
The Challenge of Grinding Ternary Blends Containing Calcined Clays and Limestone
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Used for Pastes and Mortars
- Clinker: Mineralogical composition (provided by the clinker supplier) was C3S = 62.04%; C2S = 14.34%; C3A = 7.07%; C4AF = 8.48%
- Limestone: CaCO3 content is higher than 94%, so it could be considered a high-purity limestone.
- Gypsum: SO3 is around 40%, (86.09% of gypsum).
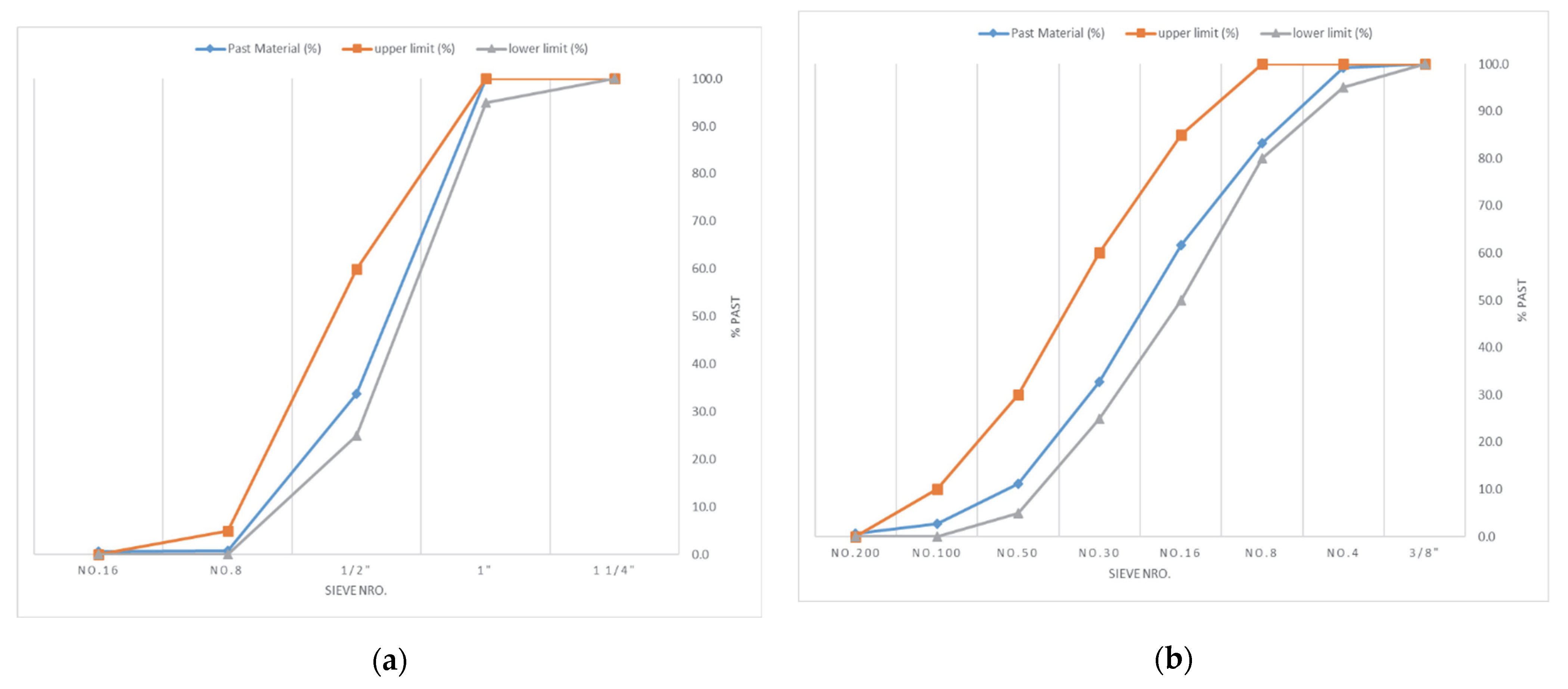
2.2. Materials Used for Concrete
2.3. Experimental Procedure
2.3.1. Impact of Grinding Strategy on the Properties of Cement Pastes
- Pure Portland cement, formulated with Cement ATENAS clinker without limestone.
- Mineral admixture LC2, consisting of 63% calcined clay, 30% limestone and 7% gypsum. A batch was ground for 15 min and another, for 20 min. For each dosage of grinding aid, a batch was produced, following instructions of the supplier.
- The co-grinding was made for:
- LC3-50 cement 2:1 by inter grinding with and without grinding aids. A batch was ground for 15 min and another, for 20 min. For each dosage of grinding aid, a batch was produced, following instructions of the supplier.
- Measuring fineness of cement LC3-50 and LC2 + PC (Portland cement) using a laser grain sizer (Dv10%, Dv50% and Dv90%) (Mastersizer 2000, Malvern, United Kingdom). Further, measuring the Blaine specific surface, according to the standard INEN 196. In addition, the compressibility parameter was obtained.
- Assessing the rheology in pastes and mortars following the regulations established in the standard NC 235: 2012. The determination of the normal consistency according to the standard INEN 157 and the fluidity test in mortars according to the standard INEN 2502.
- The determination of physical-mechanical properties, which were carried out taking into account the standard INEN 488 at ages 1, 3, 7 and 28 days.
- Fraction separation aided by an air filter. The following fractions were separated: (i) very fine d < 7 µm, (ii) medium 7 µm < d < 33 µm and (iii) coarse d > 33 µm.
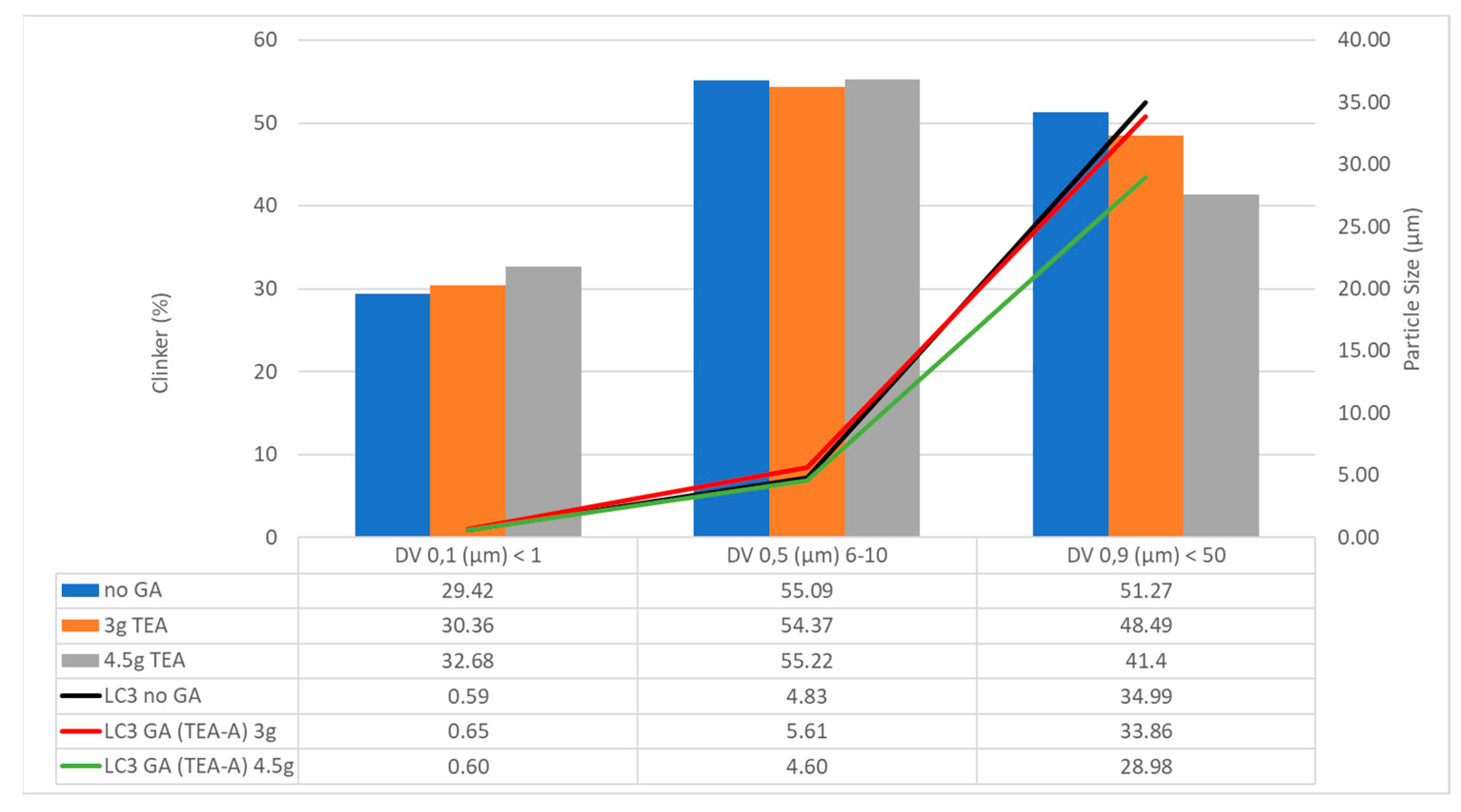
- Determination of the content of cement components in each fraction using quantitative X-ray diffraction (Panalytical Xpert Pro MPD). The focus was to calculate the amount of clinker and calcined clay in each fraction.
