


Methods of Extracting TiO2 and Other Related Compounds from Ilmenite

 , and
, and
Abstract
:1. Introduction
Pulmoddai Mineral Sand Deposit in Sri Lanka
2. Synthesis of TiO2 at the Industrial Level
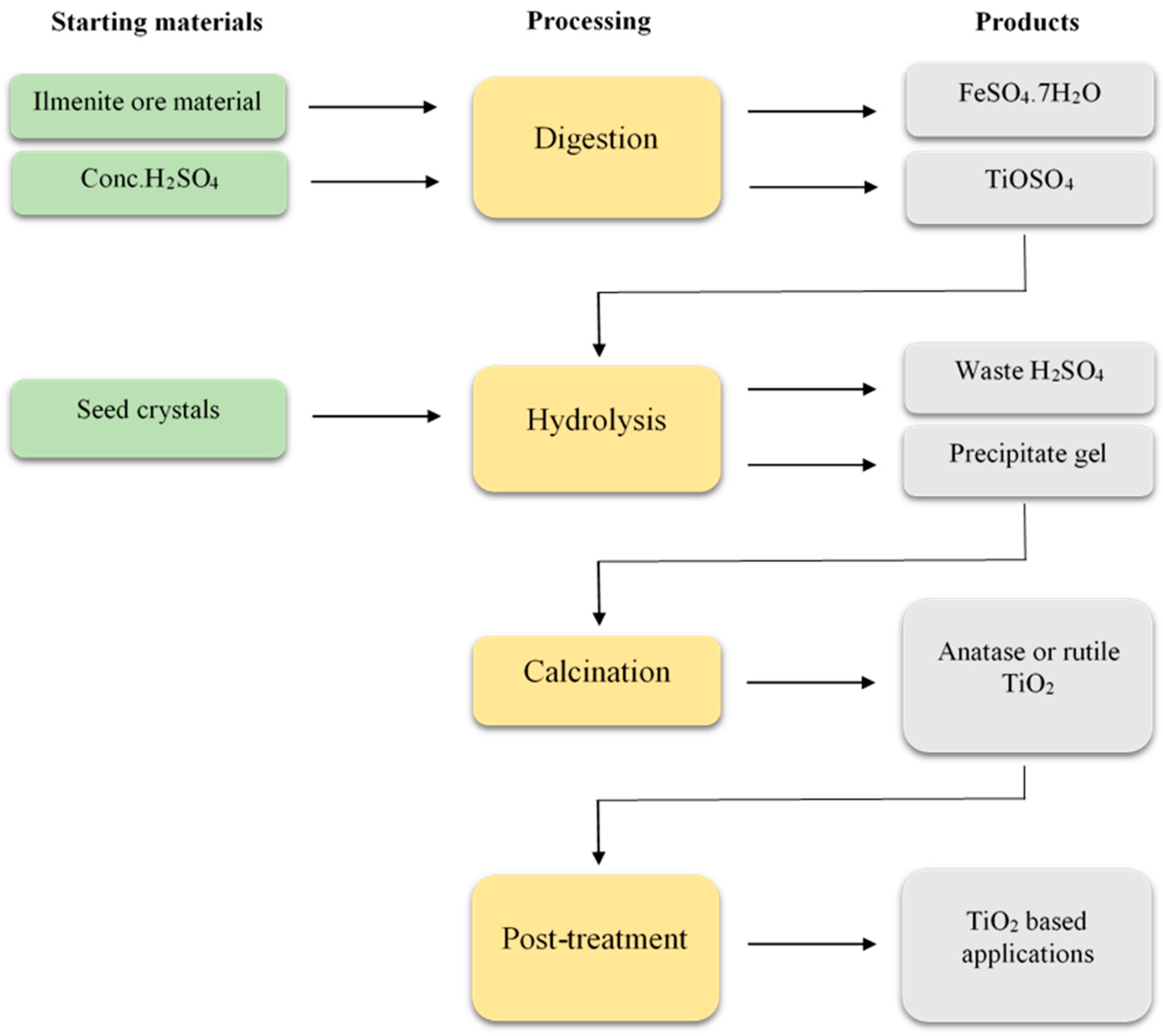
2.1. Sulphate Process
- Acid digestion
- 2.
- Hydrolysis
- 3.
- Calcination
- 4.
- Post-treatment
2.1.1. Advantages of the Sulphate Process
2.1.2. Disadvantages of the Sulphate Process
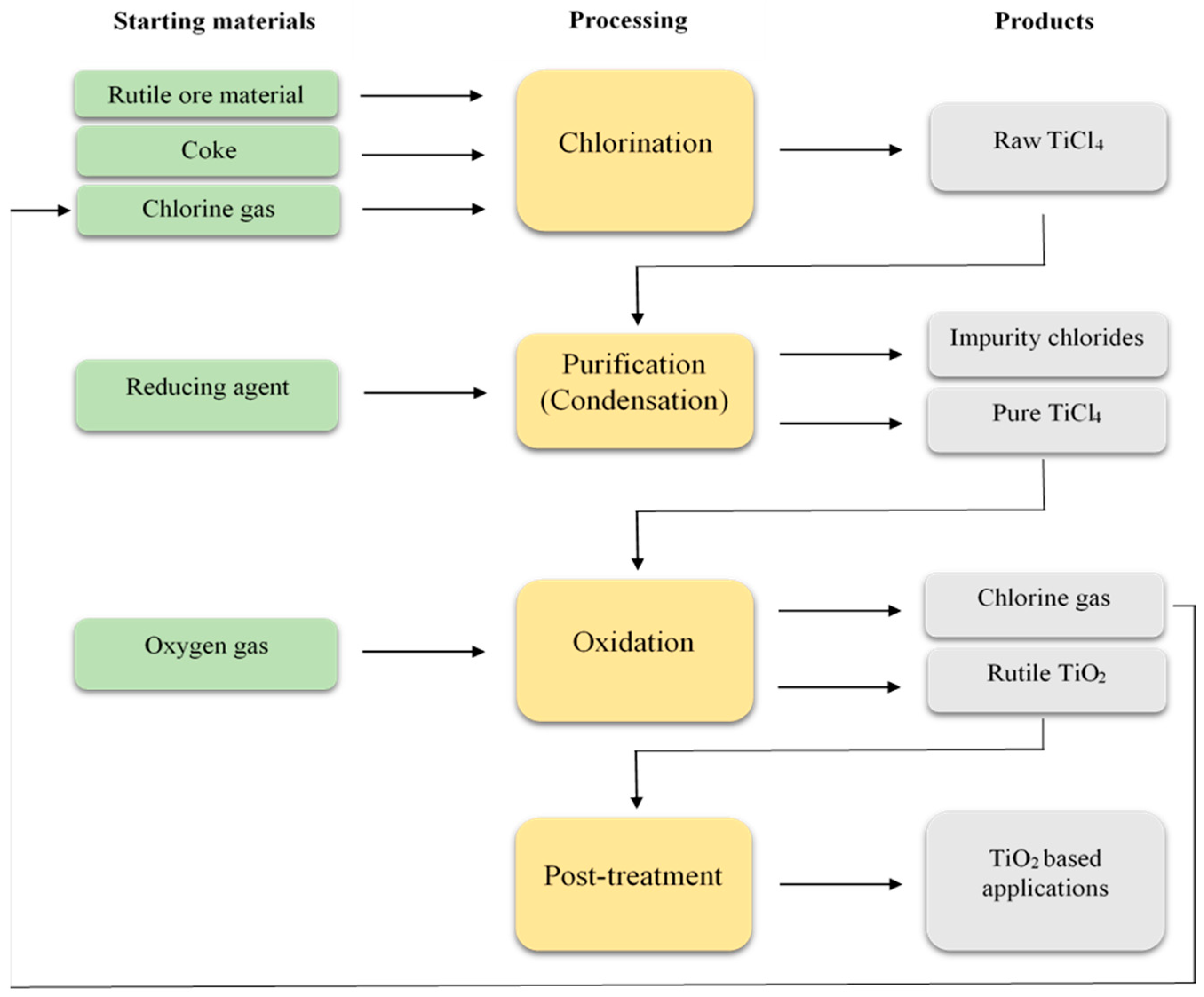
2.2. Chloride Process
- 5.
