
Effect of External Moisture Content on Screening Performance of Vibrating Flip-Flow Screen and Circular Vibrating Screen

Abstract
:1. Introduction
2. Experiment
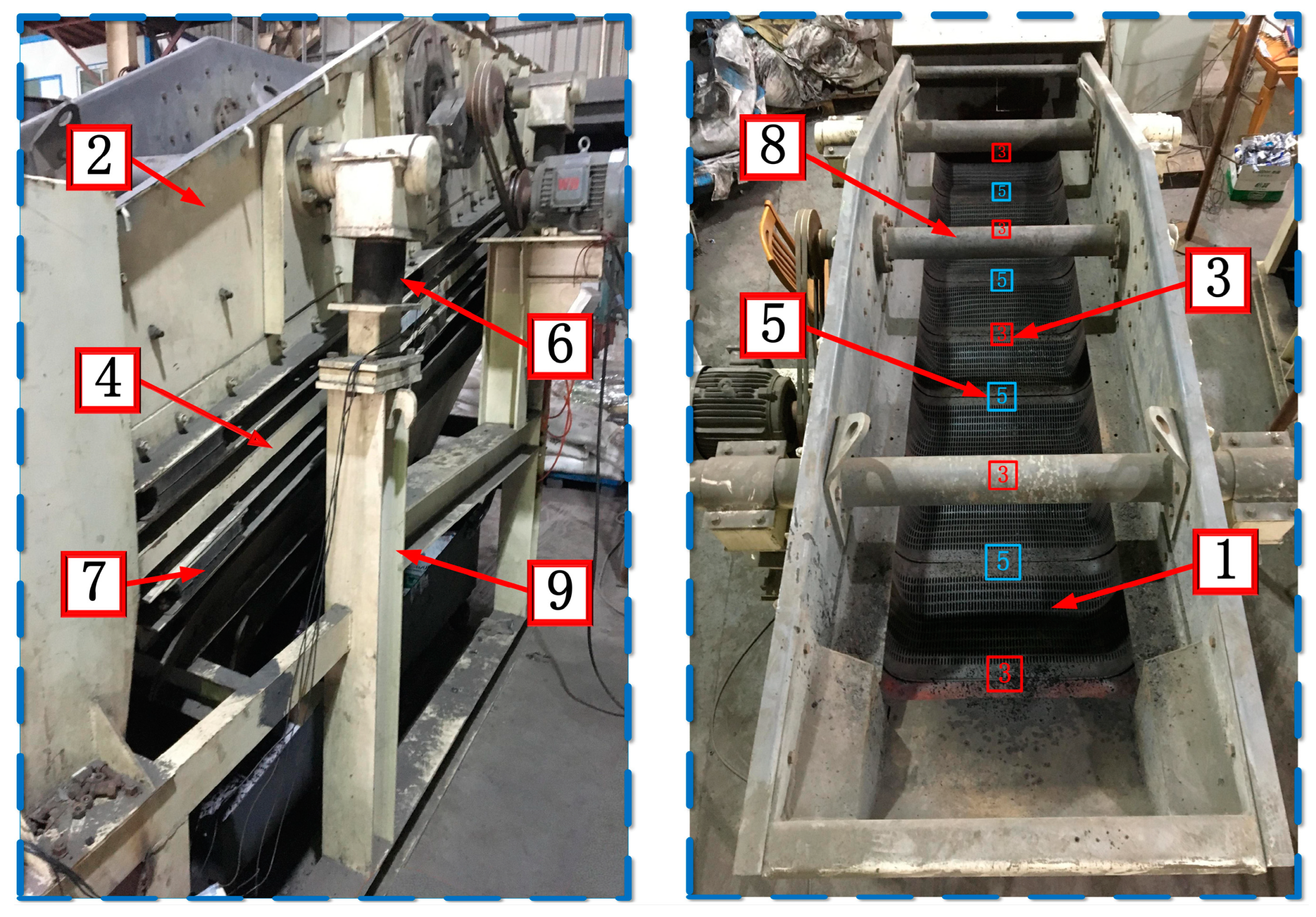
2.1. Experimental Apparatus
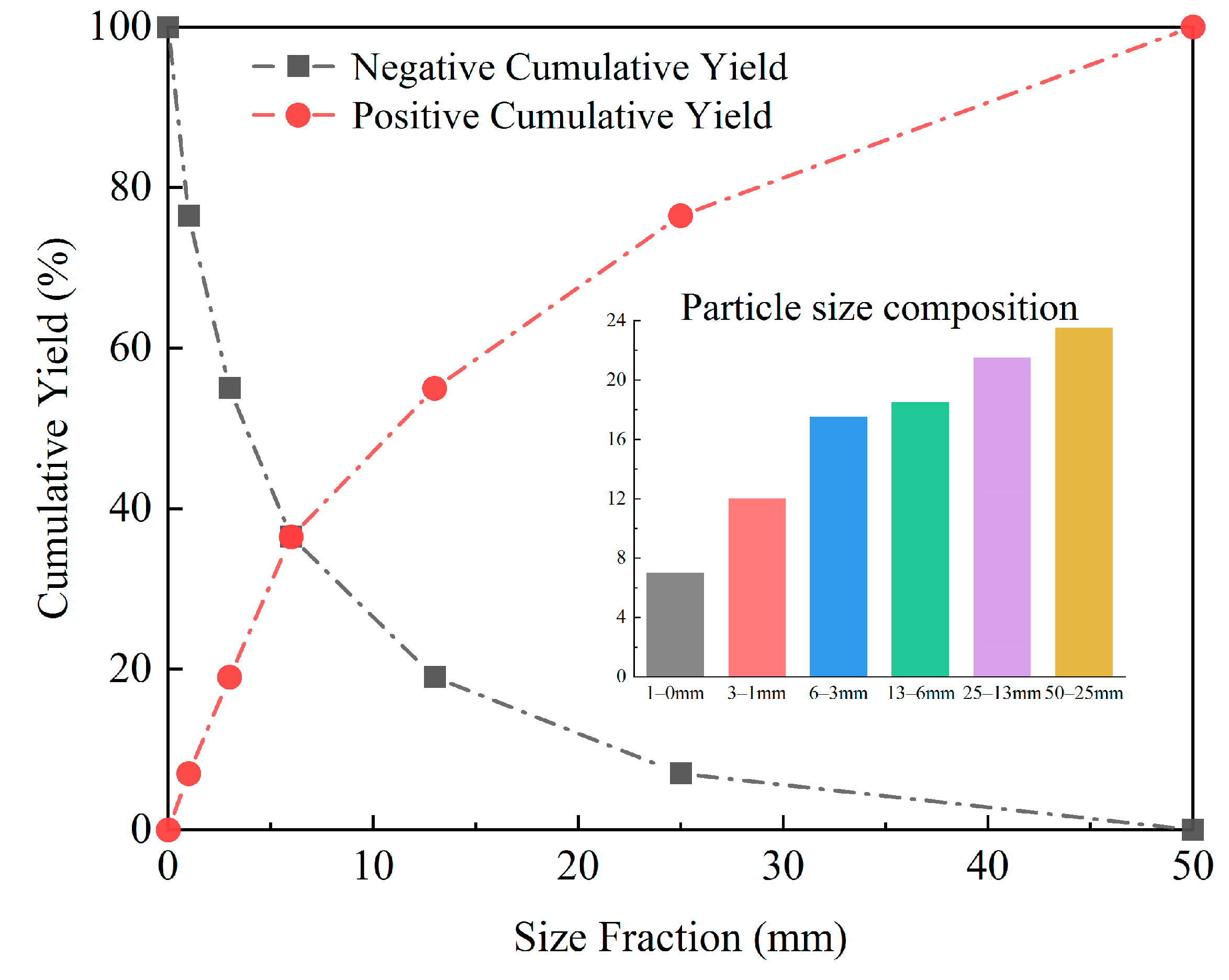
2.2. Materials
2.3. Evaluation
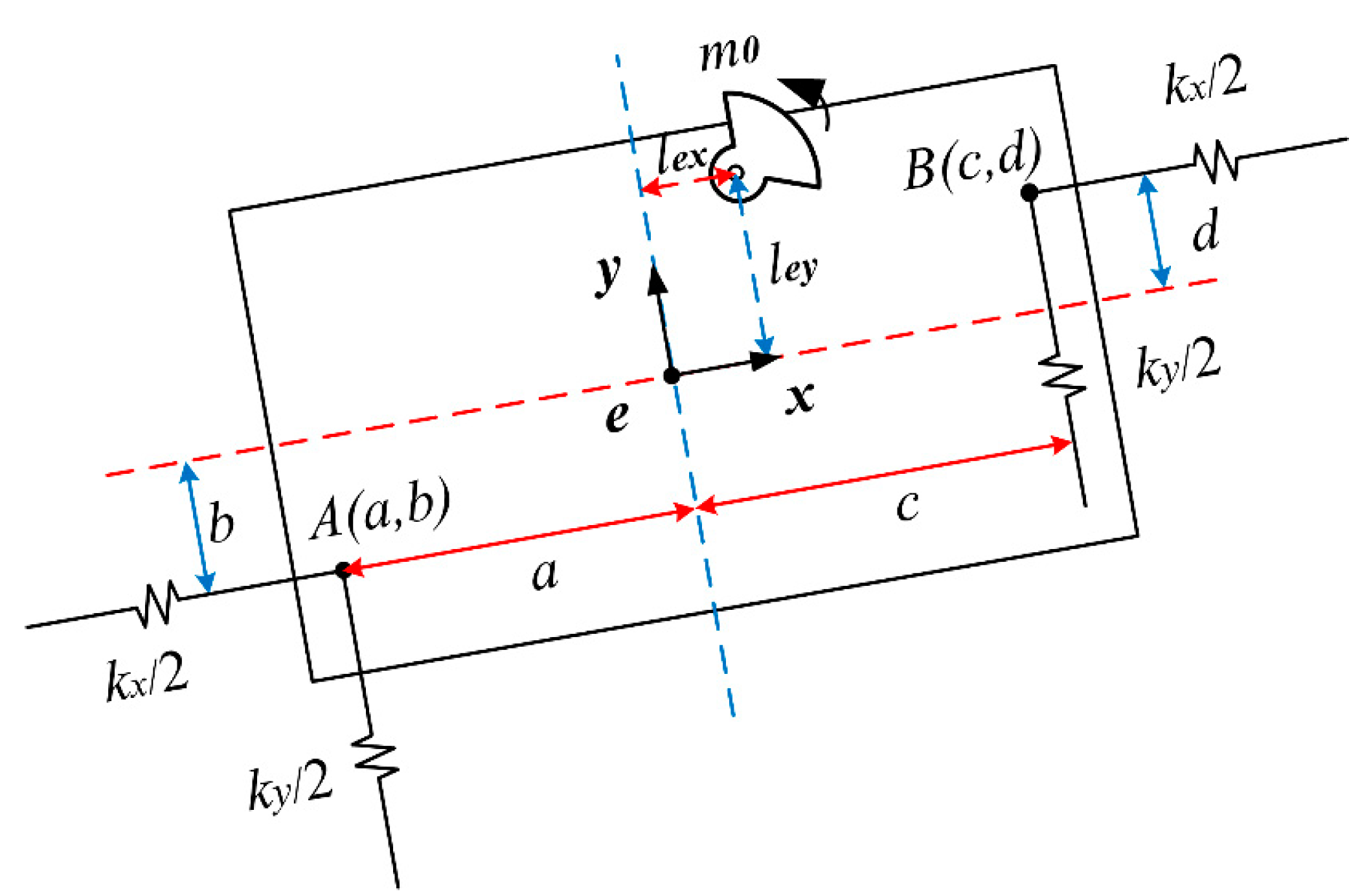
3. Dynamic Model of CVS
4. Results and Discussion
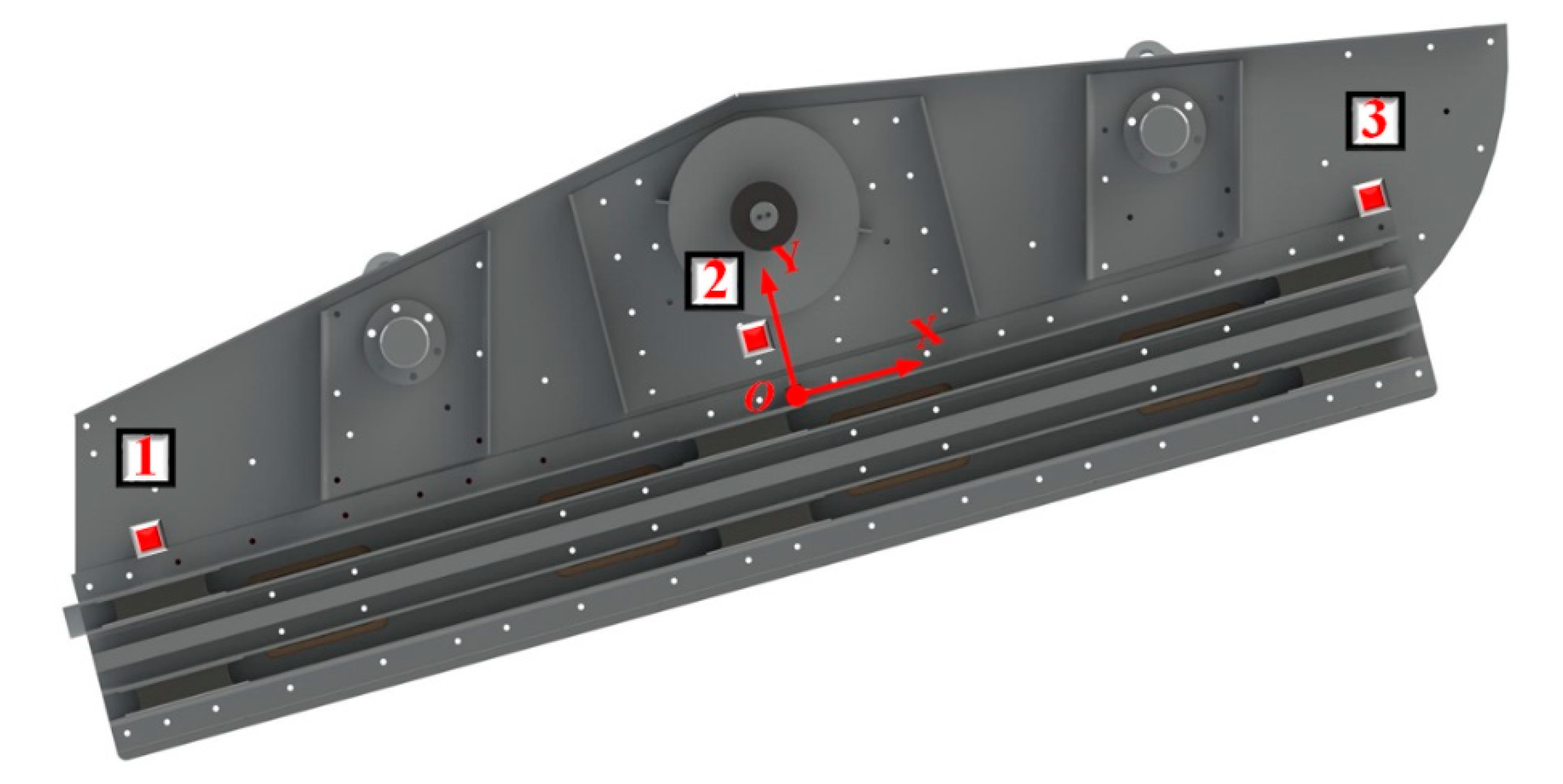
4.1. Dynamic Analysis of CVS
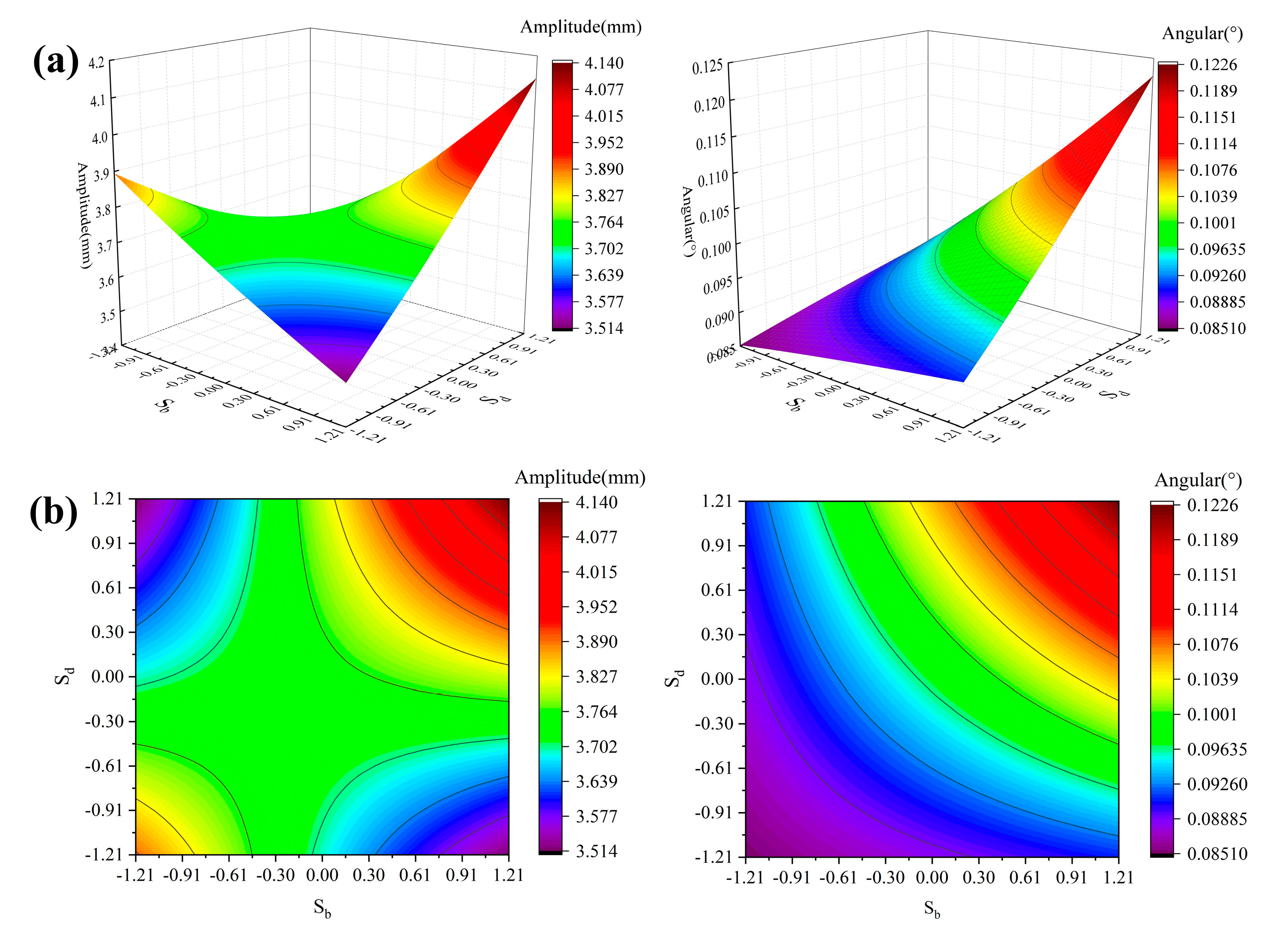
4.2. Influence of the Damping Spring Position on Screen Dynamic Responses
4.3. Comparison of Screening Performance between CVS with VFFS under Different External Moisture Concentrations
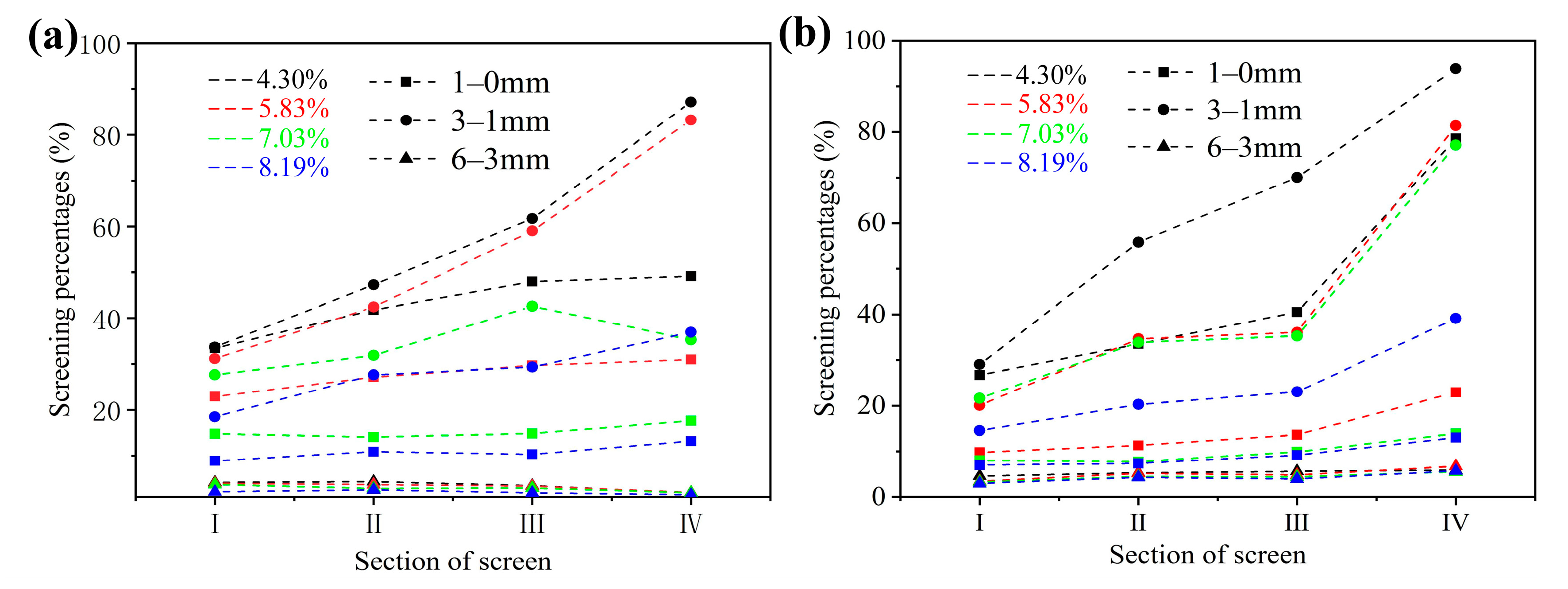
4.3.1. The Screening Percentages of Different Size Fractions of VFFS and CVS
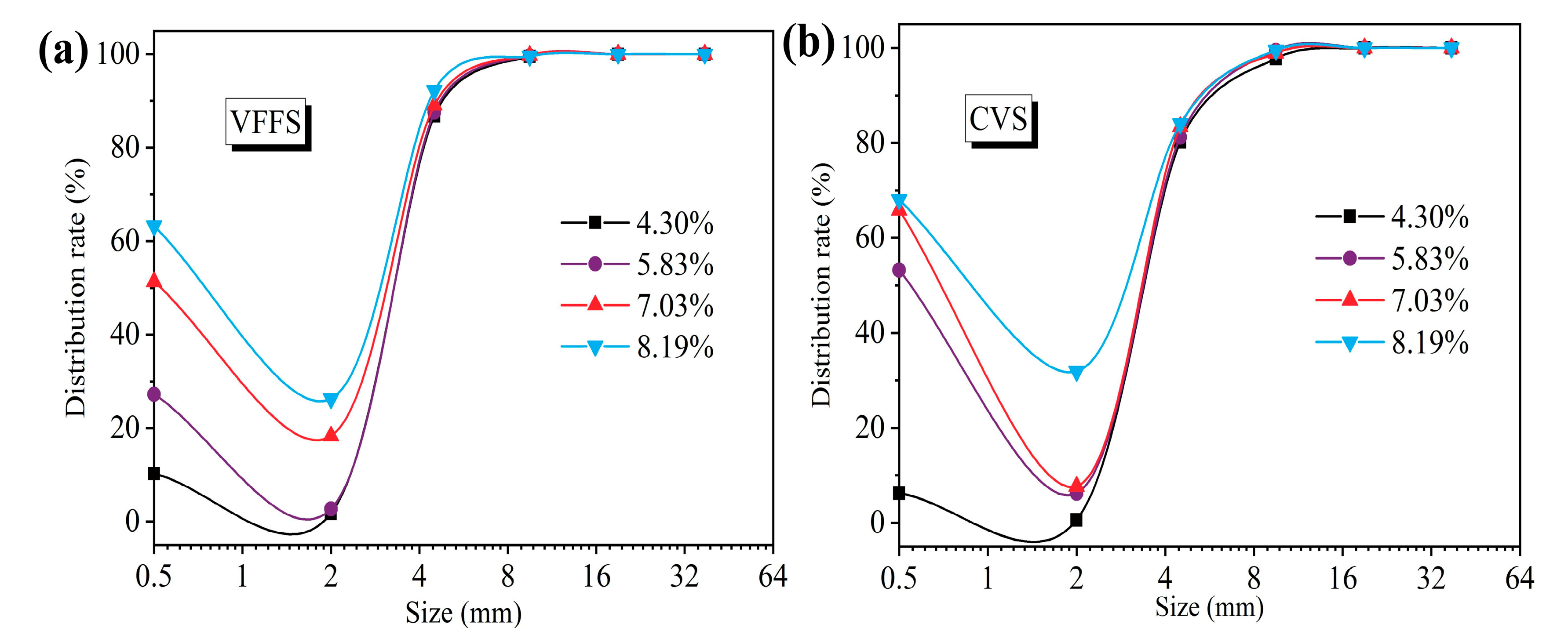
4.3.2. The Distribution of Material on VFFS and CVS under Different External Moisture Concentrations
4.3.3. Effect of External Moisture Content on the Screening Performance of VFFS and CVS
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xia, X.; Jing, W.; Zhang, Z.; Wang, L.; Zhang, H. Simulation research, application status and development trend of vibrating screen. J. Cent. South Univ. (Sci. Technol.) 2020, 51, 2689–2706. [Google Scholar]
