

Effect on Fine Particles Output Characteristics of Ceramic Ball Grinding
Abstract
:1. Introduction
2. Theoretical Background
2.1. Zero-Order Output Method
2.2. Williamson–Hall and Size-Strain Plot Methods
3. Experimental
3.1. Material and Grinding Media
3.2. Experimental Procedures
4. Results and Discussion
4.1. Cumulative Size Distributions
4.2. Properties Analysis of Micro-Strain
4.3. Energy Influence by Mill Media
5. Conclusions
- (a)
- The zero-order output characteristic constant α increases with the decrease in the particle size. With the same feeding size, steel balls and ceramic balls have the same value of α. Steel balls as grinding media have a higher Fx in the grinding process than ceramic balls. And in a short time, the yield of ceramic balls ((−10 + 0) µm) is reduced compared to steel balls, and ceramic balls as fine grinding media can reduce excessive fines generation.
- (b)
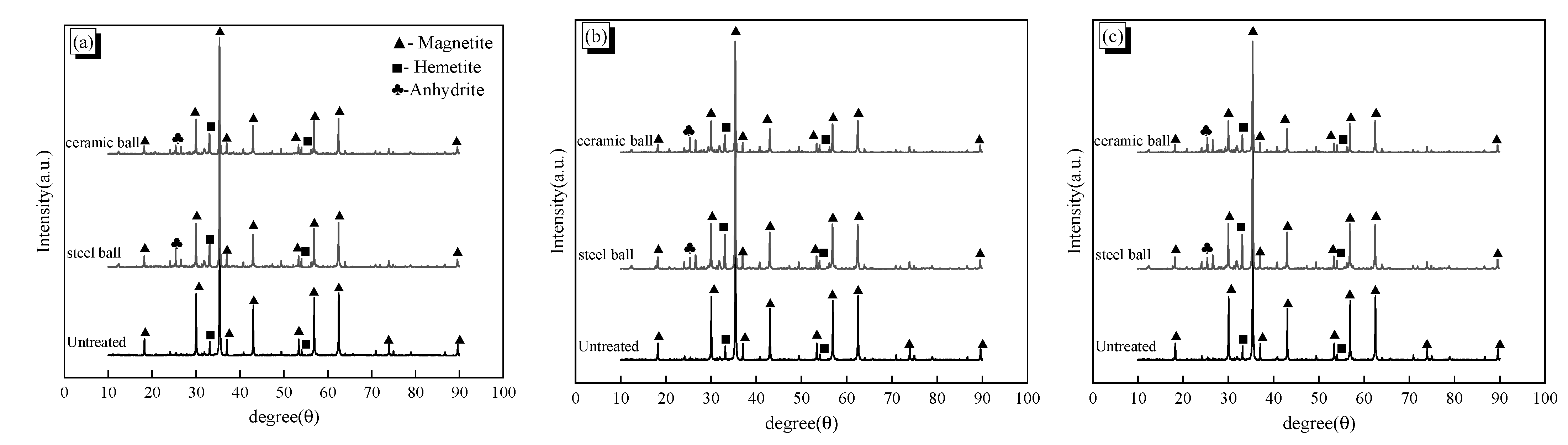
- The results of the XRD analysis show that the micro-strain rate of ceramic ball grinding with the change of time is 67% lower than that of steel ball, and the grain size of both ceramic and steel ball grinding products decreases slightly, but the product size of steel balls is smaller than that of ceramic balls.
