
Mineralogical Properties of the Copper Slags from the SarCheshmeh Smelter Plant, Iran, in View of Value Recovery
Abstract
:1. Introduction
2. Materials and Methods
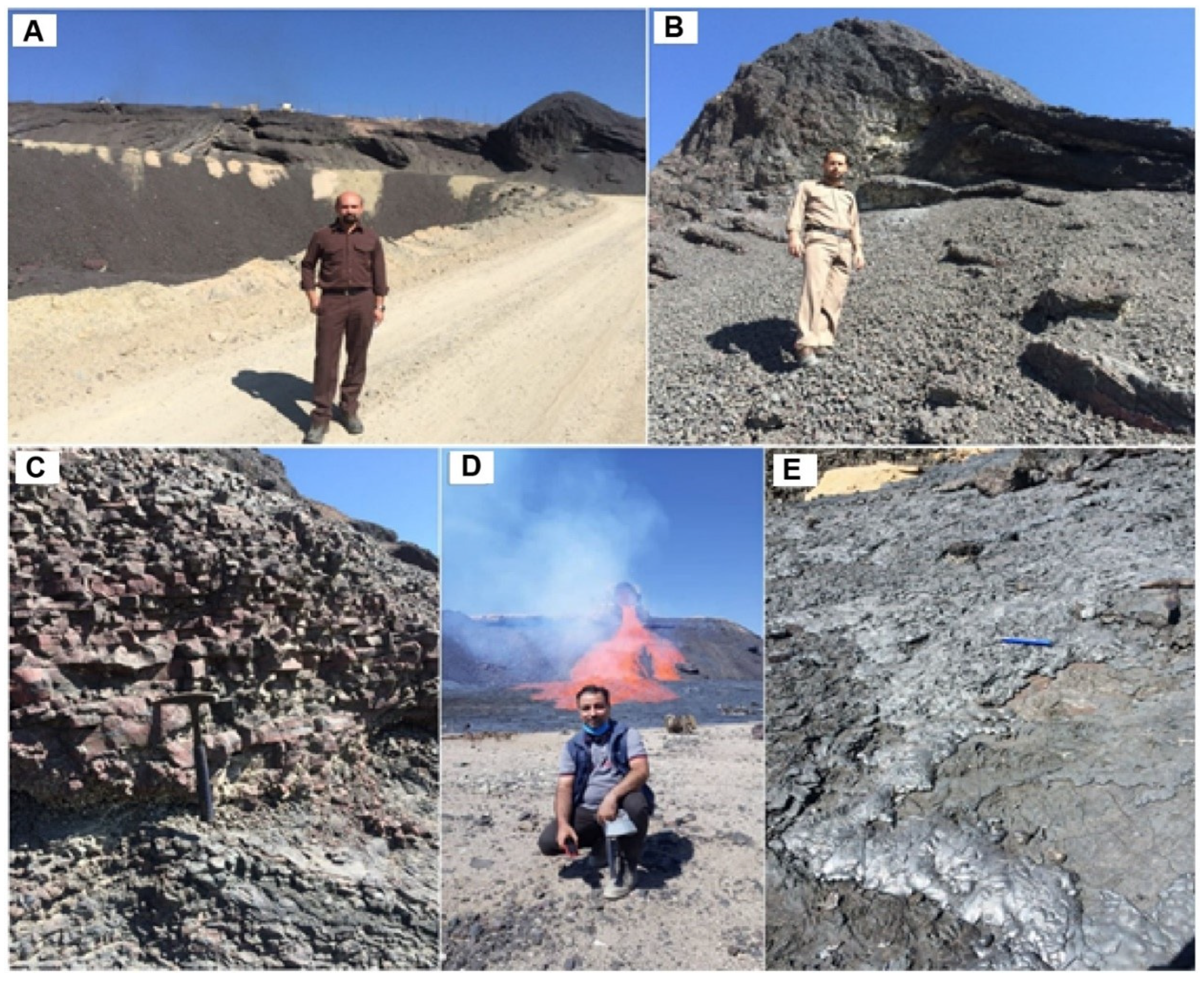
2.1. Sampling and Sample Preparation
