


Thermodynamic Analysis of Mineral Phase Composition of Steel Slag System

Abstract
:1. Introduction
2. Experiments and FactSage7.1 Simulation Calculations
2.1. Slag System Allocation Scheme
2.2. Parameters Setting of FactSage7.1
2.3. Validation Experiments
3. Results and Discussion
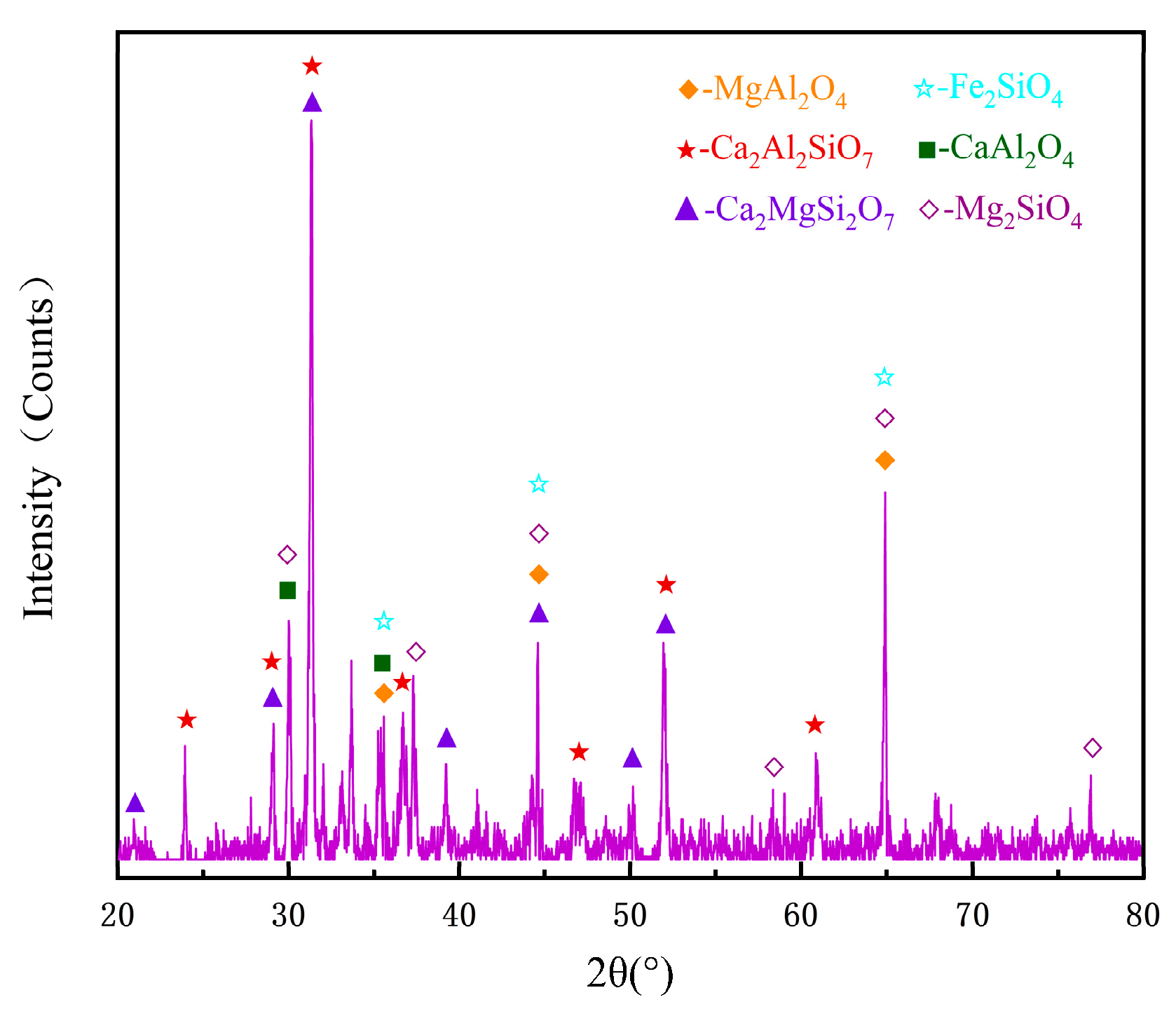
3.1. Mineral Phase Composition
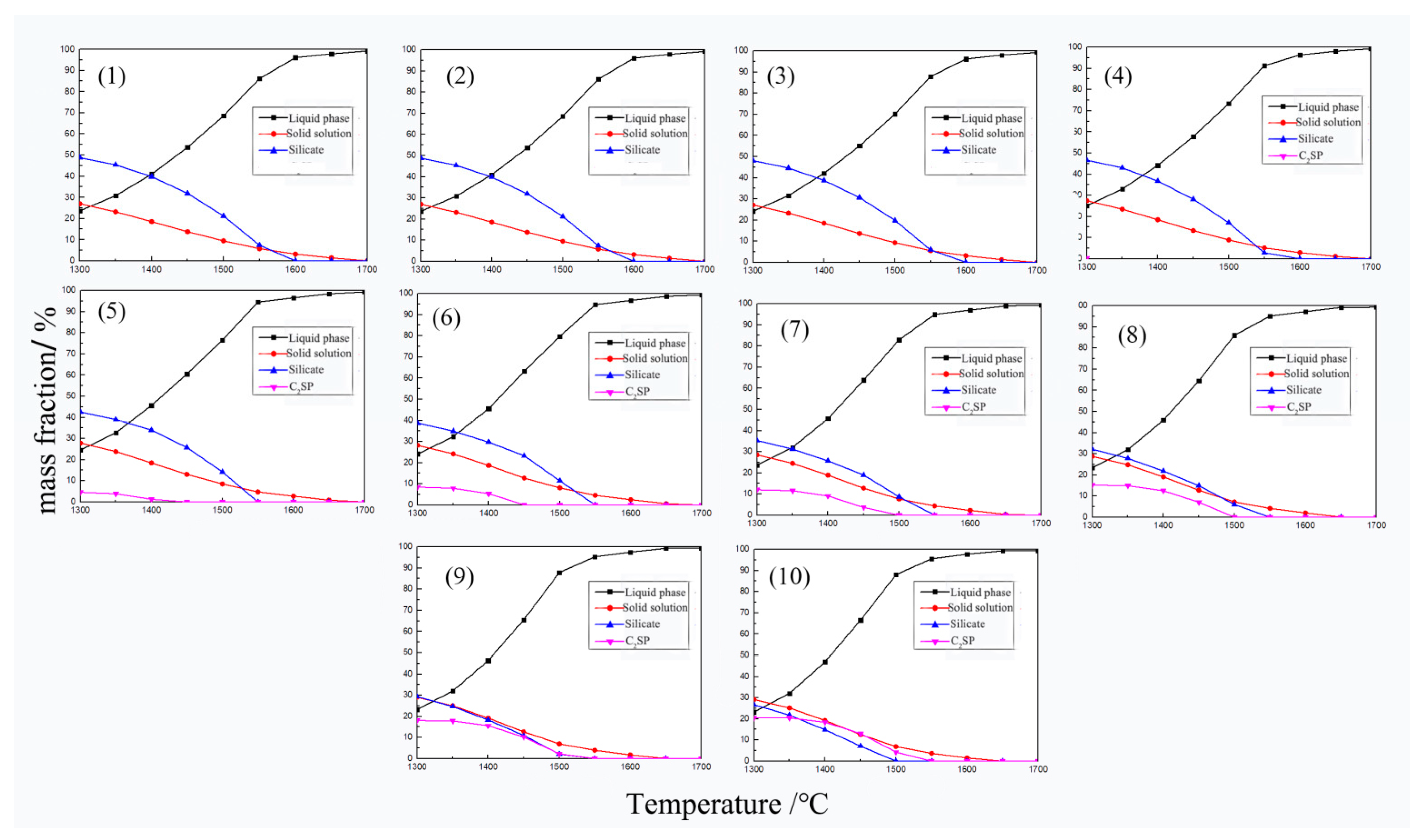
3.2. Effect of P2O5 on Slag Mineral Phase Composition
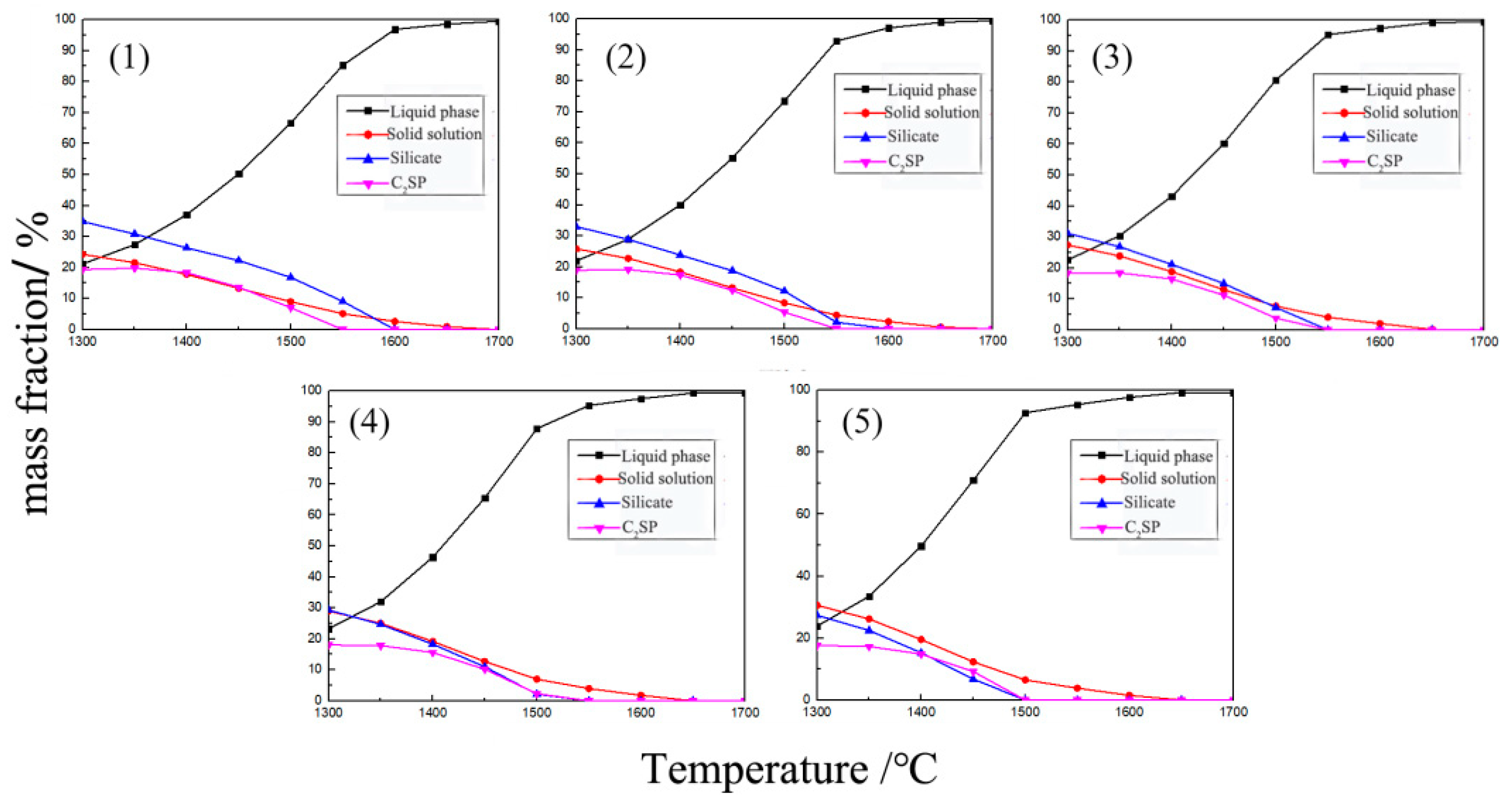
3.3. Effect of FeO on the Physical Composition of Slag
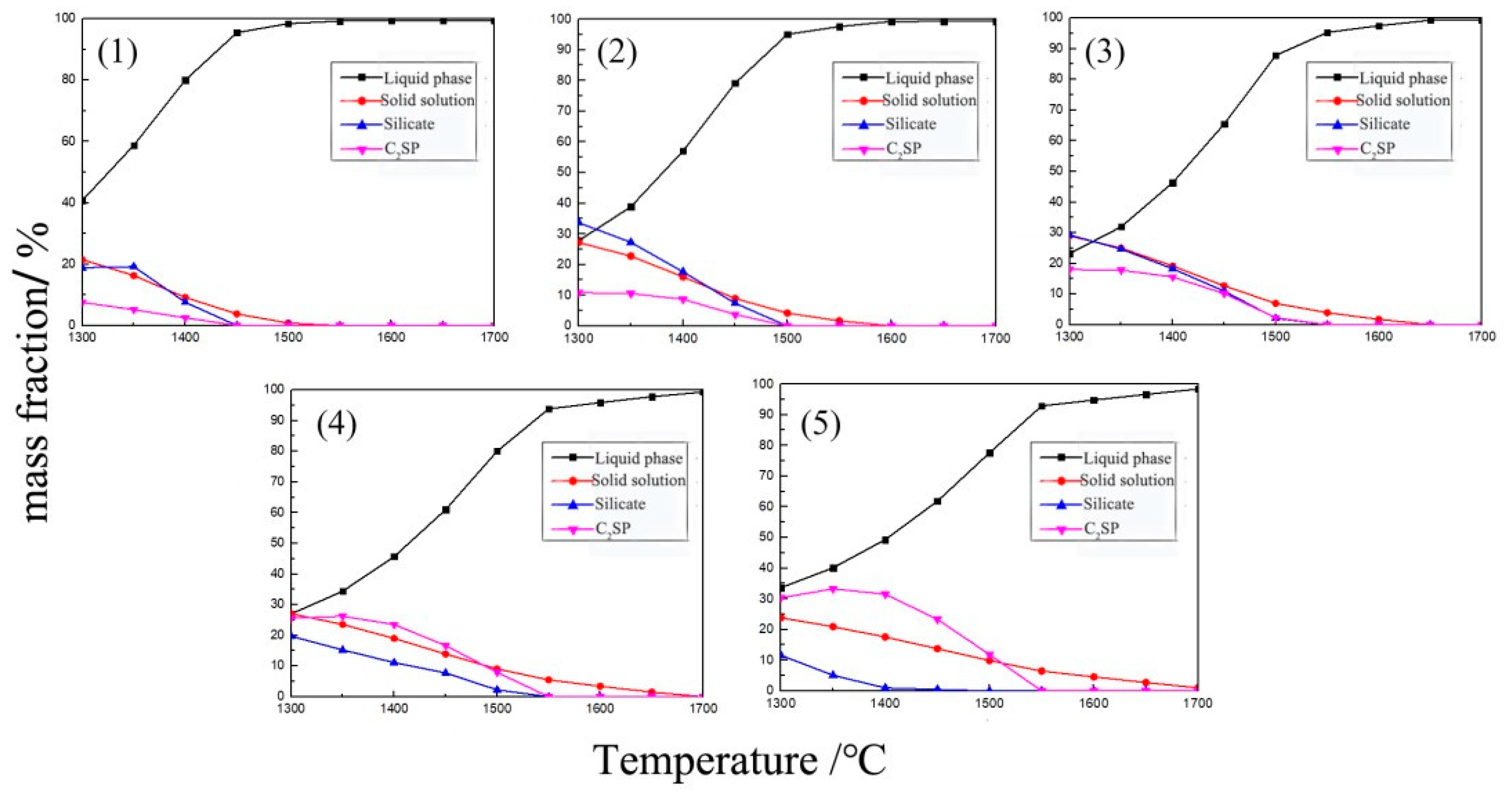
3.4. Effect of Basicity on the Composition of the Slag Phase
4. Conclusions
- (1)
- The effect of P2O5 content in steel slag and temperature on self-powdering: when the mass fraction of P2O5 is higher than 0.25%, P5+ ions are solidly soluble in Ca2SiO4, which inhibits the conversion of β-C2S to γ-C2S and inhibits the self-powdering of steel slag; the mass fraction of P2O5 is lower than 0.25% and the temperature is controlled above 1500 °C, which is beneficial to the self-powdering of slag.
- (2)
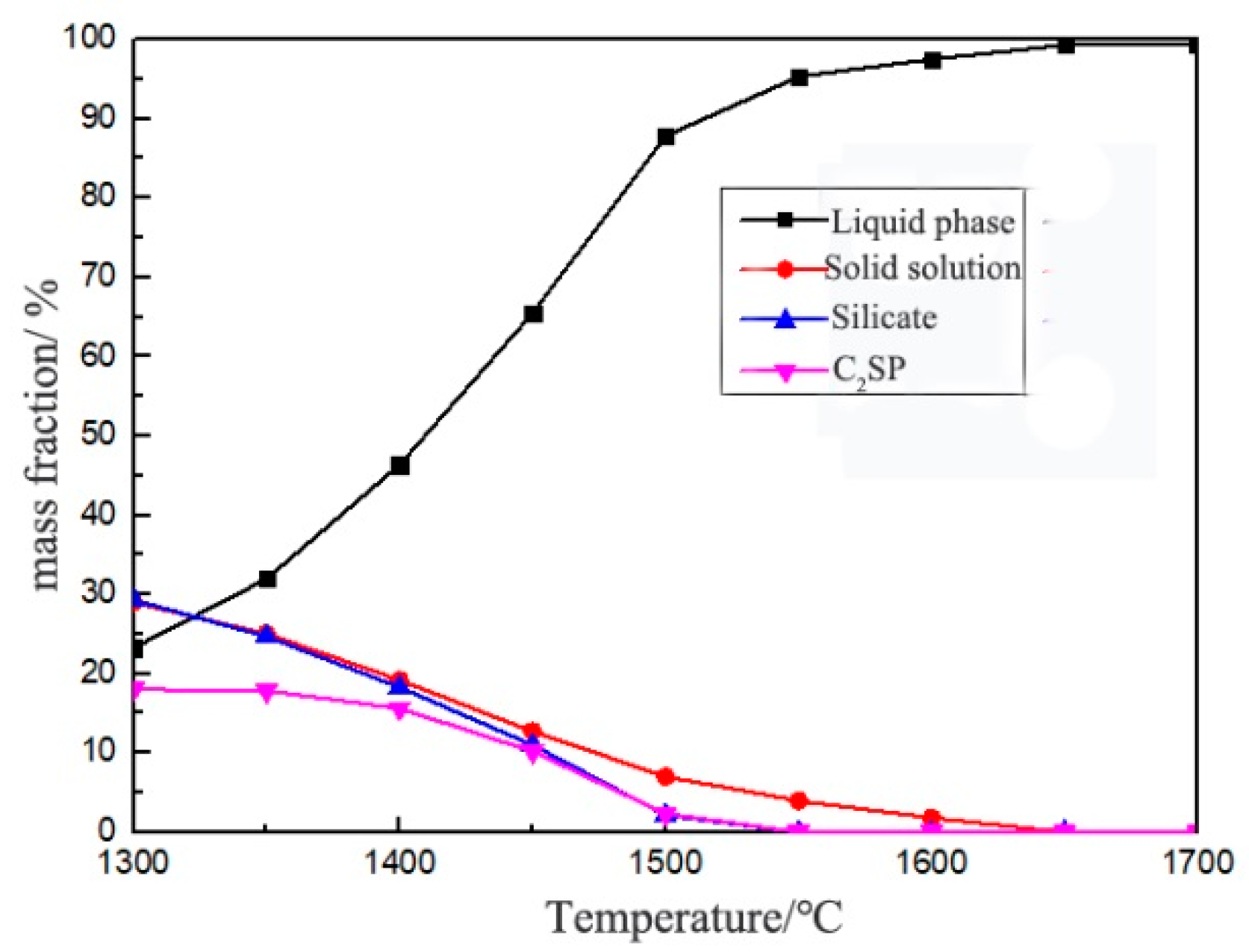