- Elskamp, F.; Kruggel-Emden, H. Review and benchmarking of process models for batch screening based on discrete element simulations. Adv. Powder Technol. 2015, 26, 679–697. [Google Scholar] [CrossRef]
- Yang, X.; Zhao, Y.; Luo, Z. Dry Cleaning of Fine Coal Based on Gas-Solid Two-Phase Flow: A Review. Chem. Eng. Technol. 2017, 40, 439–449. [Google Scholar] [CrossRef]
- Zhou, Z.; Huang, L.; Jiang, H.; Wen, P.; Zhao, L.; Zhao, Y.; Duan, C.; Luo, Z.; Wang, Z.; Liu, C.; et al. Kinematics of elastic screen surface and elimination mechanism of plugging during dry deep screening of moist coal. Powder Technol. 2019, 346, 452–461. [Google Scholar] [CrossRef]
- Guerreiro, F.; Gedraite, R.; Ataíde, C. Residual moisture content and separation efficiency optimization in pilot-scale vibrating screen. Powder Technol. 2016, 287, 301–307. [Google Scholar] [CrossRef]
- Govender, A.; van Dyk, J. Effect of wet screening on particle size distribution and coal properties☆. Fuel 2003, 82, 2231–2237. [Google Scholar] [CrossRef]
- Boylu, F.; Çinku, K.; Çetinel, T.; Karakaş, F.; Güven, O.; KaraağaçlIoğlu, I.E.; Çelik, M.S. Effect of Coal Moisture on the Treatment of a Lignitic Coal through a Semi-Pilot-Scale Pneumatic Stratification Jig. Int. J. Coal Prep. Util. 2015, 35, 143–154. [Google Scholar] [CrossRef]