- Chlorination
- 6.
- Purification (condensation)
- 7.
- Oxidation
- 8.
- Post-treatment
2.2.1. Advantages of the Chloride Process
2.2.2. Disadvantages of the Chloride Process
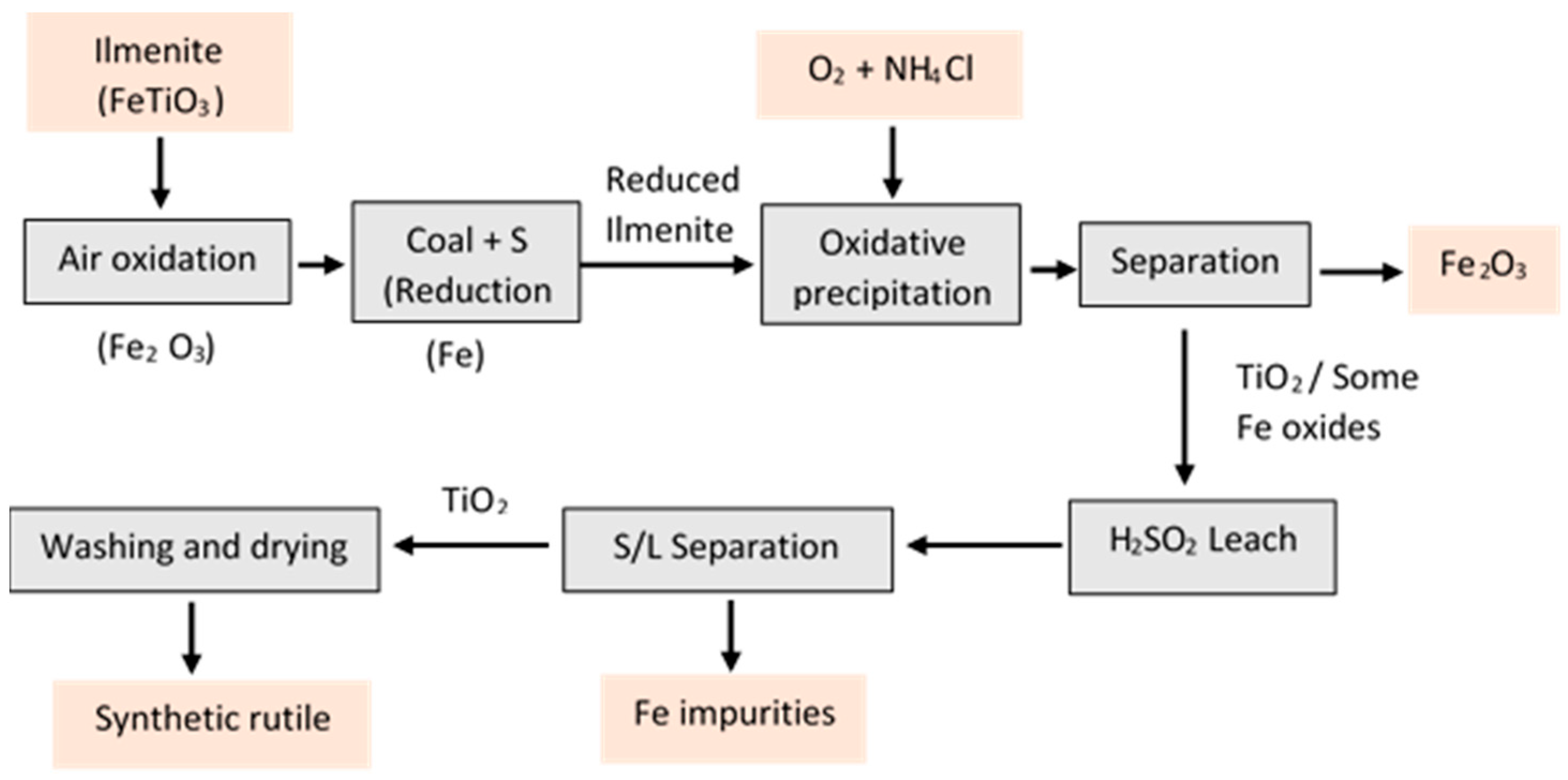
3. Upgrading Ilmenite into Synthetic Rutile
4. Other Methods of Processing Ilmenite to Extract Titanium Compounds
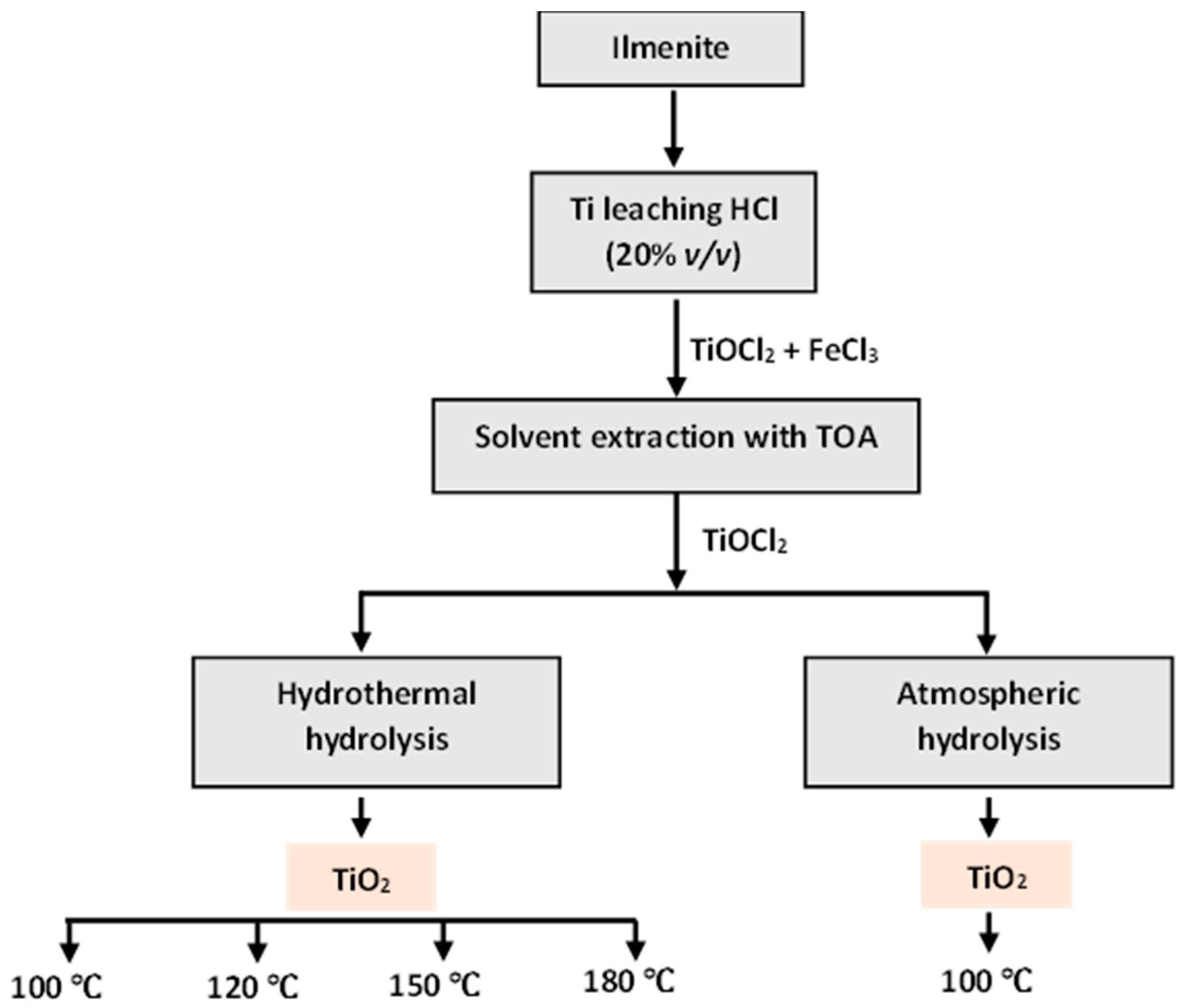
4.1. Hydrochloride Process
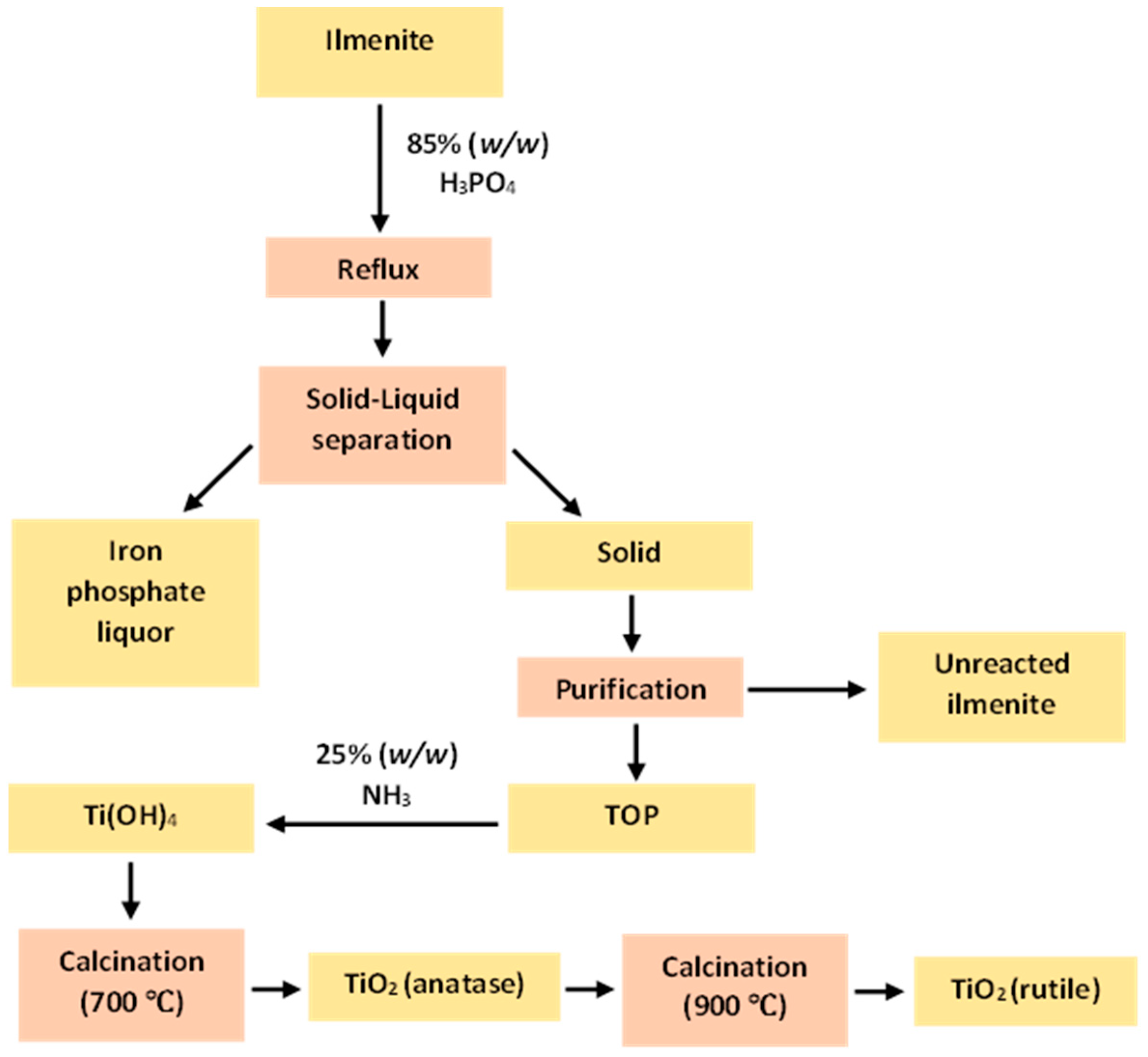
4.2. H3PO4/NH3 Process
4.3. Alkaline Roasting Process
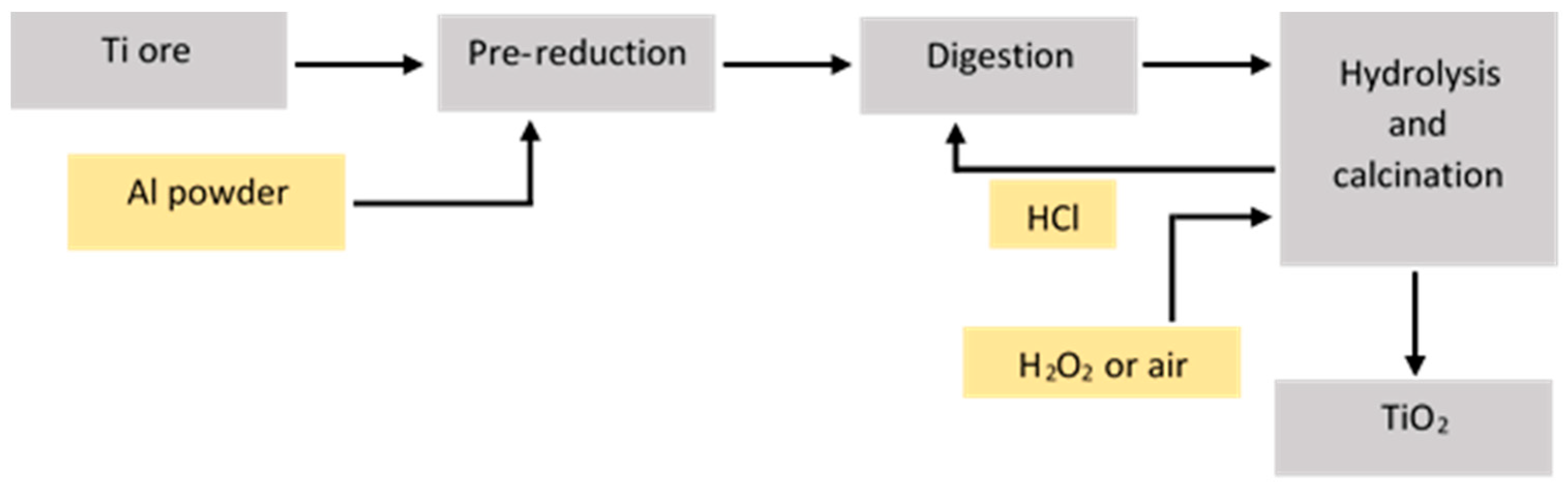
4.4. Aluminothermic Reduction Method
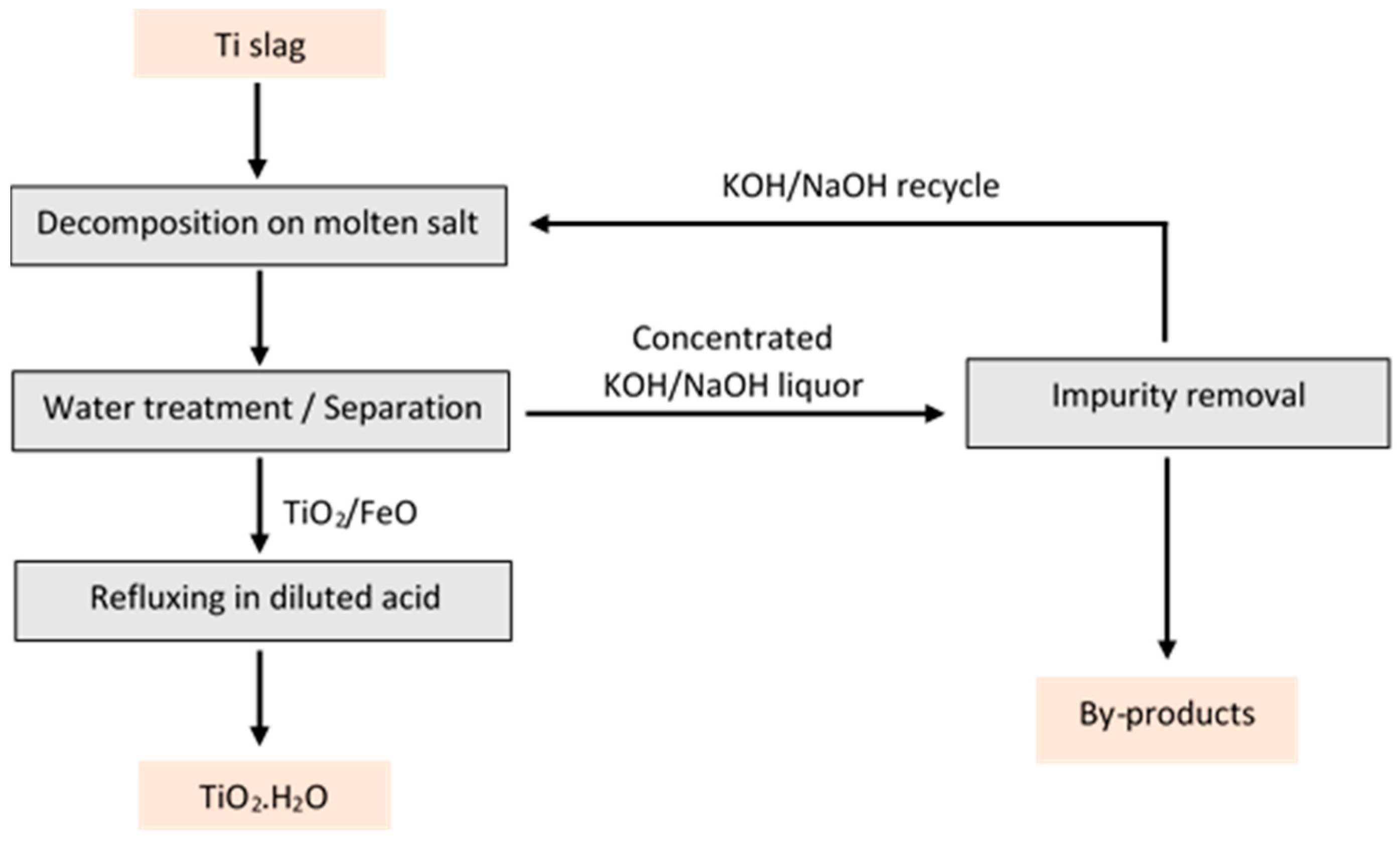
4.5. Alkaline Decomposition Method
4.6. Molten Salt Electroreduction Process
4.7. Magnesiothermic Reduction Process
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fernando, L.J.D. Science Education Series, Mineral Resources in Sri Lanka; Energy and Science Authority: Colombo, Sri Lanka, 1986; pp. 1–162. [Google Scholar]
- Herath, J.W. Natural Resources Series, Economic Geology of Sri Lanka; Energy and Science Authority: Colombo, Sri Lanka, 1985; pp. 1–189. [Google Scholar]
- Aviandharie, S.A.; Aidha, N.N.; Jati, B.N.; Ermawati, R.; Cahyaningtyas, A.A. TiO2 Purification from Ilmenite the Tin Industry By-Product for Pigment. J. Phys. Conf. Ser. 2020, 1503, 012030. [Google Scholar] [CrossRef]
- Choi, H.; Al-Abed, S.R.; Dionysiou, D.D.; Stathatos, E.; Lianos, P. TiO2-Based Advanced Oxidation Nanotechnologies for Water Purification and Reuse. In Sustainable Water for the Future: Water Recycling versus Desalination; Elsvier Science BV: Amsterdam, The Netherlands, 2010; Volume 2, pp. 229–254. [Google Scholar]
- Mamaghani, A.H.; Haghighat, F.; Lee, C.-S. Role of Titanium Dioxide (TiO2) Structural Design/Morphology in Photocatalytic Air Purification. Appl. Catal. B Environ. 2020, 269, 118735. [Google Scholar] [CrossRef]
- Shang, J.; Chai, M.; Zhu, Y. Solid-Phase Photocatalytic Degradation of Polystyrene Plastic with TiO2 as Photocatalyst. J. Solid State Chem. 2003, 174, 104–110. [Google Scholar] [CrossRef]
- Zhai, Y.; Hunting, E.R.; Liu, G.; Baas, E.; Peijnenburg, W.J.G.M.; Vijver, M.G. Compositional Alterations in Soil Bacterial Communities Exposed to TiO2 Nanoparticles Are Not Reflected in Functional Impacts. Environ. Res. 2019, 178, 108713. [Google Scholar] [CrossRef]
- Singh, R.S.; Rangari, V.K.; Sanagapalli, S.; Jayaraman, V.; Mahendra, S.; Singh, V.P. Nano-Structured CdTe, CdS and TiO2 for Thin Film Solar Cell Applications. Sol. Energy Mater. Sol. Cells 2004, 82, 315–330. [Google Scholar] [CrossRef]
- Siddle, G.R. The Prospects for Titanium Dioxide in the Paint Industry. Pigm. Resin Technol. 1975, 4, 4–12. [Google Scholar] [CrossRef]
- Li, G.; Liu, H.; Zhao, H.; Gao, Y.; Wang, J.; Jiang, H.; Boughton, R.I. Chemical Assembly of TiO2 and TiO2/Ag Nanoparticles on Silk Fiber to Produce Multifunctional Fabrics. J. Colloid Interface Sci. 2011, 358, 307–315. [Google Scholar] [CrossRef]
