

Effects of Different Grinding Media and Milling Conditions on the Flotation Performance of a Copper-Pyrite Ore

Abstract
:1. Introduction
2. Material and Methods
2.1. Ore Characterization
2.2. Grinding Tests
2.3. Flotation Tests
3. Results and Discussion
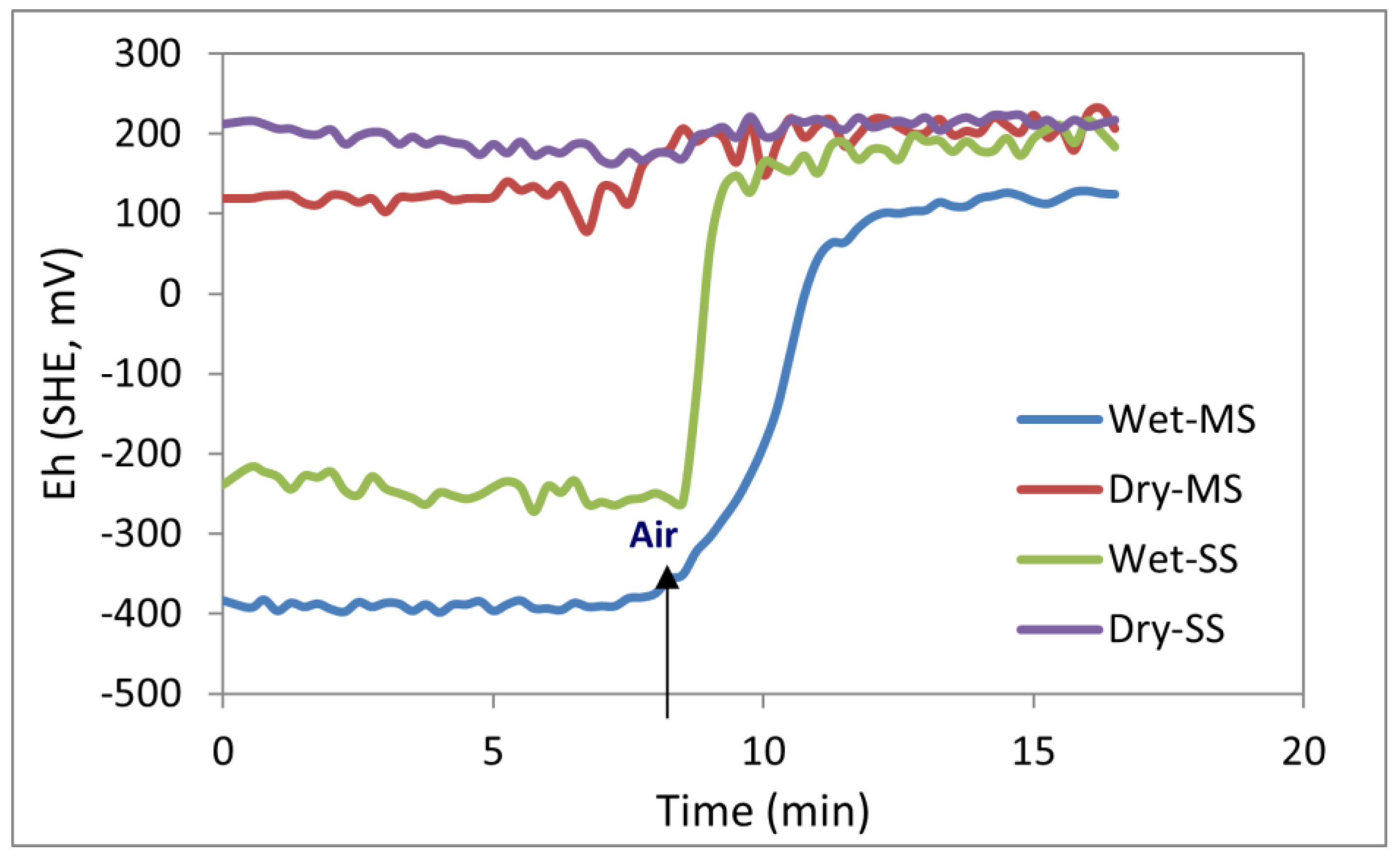
3.1. Variations in Pulp Redox Potential
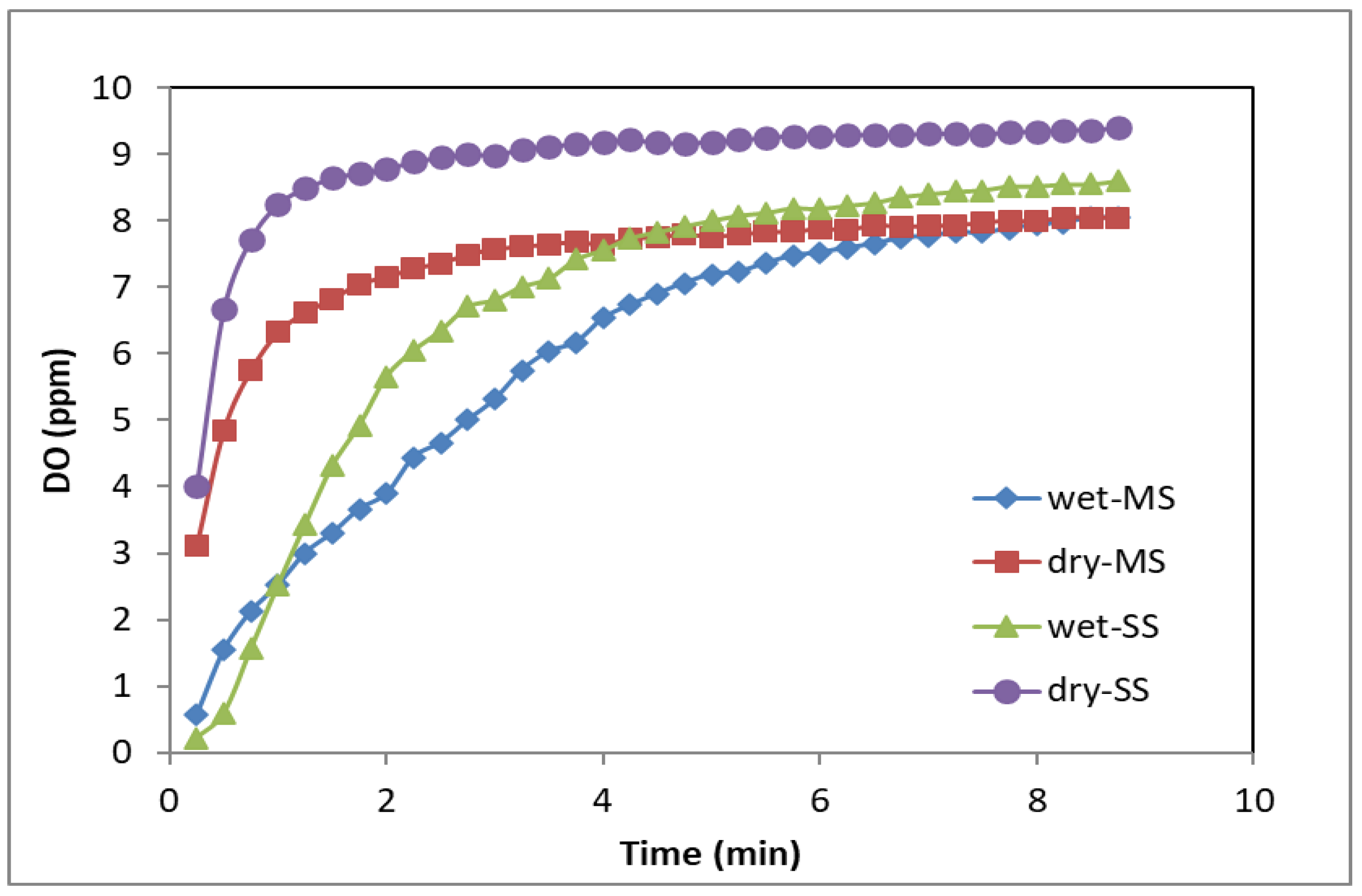
3.2. Variations in DO Concentrations
3.3. Variations in Flotation Performance
