
Simulation of Solvent Extraction Circuits for the Separation of Rare Earth Elements

Abstract
:1. Introduction
- (1)
- The Light REE group or LREE consisting of La, Ce, Pr, and Nd.
- (2)
- The Medium REE group or MREE or SEG for Samarium, Europium, and Gadolinium.
- (3)
- The Heavy REE group or HREE for Terbium to Lutetium including Yttrium.
2. REE Separation in the Sequence of Processing REE Ores
- (1)
- Leaching (sometimes termed «cracking») the minerals to chemically liberate the REEs from each other into an aqueous solution.
- (2)
- Rejecting impurities such as thorium, aluminum, and iron to produce a purified bulk REE solution from which the REEs can be precipitated as a concentrate of mixed REE oxides, chlorides, or carbonates.
- Separation of REEs is a complex process and it is different from known conventional mineral processing or even hydrometallurgical operations.
- There is little public information concerning the industrial aspects of the REE separation.
- There is no detailed public information on capital expenditures and operating costs for REE separation plants.
- There is a very limited number of experts available to help promoters in the design of a REE separation plant.
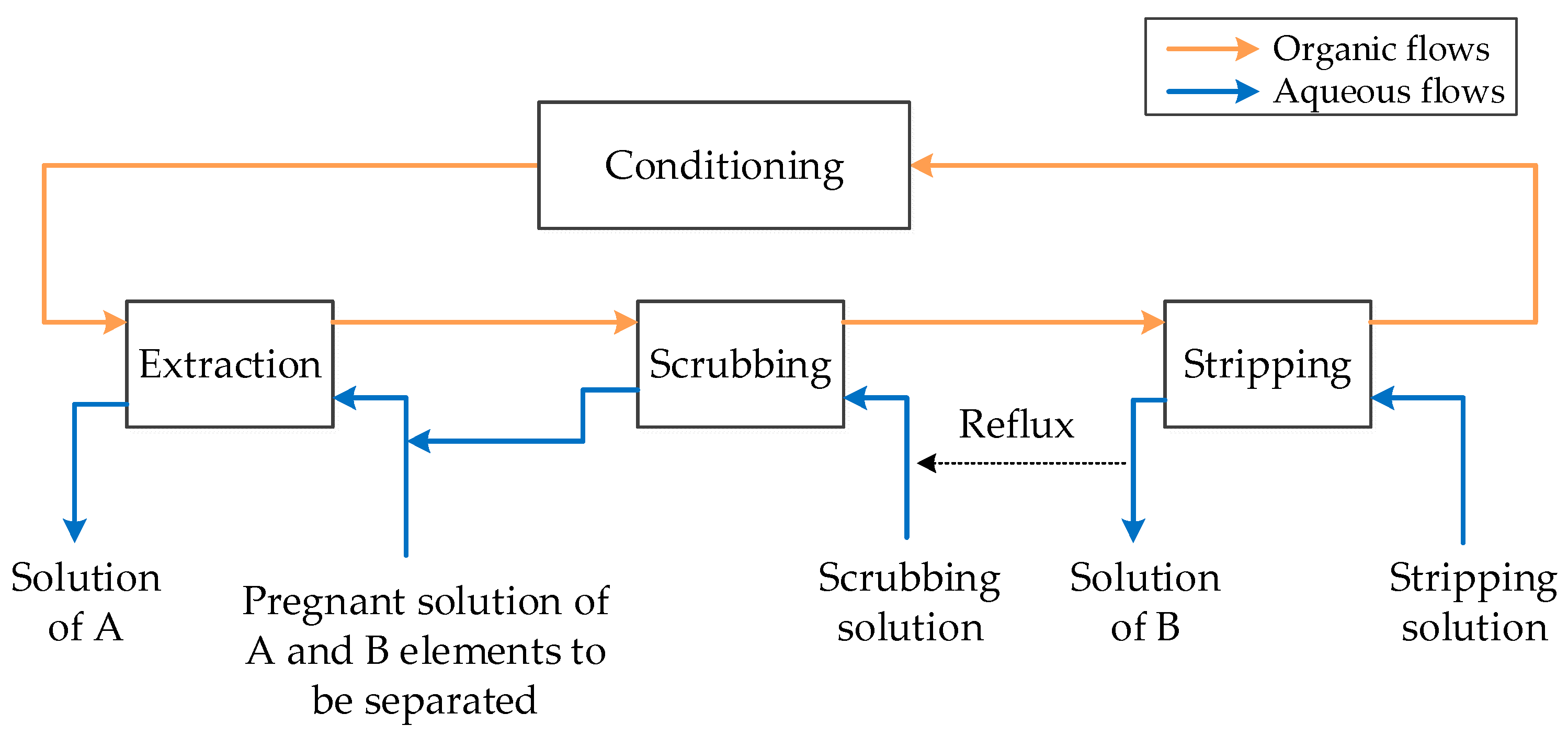
2.1. Separation of REEs
2.2. Equipment for the SX Separation of REEs
3. Mathematical Model of the REE-SX Separation
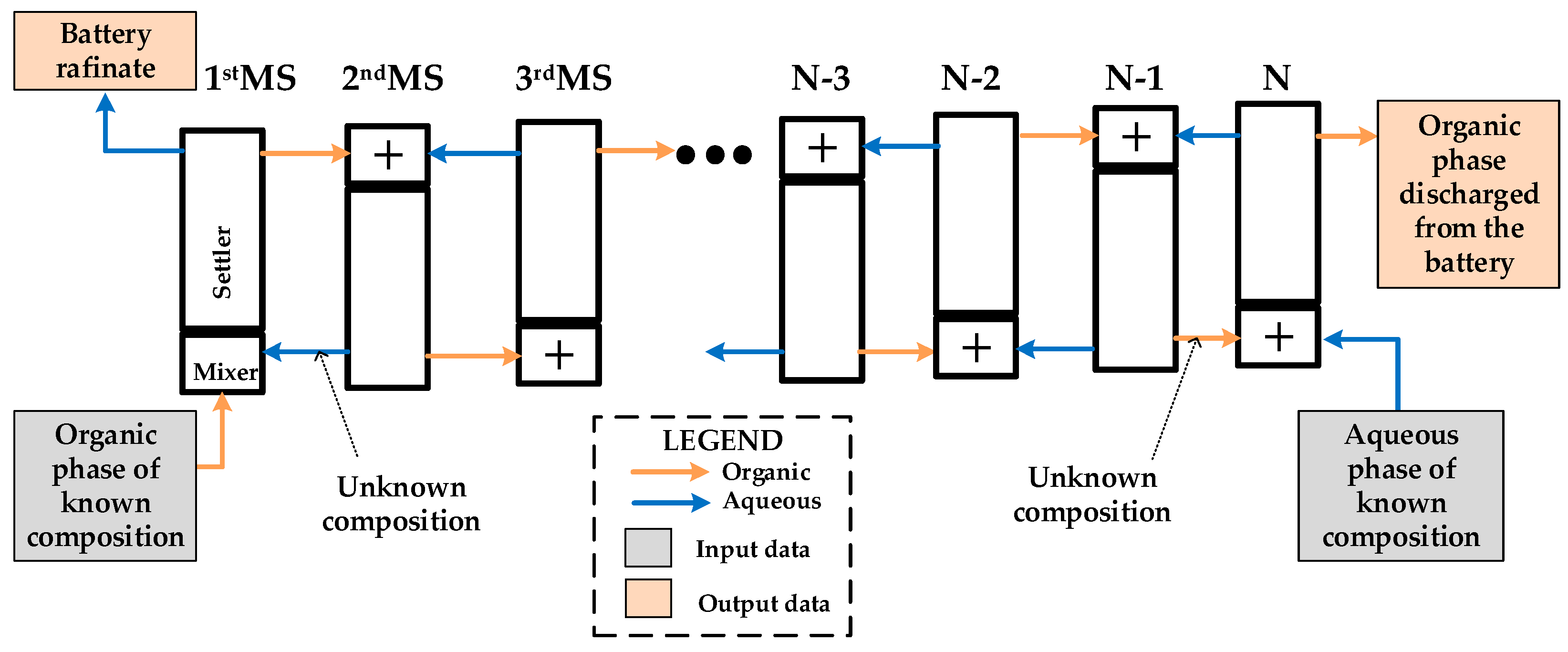
3.1. Notations, Material Balance, and Model Equations to Simulate a Mixer-Settler
3.2. Model of a Battery of Mixer Settlers
3.3. Programming the Mathematical Model
3.4. Equilibrium Constants
3.5. Input Variables for the Simulation
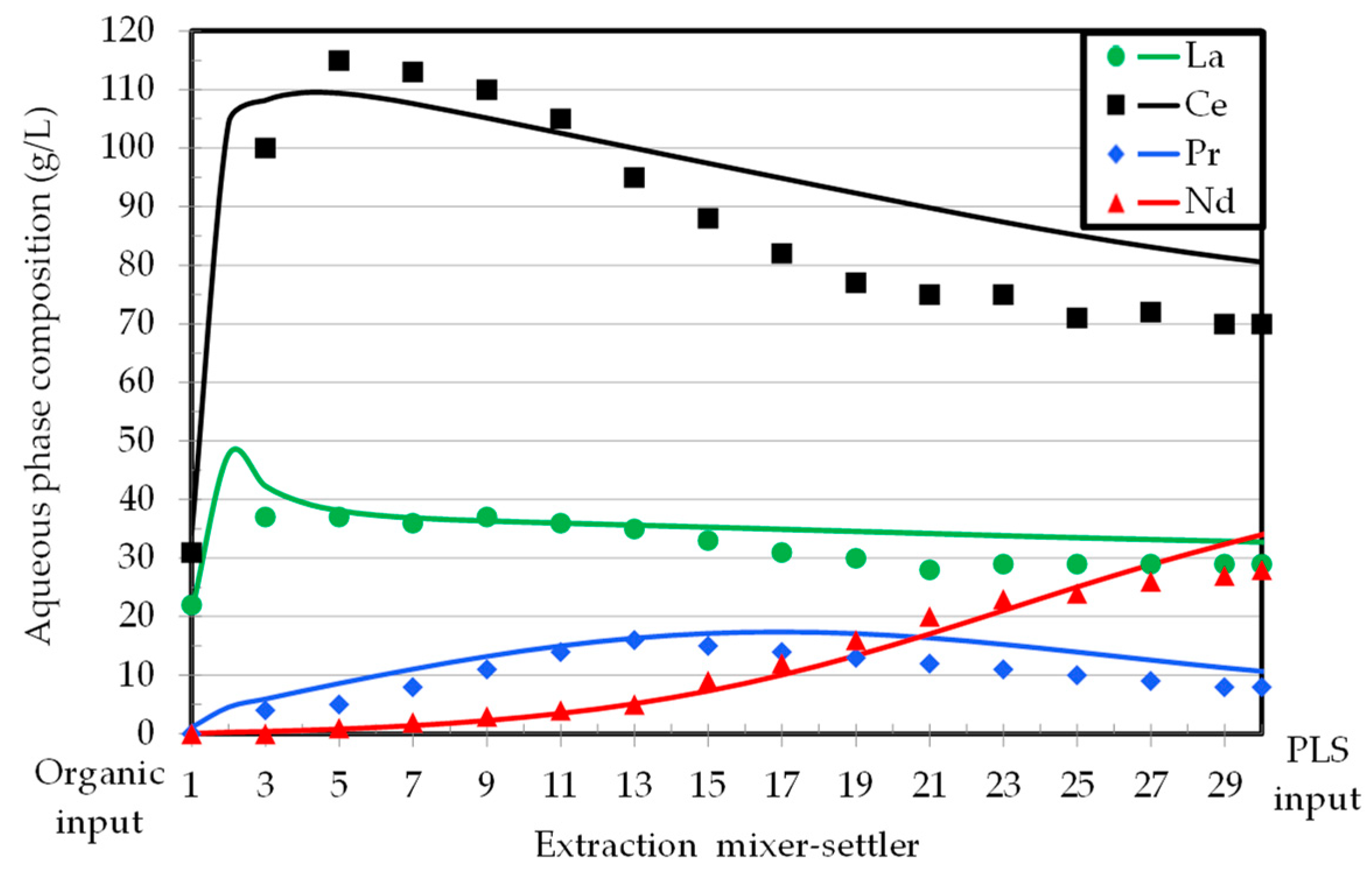
4. Validation of the Simulation Method
4.1. Validation Using Laboratory Tests
4.1.1. Experimental Methodology
4.1.2. Experimental Tests
4.2. Validation Using Pilot Plant Data
4.3. Validation with an Industrial Process
4.4. Validation: Discussion
5. Simulation of the REE-SX Separation Process
5.1. Application of the Simulator for the Planning of a Pilot Plant Test Work
5.2. Simulation of a Complete Separation Plant
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krishnamurthy, N.; Gupta, C.K. Extractive Metallurgy of Rare Earths; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Pavel, C.C.; Lacal-Arántegui, R.; Marmier, A.; Schüler, D.; Tzimas, E.; Buchert, M.; Jenseit, W.; Blagoeva, D. Substitution strategies for reducing the use of rare earths in wind turbines. Resour. Policy 2017, 52, 349–357. [Google Scholar] [CrossRef]
- Wübbeke, J. Rare earth elements in China: Policies and narratives of reinventing an industry. Resour. Policy 2013, 38, 384–394. [Google Scholar] [CrossRef]
- U.S. Department of Energy. Critical Materials Rare Earths Supply Chain: A Situational White Paper; U.S. Department of Energy: Washington, DC, USA, 2020.