- Sahu, A.K.; Biswal, S.K.; Parida, A. Development of Air Dense Medium Fluidized Bed Technology For Dry Beneficiation of Coal—A Review. Int. J. Coal Prep. Util. 2009, 29, 216–241. [Google Scholar] [CrossRef]
- Zhao, L.; Liu, C.; Yan, J.; Xu, Z. Numerical simulation on segregation process of particles using 3D discrete element method. Acta Phys. Sin. 2010, 59, 1870–1876. [Google Scholar] [CrossRef]
- Zhao, L.; Liu, C.; Yan, J.; Jiang, X.; Zhu, Y. Numerical simulation of particle screening process based on 3D discrete element method. J. China Coal Soc. 2010, 35, 307–311. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D.; Morrison, R.D. Separation performance of double deck banana screens—Part 2: Quantitative predictions. Miner. Eng. 2009, 22, 1230–1244. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D.; Morrison, R.D. Separation performance of double deck banana screens—Part 1: Flow and separation for different accelerations. Miner. Eng. 2009, 22, 1218–1229. [Google Scholar] [CrossRef]
- Dong, K.; Esfandiary, A.H.; Yu, A.B. Discrete particle simulation of particle flow and separation on a vibrating screen: Effect of aperture shape. Powder Technol. 2017, 314, 195–202. [Google Scholar] [CrossRef]
- Dong, K.; Yu, A.; Brake, I. DEM simulation of particle flow on a multi-deck banana screen. Miner. Eng. 2009, 22, 910–920. [Google Scholar] [CrossRef]