- The effect of FeO mass fraction on the self-powdering of steel slag: the FeO mass fraction in steel slag is higher than 20%; with the increase of FeO content, the complete melting temperature of steel slag decreases, which promotes the dissolution of silicate and inhibits the generation of Ca2SiO4 in the silicate phase, which is not conducive to the self-powdering of steel slag. The FeO mass fraction below 20% is conducive to the generation of Ca2SiO4 in the silicate phase, which is conducive to the realization of slag self-powdering.
- (3)
- The effect of basicity on the self-powdering of steel slag is as follows: when the basicity is between 1.6 and 2.0, the precipitation of Ca2SiO4 in silicate phase is promoted. When the basicity is higher than 2.0, a large amount of Ca2SiO4 in slag will inhibit the formation of Ca3MgSi2O8 and promote the formation of A-C2S-C3P phase, which is not conducive to the realization of self-powdering of slag.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Toniolo, S.; Marson, A.; Fedele, A. Combining organizational and product life cycle perspective to explore the environmental benefits of steel slag recovery practices. Sci. Total Environ. 2023, 867, 161440. [Google Scholar] [CrossRef]
- Prince, S.; Avimanyu, D.; Gary, W.; Courtney, Y. Recovery of metal values from copper slag and reuse of residual secondary slag. Waste Manag. 2017, 70, 272–281. [Google Scholar]
- Wenhuan, L.; Hui, L.; Huimei, Z.; Pinjing, X. Properties of a Steel Slag–Permeable Asphalt Mixture and the Reaction of the Steel Slag–Asphalt Interface. Materials 2019, 12, 3603. [Google Scholar]
- Hao, S.; Luo, G.P.; Lu, Y.Y.; An, S.L.; Chai, Y.F.; Song, W. Effect of High Temperature Reconstruction and Modification on Phase Composition and Structure of Steel Slag. Minerals 2022, 13, 67. [Google Scholar] [CrossRef]
- Islam, Z.; Tran, Q.T.; Koizumi, S.; Kato, F.; Ito, K.; Araki, K.S.; Kubo, M. Effect of Steel Slag on Soil Fertility and Plant Growth. J. Agric. Chem. Environ. 2022, 11, 209–221. [Google Scholar] [CrossRef]
- Liu, Z.y.; Ni, W.; Li, Y.; Ba, H.j.; Li, N.; Ju, Y.J.; Zhao, B.; Jia, G.L.; Hu, W.T. The mechanism of hydration reaction of granulated blast furnace slag-steel slag-refining slag-desulfurization gypsum-based clinker-free cementitious materials. J. Build. Eng. 2021, 44, 103289. [Google Scholar] [CrossRef]
- She, J. Experimental Study on the Removal of Phosphate from Wastewater by Modified Steel Slag. Ph.D. Thesis, Wuhan University of Technology, Wuhan, China, 2007. [Google Scholar]