4. Conclusions
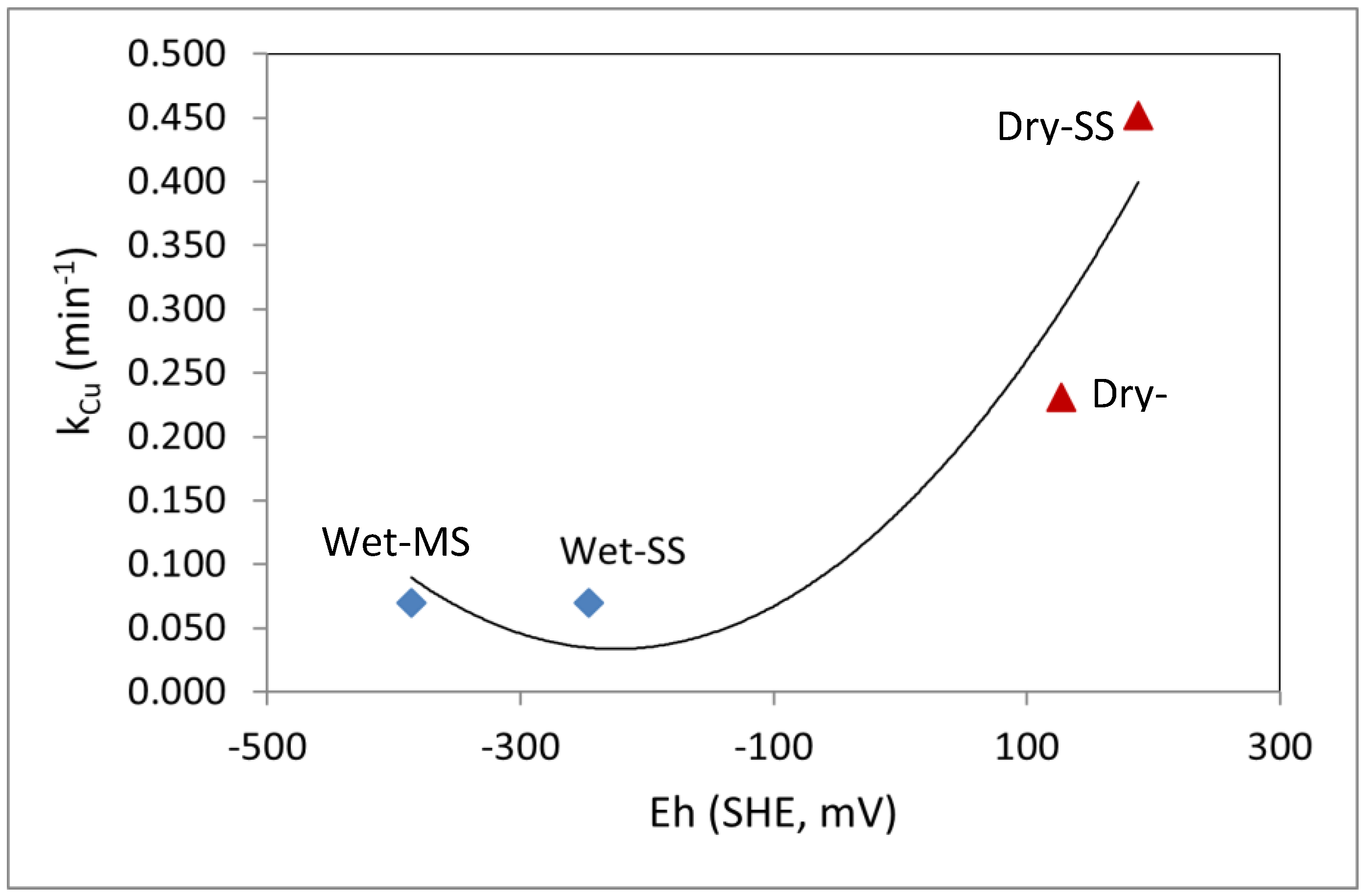
- Dry grinding eliminates the galvanic interaction between sulphide minerals and the grinding media. Therefore, the redox potential of the dry ground ore, irrespective of type of milling media, was measured considerably higher than the wet grinding conditions. This situation resulted in a high flotation rate of Cu, particularly in the dry grinding condition with SS media.