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.-M.; Van Gerven, T.; Jones, P.T.; et al. REE Recovery from End-of-Life NdFeB Permanent Magnet Scrap: A Critical Review. J. Sustain. Met. 2017, 3, 122–149. [Google Scholar] [CrossRef]
- Biswas, A.K.; Davenport, W.G. Extractive Metallurgy of Copper: International Series on Materials Science and Technology; Elsevier: Amsterdam, The Netherlands, 2013; Volume 20. [Google Scholar]
- Habashi, F. A Textbook of Hydrometallurgy, 2nd ed.; Métallurgie Extractive: Québec, QC, CA, 1999. [Google Scholar]
- Leveque, A.; Maestro, P. Terres Rares; Techniques de l’Ingenieur: Saint-Denis, France, 1993; Available online: https://doi.org/10.51257/a-v2-j6630 (accessed on 1 March 2023).
- Bourricaudy, E.; Verbaan, N.; Brown, J.; Molnar, R.; Jayasekera, S. Commissioning of a mini REE SX pilot plant at SGS minerals—Lakefield site. In Proceedings of the International Mineral Processing Congress, Quebec, QC, Canada, 11–15 September 2016. [Google Scholar]
- Xie, F.; Zhang, T.A.; Dreisinger, D.; Doyle, F. A critical review on solvent extraction of rare earths from aqueous solutions. Miner. Eng. 2014, 56, 10–28. [Google Scholar] [CrossRef]
- Srivastava, V.; Werner, J. Solvent extraction flowsheet design for the separation of Rare Earth Elements: Tools, methods and application. In Proceedings of the 59th Conference of Metallurgists, COM 2020, Digital Event, 24–27 August 2020. [Google Scholar]
- Xu, G.; Yuan, C. Solvent Extraction of Rare Earth; China Science Press: Beijing, China, 1987; pp. 392–479. [Google Scholar]
- Voit, D.O. Computer simulation of rare earth solvent extraction circuits. In Rare Earths, Extraction, Preparation and Applications; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 1988; pp. 213–226. [Google Scholar]
- Zhang, J.; Zhao, B.; Schreiner, B. Separation Hydrometallurgy of Rare Earth Elements; Springer International Publishing: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Turgeon, K.; Bazin, C.; Boulanger, J.F.; Whitty-Léveillé, L.; Larivière, D. Material balancing and estimation of equilibrium constants: Application to solvent extraction tests of rare earth elements. In Proceedings of the International Mineral Processing Congress, Quebec, QC, Canada, 11–15 September 2016. [Google Scholar]
- Smith, B.J.; Riddle, M.E.; Earlam, M.R. Rare Earth Permanent Magnets; U.S. Department of Energy: Washington, DC, USA, 2022.
- Gagnon, G.; Rousseau, G.; Camus, Y.; Gagné, J. Commerce Resources Ashram NI 43-101 Preliminary Economic Assessment [Press Release]. 2015. Available online: https://commerceresources.com/wp-content/uploads/2021/04/2015-01-07_GG-PEA-Report.pdf (accessed on 1 March 2023).
- Cox, J.J.; Ciuculescu, T.; Altman, K.; Hwozdyk, L. Technical Report on the Eco Ridge Mine Project, Elliott Lake, Ontario, Canada, Ni-43-101 Report [Press Release]. 2012. Available online: https://www.miningdataonline.com/reports/EcoRidge_Technical_06202012.pdf (accessed on 1 March 2023).
- Saucier, G.; Noreau, C.; Casgrain, P.; Côté, P.; Larochelle, E.; Bilodeau, M.; Hayden, A.; Poirier, E.; Garon, M.; Bertrand, V.; et al. NI-43-101 Feasibility Study Report for the Kipawa Project. In Matamec News Release; Matamec Explorations Inc.: Montréal, QC, Canada, 2013; pp. 1–763. [Google Scholar]
- Gowans, R.M.; Lewis, W.J.; Shoemaker, S.; Spooner, J.; Zalnieriunas, R.V. Quest Rare Minerals ltd. NI 43-101 technical report on the preliminary economic assessment (PEA) for the strange lake property. In Quest Rare Minerals Ltd. News Release; Quest Rare Minerals Ltd.: Montreal, QC, Canada, 2014; pp. 1–258. [Google Scholar]
- Belzile, E.; Marchand, R.; Bouajila, A. GeoMegA NI 43-101 Technical Report Montviel Rare Earth Project [Press Release]. 2015. Available online: https://geomega.ca/wp-content/uploads/2015/06/Geomega%20NI%2043-101%20Resource%202015-07-30%20FINAL.pdf (accessed on 1 March 2023).