- Sriwong, C.; Wongnawa, S.; Patarapaiboolchai, O. Rubber Sheet Strewn with TiO2 Particles: Photocatalytic Activity and Recyclability. J. Environ. Sci. 2012, 24, 464–472. [Google Scholar] [CrossRef]
- Morsella, M.; d’Alessandro, N.; Lanterna, A.E.; Scaiano, J.C. Improving the Sunscreen Properties of TiO2 through an Understanding of Its Catalytic Properties. ACS Omega 2016, 1, 464–469. [Google Scholar] [CrossRef]
- Allahverdiyev, A.M.; Abamor, E.S.; Bagirova, M.; Rafailovich, M. Antimicrobial Effects of TiO2 and Ag2O Nanoparticles against Drug-Resistant Bacteria Andleishmaniaparasites. Future Microbiol. 2011, 6, 933–940. [Google Scholar] [CrossRef]
- Xiong, X.; Wang, Z.; Wu, F.; Li, X.; Guo, H. Preparation of TiO2 from ilmenite using sulfuric acid decomposition of the titania residue combined with separation of Fe3+ with EDTA during hydrolysis. Adv. Powder Technol. 2013, 24, 60–67. [Google Scholar] [CrossRef]
- Charlier, B.; Namur, O.; Malpas, S.; de Marneffe, C.; Duchesne, J.-C.; Auwera, J.V.; Bolle, O. Origin of the giant Allard Lake ilmenite ore deposit (Canada) by fractional crystallization, multiple magma pulses and mixing. Lithos 2010, 117, 119–134. [Google Scholar] [CrossRef]
- Diot, H.; Bolle, O.; Lambert, J.-M.; Launeau, P.; Duchesne, J.-C. The Tellnes ilmenite deposit (Rogaland, South Norway): Magnetic and petrofabric evidence for emplacement of a Ti-enriched noritic crystal mush in a fracture zone. J. Struct. Geol. 2003, 25, 481–501. [Google Scholar] [CrossRef]
- Kinnaird, J.A.; Nex, P.A.M.; Milani, L. Tin in Africa. Episodes 2016, 39, 361–380. [Google Scholar] [CrossRef]
- Premaratne, W.A.; Rowson, N.A. The processing of beach sand fromSri Lanka for the recovery of titanium using magnetic separation. Phys. Sep. Sci. Eng. 2003, 12, 13–22. [Google Scholar] [CrossRef]
- Zhang, W.; Zhu, Z.; Cheng, C.Y. A literature review of titanium metallurgical processes. Hydrometallurgy 2011, 108, 177–188. [Google Scholar] [CrossRef]
- Perks, C.; Mudd, G. Titanium, Zirconium resources and production: A state of the art literature review. Ore Geol. Rev. 2019, 107, 629–646. [Google Scholar] [CrossRef]
- Jayasinghe, C.; Pinnawala, U.C.; Rathnayaka, T.; Waduge, V. Annual committed effective dosage from natural radionuclides by ingestion of local food growing in mineral mining area, Sri Lanka. Environ. Geochem. Health 2019, 42, 2205–2214. [Google Scholar] [CrossRef] [PubMed]
- Zhai, J.; Chen, P.; Sun, W.; Chen, W.; Wan, S. A review of mineral processing of ilmenite by flotation. Miner. Eng. 2020, 157, 106558. [Google Scholar] [CrossRef]
- Gamage, S.S.N.; Verunika, W.P.H.; Waduge, V.A.; Siriwardana, C.H.E.R. Determination of rare earth element contents in the Pulmoddai-based monazite. Int. J. Adv. Res. 2018, 6, 1229–1236. [Google Scholar] [CrossRef]