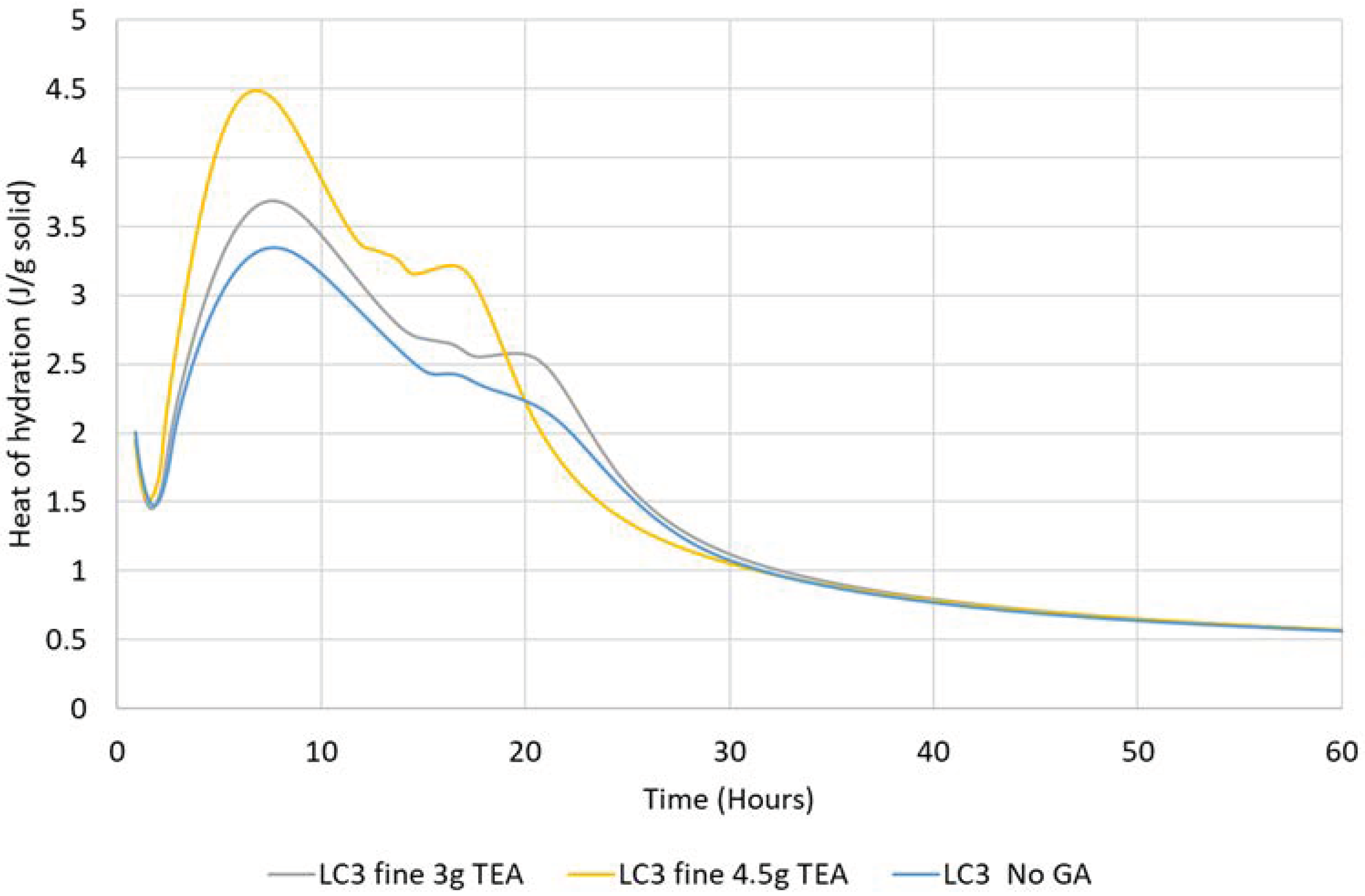
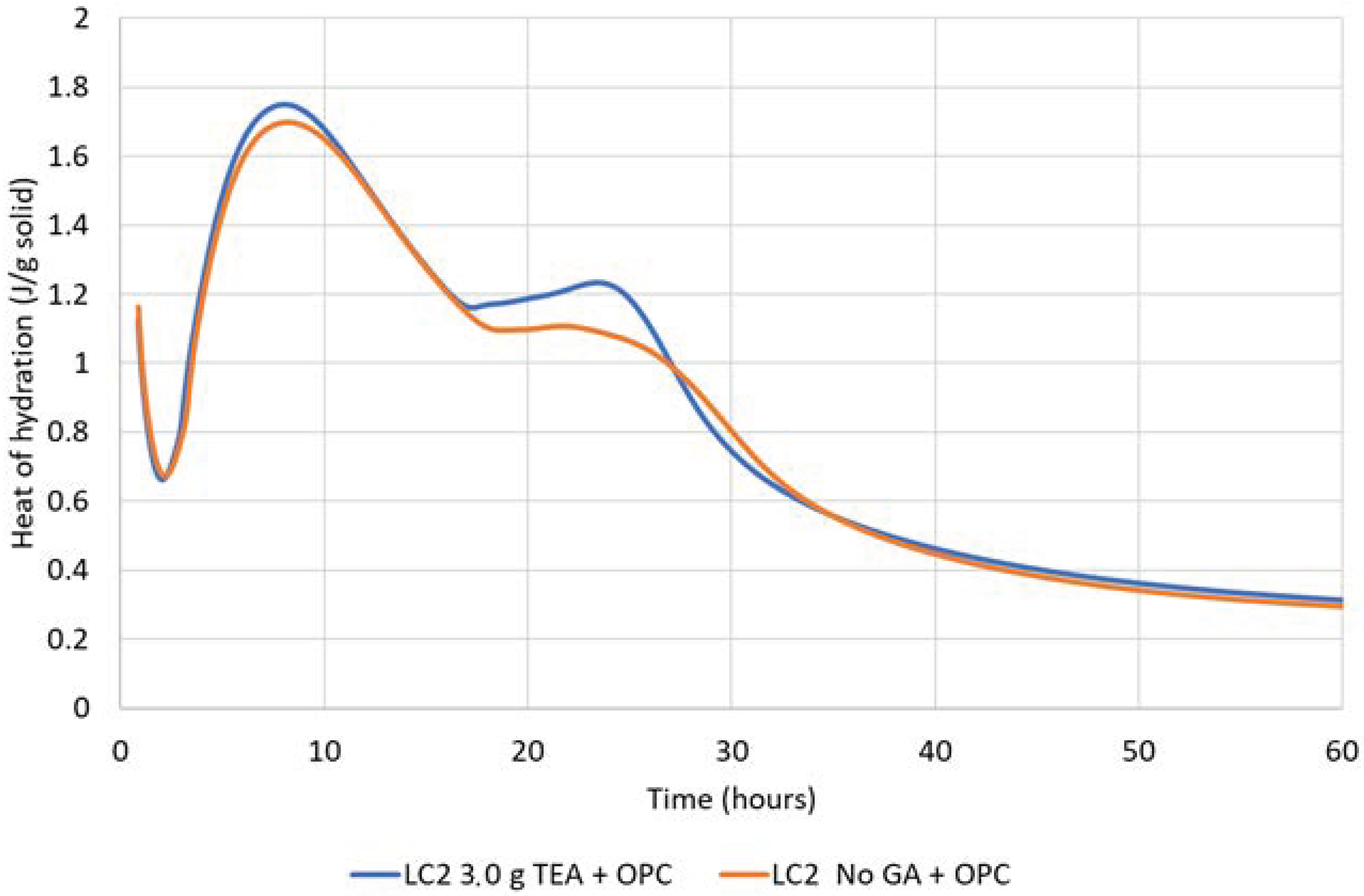
- Isothermal calorimetry of cement pastes prepared by both grinding regimes to assess the impact on hydration. A TAM Air calorimeter was used, calibrated at 30 °C.