- Davoodi, A.; Bengtsson, M.; Hulthén, E.; Evertsson, C. Effects of screen decks’ aperture shapes and materials on screening efficiency. Miner. Eng. 2019, 139, 105699. [Google Scholar] [CrossRef]
- Makinde, O.A.; Mpofu, K.; Ramatsetse, B. Mining business optimisation through a reconfigurable vibrating screen design. Afr. J. Sci. Technol. Innov. Dev. 2016, 8, 88–96. [Google Scholar] [CrossRef]
- Ramatsetse, B.; Mpofu, K.; Makinde, O. Failure and sensitivity analysis of a reconfigurable vibrating screen using finite element analysis. Case Stud. Eng. Fail. Anal. 2017, 9, 40–51. [Google Scholar] [CrossRef]
- Shanmugam, B.K.; Vardhan, H.; Raj, M.G.; Kaza, M.; Sah, R.; Harish, H. Evaluation of a new vibrating screen for dry screening fine coal with different moisture contents. Int. J. Coal Prep. Util. 2019, 42, 752–761. [Google Scholar] [CrossRef]
- Jiang, H.; Zhao, Y.; Duan, C.; Liu, C.; Wu, J.; Diao, H.; Lv, P.; Qiao, J. Dynamic characteristics of an equal-thickness screen with a variable amplitude and screening analysis. Powder Technol. 2017, 311, 239–246. [Google Scholar] [CrossRef]