- Ismail, M.G.M.U.; Amarasekera, J.; Kumarasinghe, J.S.N. The upgrading of ilmenite from Sri Lanka by the oxidation-reduction-leach process. J. Miner. Process. 1983, 10, 161–164. [Google Scholar] [CrossRef]
- Armakovic, S.J.; Savanovic, M.M.; Armakovic, S. Titanium dioxide as the Most Used Photocatalyst for Water Purification: An Overview. Catalysts 2023, 13, 26. [Google Scholar] [CrossRef]
- Landman, M.; Rauls, E.; Schmidt, W.G. The electronic structure and optical response of rutile, anatase and brookite TiO2. J. Phys. Condens. Matter 2012, 24, 195503. [Google Scholar] [CrossRef] [PubMed]
- Lan, Y.; Lu, Y.; Ren, Z. Mini review on photocatalysis of titanium dioxide nanoparticles and their solar applications. Nano Energy 2013, 2, 1031–1045. [Google Scholar] [CrossRef]
- Ismael, M. A review and recent advances in solar-to-hydrogen energy conversion based on photocatalytic water splitting over doped-TiO2 nanoparticles. Sol. Energy 2020, 211, 522–546. [Google Scholar] [CrossRef]
- Carlucci, C.; Degennaro, L.; Luisi, R. Titanium Dioxide as a Catalyst in Biodiesel Production. Catalysts 2019, 9, 75. [Google Scholar] [CrossRef]
- Butt, A.L.; Mpinga, J.K.; Tichapondwa, S.M. Photo-Fenton Oxidation of Methyl Orange Dye Using South African Ilmenite Sands as a Catalyst. Catalysts 2021, 11, 1452. [Google Scholar] [CrossRef]
- Cuadrat, A.; Abad, A.; Adanez, J.; de Diego, L.F.; Garcia-Labiano, F.; Gayan, P. Behavior of ilmenite as oxygen carrier in chemical-looping combustion. Fuel Process. Technol. 2012, 94, 101–112. [Google Scholar] [CrossRef]
- Abdo, A.E.; El-Sarraf, M.A.; Gaber, F.A. Utilization of ilmenite/epoxy composite for neutrons and gamma rays attenuation. Ann. Nucl. Energy 2003, 30, 175–187. [Google Scholar] [CrossRef]
- Zhu, X.; Zheng, S.; Zhang, Y.; Fang, Z.Z.; Zhang, M.; Sun, P.; Li, Q.; Zhang, Y.; Li, P.; Jin, W. Potentially More Ecofriendly Chemical Pathway for Production of High-Purity TiO2 from Titanium Slag. ACS Sustain. Chem. Eng. 2019, 7, 4821–4830. [Google Scholar] [CrossRef]
- Ramos-Delgado, N.A.; Gracia-Pinilla, M.Á.; Mangalaraja, R.V.; O’Shea, K.; Dionysiou, D.D. Industrial Synthesis and Characterization of Nanophotocatalysts Materials: Titania. Nanotechnol. Rev. 2016, 5, 467–479. [Google Scholar] [CrossRef]
- Abdelfattah, N.A. Preparation of Titanium Dioxide Anatase Pigment from Rosetta Ilmenite Concentrate via the Sulfate Route. In Proceedings of the 4th International Conference on Radiation Sciences and Applications, Vienna, Austria, 8–11 June 2015; Volume 10, pp. 193–199. [Google Scholar]
- Sahu, K.K.; Alex, T.C.; Mishra, D.; Agrawal, A. An Overview on the Production of Pigment Grade Titania from Titania-Rich Slag. Waste Manag. Res. 2006, 24, 74–79. [Google Scholar] [CrossRef]
- Tang, S.; Zhang, Y.; Yuan, S.; Yue, H.; Liu, C.; Li, C.; Liang, B. Microwave-Assisted Seed Preparation for Producing Easily Phase-Transformed Anatase to Rutile. RSC Adv. 2017, 7, 45607–45614. [Google Scholar] [CrossRef]