- Hussey, K.; Billington, D. NOLANS PROJECT Definitive Feasibility Study Summary Report; ARAFURA Resource Limited: Perth, Australia, 2019. [Google Scholar]
- Goode, J. Canadian rare earth and thorium recovery operations: The first 30 years. In Proceedings of the Rare Earths 2012. Proceedings of the 51st Conference of Metallurgists, Niagara Falls, CA, USA, 20 September–3 October 2012. [Google Scholar]
- Mackey, T.S. Recent developments in USA rare earth technology. In New Frontiers in Rare Earth Science and Applications; Academic Press: Cambridge, MA, USA, 1985; p. 1131. [Google Scholar]
- Lacaze, A.; Roux, P.L.; Leung, K.; McAuliffe, G.; Logan, A.; Ahmad, D.M.; Afza, M.A.; Strurzenegger, G.; Harding, M. Lynas-2025-Growing-with-the-Market-Investor-Day-Presentation; Lynas Corp: Kuantan, Malaysia, 2019. [Google Scholar]
- Napier-Munn, T.; Lynch, A. The modelling and computer simulation of mineral treatment processes—Current status and future trends. Miner. Eng. 1992, 5, 143–167. [Google Scholar] [CrossRef]
- CBerger, A.R.; Leveque, A. Rare earths: How to oprimize the separation process design? In Proceedings of the 59th Conferenc of Metallurgists, COM 2020, Digital Event, 24–27 August 2020. [Google Scholar]
- Turgeon, K. Modélisation et Simulation de la Séparation des Éléments de Terres Rares par Extraction par Solvant: Applications à la Conception, L’opération et L’optimisation Économique des Circuits. Ph.D. Thesis, Université Laval, Québec, QC, Canada, 2023. [Google Scholar]
- Goode, J.R. Options for the separation of rare earth elements. In Proceedings of the International Mineral Processing Congress, Quebec, QC, Canada, 11–15 September 2016. [Google Scholar]
- Goode, J.R. Early separation of Cerium from mixed rare Earths: A Review of methods and preliminary economic analysis. In Proceedings of the Extraction 2018, Ottawa, ON, CA, 26–29 August 2018. [Google Scholar]
- Rydberg, J.; Cox, M.; Musikas, C.; Choppin, G.R. Solvent Extraction Principles and Practice, Revised and Expanded; Taylor & Francis: Abingdon, UK, 2004. [Google Scholar]
- Ritcey, G.M.; Ashbrook, A.W. Solvent Extraction: Principles and Applications to Process Metallurgy. Part II; Elsevier: Amsterdam, The Netherlands, 1979. [Google Scholar]
- Turgeon, K. Séparation des Éléments de Terres Rares par Extraction par Solvant: Estimation des Constantes D’équilibre D’extraction Pour la Simulation du Procédé. Master’s Thesis, Université Laval, Québec, QC, Canada, 2017. [Google Scholar]
- Lalleman, S.; Bertrand, M.; Plasari, E.; Sorel, C.; Moisy, P. Determination of the Bromley contributions to estimate the activity coefficient of neodymium electrolytes. Chem. Eng. Sci. 2012, 77, 189–195. [Google Scholar] [CrossRef]
- Spedding, F.H.; Weber, H.O.; Saeger, V.W.; Petheram, H.H.; Rard, J.A.; Habenschuss, A. Isopiestic determination of the activity coefficients of some aqueous rare earth electrolyte solutions at 25.degree.C. 1. The rare earth chlorides. J. Chem. Eng. Data 1976, 21, 341–360. [Google Scholar] [CrossRef]
- Balint, B. Separation Factors between Adjacent Rare Earth Extracted from a Mixed RE Chloride Solution Using Ionquest 801. In Proceedings of the 2nd International Conference on Rare Earth Development and Application, Beijing, China, 27–31 May 1991; Volume 1, p. 386. [Google Scholar]
- Sato, T. Liquid-liquid extraction of rare-earth elements from aqueous acid solutions by acid organophosphorus compounds. Hydrometallurgy 1989, 22, 121–140. [Google Scholar] [CrossRef]
- Han, L.; Zhichuan, C.; Shulan, M. Extraction Equilibria of Individual Rare Earth In HEH (EHP)-Kerosene-Hcl-Recl_3 System. J. Chin. Rare Earth Soc. 1987, 3, 13. [Google Scholar]
- Quan, C.; Levins, D.; Shelley, P. Separation Factors of Rare Earths for D2EHPA and Ionquest in Various Diluents. Rare Earths, Resources, Science, Technology and Applications; Bautista, R.G., Jackson, N., Eds.; TMS: Warrendale, PA, USA, 1991; pp. 271–281. [Google Scholar]
- Anonymous. China Rare Earth Group Details; China’s Multi-Agency for RE Resource Leverage; Lynas PDF Approved; 2 New Kids on the Block; No NdFeB for Toyota in Future; IREL under Investigation. The Rare Earth Observer. 2022. Available online: https://treo.substack.com/p/china-rare-earth-group-details-chinas (accessed on 1 March 2023).