- Xing, C.; Yao, N.; Zhang, L.W. Mechanistic study on the effect of SiO2 content on the self-pulverization of steel slag. Miner. Compr. Util. 2016, 06, 89–91. [Google Scholar]
- Cárdenas, C.; Mácová, P.; Gómez, M.y.; Zárybnická, L.c.; Ševčík, R.; Viani, A. Formation, Properties, and Microstructure of a New Steel Slag–Based Phosphate Cement. J. Mater. Civ. Eng. 2021, 33, 3958. [Google Scholar] [CrossRef]
- Haiyan, Y.; Xiaolin, P.; Kaiwei, D.; Yan, W. Effect of P addition on mineral transition of CaO-Al2O3-SiO2 system during high-temperature sintering. Trans. Nonferrous Met. Soc. China 2019, 29, 650–656. [Google Scholar]
- Xie, D.W. Study on the Influence of Steel Slag Composition on Its Self-Pulverization Process. Ph.D. Thesis, Anhui University of Technology, Ma’anshan, China, 2015. [Google Scholar]
- Lee, J.C.; Park, S.W.; Kim, H.S.; Alam, T.; Lee, S.Y. Oxidation Enhancement of Gaseous Elemental Mercury Using Waste Steel Slag under Various Experimental Conditions. Sustainability 2023, 15, 1406. [Google Scholar] [CrossRef]
- Du, C.M.; Gao, X.; Ueda, S.G.; Kitamura, S.Y. Effect of Fe2+/T.Fe Ratio on the Dissolution Behavior of P from Steelmaking Slag with High P2O5 Content. J. Sustain. Metall. 2018, 4, 443–454. [Google Scholar] [CrossRef]