- Thasirisap, E.; Vittayakorn, N.; Seeharaj, P. Surface modification of TiO2 particles with the sono-assisted exfoliation method. Ultrason. Sonochem. 2017, 39, 733–740. [Google Scholar] [CrossRef] [PubMed]
- Goncalves, G.; Marques, P.A.A.P.; Pinto, R.J.B.; Trindade, T.; Neto, C.P. Surface modification of cellulosic fibres for multi-purpose TiO2 based nanocomposites. Compos. Sci. Technol. 2009, 69, 1051–1056. [Google Scholar] [CrossRef]
- Al-Sarray, E.; Jabbar, A. Investigate the Ability of the Eggshell to Attenuate the Gamma and Beta Rays as Compared with Composite FeSO4.7H2O. Nucl. Sci. 2018, 3, 16–22. [Google Scholar] [CrossRef]
- Zhu, G.; Zheng, H.; Chen, W.; Fan, W.; Zhang, P.; Tshukudu, T. Preparation of a Composite Coagulant: Polymeric Aluminum Ferric Sulfate (PAFS) for Wastewater Treatment. Desalination 2012, 285, 315–323. [Google Scholar] [CrossRef]
- Yang, F.; Hlavacek, V. Effective Extraction of Titanium from Rutile by a Low-Temperature Chloride Process. AIChE J. 2000, 46, 355–360. [Google Scholar] [CrossRef]
- Lynch, D.C. Conversion of VOCl3 to VOCl2 in Liquid TiCl4. Metall. Mater. Trans. B 2002, 33, 142–146. [Google Scholar] [CrossRef]
- Duong, B.N.; Truong, T.N.; Nguyen, T.T. The Upgrading of Ha Tinh Ilmenite to Synthetic Rutile by Becher Process. Mater. Sci. Forum 2020, 985, 115–123. [Google Scholar] [CrossRef]
- Stone, N.A.; Wright, W.; O’Byrne, M.; Bow, S. Novel Refractory Development for Synthetic Rutile Manufacture via the Becher Process. Adv. Sci. Technol. 2010, 70, 91–101. [Google Scholar]
- Kataoka, S.; Yamada, S. Acid leaching upgrades ilmenite to synthetic rutile. Chem. Eng. Sci. 1973, 80, 92–93. [Google Scholar]
- Berkovich, S.A. Recovery of Titanium Dioxide from Ores. U.S. Patent 3,903,239, 2 September 1975. [Google Scholar]
- Mostafa, N.Y.; Mahmoud, M.H.H.; Heiba, Z.K. Hydrolysis of TiOCl2 Leached and Purified from Low-Grade Ilmenite Mineral. Hydrometallurgy 2013, 139, 88–94. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, H.; Liao, Z.; Chen, Q.; Tan, J. Hydrochloric Acid Leaching Behavior of Different Treated Panxi Ilmenite Concentrations. Hydrometallurgy 2011, 107, 40–47. [Google Scholar] [CrossRef]
- Palliyaguru, L.; Kulathunga, U.S.; Jayarathna, L.I.; Jayaweera, C.D.; Jayaweera, P.M. A Simple and Novel Synthetic Route to Prepare Anatase TiO2 Nanopowders from Natural Ilmenite via the H3PO4/NH3 Process. Int. J. Miner. Metall. Mater. 2020, 27, 846–855. [Google Scholar] [CrossRef]
- Ratanatamskul, C.; Chintitanun, S.; Masomboon, N.; Lu, M.-C. Inhibitory Effect of Inorganic Ions on Nitrobenzene Oxidation by Fluidized-Bed Fenton Process. J. Mol. Catal. A Chem. 2010, 331, 101–105. [Google Scholar] [CrossRef]
- Zhang, T.; Lu, Y.; Luo, G. Effects of Temperature and Phosphoric Acid Addition on the Solubility of Iron Phosphate Dihydrate in Aqueous Solutions. Chin. J. Chem. Eng. 2017, 25, 211–215. [Google Scholar] [CrossRef]