- Qi, D. Hydrometallurgy of Rare Earths: Extraction and Separation; Elsevier Science: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Bazin, C.; B-Chapleau, C.; Ourriban, M. Simulation of the separation of rare earth elements with a view toward economic process optimization. In Proceedings of the COM-Conference: Rare Earth Symposium, Montreal, QC, Canada, 6 November 2013. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| D2EHPA | Cyanex 572 | Cyanec 272 | P507 | P507 (Dimer) | |
|---|---|---|---|---|---|
| La | 1.97 × 10−3 | 2.36 × 10−5 | 1.28 × 10−6 | 1.95 × 10−3 | 1.93 × 10−2 |
| Ce | 4.22 × 10−3 | 1.63 × 10−5 | 1.50 × 10−5 | 2.86 × 10−3 | 3.05 × 10−2 |
| Pr | 4.49 × 10−3 | 7.58 × 10−5 | 5.09 × 10−5 | 4.28 × 10−3 | 4.57 × 10−2 |
| Nd | 4.79 × 10−3 | 1.40 × 10−4 | 6.59 × 10−5 | 5.33 × 10−3 | 5.66 × 10−2 |
| Sm | 2.32 × 10−2 | 2.59 × 10−3 | 8.71 × 10−4 | 1.81 × 10−2 | 1.95 × 10−1 |
| Eu | 5.18 × 10−2 | 3.98 × 10−3 | 1.17 × 10−3 | 1.32 × 10−1 | 1.40 × 100 |
| Gd | 8.78 × 10−2 | 2.36 × 10−3 | 1.35 × 10−3 | 1.98 × 10−1 | 2.10 × 100 |
| Tb | 1.40 × 10−1 | 3.44 × 10−2 | 4.35 × 10−3 | 1.15 × 100 | 1.22 × 101 |
| Dy | 1.99 × 10−1 | 1.83 × 10−1 | 8.36 × 10−3 | 3.24 × 100 | 3.44 × 101 |
| Ho | 2.46 × 10−1 | 2.61 × 10−1 | 1.86 × 10−2 | 6.48 × 100 | 6.88 × 101 |
| Er | 4.18 × 10−1 | 1.33 × 100 | 3.60 × 10−2 | 1.77 × 101 | 1.88 × 102 |
| Tm | 6.28 × 10−1 | 8.30 × 10−2 | 9.58 × 10−2 | 5.91 × 101 | 6.28 × 102 |
| Yb | 8.15 × 10−1 | 7.88 × 10−1 | 2.30 × 10−1 | 2.10 × 102 | 2.41 × 102 |
| Lu | 8.37 × 10−1 | 1.65 × 10−2 | 3.03 × 10−1 | 3.75 × 102 | 4.29 × 102 |
| Y | 3.57 × 10−2 | 3.18 × 10−1 | 3.00 × 10−2 | 1.24 × 101 | 1.31 × 102 |
| Sc | 7.58 × 10−1 | 2.61 × 10−3 | 2.61 × 10−3 | 7.58 × 10−1 | 7.58 × 10−1 |
| Separation Factors from: | |||||||
|---|---|---|---|---|---|---|---|
| Elements | Balint [36] | Sato [37] | Han [38] | Quan [39] | Turgeon [33] | Average | Variation (%) |
| Ce/La | 6.83 | 1.30 | 13.84 | 4.32 | 1.58 | 5.57 | 92.2 |
| Pr/Ce | 2.03 | 1.09 | 1.29 | 1.86 | 1.50 | 1.55 | 25.1 |
| Nd/Pr | 1.55 | 1.17 | 3.2 | 1.42 | 1.24 | 1.72 | 49.2 |
| Sm/Nd | 10.6 | 2.00 | 8.36 | 12.4 | 3.44 | 7.36 | 61.1 |
| Eu/Sm | 2.34 | 1.96 | 2.34 | 16.4 | - | 5.76 | 123.2 |
| Synthetic REE Solution | Actual REE Solution | ||||||
|---|---|---|---|---|---|---|---|
| Number * | Average | Std-Dev. | Number * | Average | Std-Dev. | t Test Value | |
| La | 18 | 4.60 × 10−5 | 5.70 × 10−5 | 3 | 4.30 × 10−5 | 1.00 × 10−5 | 0.13 |
| Pr | 18 | 1.69 × 10−4 | 8.80 × 10−5 | 3 | 1.68 × 10−4 | 1.01 × 10−4 | 0.01 |