- Wang, J.J.; Zhang, L.F.; Cheng, G.R.; Qiang, R.Y. Dynamic mass variation and multiphase interaction among steel, slag, lining refractory and nonmetallic inclusions: Laboratory experiments and mathematical prediction. Int. J. Miner. Metall. Mater. 2021, 28, 1298–1308. [Google Scholar] [CrossRef]
- Liu, P.J.; Liu, Z.G.; Chu, M.S.; Tang, J.; Gao, L.H.; Yan, R.J. Green and efficient utilization of stainless steel dust by direct reduction and self-pulverization. J. Hazard. Mater. 2021, 413, 125403. [Google Scholar] [CrossRef]
- Huang, D.Y. Research on Carbon Thermal Reduction Self-Powdering of Converter Steel Slag. Ph.D. Thesis, Anhui University of Technology, Ma’anshan, China, 2016. [Google Scholar]
- Han, Y.L.; Yang, X.B.; Qian, F.P.; Hu, Y.M. NO Removal on Activated Coke Mixed with Steel Slag and Coke Powder. Chem. Eng. Technol. 2021, 44, 140. [Google Scholar] [CrossRef]
- Xie, D.W.; Wang, Y.; Jiang, L.; Wang, J.; Gao, W.; Dong, Y.C. Feasibility study of self-pulverization of converter steel slag. J. Anhui Univ. Technol. (Nat. Sci. Ed.) 2016, 33, 105–109. [Google Scholar]