- Beltrán, J.J.; Novegil, F.J.; García, K.E.; Barrero, C.A. On the Reaction of Iron Oxides and Oxyhydroxides with Tannic and Phosphoric Acid and Their Mixtures. In Proceedings of the 11th Latin American Conference on the Applications of the Mössbauer Effect, La Plata, Argentina, 9–14 November 2009; Volume 195, pp. 133–140. [Google Scholar] [CrossRef]
- Maier, C.G. Method for the alkaline roasting of an acidic oxide ore. U.S. Patent 2,501,952, 8 March 1950. [Google Scholar]
- Foley, E.; MacKinnon, K.P. Alkaline Roasting of Ilmenite. J. Solid State Chem. 1970, 1, 566–575. [Google Scholar] [CrossRef]
- Jacob, K.T.; Gupta, S. Phase Diagram of the System Ca-Ti-O at 1200 K. Bull. Mater. Sci. 2009, 32, 611–616. [Google Scholar] [CrossRef]
- Liu, Y.; Qi, T.; Chu, J.; Tong, Q.; Zhang, Y. Decomposition of Ilmenite by Concentrated KOH Solution under Atmospheric Pressure. Int. J. Miner. Process. 2006, 81, 79–84. [Google Scholar] [CrossRef]
- Xue, T.; Wang, L.; Qi, T.; Chu, J.; Qu, J.; Liu, C. Decomposition Kinetics of Titanium Slag in Sodium Hydroxide System. Hydrometallurgy 2009, 95, 22–27. [Google Scholar] [CrossRef]
- Zhang, Y.; Qi, T.; Zhang, Y. A Novel Preparation of Titanium Dioxide from Titanium Slag. Hydrometallurgy 2009, 96, 52–56. [Google Scholar] [CrossRef]
- Zou, X.; Li, S.; Lu, X.; Xu, Q.; Chen, C.; Guo, S.; Zhou, Z. Direct Extraction of Titanium Alloys/Composites from Titanium Compounds Ores in Molten CaCl2. Mater. Trans. 2017, 58, 331–340. [Google Scholar] [CrossRef]
- Wan, D.T.; Hu, C.F.; Bao, Y.W.; Zhou, Y.C. Effect of SiC Particles on the Friction and Wear Behavior of Ti3Si(Al)C2-Based Composites. Wear 2007, 262, 826–832. [Google Scholar] [CrossRef]
- Dang, W.; Ren, S.; Zhou, J.; Yu, Y.; Li, Z.; Wang, L. Influence of Cu on the Mechanical and Tribological Properties of Ti3SiC2. Ceram. Int. 2016, 42, 9972–9980. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Zhou, Y. Effect of Ti5Si3 on Wear Properties of Ti3Si(Al)C2. J. Eur. Ceram. Soc. 2009, 29, 3379–3385. [Google Scholar] [CrossRef]
- Zou, X.; Lu, X.; Zhou, Z.; Xiao, W.; Zhong, Q.; Li, C.; Ding, W. Electrochemical Extraction of Ti5Si3 Silicide from Multicomponent Ti/Si-Containing Metal Oxide Compounds in Molten Salt. J. Mater. Chem. A 2014, 2, 7421–7430. [Google Scholar] [CrossRef]
- Krishnan, A.; Pal, U.B.; Lu, X.G. Solid Oxide Membrane Process for Magnesium Production Directly from Magnesium Oxide. Metall. Mater. Trans. B 2005, 36, 463–473. [Google Scholar] [CrossRef]
- Zhou, Z.; Hua, Y.; Xu, C.; Li, J.; Li, Y.; Xiong, L.; Zhang, Z. Electrolytic Synthesis of Ferrotitanium Powders from Ilmenite in CaCl2-NaCl Melts at a Lower Temperature of 700 °C. J. Alloys Compd. 2017, 726, 1124–1131. [Google Scholar] [CrossRef]
- Zhou, Z.; Hua, Y.; Xu, C.; Li, J.; Li, Y.; Zhang, Q.; Zhang, Y.; Kuang, W. Synthesis of Micro-FeTi Powders by Direct Electrochemical Reduction of Ilmenite in CaCl2-NaCl Molten Salt. Ionics 2016, 23, 213–221. [Google Scholar] [CrossRef]