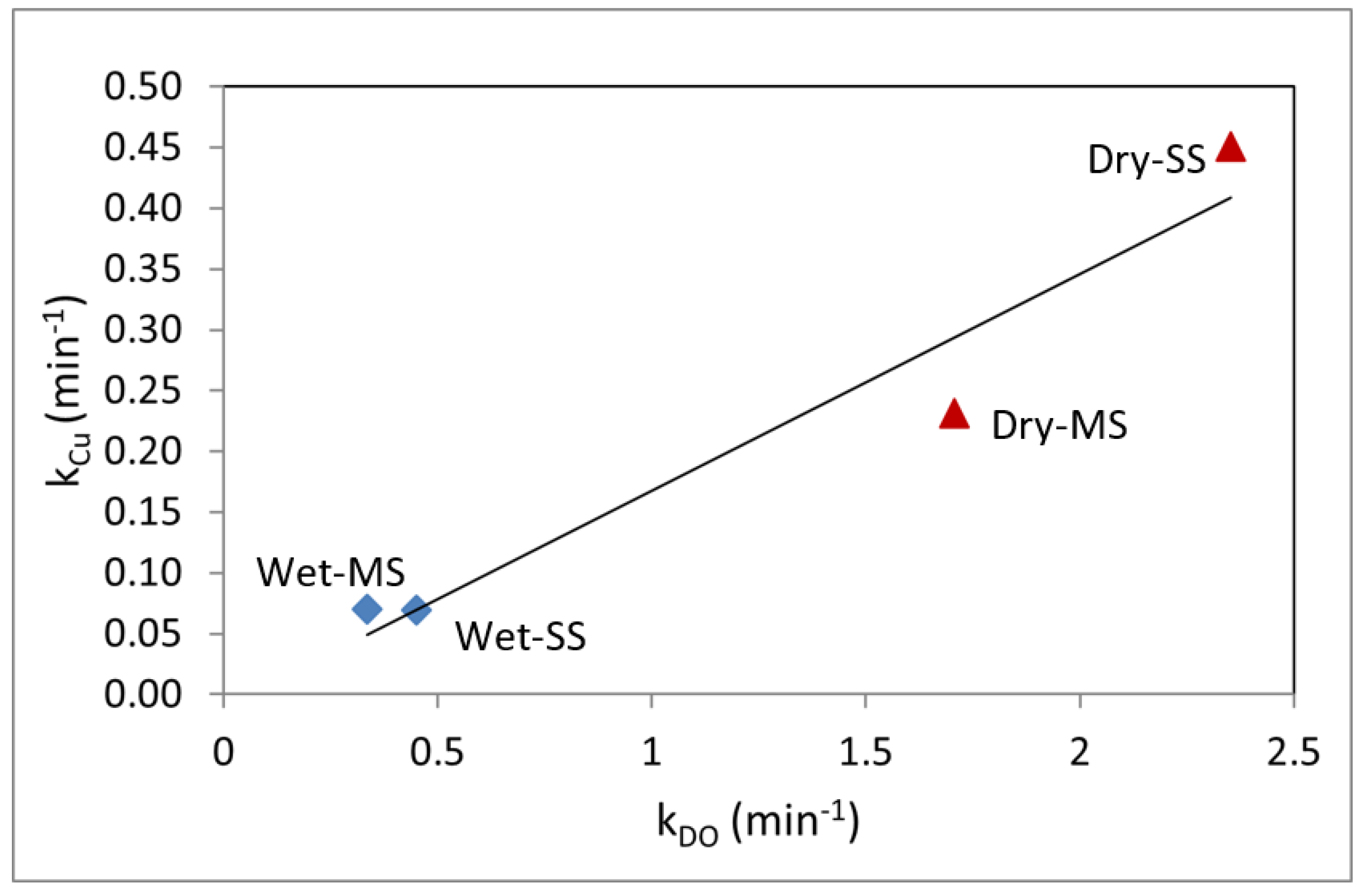
- In the dry grinding condition in which SS media were used, the dissolved oxygen amount was also measured as the highest value, around 9 ppm, and showed a linear relationship with the Cu flotation rate.