2.2. Analytical Methods
3. Results
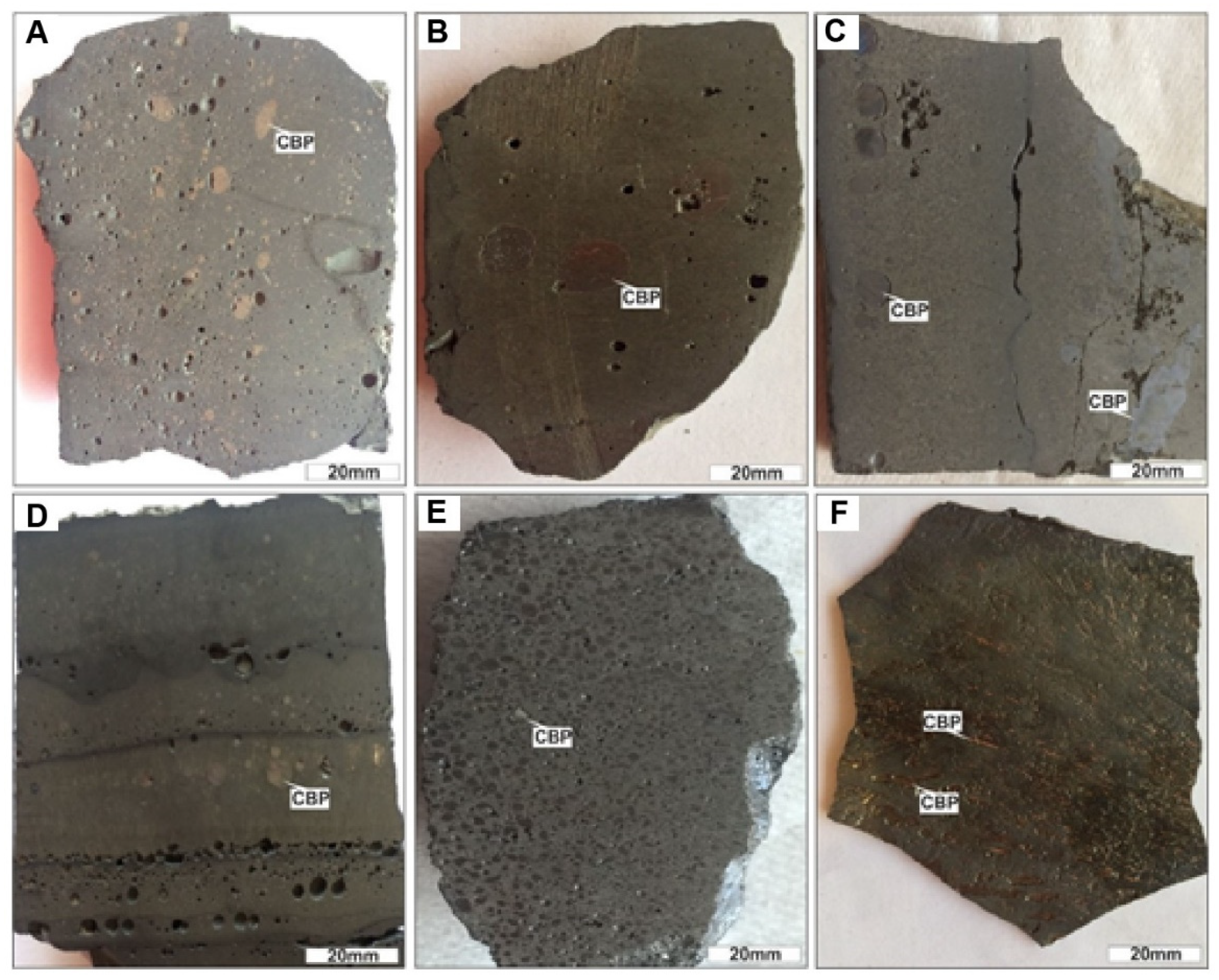
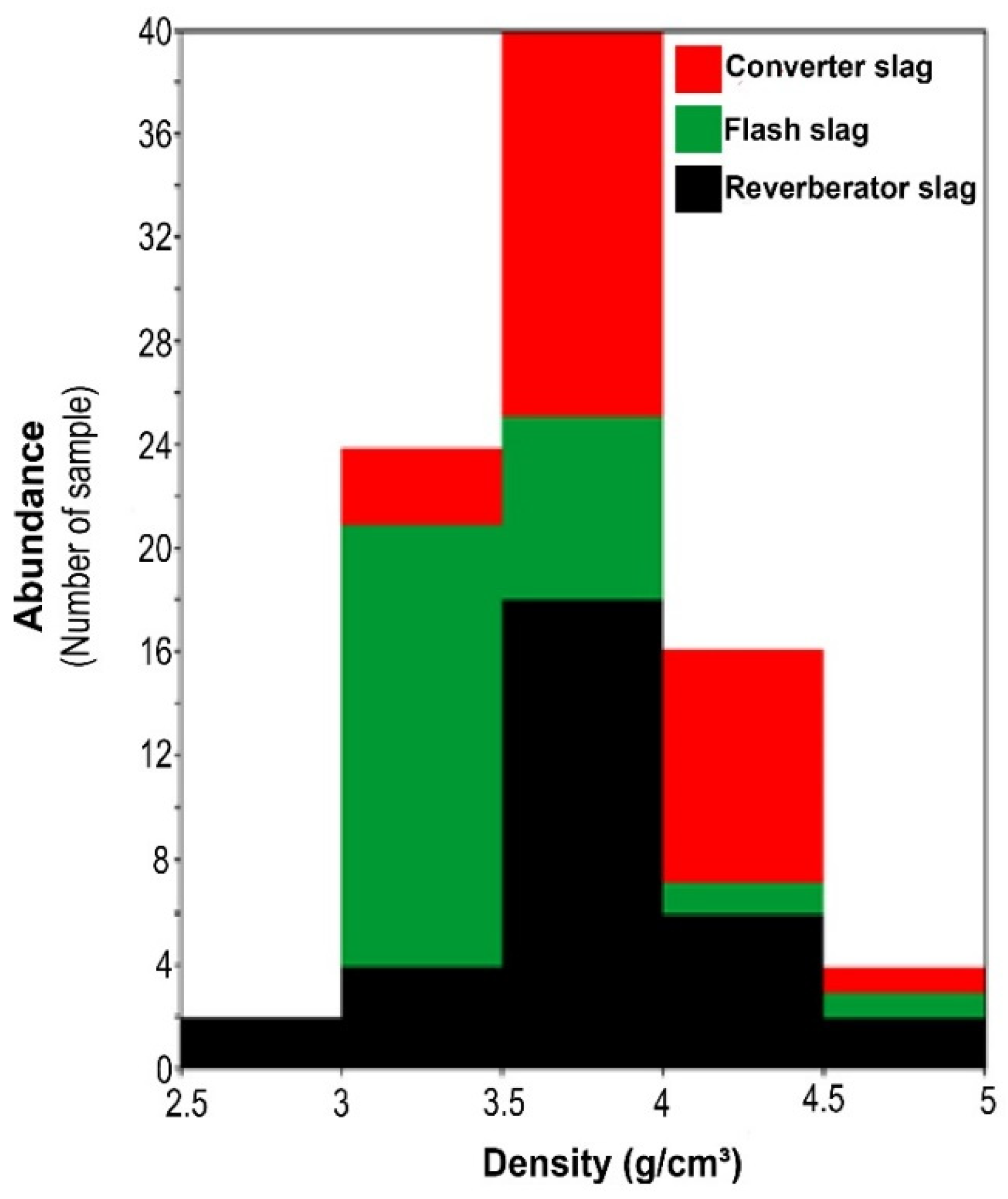