- Qi, C.; Hua, Y.; Chen, K.; Jie, Y.; Zhou, Z.; Ru, J.; Xiong, L.; Gong, K. Preparation of Ferrotitanium Alloy from Ilmenite by Electrochemical Reduction in Chloride Molten Salts. JOM 2015, 68, 668–674. [Google Scholar] [CrossRef]
- Ri, V.; Nersisyan, H.; Kwon, S.C.; Lee, J.H.; Suh, H.; Kim, J.-G. A Thermochemical and Experimental Study for the Conversion of Ilmenite Sand into Fine Powders of Titanium Compounds. Mater. Chem. Phys. 2019, 221, 1–10. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Percentage (%) |
|---|---|
| TiO2 | 53.21 |
| FeO | 20.50 |
| Fe2O3 | 22.07 |
| Al2O3 | 0.32 |
| MnO | 0.90 |
| MgO | 0.72 |
| CaO | 0.10 |
| Cr2O3 | 0.10 |
| V2O5 | 0.20 |
| SiO2 | 0.89 |
| Compound | Percentage (%) |
|---|---|
| TiO2 | 97.20 |
| Fe2O3 | 1.29 |
| MnO | Not analysed |
| MgO | Not analysed |
| CaO | Not analysed |
| Al2O3 | 0.11 |
| Cr2O3 | 0.14 |
| V2O5 | 0.03 |
| Nb2O3 | Not analysed |
| ZrO2 | 0.52 |
| SiO2 | 0.65 |
| P2O5 | Trace |
| Name of the Process | Raw Material | Digestion Agent | Products | Advantages | Disadvantages | |
|---|---|---|---|---|---|---|
| Conventional processes of extracting TiO2 from ilmenite | Sulphate process | Ilmenite | Conc. H2SO4 | TiO2 (anatase or rutile) FeSO4·7H2O (by-product) | Feasibility of isolating TiO2 in preferred crystalline phase Raw materials are cheaper and highly available Lower operating cost Acidic effluents can be recycled | Requirement of extremely harsh conditions such as huge excess of concentrated sulphuric acid and very high temperatures. Environmental pollution due to acidic (gaseous and liquid) effluents. |
| Chloride process | Higher-grade rutile | Chlorine vapour Coke | TiO2 (rutile) | Highly pure rutile-TiO2 can be obtained (without anatase impurities) Chlorine gas can be reused Higher production capability compared to sulphate process | Anatase form of TiO2 cannot be obtained Raw material is more expensive and rarely available Higher capital and operating cost (due to necessity of extremely dry conditions) Requirement of very high temperatures | |
| Upgrading ilmenite into synthetic rutile | Becher process | Lower-grade ilmenite | Oxygen (Heating in air) | Higher-grade rutile Fe and Fe2O3 (by-products) | Higher-grade rutile as well as iron species can be synthesized | Requirement of high temperatures Substantial Emission of CO2 |
| Laporte process | Lower-grade ilmenite | Oxygen (Heating in air) | Higher-grade rutile FeO (by-product) | Requirement of lower temperature compared to Becher process FeO can also be isolated without ferric forms | High energy requirement Substantial emission of CO2 | |
| Kataoka process | Lower-grade ilmenite | Oxygen (Heating in air) | Higher-grade rutile | Acids are required in low concentrations Low temperatures are required | Hydrous titania seeds are required to accelerate the recovery of TiO2 from ilmenite | |