- (c)
- The specific gravity of ceramic balls is small, and the instantaneous collision kinetic energy is small in the grinding process. Grinding with ceramic balls produces a smaller amount of excessive fine-generation particle size for fine-grained grinding ore.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pease, J.D.; Curry, D.C.; Young, M.F. Designing flotation circuits for high fines recovery. Miner. Eng. 2006, 19, 831–840. [Google Scholar] [CrossRef]
- Fuerstenau, D.W.; Abouzeid, A.Z.M. The energy efficiency of ball milling in comminution. Int. J. Miner. Process. 2002, 67, 161–185. [Google Scholar] [CrossRef]
- Gontijio, C.D.; Fornasiero, D.; Ralston, J. The Limits of fine and coarse particle flotation. Can. J. Chem. Eng. 2007, 85, 739–747. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L. Aggregation of nickel laterite ore particles using polyacrylamide homo and copolymers with different charge densities. Powder Technol. 2017, 318, 206–213. [Google Scholar] [CrossRef]
- Sivamohan, R. The problem of recovery of very fine particles in mineral processing—A review. Int. J. Min. Process. 1990, 28, 247–288. [Google Scholar] [CrossRef]
- Rulyov, N.N. Turbulent microflotation: Theory and experiment. Colloid. Surf. A 2001, 192, 73–91. [Google Scholar] [CrossRef]
- Xu, L.; Hu, Y.; Wu, H.; Tian, J.; Liu, J.; Gao, Z.; Wang, L. Surface crystal chemistry of spodumene with different size fractions and implications for flotation. Sep. Purif. Technol. 2016, 169, 33–42. [Google Scholar] [CrossRef]
- Wang, Y.; Mu, H.; Li, X.; Yuan, J.; Chen, J.; Xiao, S.; Bao, Q.; Gao, Y.; He, J. Observation of large nonlinear responses in a graphene-Bi2Te3 heterostructure at a telecommunication wavelength. Appl. Phys. Lett. 2016, 108, 221901. [Google Scholar] [CrossRef]
- Prziwara, P.; Kwade, A. Grinding aids for dry fine grinding processes—Part I: Mechanism of action and lab-scale grinding. Powder Technol. 2020, 375, 146–160. [Google Scholar] [CrossRef]
- Vieira, M.G.; Peres, A.E.C. Effect of rheology and dispersion degree on the regrinding of an iron ore concentrate. J. Mater. Res. Technol. 2013, 2, 332–339. [Google Scholar] [CrossRef]
- Levesque, M.Y.; Millar, D.L. The link between operational practices and specific energy consumption in metal ore milling plants—Ontario experiences. Miner. Eng. 2015, 71, 146–157. [Google Scholar] [CrossRef]
- Radziszewski, P. Assessing the stirred mill design space. Miner. Eng. 2013, 419, 16. [Google Scholar] [CrossRef]
- Burger, R.; Menendez-Aguado, J.M.; Fulla, M.R.; Rivera, I.E. Study of steel ball recharge and consumption in a wet cement industrial mill via a population balance model. Particul. Sci. Technol. 2022, 40, 972–979. [Google Scholar] [CrossRef]
- Cheng, G.; Liu, J.T.; Gui, X.H.; Hu, Z.B.; Wang, Y.T. Effect of different grinding conditions on the dissociation and flotation of difficult-to-float coal. Energ. Source Part A 2016, 38, 1103–1109. [Google Scholar] [CrossRef]
- Hassall, P.; Nonnet, E.; Keikkala, V.; Komminaho, T.; Kotila, L. Ceramic bead behavior in ultra fine grinding mills. Miner. Eng. 2016, 98, 232–239. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, Y.; Han, Y.; Li, Y.; Gao, P.; Li, G.; Wang, S. A potential ceramic ball grinding medium for optimizing flotation separation of chalcopyrite and pyrite. Powder Technol. 2021, 392, 167–178. [Google Scholar] [CrossRef]
- Fang, X.; Wu, C.; Liao, N.; Yuan, C.; Tong, J. The first attempt of applying ceramic balls in industrial tumbling mill: A case study. Miner. Eng. 2022, 180, 107504. [Google Scholar] [CrossRef]
- Herbst, J.A.; Fuerstenau, D.W. The zero-order production of fine sizes in comminution and its implications in simulation. Trans. AIME 1968, 241, 538–546. [Google Scholar]
- Gupta, V.K. Zero order production of fines in ball and rod mill grinding: An explanation. In Proceedings of the SME-AIME Annual Meeting, New York, NY, USA, 24–28 February 1985; pp. 85–139. [Google Scholar]