- Peng, W.F.; Yang, N.; Yang, M.Y.; Li, S. Study on the melting temperature of CaO-SiO2-Al2O3-TiO2 system. World Nonferrous Met. 2020, 21, 210–212. [Google Scholar]
- Guo, Y.C.; Zheng, H.Y.; Hu, X.G.; Shen, F.M. Prediction model of Al2O3 activity in CaO-SiO2-MgO-Al2O3 quaternary slag system. J. Northeast. Univ. (Nat. Sci. Ed.) 2021, 42, 652–657. [Google Scholar]
- Pang, Z.D.; Lv, X.W.; Yan, Z.M.; Bai, C.K.; Xie, H.N.; Pan, C. Super high TiO2 blast furnace slag viscosity and meltability temperature. Steel 2020, 55, 181–186. [Google Scholar]
- Liu, Y.; Zhang, C.X. Current status and development trend of comprehensive utilization of iron and steel slag. Miner. Compr. Util. 2019, 2, 21–25. [Google Scholar]
- Yan, Z.W.; Deng, Z.Y.; Zhu, M.Y. Effect of CaCl2 Addition on the Viscosity of CaO–SiO2–FeOx Steelmaking Slag System. Metall. Mater. Trans. 2021, 52, 2474–2483. [Google Scholar] [CrossRef]
- Cheng, Z.R.; Gao, J.T.; Wang, Z.W.; Guo, Z.C. Effect of P content on solid solution behavior of CaO-SiO2-P2O5-FetO-MgO slag system P and supergravity separation of nC2S-C3P. Jiangxi Metall. 2021, 41, 25–30. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | w (CaO) | w (SiO2) | w (Al2O3) | w (MgO) | w (MnO) | w (P2O5) | w (FeO) | Basicity |