2.3.2. Impact of Grinding Strategy on the Properties of Concrete
3. Results
3.1. Impact of Grinding Conditions on Cement Pastes
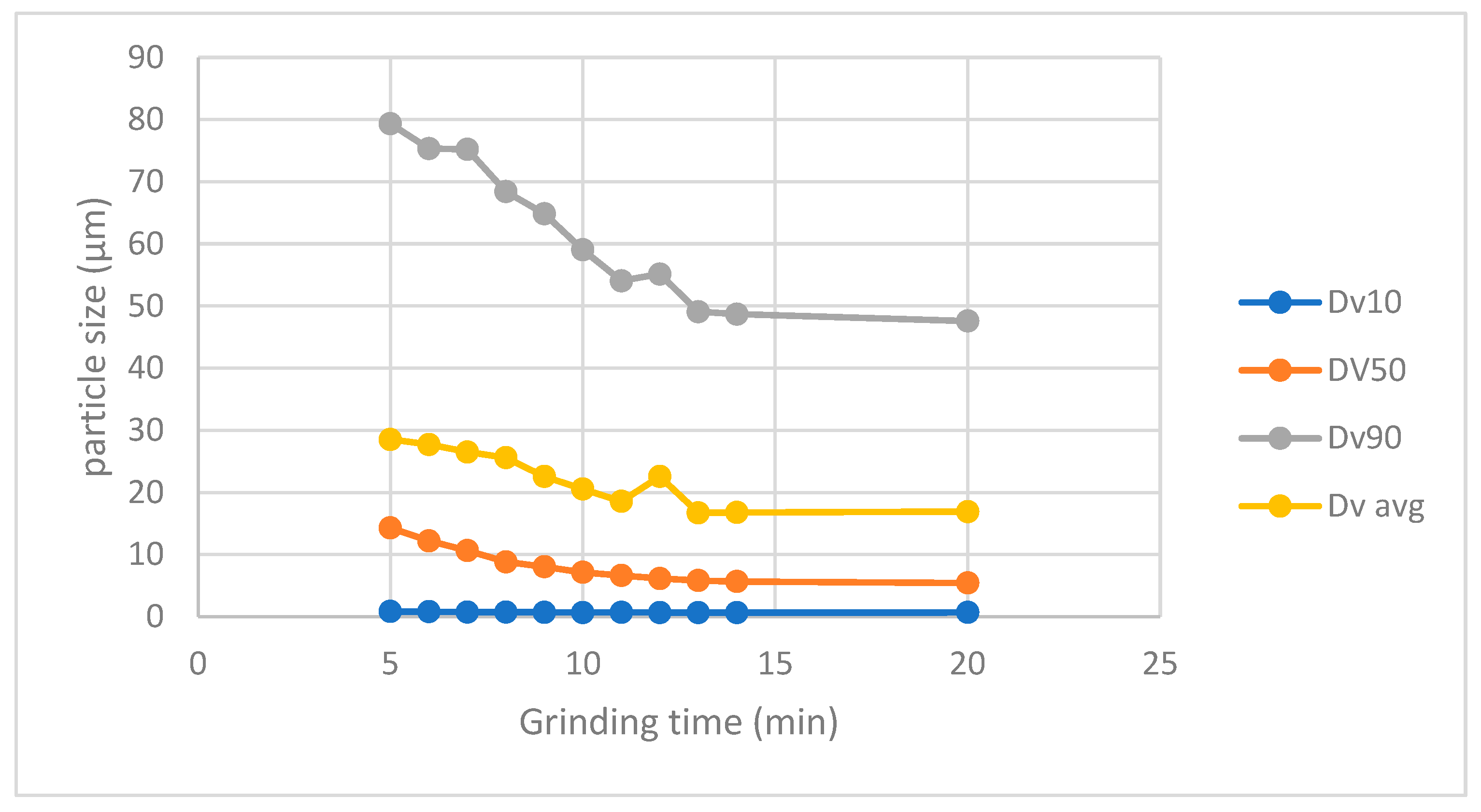
3.1.1. Grinding Calcined Clay Alone
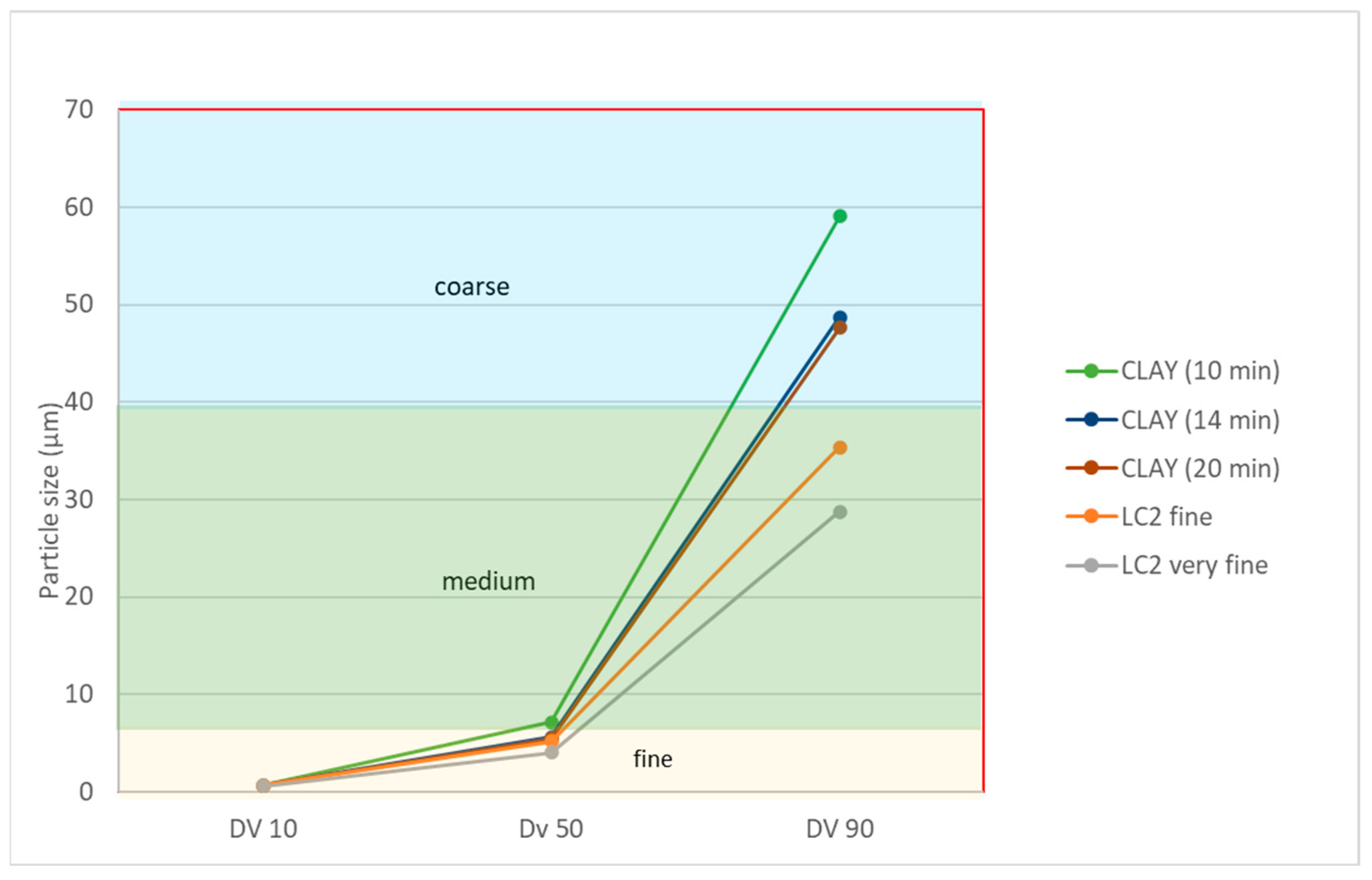
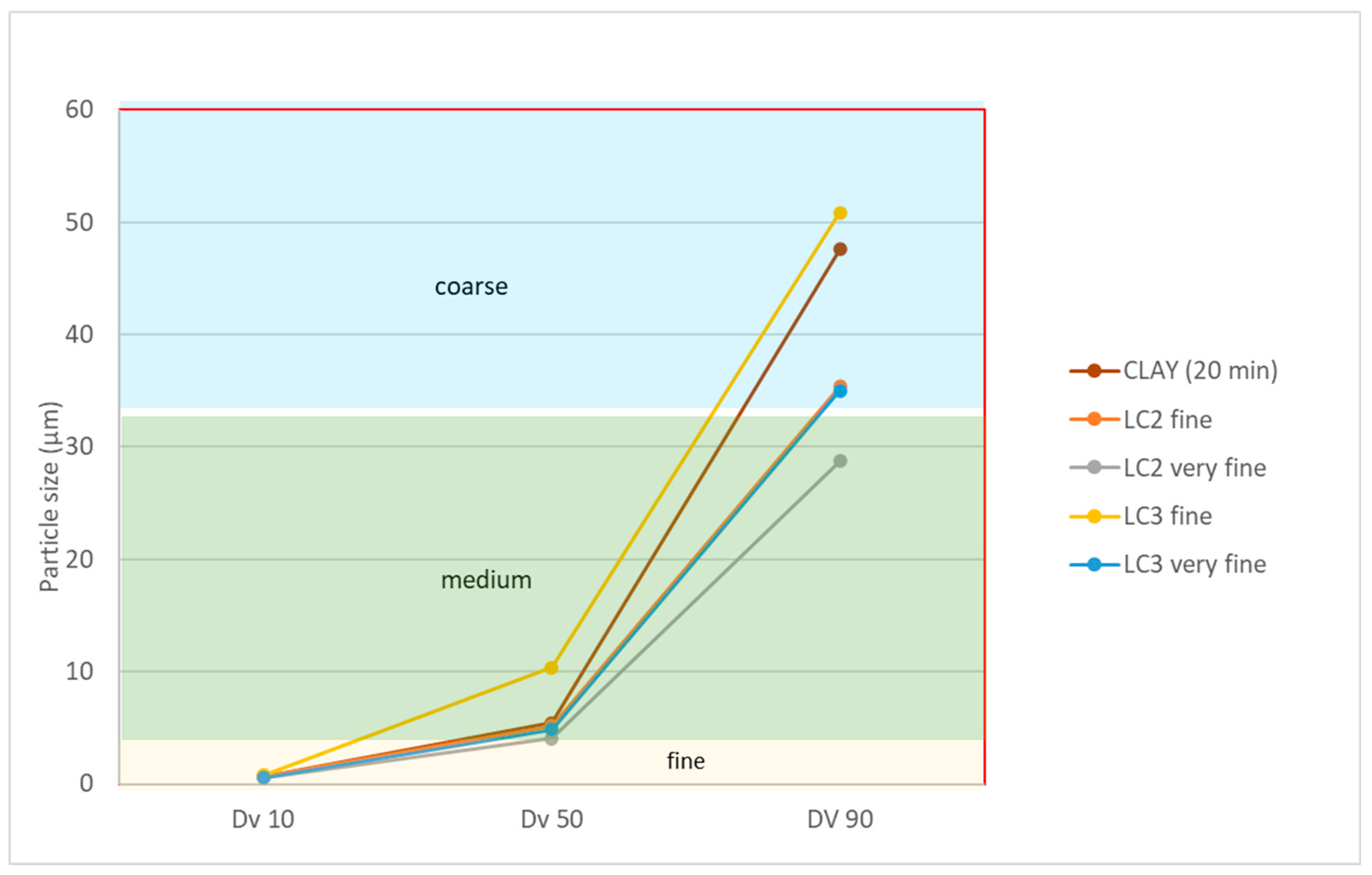
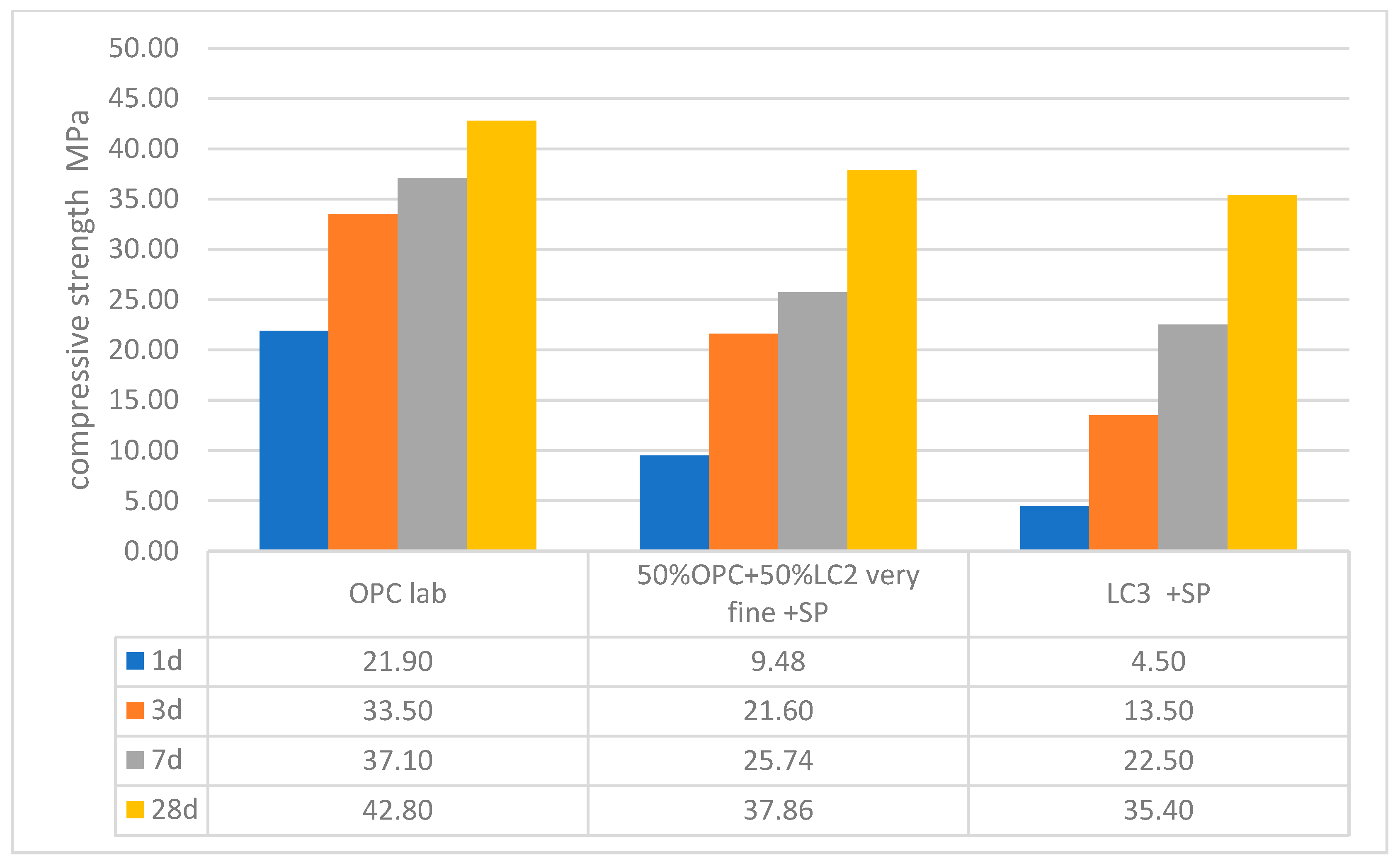
3.1.2. Co-Grinding vs. Separate Grinding