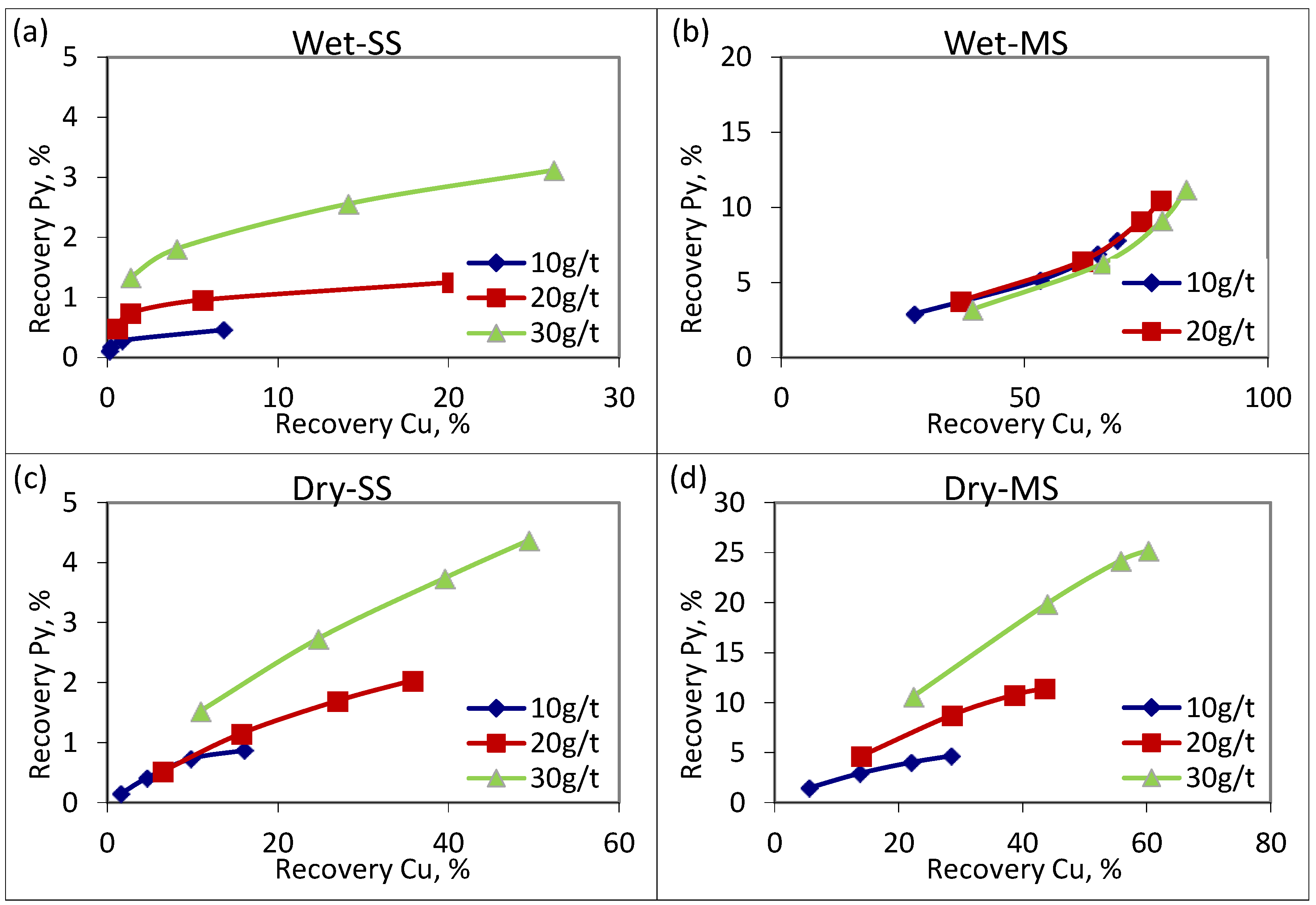
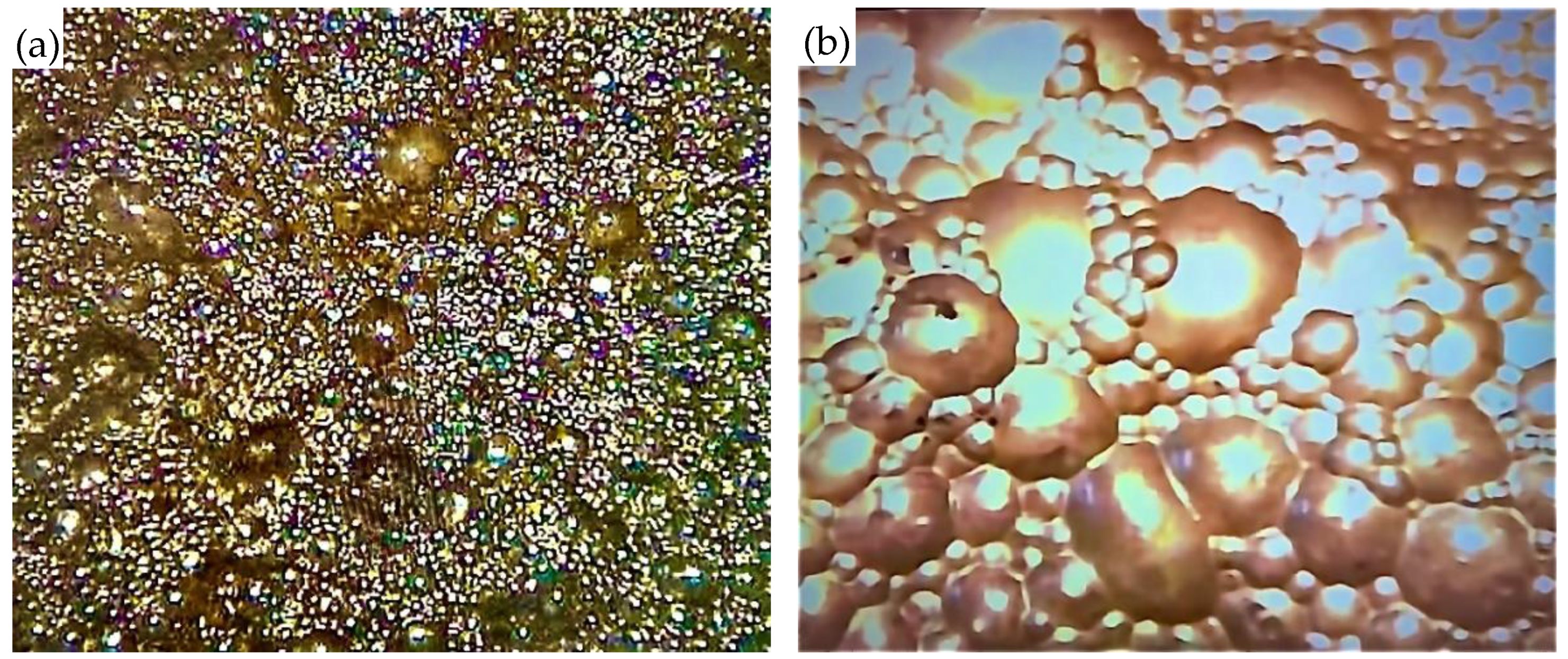
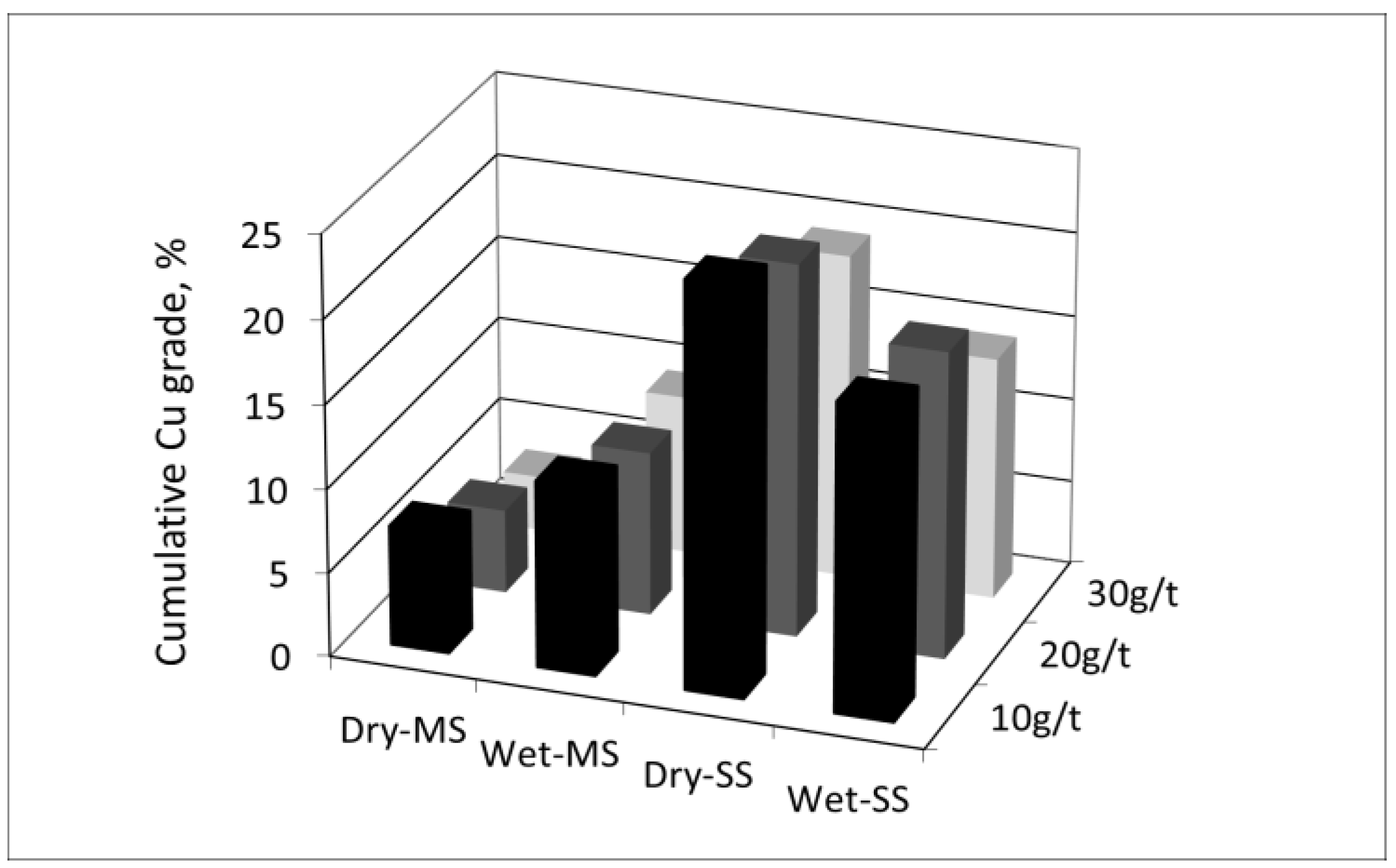
- The dry grinding condition, particularly with SS balls, resulted in a higher selective concentrate in terms of Cu grade due to it serving a better electrochemical condition for sulphide minerals. This could be explained with the high amount of dissolved oxygen which enhanced the adsorption of collectors and flotation