- Jiang, H.; Duan, C.; Wu, J.; Zhao, Y.; Liu, C.; Luo, Z.; Dong, L.; Zhang, B.; Wang, Z.; Zhang, C.; et al. Kinematics characteristics of the vibrating screen with rigid-flexible screen rod and the behavior of moist coal particles during the dry deep screening process. Powder Technol. 2017, 319, 92–101. [Google Scholar] [CrossRef]
- Zhou, E.; Yan, G.; Weng, X.; Zhang, Z.; Zhao, P.; Zhang, B. A novel and low cost coal separation process: Combination of deep screening classification and gravity separation. Powder Technol. 2020, 367, 568–575. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, C.; Fan, M.; Wei, L. Research on acceleration of elastic flip–flow screen surface. Int. J. Miner. Process. 2000, 59, 267–274. [Google Scholar] [CrossRef]
- Wu, J.; Liu, C.; Jiang, H.; Zhang, B. A vibration-test-based calculation method of screening material mass of a mining crank-link type flip-flow screen. Energy Sources Part A Recover. Util. Environ. Eff. 2020, 1–21. [Google Scholar] [CrossRef]
- Gong, S.; Oberst, S.; Wang, X. An experimentally validated rubber shear spring model for vibrating flip-flow screens. Mech. Syst. Signal Process. 2020, 139, 106619. [Google Scholar] [CrossRef]
- Yu, C.; Wang, X.; Gong, S.; Pang, K.; Zhao, G.; Zhou, Q.; Lin, D.; Xu, N. Stability analysis of the screening process of a vibrating flip-flow screen. Miner. Eng. 2021, 163, 106794. [Google Scholar] [CrossRef]