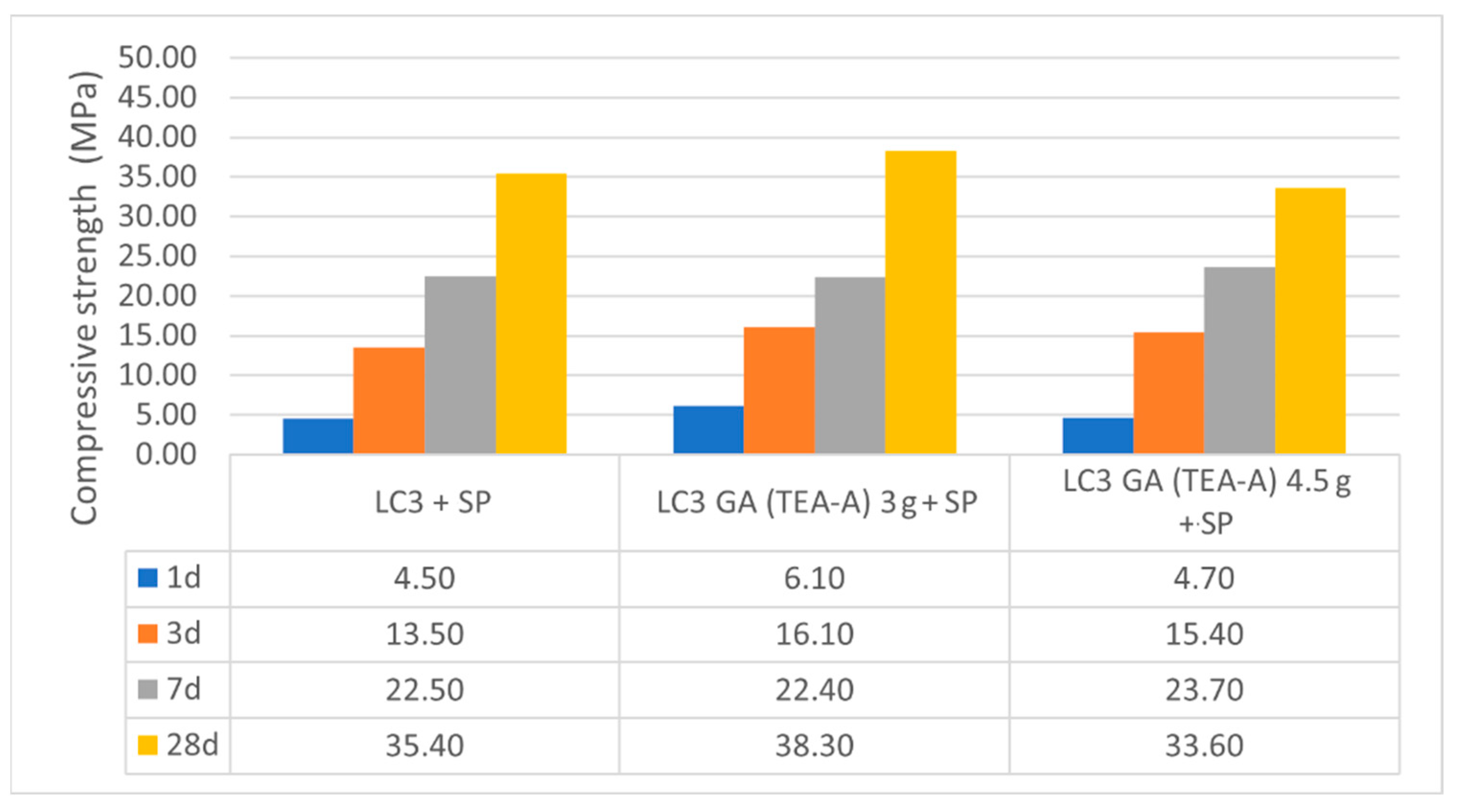
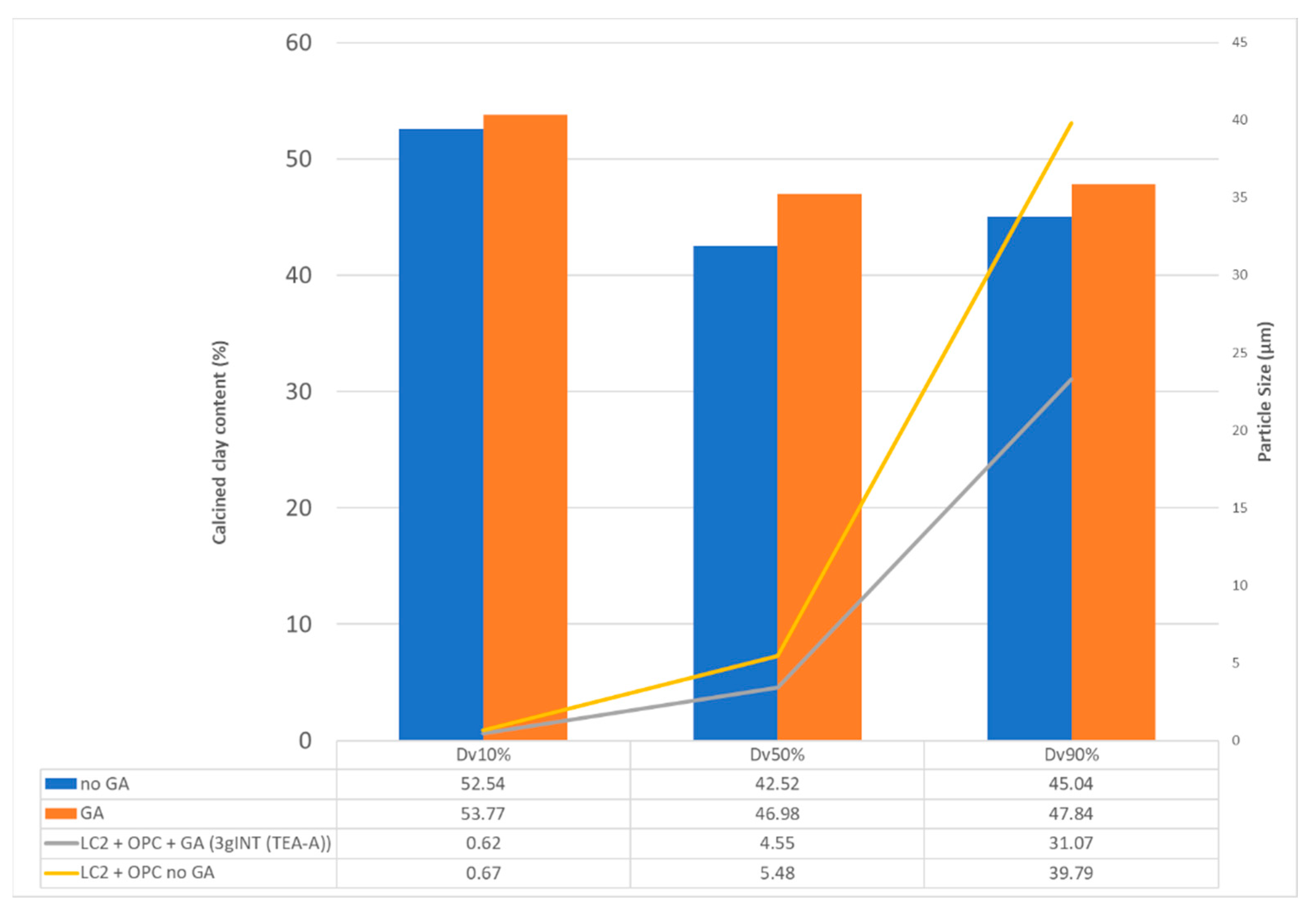
3.1.3. Impact of Grinding Aids
3.2. Impact of Grinding Strategy on Concrete
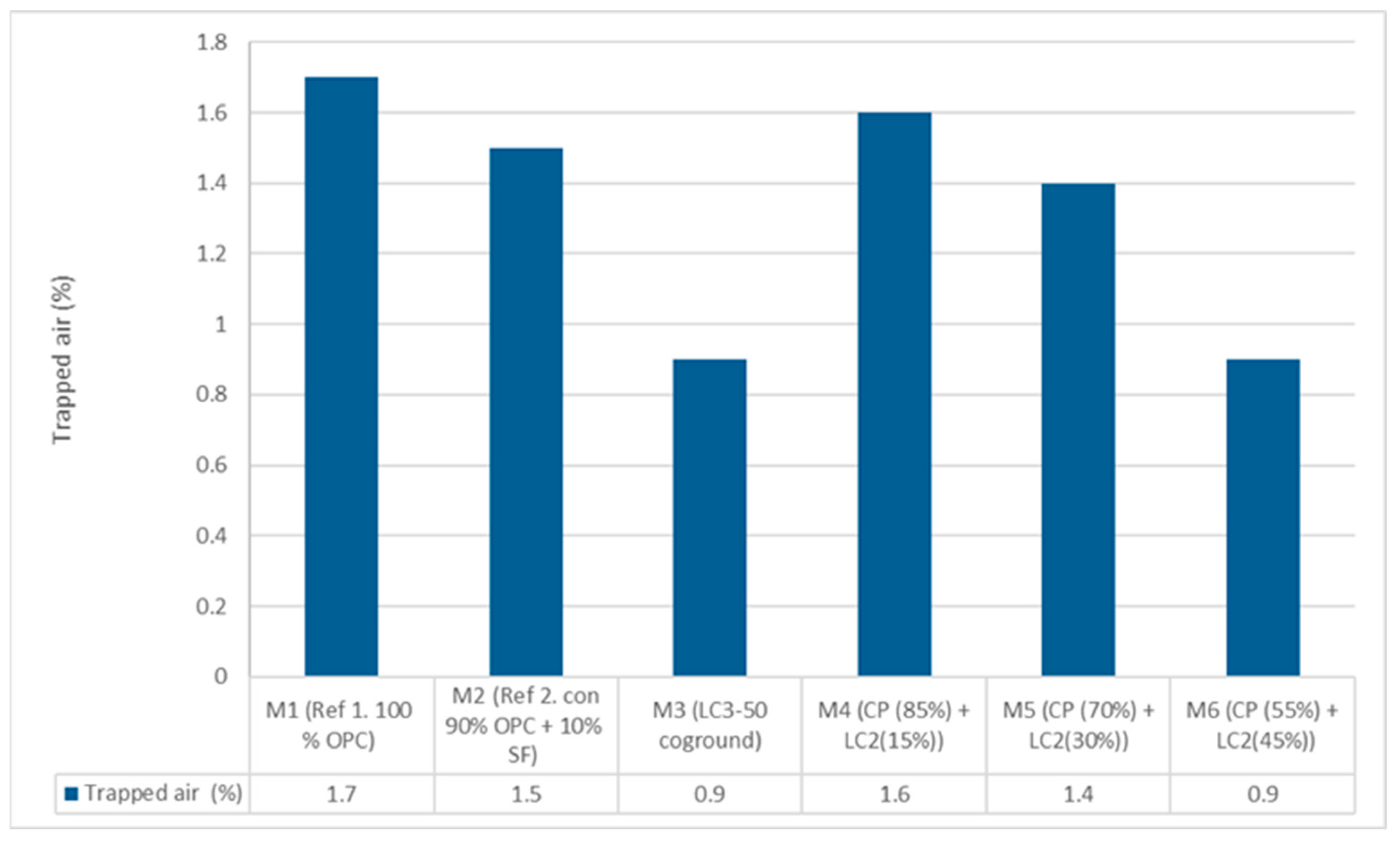
3.2.1. Properties of Concrete in Fresh State
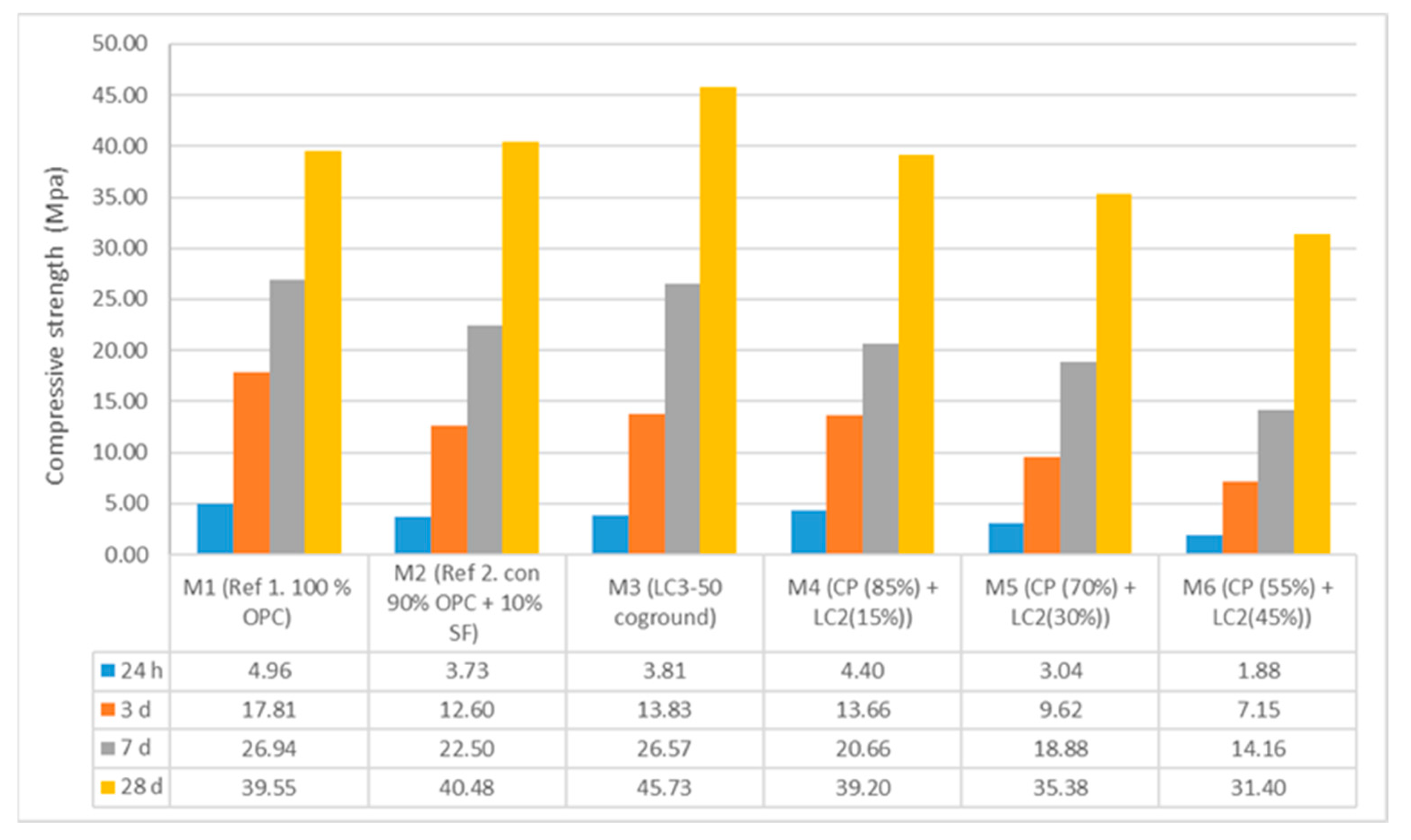
3.2.2. Properties of Concrete in the Hardened State
4. Conclusions
- The use of the laboratory ball mill guarantees an efficient grinding for the study of the impact on material fineness, provided that the grinding time is between 15 and 20 min. Increasing the grinding time above these values does not bring about changes in fineness. Blending calcined clay with limestone will reduce the grinding time to achieve the sought fineness.