|---|---|---|---|---|---|---|---|---|
| 1 | 39.91 | 19.95 | 1.86 | 7.36 | 4.92 | 0.000 | 26 | 2.00 |
| 2 | 39.82 | 19.91 | 1.86 | 7.36 | 4.92 | 0.125 | 26 | 2.00 |
| 3 | 39.74 | 19.87 | 1.86 | 7.36 | 4.92 | 0.250 | 26 | 2.00 |
| 4 | 39.57 | 19.79 | 1.86 | 7.36 | 4.92 | 0.500 | 26 | 2.00 |
| 5 | 39.41 | 19.70 | 1.86 | 7.36 | 4.92 | 0.750 | 26 | 2.00 |
| 6 | 39.24 | 19.62 | 1.86 | 7.36 | 4.92 | 1.000 | 26 | 2.00 |
| 7 | 39.07 | 19.54 | 1.86 | 7.36 | 4.92 | 1.250 | 26 | 2.00 |
| 8 | 38.91 | 19.45 | 1.86 | 7.36 | 4.92 | 1.500 | 26 | 2.00 |
| 9 | 38.74 | 19.37 | 1.86 | 7.36 | 4.92 | 1.750 | 26 | 2.00 |
| 10 | 38.57 | 19.29 | 1.86 | 7.36 | 4.92 | 2.000 | 26 | 2.00 |
| 11 | 42.74 | 21.37 | 1.86 | 7.36 | 4.92 | 1.750 | 20 | 2.00 |
| 12 | 41.41 | 20.70 | 1.86 | 7.36 | 4.92 | 1.750 | 22 | 2.00 |
| 13 | 40.07 | 20.04 | 1.86 | 7.36 | 4.92 | 1.750 | 24 | 2.00 |
| 14 | 37.41 | 18.70 | 1.86 | 7.36 | 4.92 | 1.750 | 28 | 2.00 |
| 15 | 35.76 | 22.35 | 1.86 | 7.36 | 4.92 | 1.750 | 26 | 1.6 |
| 16 | 37.36 | 20.75 | 1.86 | 7.36 | 4.92 | 1.750 | 26 | 1.8 |
| 17 | 39.95 | 18.16 | 1.86 | 7.36 | 4.92 | 1.750 | 26 | 2.2 |
| 18 | 41.02 | 17.09 | 1.86 | 7.36 | 4.92 | 1.750 | 26 | 2.4 |
| Database | FToxid7.1, FactPS7.1 |