- Yu, C.; Wang, X.; Pang, K.; Zhao, G.; Sun, W. Dynamic Characteristics of a Vibrating Flip-Flow Screen and Analysis for Screening 3 mm Iron Ore. Shock. Vib. 2020, 2020, 1–12. [Google Scholar] [CrossRef]
- Xiong, X.; Niu, L.; Gu, C.; Wang, Y. Vibration characteristics of an inclined flip-flow screen panel in banana flip-flow screens. J. Sound Vib. 2017, 411, 108–128. [Google Scholar] [CrossRef]
- Chen, B.; Yu, C.; Gong, S.; Wang, X. Dynamic characteristics of LIWELL flip-flow screen panel and particle movement. Chem. Eng. Sci. 2021, 245, 116853. [Google Scholar] [CrossRef]
- Akbari, H.; Ackah, L.; Mohanty, M. Performance Optimization of a New Air Table and Flip-flow Screen for Fine Particle Dry Separation. Int. J. Coal Prep. Util. 2017, 40, 581–603. [Google Scholar] [CrossRef]
- Li, H.; Liu, C.; Shen, L.; Zhao, L.; Li, S. Kinematics characteristics of the flip-flow screen with a crankshaft-link structure and screening analysis for moist coal. Powder Technol. 2021, 394, 326–335. [Google Scholar] [CrossRef]
- Yu, C.; Geng, R.; Wang, X. A Numerical Study of Separation Performance of Vibrating Flip-Flow Screens for Cohesive Particles. Minerals 2021, 11, 631. [Google Scholar] [CrossRef]
- Xu, N.; Yu, C.; Gong, S.; Zhao, G.; Lin, D.; Wang, X. Numerical study and multi-objective optimization of flexible screening process of flip-flow screen: A DEM-FEM approach. Adv. Powder Technol. 2022, 33, 103650. [Google Scholar] [CrossRef]