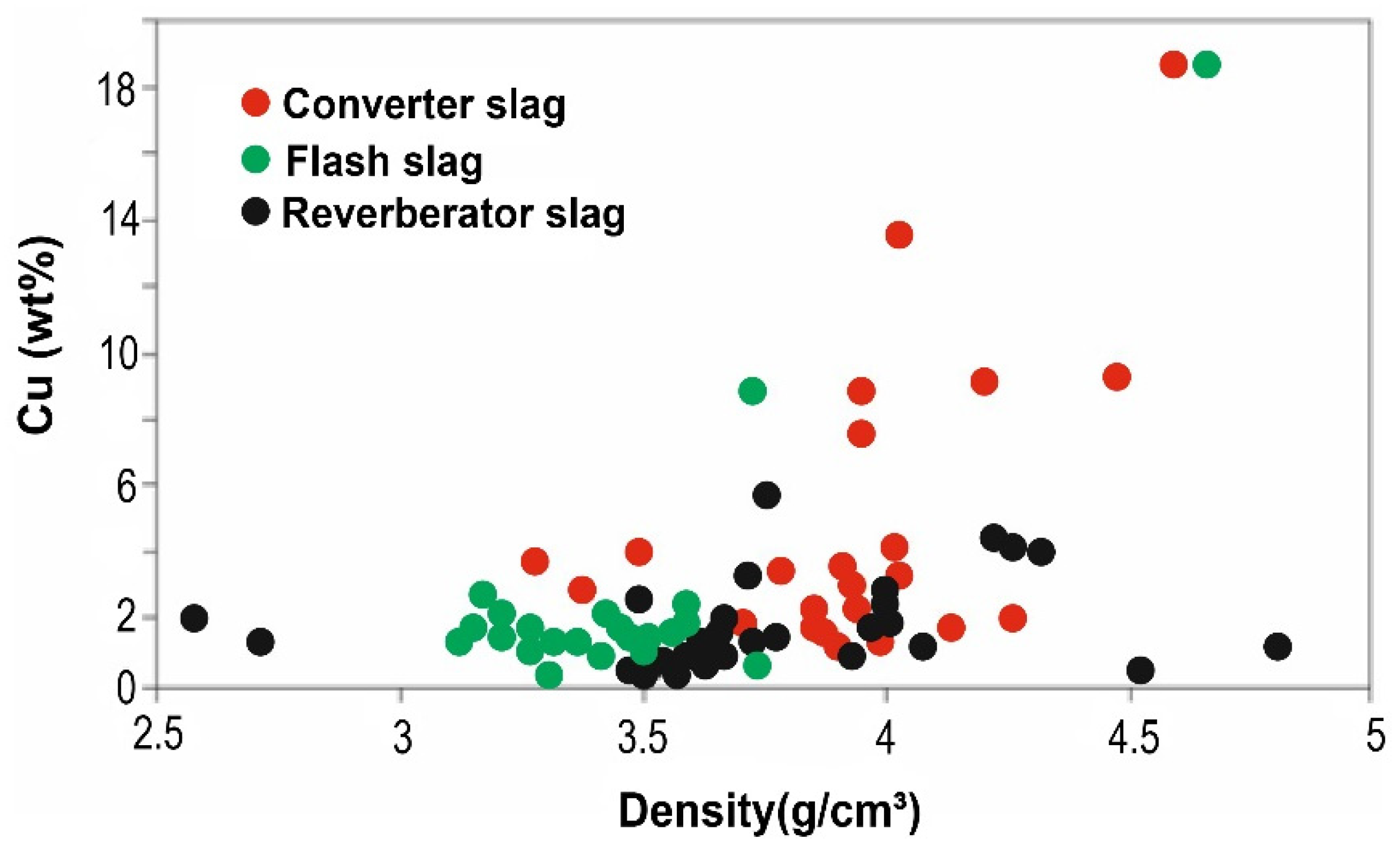
3.1. Physical Properties
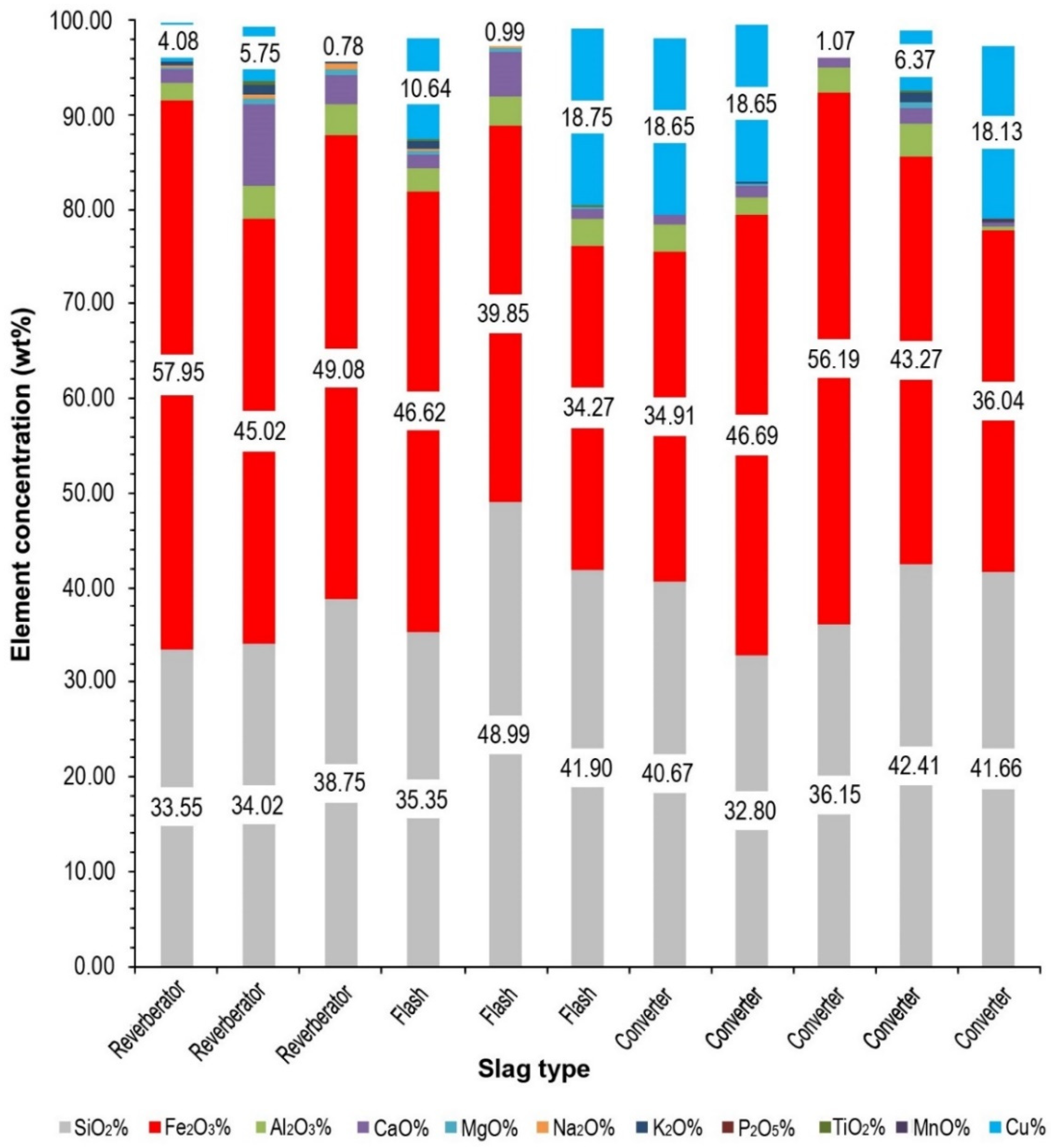