kinetics, accordingly. However, the Cu recoveries of the concentrates were lower due to the instability of the froth structure and the coalescence of air bubbles in flotation after grinding with SS balls. The most stable froth structure was observed in the tests in which there was milling with MS balls, and it was concluded that it was due to the metallic iron mixed into the pulp from the MS balls.
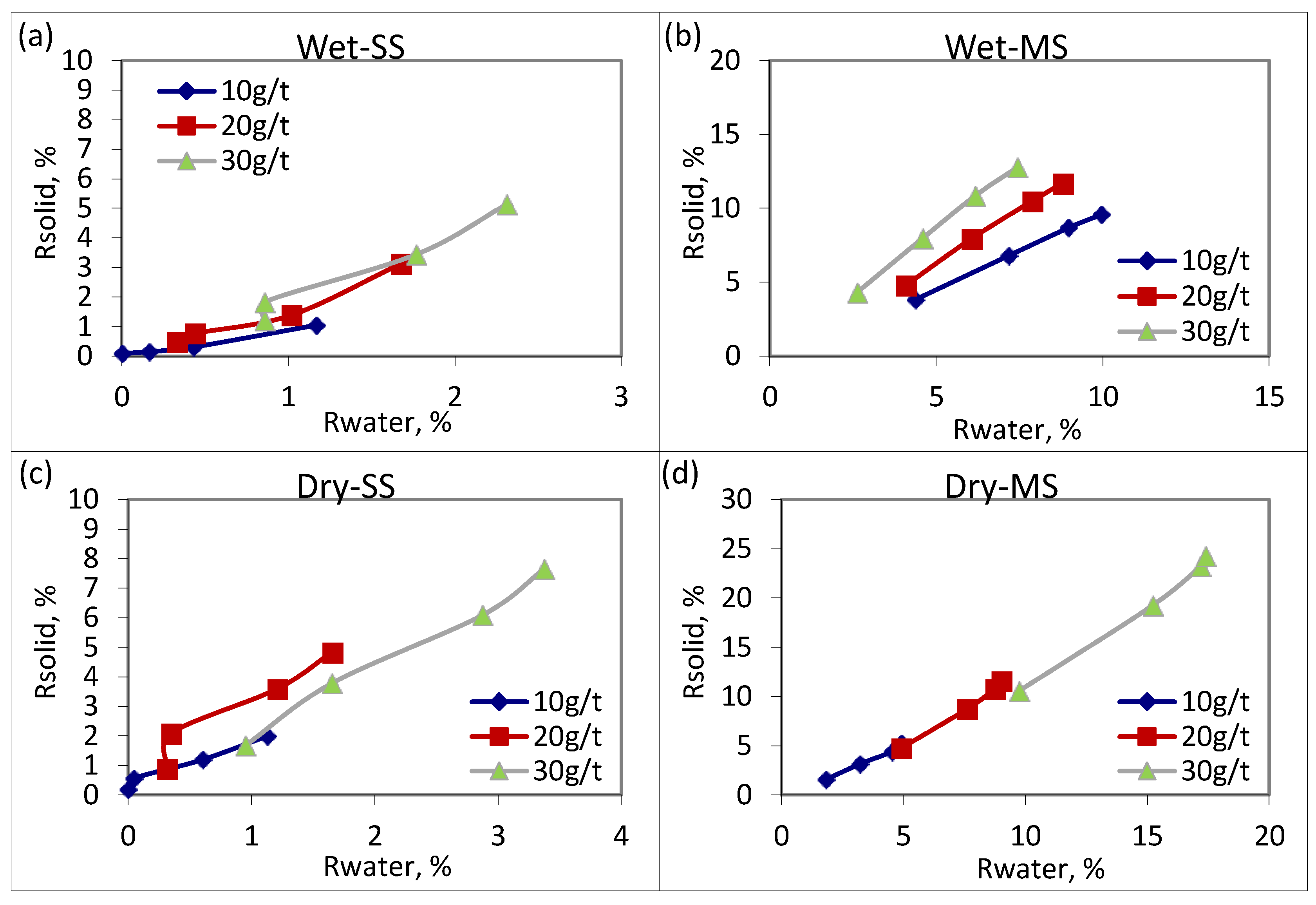