- Gupta, V.K. The Estimation of Bate and Breakage Distribution P ammeters from Batch Grinding Data for a Complex Pyritic Ore Using a Back-Calculation Method. Powder Technol. 1981, 28, 97–106. [Google Scholar] [CrossRef]
- Venkataraman, K.S. Application of the Population Balance Model to the Grinding of Mixtures of Minerals. Powder Technol. 1984, 39, 133–142. [Google Scholar] [CrossRef]
- Zak, A.K.; Majid, W.H.A.; Abrishami, M.E.; Yousefi, R. X-ray analysis of ZnO nanoparticles by Williamson–Hall and size–strain plot methods. Solid State Sci. 2011, 13, 251–256. [Google Scholar]
- Mclvor, R.E. The effect of media sizing on ball grinding efficiency. In Comminution Practices, Society for Mining; Kawatra, S.K., Ed.; Metallurgy and Exploration, Inc.: Littleton, CO, USA, 1997; pp. 279–292. [Google Scholar]
- Bond, F.C.; Maxson, W.L. Standard grindability tests and calculations. Trans. SME-AIME 1943, 153, 362–372. [Google Scholar]
- Lee, H.; Kim, K.; Lee, H. Analysis of grinding kinetics in a laboratory ball mill using population-balance-model and discrete-element-method. Adv. Powder Technol. 2019, 30, 2517–2526. [Google Scholar] [CrossRef]
- Liao, N.; Wu, C.; Li, J.; Fang, X.; Li, Y.; Zhang, Z.; Yin, W. A Comparison of the Fine-Grinding Performance between Cylpebs and Ceramic Balls in the Wet Tumbling Mill. Minerals 2022, 812, 1007. [Google Scholar] [CrossRef]
- Deniz, V. Relationships between Bond’s grindability (G(bg)) and breakage parameters of grinding kinetic on limestone. Powder Technol. 2004, 139, 208–213. [Google Scholar] [CrossRef]
- Austin, L.G.; Shah, J.; Wang, J.; Gallagher, E.; Luckie, P.T. An analysis of ball-and-race milling: Part I. The Hardgrove mill. Powder Technol. 1981, 29, 263–275. [Google Scholar] [CrossRef]
- Shi, F. Comparison of grinding media-Cylpebs versus balls. Miner. Eng. 2004, 17, 1259–1268. [Google Scholar] [CrossRef]
- Yu, J.; Qin, Y.; Gao, P.; Han, Y.; Li, Y. An innovative approach for determining the grinding media system of ball mill based on grinding kinetics and linear superposition principle. Powder Technol. 2021, 378, 172–181. [Google Scholar] [CrossRef]
- Curry, J.A.; Ismay, M.J.; Jameson, G.J. Mine operating costs and the potential impacts of energy and grinding. Miner. Eng. 2014, 56, 70–80. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size/mm | Mass Yield/% | Cumulative Passing/% |
|---|---|---|
| 1.18 | 2.16 | 100.00 |
| 0.5 | 8.38 | 97.84 |
| 0.3 | 41.34 | 89.46 |
| 0.15 | 33.89 | 48.13 |
| 0.075 | 6.45 | 14.23 |
| 0.038 | 2.73 | 7.78 |
| 0.0.23 | 4.47 | 5.05 |
| 0.019 | 0.34 | 0.59 |
| 0.010 | 0.25 | 0.25 |
| sum | 100 | - |
| Type | Bulk Density (g/cm3) | Physical Density (g/cm3) | Elements | Trace Element | Mohs Hardness | Filling Rate (%) |
|---|---|---|---|---|---|---|
| Ceramic ball | 2.22 | 3.7 | Al, Si | Ca, Mg | 6.8 | 40 |
| Steel ball | 4.85 | 7.3~7.8 | Fe, Cr, C | Si, Mn, P, Mo | 9 | 40 |
| Size/μm | −300 + 212 | −212 + 150 | −150 + 106 | −106 + 75 | −75 + 53 | |
|---|---|---|---|---|---|---|
| Type | ||||||
| Steel ball | 0.94 | 1.07 | 1.14 | 1.17 | 1.27 | |
| Ceramic ball | 0.93 | 1.06 | 1.13 | 1.18 | 1.27 | |
| θ | 0 min | 2 min | 4 min | 6 min | 8 min | 10 min |
|---|---|---|---|---|---|---|
| steel | 0.358 | 0.352 | 0.349 | 0.348 | 0.347 | 0.344 |
| ceramic | 0.358 | 0.344 | 0.326 | 0.325 | 0.324 | 0.322 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, J.; Wu, C.; Wang, Y.; Tian, J.; Li, Z.; Xie, F.; Yao, X.; Zeng, G. Effect on Fine Particles Output Characteristics of Ceramic Ball Grinding. Minerals 2023, 13, 1416. https://doi.org/10.3390/min13111416
Tong J, Wu C, Wang Y, Tian J, Li Z, Xie F, Yao X, Zeng G. Effect on Fine Particles Output Characteristics of Ceramic Ball Grinding. Minerals. 2023; 13(11):1416. https://doi.org/10.3390/min13111416
Chicago/Turabian StyleTong, Jiaqi, Caibin Wu, Yihan Wang, Jingkun Tian, Zheyang Li, Feng Xie, Xin Yao, and Guisheng Zeng. 2023. "Effect on Fine Particles Output Characteristics of Ceramic Ball Grinding" Minerals 13, no. 11: 1416. https://doi.org/10.3390/min13111416