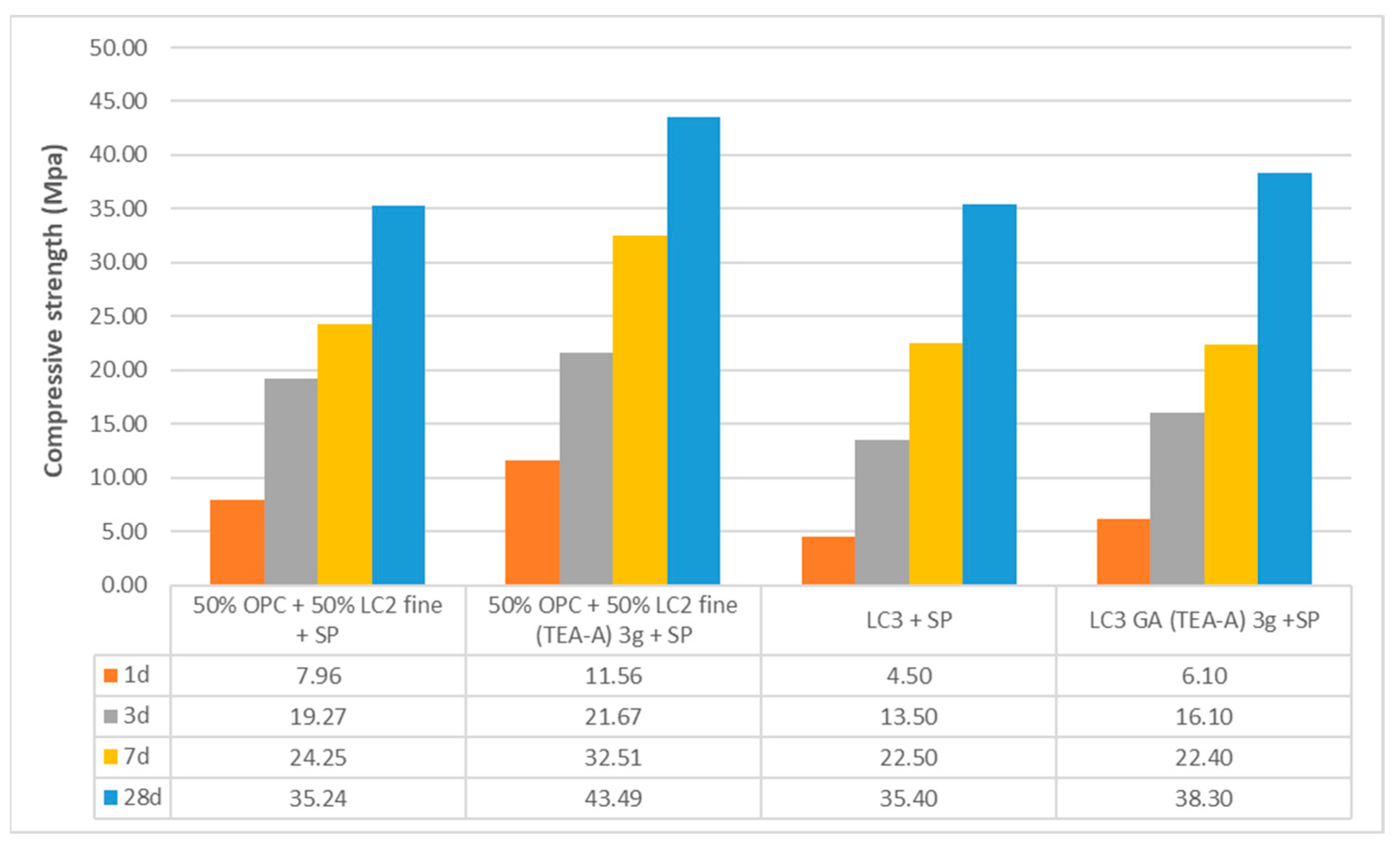
- Co-grinding clinker with the blend of calcined clay and limestone increases water demand and lowers strength. The agglomeration and coating by the calcined clay particles prevent clinker grains to be finely ground. Grinding calcined clay and limestone separately brings about better results. The mineral addition LC2 can replace up to 50% of OPC for a similar performance.
- The use of grinding aids of the family TEA brings about improvement in the performance of LC3 cement produced via co-grinding, but also separate grinding. The grinding aid reduces agglomeration and coating and enhances the alumina containing phases reactions. Even a small dosage of the grinding aid has a positive impact.
- The best performance was observed in the blend 50% OPC + 50% LC2, with grinding aids.
- The content of calcined clay brings about a higher water demand at fresh state but favors a higher compressive strength in hardened state. Further, calcined clays increase water retention, and decrease trapped air in concrete, with a direct contribution to reduce total porosity of the matrix.
- If calcined clay is blended with other pozzolans the performance of the system is compromised. It could be since calcined clay consumes all calcium hydroxide in the system at early ages, and there will not be enough Portlandite for the reaction of other pozzolans in the mixture.