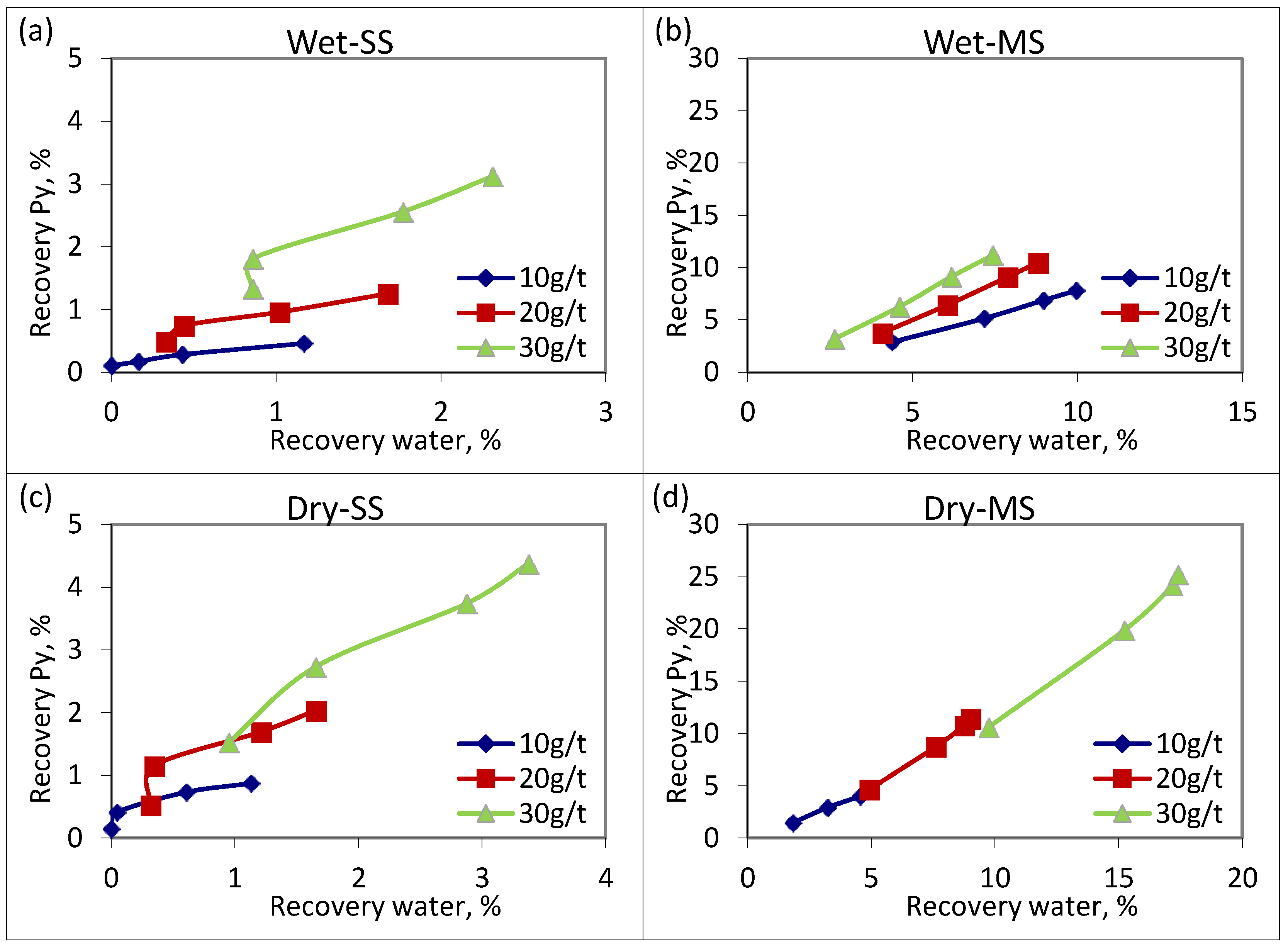
- It was determined that the pyrite dilution was higher in Cu concentrate after milling with MS balls, and the pyrite recovery mechanism was by entrainment, especially in the dry milling condition. The pyrite dilution in the concentrate was lower in the case of milling with SS balls, but another possible reason was that the solid and water recoveries were already low under this condition.