- Lin, D.; Ji, J.; Yu, C.; Wang, X.; Xu, N. A non-linear model of screen panel for dynamics analysis of a flip-flow vibrating screen. Powder Technol. 2023, 418, 118312. [Google Scholar] [CrossRef]
- Jiang, H.; Zhao, Y.; Duan, C.; Zhang, C.; Diao, H.; Wang, Z.; Fan, X. Properties of technological factors on screening performance of coal in an equal-thickness screen with variable amplitude. Fuel 2017, 188, 511–521. [Google Scholar] [CrossRef]
- Delaney, G.W.; Cleary, P.W.; Hilden, M.; Morrison, R.D. Testing the validity of the spherical DEM model in simulating real granular screening processes. Chem. Eng. Sci. 2012, 68, 215–226. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size Fraction (mm) | 50–25 | 25–13 | 13–6 | 6–3 | 3–1 | 1–0 | Total |
|---|---|---|---|---|---|---|---|
| Yield (%) | 23.5 | 21.5 | 18.5 | 17.5 | 12.0 | 7.0 | 100 |
| Moisture content (%) | 0.90 | 1.60 | 2.00 | 2.50 | 3.60 | 3.80 | 2.07 |
| Symbol | r | lex | ||||
|---|---|---|---|---|---|---|
| Unit | kg | kg | m | N/m | N/m | m |
| Value | 1226.66 | 48.78 | 0.08545 | 602200 | 947260 | 0.05452 |
| Symbol | ley | c | d | |||
| Unit | m | kg·m2 | m | m | m | m |
| Value | 0.40741 | 1134.74 | −0.82404 | 0.15473 | 0.89045 | 0.15459 |