3.2. The Bulk Chemistry
3.3. Mineralogical Composition
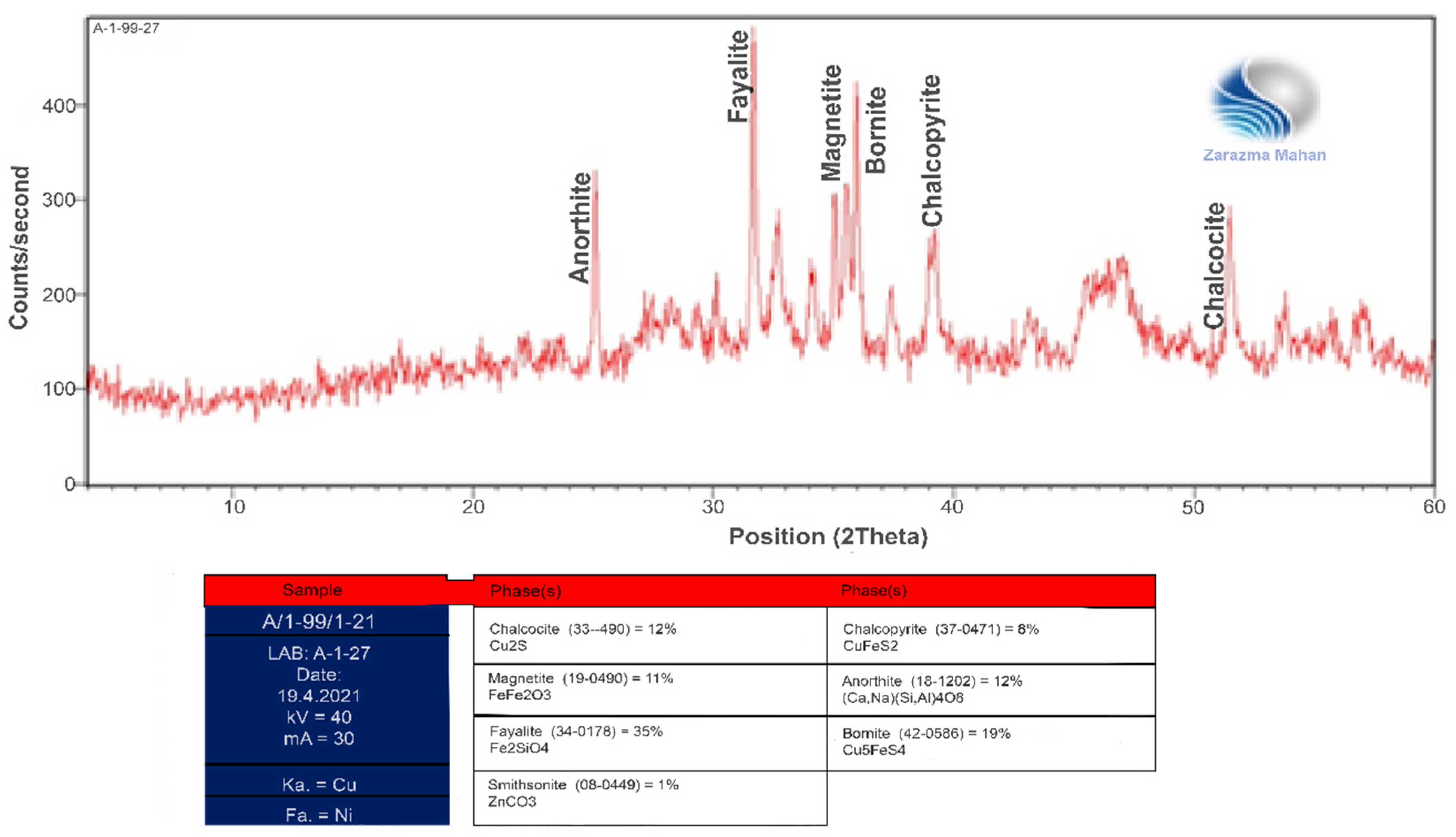