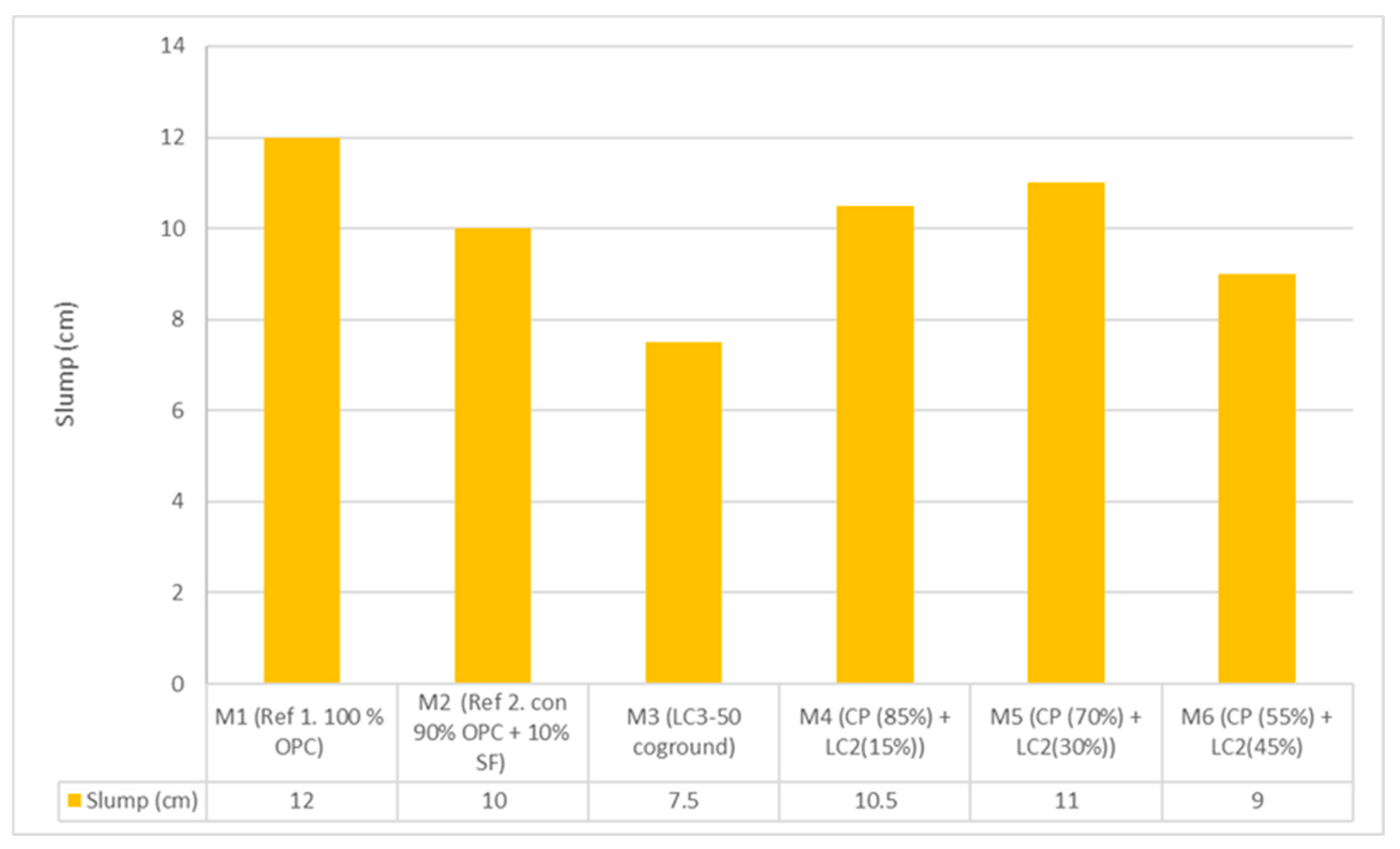
- The use of cements with calcined clays in different proportions in the manufacture of concrete ratifies the high water demand and the need to increase the addition of superplasticizers, but the slump obtained in all cases meet the requirements established in the standards. The best options are to produce LC3-50 cement with 50% clinker by inter grinding, or to mix 70% Portland cement with 30% LC2.
- The concretes produced with calcined clay cements reach high compressive strength values at all ages, and exceed the design strength, except for sample M6 with 34% clinker. The best results are obtained with LC3-50 cement with 50% clinker by co-grinding.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Berriel, S.S.; Favier, A.; Domínguez, E.R.; Machado, I.S.; Heierli, U.; Scrivener, K.; Hernández, F.M.; Habert, G. Assessing the environmental and economic potential of Limestone Calcined Clay Cement in Cuba. J. Clean. Prod. 2016, 124, 361–369. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production-present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Cancio, Y.; Berriel, S.S.; Heierli, U.; Favier, A.R.; Machado, I.R.S.; Scrivener, K.L.; Hernández, J.F.M.; Habert, G. Limestone calcined clay cement as a low-carbon solution to meet expanding cement demand in emerging economies. Dev. Eng. J. 2017, 2, 82–91. [Google Scholar] [CrossRef]
- Gettu, R.; Patel, A.; Rathi, V.; Prakasan, S.; Basavaraj, A.; Maity, S. Sustainability Assessment of Cements and Concretes in the Indian Context: Influence of Supplementary Cementitious Materials. In Proceedings of the Fourth International Conference on Sustainable Construction Materials and Technologies, Las Vegas, NV, USA, 7–11 August 2016. [Google Scholar]
- Nazari, A.; Sanjayan, J.G. Handbook of Low Carbon Concrete; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Badogiannis, E.; Tsivilis, S. Exploitation of poor Greek kaolins: Durability of metakaolin concrete. Cem. Concr. Compos. 2009, 31, 128–133. [Google Scholar] [CrossRef]
- Baghban, M.H.; Mahjoub, R. Natural Kenaf Fiber and LC 3 Binder for Sustainable Fiber-Reinforced Cementitious Composite: A Review. Appl. Sci. 2020, 10, 357. [Google Scholar] [CrossRef]
- Almenares, R.S.; Vizcaíno, L.M.; Damas, S.; Mathieu, A.; Alujas, A.; Martirena, F. Case Studies in Construction Materials Industrial calcination of kaolinitic clays to make reactive pozzolans. Case Stud. Constr. Mater. 2017, 6, 225–232. [Google Scholar] [CrossRef]
- Ilić, B.; Radonjanin, V.; Malešev, M.; Zdujić, M.; Mitrović, A. Effects of mechanical and thermal activation on pozzolanic activity of kaolin containing mica. Appl. Clay Sci. 2016, 123, 173–181. [Google Scholar] [CrossRef]
- Hollanders, S.; Adriaens, R.; Skibsted, J.; Cizer, Ö.; Elsen, J. Pozzolanic reactivity of pure calcined clays. Appl. Clay Sci. 2016, 132–133, 552–560. [Google Scholar] [CrossRef]
- Antoni, M.; Rossen, J.; Martirena, F.; Scrivener, K. Cement substitution by a combination of metakaolin and limestone. Cem. Concr. Res. 2012, 42, 1579–1589. [Google Scholar] [CrossRef]
- Scrivener, K.L. Options for the future of cement. Indian Concr. J. 2014, 88, 11–21. [Google Scholar]
- Fernandez, R.; Martirena, F.; Scrivener, K.L. The origin of the pozzolanic activity of calcined clay minerals: A comparison between kaolinite, illite and montmorillonite. Cement and Concrete Research. Cem. Concr. Res. 2011, 41, 113–122. [Google Scholar] [CrossRef]
- Alujas, A.; Fernández, R.; Quintana, R.; Scrivener, K.L.; Martirena, F. Pozzolanic reactivity of low grade kaolinitic clays: Influence of calcination temperature and impact of calcination products on OPC hydration. Appl. Clay Sci. 2015, 108, 94–101. [Google Scholar] [CrossRef]
- Favier, A.; Zunino, F.; Katrantzis, I.; Scrivener, K. The effect of limestone on the performance of ternary blended cement LC3: Limestone, calcined clays and cement. In Calcined Clays for Sustainable Concrete; RILEM Bookseries; Springer: Berlin/Heidelberg, Germany, 2018; Volume 16, pp. 170–175. [Google Scholar] [CrossRef]
- Bishnoi, S.; Maity, S.; Mallik, A.; Joseph, S.; Krishnan, S. Pilot scale manufacture of limestone calcined clay cement: The Indian experience. Indian Concr. J. 2014, 88, 22–28. [Google Scholar]
- Rocha, D.; Almenares, R.; Sanchez, S.; Alujas, A.; Martirena, F. Standardization strategy of low carbon cement in cuba. Case study for “siguaney” cement factory. In Calcined Clays for Sustainable Concrete; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Martirena, F.; Scrivener, K. Low Carbon Cement LC 3 in Cuba: Ways to Achieve a Sustainable Growth of Cement Production Identification of Suitable Clay Deposits. In Calcined Clays for Sustainable Concrete; Springer: Berlin/Heidelberg, Germany, 2018; pp. 3–6. [Google Scholar]
- Scrivener, K.; Avet, F.; Maraghechi, H.; Zunino, F.; Ston, J.; Hanpongpun, W.; Favier, A. Impacting factors and properties of limestone calcined clay cements (LC3). Green Mater. 2019, 7, 3–14. [Google Scholar] [CrossRef]
- Weerdt, K.D. Sintef Report: Advanced Cementing Materials. Separate Grinding Versus Intergringing. 2007, p. 30. Available online: https://www.sintef.no/globalassets/sintef-byggforsk/coin/sintef-reports/sbf-bk-a07022_separate-grinding-versus-intergrinding.pdf (accessed on 5 September 2022).