| Other methods of processing ilmenite to extract TiO2 and other related compounds | Hydrochloride process | ilmenite | Conc. HCl | TiO2 (anatase or rutile) | HCl can be retrieved from the liquid effluent through pyro-hydrolysis | Severe health and environmental issues are caused by corrosive and highly volatile HCl |
| Modified hydrochloride process | ilmenite | 20% HCl | TiO2 (anatase or rutile) | Preferred crystalline phase of TIO2 can be yielded based on hydrolysis conditions Ability to synthesize extremely pure TiO2 Low temperatures are required | Requirement of concentrated acids Greater complexity of the process due to nitric acid oxidation and TOA solvent extraction | |
| H3PO4/ NH3 process | ilmenite | Conc. H3PO4 | TiO2 (anatase and rutile) FeH5(PO4)22+ FeH7(PO4)3+ Fe(H2PO4)+ Fe(H2PO4)2+ | Preferred crystalline phase of TIO2 can be yielded Economically valuable iron-phosphate complexes can be obtained as by-products | Requirement of concentrated acids | |
| Alkaline roasting process | Titania slag | Molten KOH or NAOH | TiO2 M2TiO3 (M = Na or K) | Concentrated acids are not required | Use of strong bases Requirement of high temperatures Recycling of the alkaline solution is costly | |
| Aluminothermic reduction method | Titania slag | Al | TiO2 | Requirement of concentrated acids is partially eliminated | Low-grade ilmenite cannot be used as the raw material | |
| Alkaline decomposition method | Titania slag | Conc. NaOH or KOH | TiO2 M4Ti3O8 (M = Na or K) | Concentrated acids are not required | Higher operating cost for the recycling of the alkaline solution | |
| Molten salt electroreduction process | ilmenite Titania slag | Molten chlorides such as CaCl2, NaCl, LiCl and KCl | Numerous alloys and composites containing Ti and other elements | The process is capable of synthesizing a wide spectrum of alloys/composites | Greater complexity of the process Requirement of very high temperatures | |
| Magnesiothermic reduction process | Titania slag | Mg NaCl | Various alloys containing Ti, C, Fe, Si and B, and double metal oxides containing Ti, Fe and Mg | The process is capable of synthesizing a wide spectrum of alloys with a greater purity | Greater complexity of the process Requirement of very high temperatures |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sampath, A.H.J.; Wickramasinghe, N.D.; de Silva, K.M.N.; de Silva, R.M. Methods of Extracting TiO2 and Other Related Compounds from Ilmenite. Minerals 2023, 13, 662. https://doi.org/10.3390/min13050662
Sampath AHJ, Wickramasinghe ND, de Silva KMN, de Silva RM. Methods of Extracting TiO2 and Other Related Compounds from Ilmenite. Minerals. 2023; 13(5):662. https://doi.org/10.3390/min13050662
Chicago/Turabian StyleSampath, A. H. Janaka, Nadeera Dilshan Wickramasinghe, K. M. Nalin de Silva, and Rohini M. de Silva. 2023. "Methods of Extracting TiO2 and Other Related Compounds from Ilmenite" Minerals 13, no. 5: 662. https://doi.org/10.3390/min13050662