| Nd | 18 | 2.80 × 10−4 | 1.40 × 10−4 | 3 | 2.50 × 10−4 | 1.40 × 10−4 | 0.24 |
| Sm | 18 | 2.55 × 10−3 | 1.80 × 10−3 | 3 | 2.47 × 10−3 | 1.29 × 10−3 | 0.07 |
| REE Concentration (g/L) | Organic/Aqueous Ratio (O/A) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| PLS | La | Pr | Nd | Sm | pH | Test 1 | Test 2 | Test 3 | Test 4 |
| 1 | 4.86 | 0.55 | 1.67 | 0.088 | 1.7 | 0.7 | 1.5 | 3.0 | 6.0 |
| 2 | 17.7 | 1.97 | 6.12 | 0.327 | 2.3 | 0.5 | 1.0 | 2.0 | 5.0 |
| 3 | 8.82 | 0.98 | 3.08 | 0.164 | 1.4 | 0.5 | 1.0 | 2.0 | 5.0 |
| Concentration (g/L) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Total | La3+ | Ce3+ | Pr3+ | Nd3+ | Sm3+ | Eu3+ | Gd3+ | Tb3+ | Ho3+ | Er3+ | Tm3+ | Yb3+ | Lu3+ | Y3+ |
| 90.95 | 57.31 | 2.64 | 7.06 | 22.14 | 1.07 | 0.187 | 0.36 | 0.031 | 0.02 | 0.027 | 0.003 | 0.011 | 0.002 | 0.09 |
| # | Stream | pH | La3+ | Ce3+ | Pr3+ | Nd3+ | Sm3+ | Eu3+ | Gd3+ | Tb3+ | Dy3+ | Ho3+ | Er3+ | Tm3+ | Yb3+ | Lu3+ | Y3+ | Fe3+ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Preg. Leach solution | 1.00 | 57 | 0.005 | 7.6 | 22.4 | 1.07 | 0.19 | 0.4 | 0.031 | 0.049 | 0.020 | 0.027 | 0.003 | 0.011 | 0.002 | 0.090 | 0.002 |
| 2 | Feed to rougher circuit | 1.00 | 53.42 | 0.005 | 7.124 | 21.00 | 2.95 | 0.43 | 0.7 | 0.030 | 0.046 | 0.019 | 0.025 | 0.003 | 0.010 | 0.002 | 0.084 | 0.002 |
| 3 | Raff. From rougher circuit | 1.00 | 49.39 | 0.004 | 6.585 | 19.41 | 0.44 | 0.00 | 0.0 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 |
| 4 | Strp soln. from rougher | −0.26 | 0.03 | 0.000 | 0.03 | 0.15 | 66.05 | 11.28 | 18.5 | 0.788 | 1.225 | 0.500 | 0.674 | 0.070 | 0.228 | 0.050 | 2.221 | 2.499 |
| 5 | Feed to cleaning circuit | 1.00 | 0.03 | 0.000 | 0.03 | 0.14 | 62.75 | 10.72 | 17.6 | 0.749 | 1.164 | 0.475 | 0.640 | 0.067 | 0.216 | 0.047 | 2.110 | 0.047 |
| 6 | Raff from Cleaning circuit | 0.12 | 0.03 | 0.000 | 0.03 | 0.14 | 49.44 | 6.38 | 9.1 | 0.012 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 |
| 7 | Soln to Eu ppt. | −0.70 | 0.00 | 0.000 | 0.00 | 0.00 | 3.45 | 1.12 | 2.2 | 0.191 | 0.302 | 0.123 | 0.166 | 0.017 | 0.056 | 0.012 | 0.547 | 0.012 |
| Factors | Performance Indices | |||||
|---|---|---|---|---|---|---|
| Simulated Conditions | Number of Extraction MS | Number of Scrubbing MS | pH in the Extraction | pH in the Scrubbing | La + Ce Purity | Pr + Nd Purity |
| 1 | 10 | 10 | 1.0 | 0.0 | 99.9 | 46.6 |
| 2 | 30 | 10 | 1.0 | −0.5 | 89.6 | 100.0 |
| 3 | 10 | 30 | 1.0 | −0.5 | 59.5 | 100.0 |
| 4 | 30 | 30 | 1.0 | 0.0 | 100.0 | 46.7 |
| 5 | 10 | 10 | 2.0 | −0.5 | 94.3 | 99.9 |
| 6 | 30 | 10 | 2.0 | 0.0 | 100.0 | 43.5 |