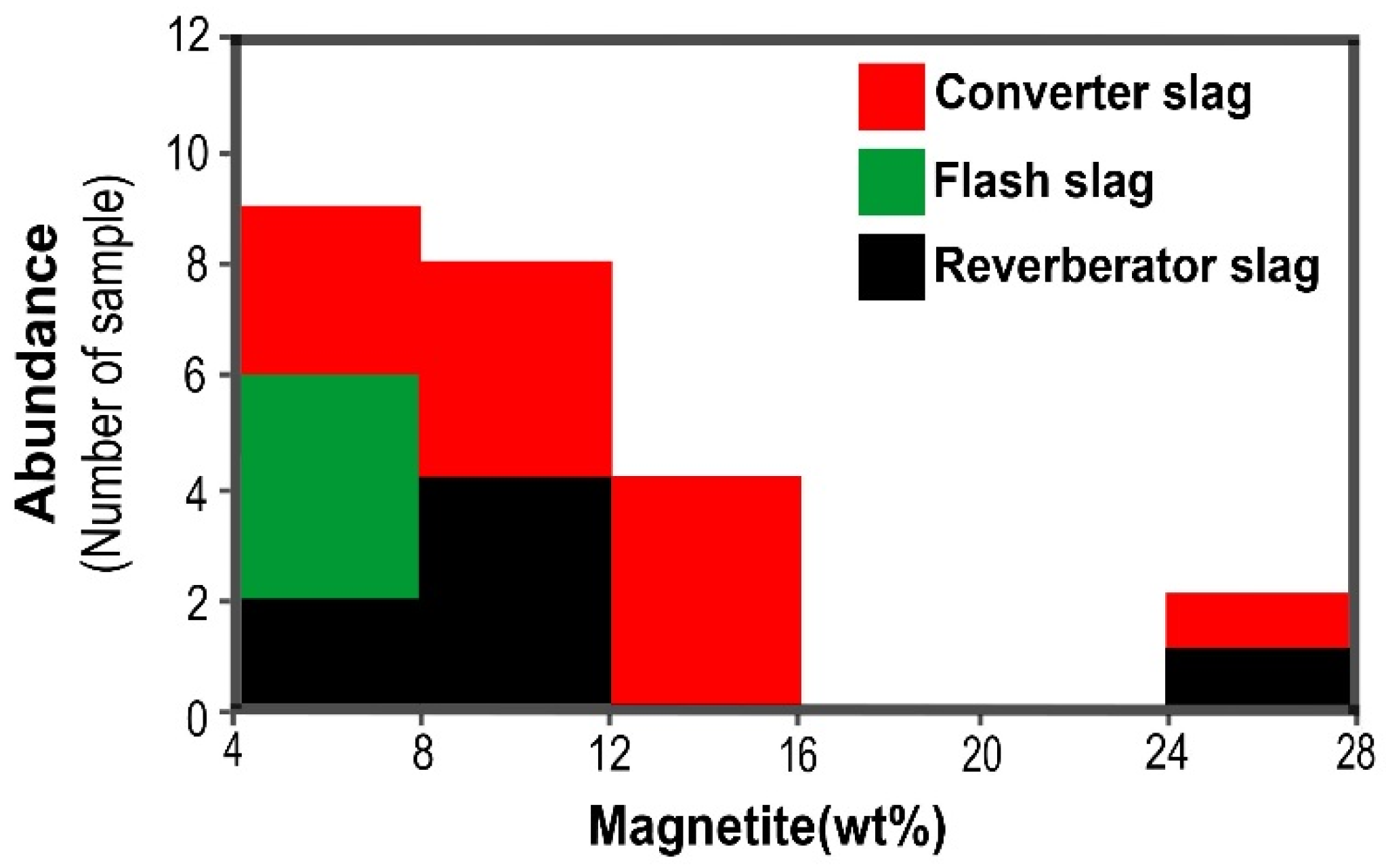
3.3.1. Bulk Mineralogy
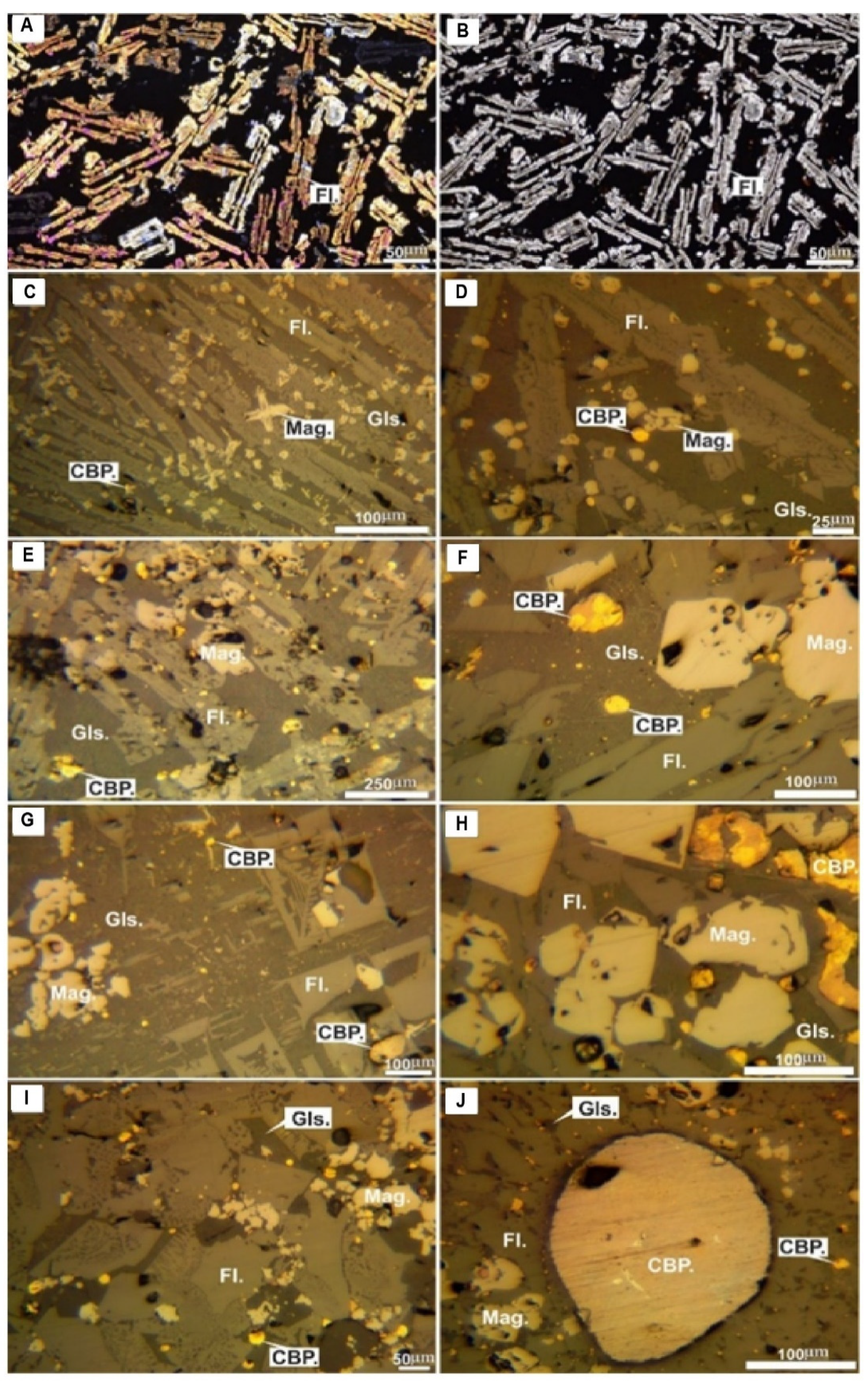