- Sohoni, S. The effect of grinding aids on the fine grinding of limestone, and Portland cement clinker. Powder Technol. 1991, 67, 277–286. [Google Scholar] [CrossRef]
- Carrasco, M.F.; Menéndez, G.; Bonavetti, V.; Irassar, E.F. Strength optimization of ‘tailor-made cement’ with limestone filler and blast furnace slag. Cem. Concr. Res. 2005, 35, 1324–1331. [Google Scholar] [CrossRef]
- Ghiasvand, E.; Ramezanianpour, A.A.; Ramezanianpour, A.M. Influence of grinding method and particle size distribution on the properties of Portland-limestone cements. Mater. Struct. 2013, 48, 1273–1283. [Google Scholar] [CrossRef]
- Irassar, E.F.; Violini, D.; Rahhal, V.F.; Milanesi, C.; Trezza, M.A.; Bonavetti, V.L. Influence of limestone content, gypsum content and fineness on early age properties of Portland limestone cement produced by inter-grinding. Cem. Concr. Compos. 2011, 33, 192–200. [Google Scholar] [CrossRef]
- Provis, J.L.; Duxson, P.; van Deventer, J.S. The role of particle technology in developing sustainable construction materials. Adv. Powder Technol. 2010, 21, 2–7. [Google Scholar] [CrossRef]
- Alonso, M.M.; Martínez-Gaitero, R.; Gismera-Diez, S.; Puertas, F. PCE and BNS admixture adsorption in sands with different composition and particle size distribution. Mater. Construcción 2017, 67, 121. [Google Scholar] [CrossRef]
- Zunino, F.; Scrivener, K. Assessing the effect of alkanolamine grinding aids in limestone calcined clay cements hydration. Constr. Build. Mater. 2020, 266, 121293. [Google Scholar] [CrossRef]
- Assaad, J.J.; Issa, C.A. Research Effect of clinker grinding aids on fl ow of cement-based materials. Cem. Concr. Res. 2014, 63, 1–11. [Google Scholar] [CrossRef]
- Andres, L.M.V.; Antoni, M.G.; Hernandez, J.F.M.; Diaz, A.A.; Scrivener, K.L. Effect of fineness in clinker-calcined clays-limestone cements. Adv. Cem. Res. 2015, 27, 546–556. [Google Scholar] [CrossRef]
- Shakhova, L.; Luginina, I.G.; Cherkasov, R. Intensification of Cement Grinding with Apply Grinding Aids with Modify Effect. Mod. Appl. Sci. 2014, 8, 296–305. [Google Scholar] [CrossRef]
- Revuelta, D.; Luco, l.F.; Dorrego, F.; Luxan, M.P. Influencia de los aditivos de molienda de Clinker en las características intrínsecas del cemento y en el comportamiento de morteros. Mater. Construcción 2003, 53, 271–272. [Google Scholar]
- Katsioti, M.; Tsakiridis, P.E.; Giannatos, P.; Tsibouki, Z.; Marinos, J. Characterization of various cement grinding aids and their impact on grindability and cement performance. Constr. Build. Mater. 2009, 23, 1954–1959. [Google Scholar] [CrossRef]
- Schneider, H. Sobre el empleo de aditivos de moliendo en lo molturoción de cemento. Mater. Constr. 1970, 20, 193–201. [Google Scholar] [CrossRef]
- NTE INEN 697; Áridos. Determinación del Material más fino que pasa el tamiz con aberturas de 75 um (No. 200), mediante lavado. Instituto ecuatoriano de normalización: Quito, Ecuador, 2010.
- NTE INEN 856; Áridos. Determinación de la densidad, densidad relativa (Gravedad específica) y absorción del árido fino. Instituto ecuatoriano de normalización: Quito, Ecuador, 2010.
- NTE INEN 857; Áridos. Determinación de la densidad, densidad relativa (Gravedad específica) y absorción del árido grueso. Instituto ecuatoriano de normalización: Quito, Eciuador, 2010.
- NTE INEN 858; Áridos. Determinación de la masa unitaria (peso volumétrico) y el porcentaje de vacíos. Instituto ecuatoriano de normalización: Quito, Ecuador, 2010.
- NTE INEN 862; Áridos para hormigón. Determinación del contenido total de humedad. Instituto ecuatoriano de normalización: Quito, Ecuador, 2011.
- NTE INEN-696; Áridos. Análisis granulométrico en los áridos, fino y grueso. Instituto ecuatoriano de normalización: Quito, Ecuado, 2011.
- Zunino, F.; Scrivener, K. The influence of the filler effect on the sulfate requirement of blended cements. Cem. Concr. Res. 2019, 126, 105918. [Google Scholar] [CrossRef]
- Dhandapani, Y.; Santhanam, M. Investigation on the microstructure-related characteristics to elucidate performance of composite cement with limestone-calcined clay combination. Cem. Concr. Res. 2020, 129, 105959. [Google Scholar] [CrossRef]
- Georget, F.; Lothenbach, B.; Wilson, W.; Zunino, F.; Scrivener, K.L. Cement and Concrete Research Stability of hemicarbonate under cement paste-like conditions. Cem. Concr. Res. 2022, 153, 106692. [Google Scholar] [CrossRef]
- Cassagnabère, F.; Diederich, P.; Mouret, M.; Escadeillas, G.; Lachemi, M. Impact of metakaolin characteristics on the rheological properties of mortar in the fresh state. Cem. Concr. Compos. 2013, 37, 95–107. [Google Scholar] [CrossRef]
- Kadri, E.H.; Kenai, S.; Ezziane, K.; Siddique, R.; de Schutter, G. Influence of metakaolin and silica fume on the heat of hydration and compressive strength development of mortar. Appl. Clay Sci. 2011, 53, 704–708. [Google Scholar] [CrossRef]
- Yanguatin, H.; Tobón, J.; Ramírez, J. Pozzolanic reactivity of kaolin clays, a review Pozzolanic reactivity of kaolin clays, a review Reactividad puzolánica de arcillas caoliníticas, una revisión. Ing. Constr. 2017, 21, 13–24. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | CaO | SiO2 | Al2O3 | SO3 | Fe2O3 | MgO | NaO2 | K2O | TiO2 | CaCO3 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Clay | 1.65 | 43.4 | 25.78 | 0.24 | 12.11 | 0.64 | 0.33 | 0.25 | 1.07 | 21.2 | |
| Gypsum | 35.6 | 2.51 | 0.67 | 40.03 | 0.35 | 0.25 | 0.46 | 0.1 | 0.01 | ||
| Limestone | 5.39 | 94.61 | |||||||||
| Clinker | 61.43 | 19.34 | 3.75 | 0.73 | 2.64 | 1.12 | 0.80 | 0.40 |
| Designation | TEA-A |
|---|---|
| Dosage | 0.03% to 0.06% in relation to the weight of the cement. |
| Active Principle | Mixture of alkanolamines and triethanolamine |
| Samples | Dv10% | Dv50% | Dv90% | Clinker% | Blaine cm2/g |
|---|---|---|---|---|---|
| Portland Cement | 1.02 | 13.94 | 46.49 | 67 | 4830.79 |
| LC3-50 | 0.60 | 4.60 | 28.98 | 47 | 11,546.10 |
| 15% LC2 + 85% Portland Cement | 0.90 | 12.56 | 46.77 | 57 | 5836.61 |
| 30% LC2 + 70% Portland Cement | 0.80 | 9.64 | 45.13 | 47 | 6732.89 |
| 45% LC2 + 55% Portland Cement | 0.74 | 7.62 | 42.45 | 37 | 8040.20 |
| Materials | Clinker | Clay | LS | Gypsum | Total | Naequiv | SO3 |
|---|---|---|---|---|---|---|---|
| Portland Cement | 47.00% | 0.00% | 0.00% | 3.00% | 50.00% | 0.43 | 1.20% |
| LC2 2:1 | 0.00% | 31.50% | 15.00% | 3.500% | 50.00% | 0.77 | 1.40% |
| LC3-50 2:1 | 47.00% | 31.50% | 15.00% | 6.50% | 100.00% | 0.60 | 2.60% |
| Mix Design | OPC (kg) | LC3-50 (kg) | SF (kg) | LC2 (kg) | FA (kg) | CA (kg) | Water (L) | w/c | % SP |
|---|---|---|---|---|---|---|---|---|---|
| M1 ([1] 100% OPC) | 496 | 858 | 903.5 | 157 | 0.32 | 0.85 | |||
| M2 ([2] 90% OPC + 10% SF) | 446.4 | 49.6 | 858 | 903.5 | 161 | 0.32 | 1 | ||
| M3 (LC3-50 co-ground) | 496 | 858 | 903.5 | 169.9 | 0.34 | 2 | |||
| M4 (OPC (85%) + LC2 (15%)) | 421.63 | 74.38 | 858 | 903.5 | 155.5 | 0.31 | 1 | ||
| M5 (CP (70%) + LC2 (30%)) | 347.25 | 148.75 | 858 | 903.5 | 158.6 | 0.32 | 1.3 | ||
| M6 (CP (55%) + LC2 (45%)) | 272.75 | 223.25 | 858 | 903.5 | 163.6 | 0.33 | 1.5 |
| Series | Dv10% | Dv50% | Dv90% | Blaine cm2/g |
|---|---|---|---|---|
| OPC pure lab | 0.69 | 7.76 | 33.72 | 5407.2 |
| LC2 very fine | 0.59 | 4.05 | 28.76 | 9308.1 |
| LC3 very fine | 0.59 | 4.83 | 34.99 | 11,476.20 |
| 50% OPC + 50% LC2 very fine | 0.68 | 6.36 | 39.13 | 11,156.2 |
| Material | w/c | Spread mm |
|---|---|---|
| OPC lab | 0.65 | 128.82 |
| LC3 co-ground | 0.65 | 75.69 |
| LC2 very fine + CP | 0.65 | 85.43 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garces-Vargas, J.F.; Díaz-Cardenas, Y.; Zunino, F.; Ribalta-Quesada, J.; Scrivener, K.; Martirena, F. The Challenge of Grinding Ternary Blends Containing Calcined Clays and Limestone. Minerals 2022, 12, 1170. https://doi.org/10.3390/min12091170
Garces-Vargas JF, Díaz-Cardenas Y, Zunino F, Ribalta-Quesada J, Scrivener K, Martirena F. The Challenge of Grinding Ternary Blends Containing Calcined Clays and Limestone. Minerals. 2022; 12(9):1170. https://doi.org/10.3390/min12091170
Chicago/Turabian StyleGarces-Vargas, Juan Francisco, Yosvany Díaz-Cardenas, Franco Zunino, Juan Ribalta-Quesada, Karen Scrivener, and Fernando Martirena. 2022. "The Challenge of Grinding Ternary Blends Containing Calcined Clays and Limestone" Minerals 12, no. 9: 1170. https://doi.org/10.3390/min12091170