| 7 | 10 | 30 | 2.0 | 0.0 | 10.0 | 43.5 |
| 8 | 30 | 30 | 2.0 | −0.5 | 94.3 | 100.0 |
| 9 | 20 | 20 | 1.0 | −0.3 | 100.0 | 65.3 |
| Concentration in the solution (g/L) | La | Ce | Pr | Nd | Sm | Eu | Gd | Tb |
| 27.65 | 56.89 | 7.1 | 27.16 | 3.89 | 0.16 | 3.56 | 0.48 | |
| Dy | Ho | Er | Tm | Yb | Lu | Y | ||
| 3.08 | 0.65 | 1.63 | 0.16 | 1.15 | 0.16 | 16.29 | ||
| 2021 Price (USD/kg oxide) | La | Ce | Pr | Nd | Sm | Eu | Gd | Tb |
| 1.37 | 1.49 | 137.46 | 144.92 | 4.56 | 31.42 | 71.87 | 1759.43 | |
| Dy | Ho | Er | Tm | Yb | Lu | Y | ||
| 454 | 205.8 | 53.8 | 126.46 | 20 | 832.6 | 12.02 |
| Circuit | Number of MS | O/A Ratio | Reagent Consumption (t/t Oxide REE Conc) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Separation | Ext | Scrb | Strp | Tot. | Ext | Scrb | Strp | HCl (30% w/w) | NaOH (50% w/w) | |
| SX-1 | LREE/HREE | 14 | 10 | 17 | 41 | 2 | 7.6 | 2.5 | 6.70 | 0.57 |
| SX-2 | Sm-Dy/Ho-Lu-Y | 20 | 20 | 17 | 57 | 1.4 | 7.6 | 2.5 | 7.13 | 2.23 |
| SX-3 | Ho/Er-Lu-Y | 15 | 15 | 17 | 47 | 1.4 | 10 | 2.5 | 7.16 | 2.77 |
| SX-4 | Er-Lu/Y | 30 | 30 | 17 | 77 | 1 | 5 | 2.5 | 8.52 | 4.37 |
| SX-5 | Sm-Gd/Tb-Dy | 10 | 10 | 20 | 40 | 1.1 | 10 | 5 | 2.56 | 0.98 |
| SX-6 | Tb/Dy | 16 | 8 | 20 | 44 | 2.7 | 10 | 5 | 2.98 | 0.79 |
| SX-7 | Sm-Eu/Gd | 30 | 30 | 10 | 70 | 1 | 20 | 20 | 0.85 | 0.89 |
| SX-8 | Sm/Eu | 8 | 6 | 4 | 18 | 0.9 | 20 | 20 | 0.70 | 0.33 |
| SX-9 | La-Ce/Pr-Nd | 30 | 40 | 4 | 74 | 2.75 | 9.6 | 20 | 3.77 | 1.85 |
| SX-10 | La/Ce | 24 | 40 | 4 | 68 | 3 | 7.9 | 25 | 4.10 | 2.54 |
| Total | 197 | 209 | 130 | 536 | 44.47 | 17.32 | ||||
| La2O3 | CeO2 | Pr6O11 + Nd2O3 | Sm2O3 | Eu2O3 | Gd2O3 | Tb4O7 | Dy2O3 | Y2O3 | Total | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Throughput | kg/day | 1754 | 3768 | 2138 | 238 | 10 | 221 | 30 | 191 | 1109 | 9459 |
| Revenues | USD/day | 2402 | 5614 | 306,527 | 1086 | 310 | 15,863 | 52,032 | 86,667 | 13,306 | 483,808 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Turgeon, K.; Boulanger, J.-F.; Bazin, C. Simulation of Solvent Extraction Circuits for the Separation of Rare Earth Elements. Minerals 2023, 13, 714. https://doi.org/10.3390/min13060714
Turgeon K, Boulanger J-F, Bazin C. Simulation of Solvent Extraction Circuits for the Separation of Rare Earth Elements. Minerals. 2023; 13(6):714. https://doi.org/10.3390/min13060714
Chicago/Turabian StyleTurgeon, Keven, Jean-François Boulanger, and Claude Bazin. 2023. "Simulation of Solvent Extraction Circuits for the Separation of Rare Earth Elements" Minerals 13, no. 6: 714. https://doi.org/10.3390/min13060714