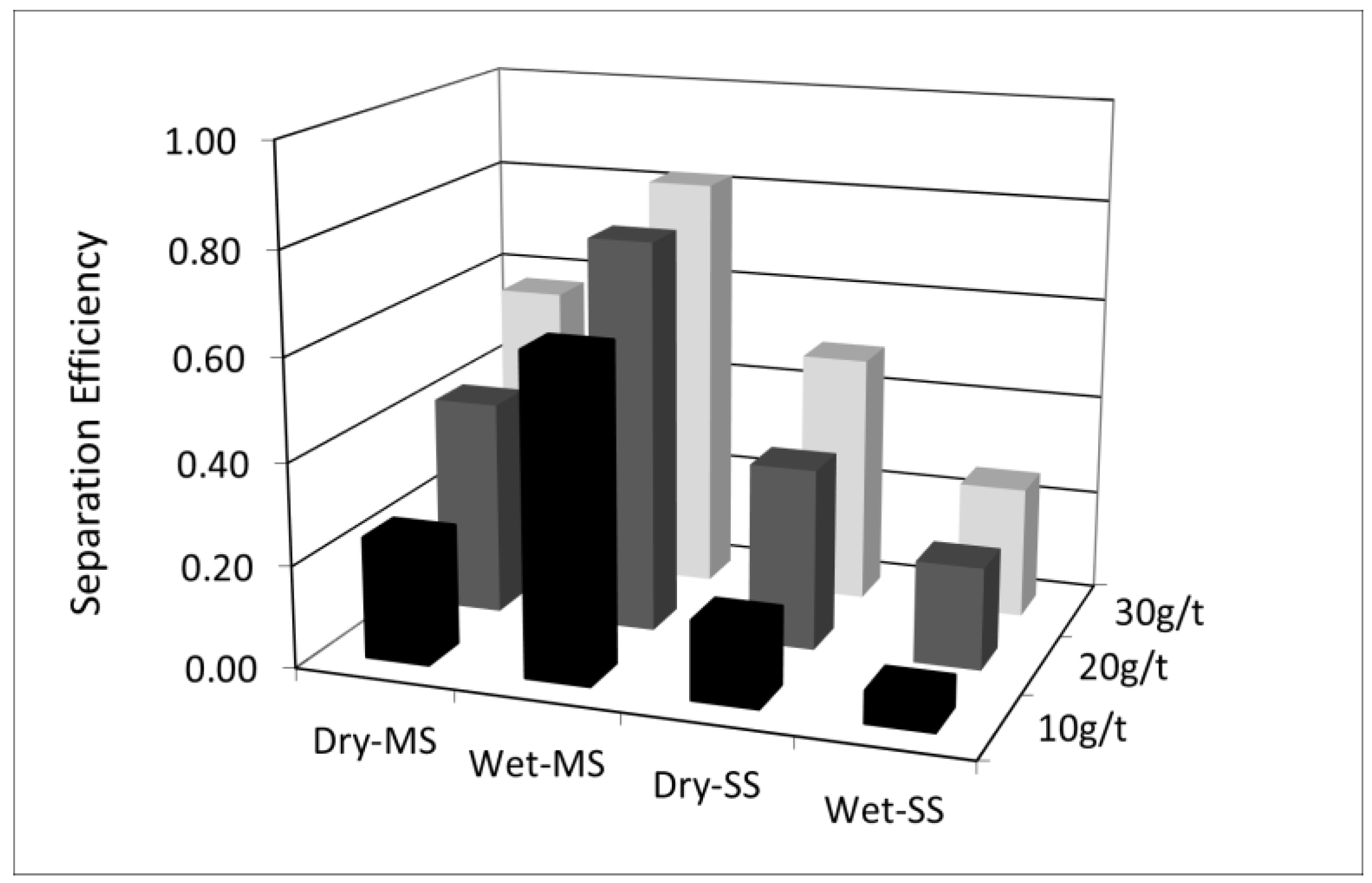
- Separation efficiency pointed out that the best flotation performance could be obtained using the wet grinding condition with MS balls.
- Since dry grinding eliminates galvanic interaction, it has potential for the future in reducing the contamination of recycling plant water, using less fresh water and providing higher flotation kinetics. It is known that the flotation of sulphide minerals is strongly dependent on the redox potential and dissolved oxygen content of the pulp. After dry grinding, the surface of sulphide minerals will not be oxidized when they are introduced into the flotation pulp. Therefore, very high flotation rates and even collectorless flotation in some cases can be obtained after the dry grinding of sulphide ores. However, after dry grinding, the instability of the froth structure needs to be improved, especially in case SS balls are used.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gonçalves, K.L.C.; Andrade, V.L.L.; Peres, A.E.C. The effect of grinding conditions on the flotation of a sulphide copper ore. Miner. Eng. 2003, 16, 1213–1216. [Google Scholar] [CrossRef]
- Boldyrev, V.V.; Avvakumov, E.G. Mechanochemistry of inorganic solids. Russ. Chem. Rev. 1971, 40, 847–859. [Google Scholar] [CrossRef]
- Butyagin, P.Y. Kinetics and nature of mechanochemical reactions. Russ. Chem. Rev. 1971, 40, 901–915. [Google Scholar] [CrossRef]
- Wang, X.H.; Xie, Y. The effect of grinding media and environment on the surface properties and flotation behaviour of sulfide minerals. Miner. Process. Extr. Metall. Rev. 1990, 7, 49–79. [Google Scholar] [CrossRef]
- Chapman, N.A.; Shackleton, N.J.; Malysiak, V.; O’Connor, C.T. Comparative study of the use of HPGR and conventional wet and dry grinding methods on the flotation of base metal sulphides and PGMs. J. South. Afr. Inst. Min. Metall. 2013, 113, 407–413. [Google Scholar]
- Zang, S.R.; Moon, K.S.; Leja, J. Effect of grinding media on the the surface reactions and flotation of heavy metal sulphides. In Flotation; Furstenau, M.C., Ed.; AIEM: New York, NY, USA, 1976; pp. 509–527. [Google Scholar]
- Chelgani, S.C.; Parian, M.; Parapari, P.S.; Ghorbani, Y.; Rosenkranz, J. A comparative study on the effects of dry and wet grinding on mineral flotation separation—A review. J. Mater. Res. Technol. 2019, 8, 5004–5011. [Google Scholar] [CrossRef]
- Lepetic, V.M. Flotation of Chalcopyrite without Collector after Dry Autogenous Grinding; C.I.M. Bull.: Westmount, QC, Canada, 1974; pp. 71–77. [Google Scholar]
- Feng, D.; Aldrich, C. A comparison of the flotation of ore from the Merensky Reef after wet and dry grinding. Int. J. Miner. Process. 2000, 60, 115–129. [Google Scholar] [CrossRef]
- Seke, M.D.; Pistorius, P.C. Effect of cuprous cyanide, dry and wet milling on the selective flotation of galena and sphalerite. Miner. Eng. 2006, 19, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Peltoniemi, M.; Kallio, R.; Tanhua, A.; Luukkanen, S.; Perämäki, P. Mineralogical and surface chemical characterization of flotation feed and products after wet and dry grinding. Miner. Eng. 2020, 156, 106500. [Google Scholar] [CrossRef]
- Corin, K.C.; Song, Z.G.; Wiese, J.G.; O’Connor, C.T. Effect of using different grinding media on the flotation of a base metal sulphide ore. Miner. Eng. 2018, 126, 24–27. [Google Scholar] [CrossRef]
- Peng, Y.; Grano, S.; Fornasiero, D.; Ralston, J. Control of grinding conditions in the flotation of chalcopyrite and its separation from pyrite. Int. J. Miner. Process. 2003, 69, 87–110. [Google Scholar] [CrossRef]