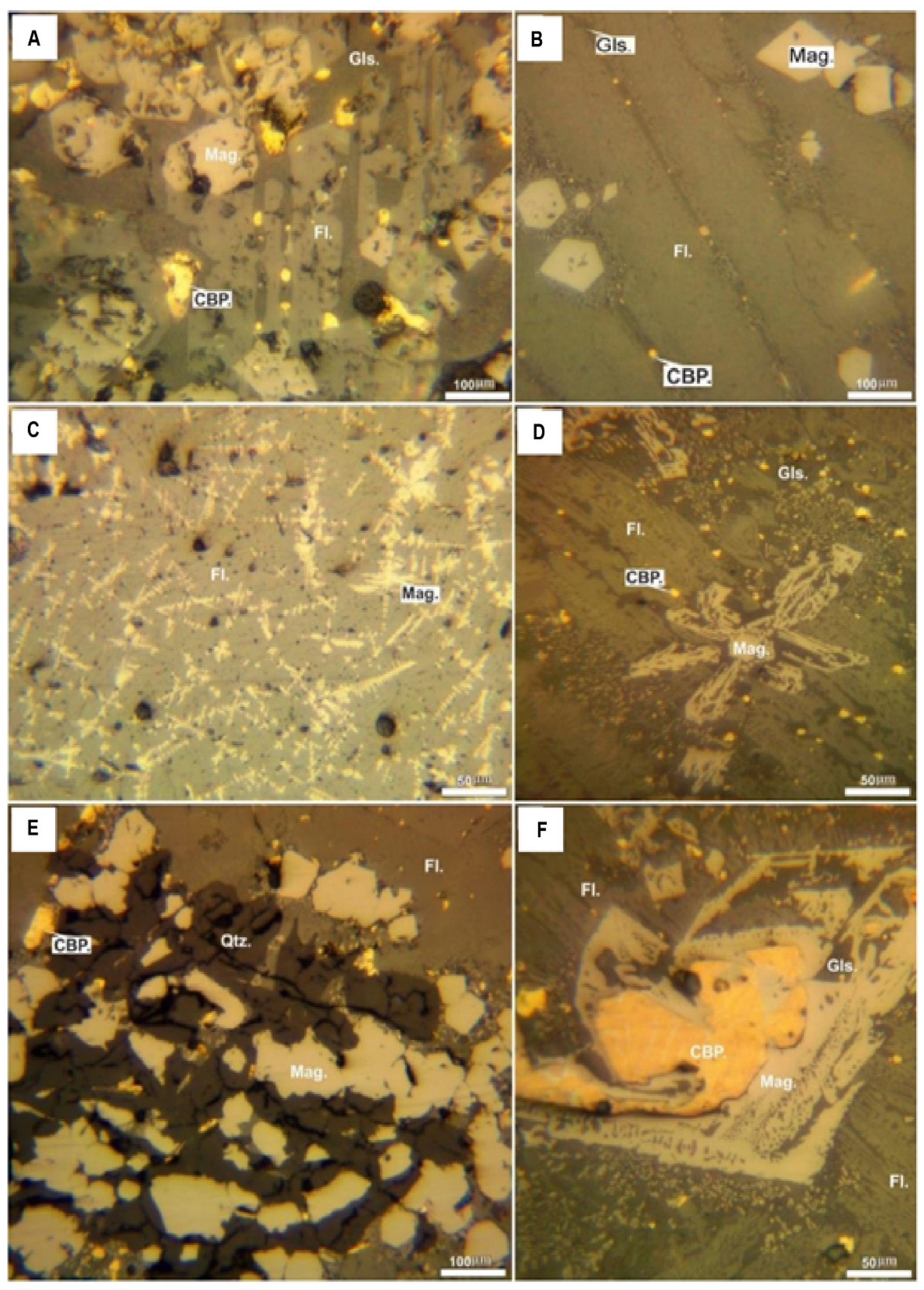
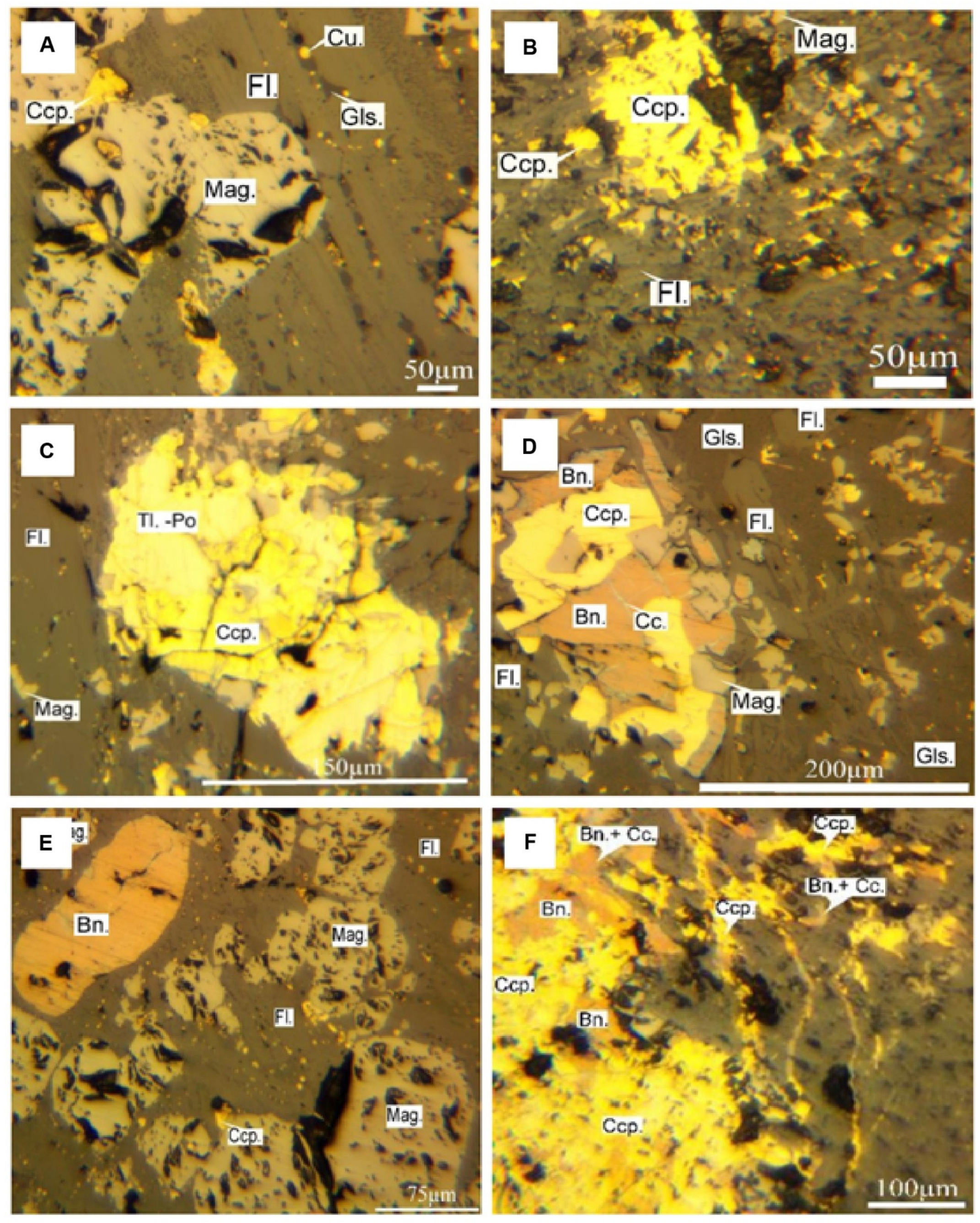
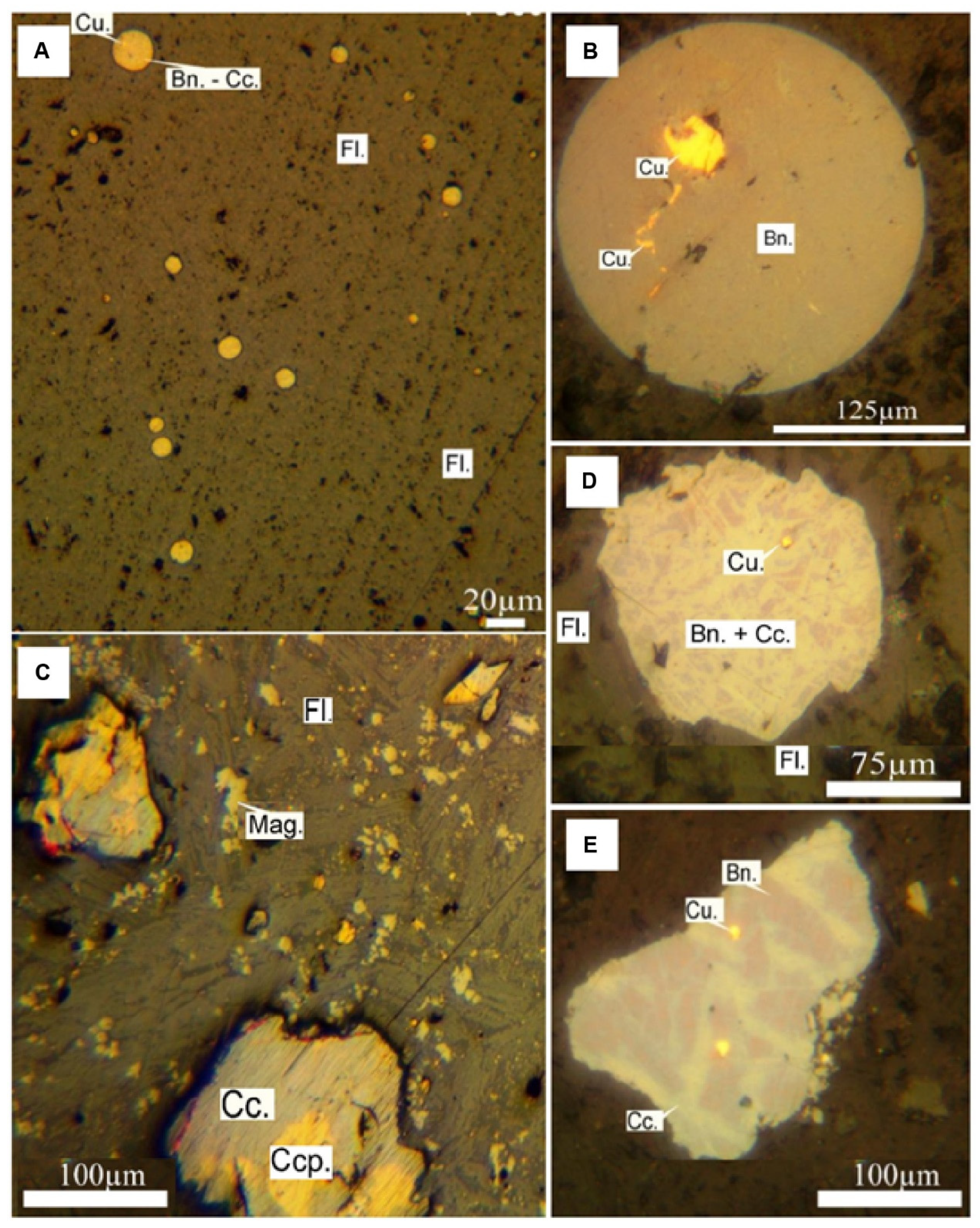
