | General dealkalization efficiency; the introduction of Cl− to the equipment corrosion is large. | |
| Bacterial dealkalization method [110,111] | Significant effect of dealkalization, bacteria require high culture environment, difficult to realize industrialization. | |
| Calcification–carbonation method | Good dealkalization effect while recovering aluminum, simple process equipment, easy to realize industrialization. |
| Process Classification | Process Name | Process Evaluation | |
|---|---|---|---|
| Direct physical sorting | Magnetic separation | Simple process, low energy consumption, iron recovery under magnetic field conditions, low iron recovery rate, untreated tailings, and a large amount of wastewater generated. | |
| Re-election | Simple process, low energy consumption, iron recovery under gravity field conditions, low iron recovery rate, untreated tailings, and a large amount of wastewater generated. | ||
| Hydrometallurgy | Acid leaching | Hydrochloric acid | Simple process, low energy consumption, high iron recovery rate; many impurities in leachate, difficult to separate and purify; high acid consumption, generating a large amount of waste acid and increasing costs. |
| Sulfuric acid | |||
| Phosphoric acid | |||
| Nitric acid | |||
| Oxalic acid | |||
| Pyrometallurgy | Solid-phase reduction magnetic separation | Coal-based reducing agents | The process is relatively complex, the overall energy consumption is relatively high, and the product is magnetite with an iron recovery rate of 60%–90%. |
| Gaseous reducing agents | High equipment requirements, good iron reduction in red mud, H2 reduction is low carbon, and environmental protection. | ||
| Biomass reducing agents | Biomass reduction is clean and environmentally friendly. | ||
| Pyrite reducing agents | Produces SO2 exhaust gas, easily causing air pollution. | ||
| Molten reduction | Molten melt state reduction separation technology | High-quality pig iron can be obtained, high energy consumption, and tailings can be reused. | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.-F.; Zhang, T.-A.; Lv, G.-Z.; Wang, K.; Wang, S. Summary of Research Progress on Metallurgical Utilization Technology of Red Mud. Minerals 2023, 13, 737. https://doi.org/10.3390/min13060737
Li X-F, Zhang T-A, Lv G-Z, Wang K, Wang S. Summary of Research Progress on Metallurgical Utilization Technology of Red Mud. Minerals. 2023; 13(6):737. https://doi.org/10.3390/min13060737
Chicago/Turabian StyleLi, Xiao-Fei, Ting-An Zhang, Guo-Zhi Lv, Kun Wang, and Song Wang. 2023. "Summary of Research Progress on Metallurgical Utilization Technology of Red Mud" Minerals 13, no. 6: 737. https://doi.org/10.3390/min13060737