- Huang, G.; Grano, S.; Skinner, W. Galvanic interaction between grinding media and arsenopyrite and its effect on flotation: Part II. Effect of grinding on flotation. Int. J. Miner. Process. 2006, 78, 198–213. [Google Scholar] [CrossRef]
- Zhang, X.; Qina, Y.; Han, Y.; Li, Y.; Gao, P.; Li, G.; Wang, S. A potential ceramic ball grinding medium for optimizing flotation separation of chalcopyrite and pyrite. Powder Technol. 2021, 392, 167–178. [Google Scholar] [CrossRef]
- Song, Z.G.; Corin, K.C.; Wiese, J.G.; O’Connor, C.T. Effect of different grinding media composition on the flotation of a PGM ore. Miner. Eng. 2018, 124, 74–76. [Google Scholar] [CrossRef]
- Rabieh, A.; Eksteen, J.J.; Albijanic, B. Galvanic interaction of grinding media with arsenopyrite and pyrite and its effect on gold cyanide leaching. Miner. Eng. 2018, 116, 46–55. [Google Scholar] [CrossRef]
- Mu, Y.; Cheng, Y.; Peng, Y. The interaction of grinding media and collector in pyrite flotation at alkaline pH. Miner. Eng. 2020, 152, 106344. [Google Scholar] [CrossRef]
- Ke, B.; Chen, J.; Cheng, W. Galvanic interaction between different grinding media and galena (100) surface and its influence on galena flotation behavior: A DFT study. Appl. Surf. Sci. 2022, 571, 151379. [Google Scholar] [CrossRef]
- Houot, R.; Duhamet, D. Importance of oxygenation of pulps in the flotation of sulphide ores. Int. J. Miner. Process. 1990, 29, 77–87. [Google Scholar] [CrossRef]
- Kuopanportti, H.; Suorsa, T.; Dahl, O.; Niinimäki, J. A model of conditioning in the flotation of a mixture of pyrite and chalcopyrite ores. Int. J. Miner. Process. 2000, 59, 327–338. [Google Scholar] [CrossRef]
- Van Deventer, J.S.J. Dependence of froth behaviour on galvanic interactions. In Frothing in Flotation II; Laskowski, J.S., Woodburn, E.T., Eds.; OPA: Amsterdam, The Netherlands, 1998; pp. 337–365. [Google Scholar]
- Yuan, X.M.; Pålsson, B.I.; Forssberg, K.E. Flotation of a complex sulphide ore: II. Influence of grinding environments on Cu/Fe sulphide selectivity pulp chemistry. Int. J. Miner. Process. 1996, 46, 181–204. [Google Scholar] [CrossRef]
- Ekmekçi, Z. Role of Galvanic Interaction on Collectorless Flotation of Chalcopyrite and Pyrite. PhD. Thesis, Hacettepe University, Ankara, Turkey, 1995; p. 225. [Google Scholar]
- Weisener, C.; Gerson, A. Cu(II) adsorption mechanism on pyrite: An XAFS and XPS study. Surf. Interface Anal. 2000, 30, 454–458. [Google Scholar] [CrossRef]
- Schulz, N.F. Separation efficiency. Trans. AIEM 1970, 247, 81–87. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | % | Element | % |
|---|---|---|---|
| Al | 2.14 | Mn | 0.03 |
| Ca | 1.03 | Na | 0.81 |
| Co | 0.09 | P | 0.41 |
| Cu | 2.14 | Pb | 0.05 |
| Fe | 30.24 | Si | 7.83 |
| K | 0.83 | Zn | 0.33 |
| Mg | 0.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Can, N.M.; Başaran, Ç. Effects of Different Grinding Media and Milling Conditions on the Flotation Performance of a Copper-Pyrite Ore. Minerals 2023, 13, 85. https://doi.org/10.3390/min13010085
Can NM, Başaran Ç. Effects of Different Grinding Media and Milling Conditions on the Flotation Performance of a Copper-Pyrite Ore. Minerals. 2023; 13(1):85. https://doi.org/10.3390/min13010085
Chicago/Turabian StyleCan, N. Metin, and Çağrı Başaran. 2023. "Effects of Different Grinding Media and Milling Conditions on the Flotation Performance of a Copper-Pyrite Ore" Minerals 13, no. 1: 85. https://doi.org/10.3390/min13010085