|---|---|
| Base-Phase | Slag, Clinopyroxene, Monoxide, Liquid, oxides, spinel, wollastonite, bC2S, aC2S, melilite, olivine |
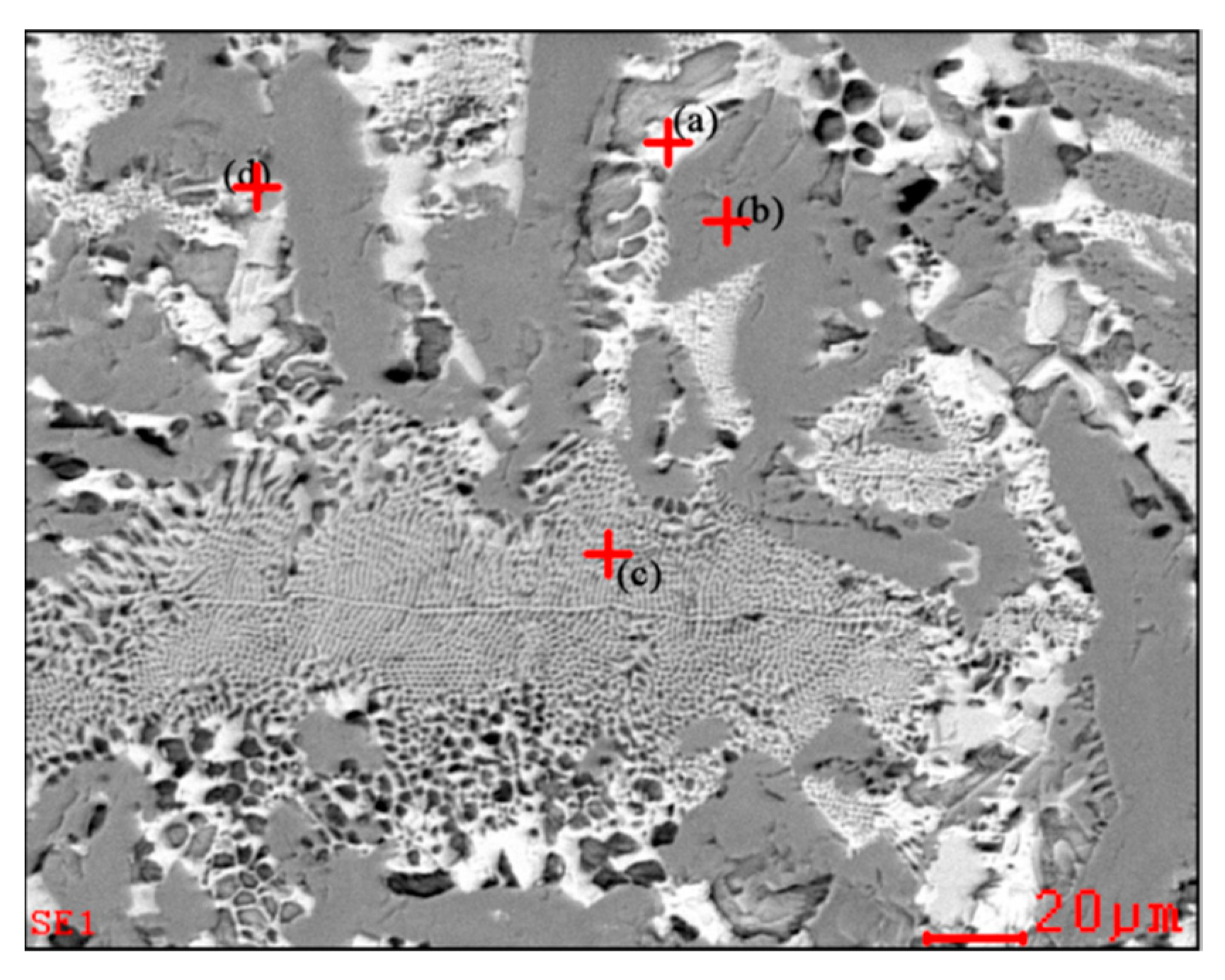
| Point | O | Mg | Al | Si | P | Ca | Mn | Fe |
|---|---|---|---|---|---|---|---|---|
| (a) | 48.46 | 10.69 | 02.16 | 00.59 | 00.41 | 01.82 | 05.36 | 29.60 |
| (b) | 48.68 | 01.06 | 15.18 | 12.19 | 00.14 | 18.45 | 00.04 | 04.14 |
| (c) | 50.93 | 08.58 | 07.40 | 04.31 | 01.62 | 09.31 | 02.94 | 13.91 |
| (d) | 49.41 | 01.30 | 02.85 | 05.12 | 00.92 | 25.19 | 01.55 | 09.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, S.; Luo, G.; Lu, Y.; An, S.; Chai, Y.; Song, W. Thermodynamic Analysis of Mineral Phase Composition of Steel Slag System. Minerals 2023, 13, 643. https://doi.org/10.3390/min13050643
Hao S, Luo G, Lu Y, An S, Chai Y, Song W. Thermodynamic Analysis of Mineral Phase Composition of Steel Slag System. Minerals. 2023; 13(5):643. https://doi.org/10.3390/min13050643
Chicago/Turabian StyleHao, Shuai, Guoping Luo, Yuanyuan Lu, Shengli An, Yifan Chai, and Wei Song. 2023. "Thermodynamic Analysis of Mineral Phase Composition of Steel Slag System" Minerals 13, no. 5: 643. https://doi.org/10.3390/min13050643