| Test Point 1 | Test Point 2 | Test Point 3 |
|---|---|---|
| Discharge of the screen | Centroid of the screen | Feed of the screen |
| (−1401.89 mm, 87.61 mm) | (−19.59 mm, 166.09 mm) | (1347.52 mm, 87.61 mm) |
| VFFS | CVS | |
|---|---|---|
| Screen declination () | 15 | 15 |
| Screen speed (r/min) | 787.5 | 787.5 |
| Feed rate (kg/s) | 7.5 | 7.5 |
| Feeding mechanism | Silo feeding | Silo feeding |
| Screen deck material | polyurethane | polyurethane |
| Screen surface Vibration intensity (g) | 14 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, R.; Yu, C.; Wang, Y.; Wang, X.; Zhang, X.; Li, R. Effect of External Moisture Content on Screening Performance of Vibrating Flip-Flow Screen and Circular Vibrating Screen. Minerals 2023, 13, 585. https://doi.org/10.3390/min13050585
Geng R, Yu C, Wang Y, Wang X, Zhang X, Li R. Effect of External Moisture Content on Screening Performance of Vibrating Flip-Flow Screen and Circular Vibrating Screen. Minerals. 2023; 13(5):585. https://doi.org/10.3390/min13050585
Chicago/Turabian StyleGeng, Runhui, Chi Yu, Yixin Wang, Xinwen Wang, Xiaokun Zhang, and Ruile Li. 2023. "Effect of External Moisture Content on Screening Performance of Vibrating Flip-Flow Screen and Circular Vibrating Screen" Minerals 13, no. 5: 585. https://doi.org/10.3390/min13050585