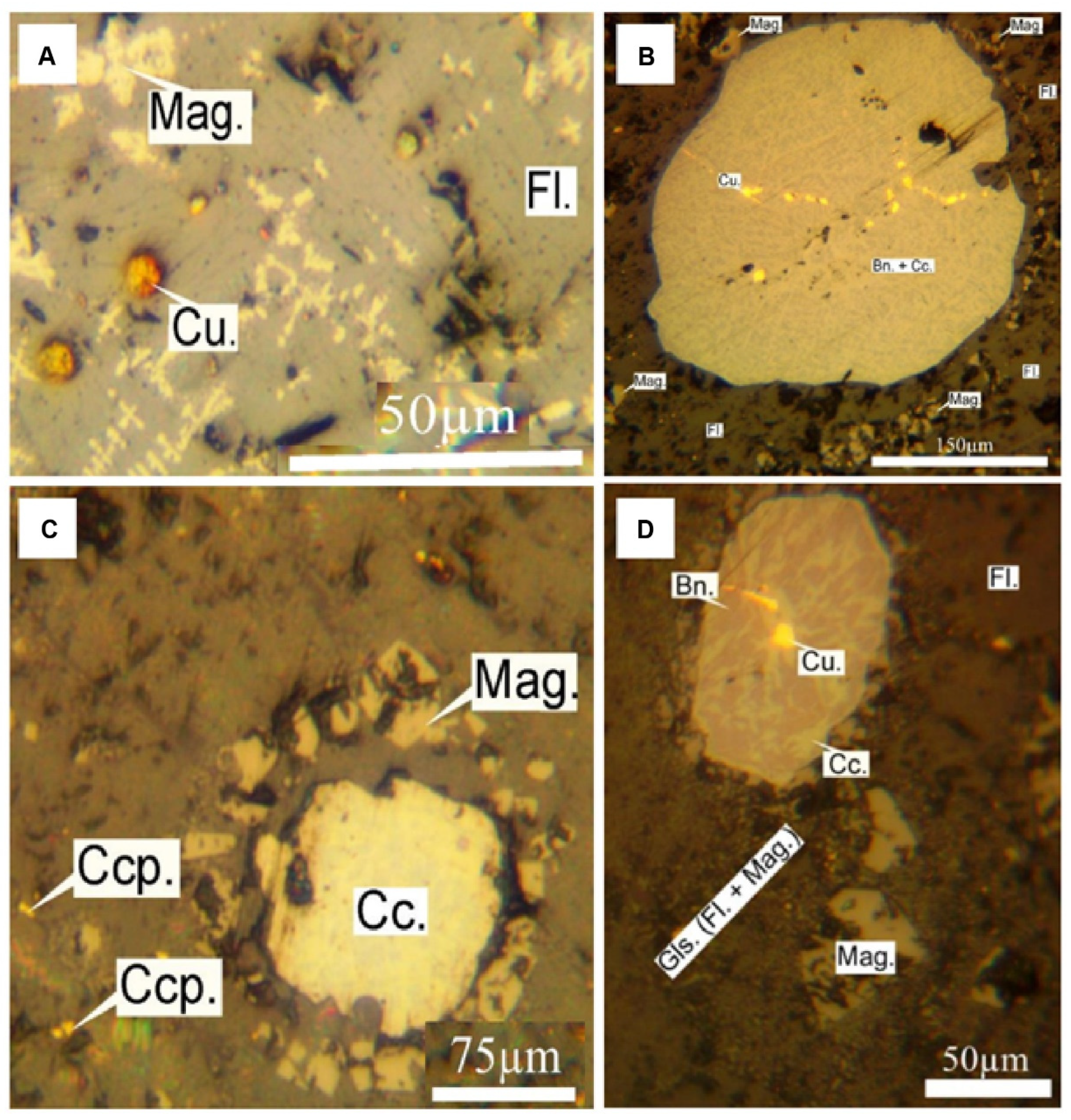
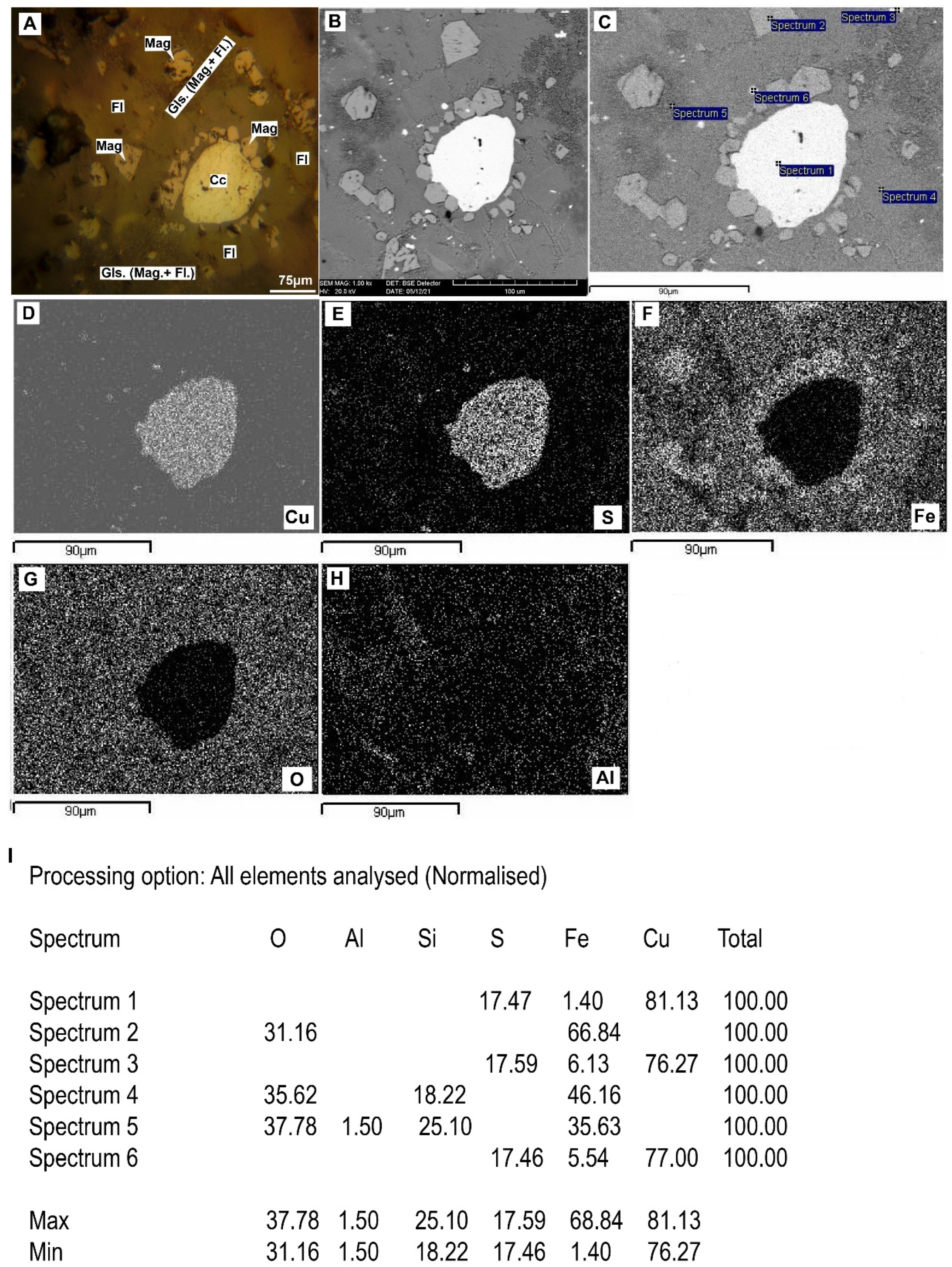
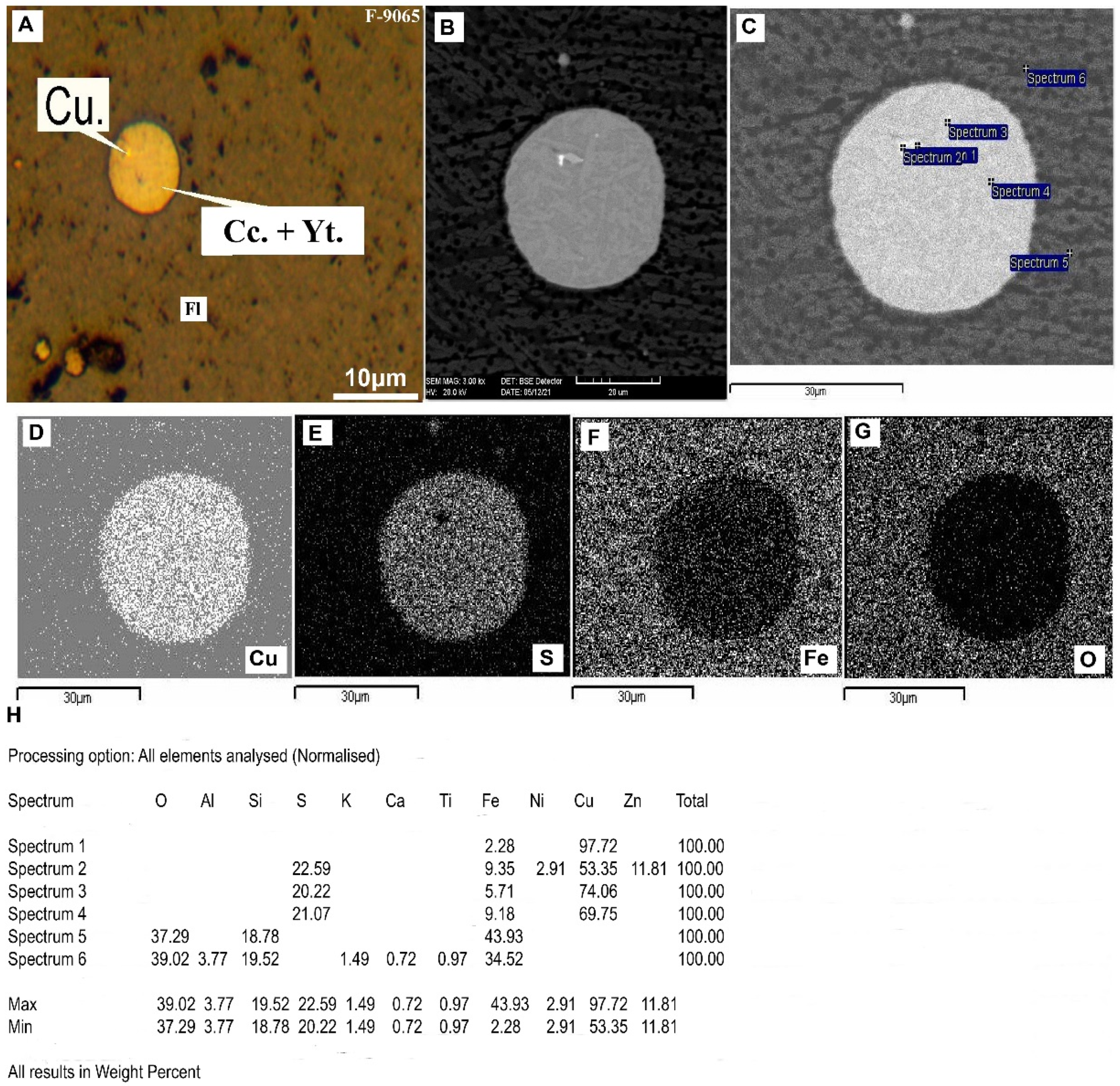
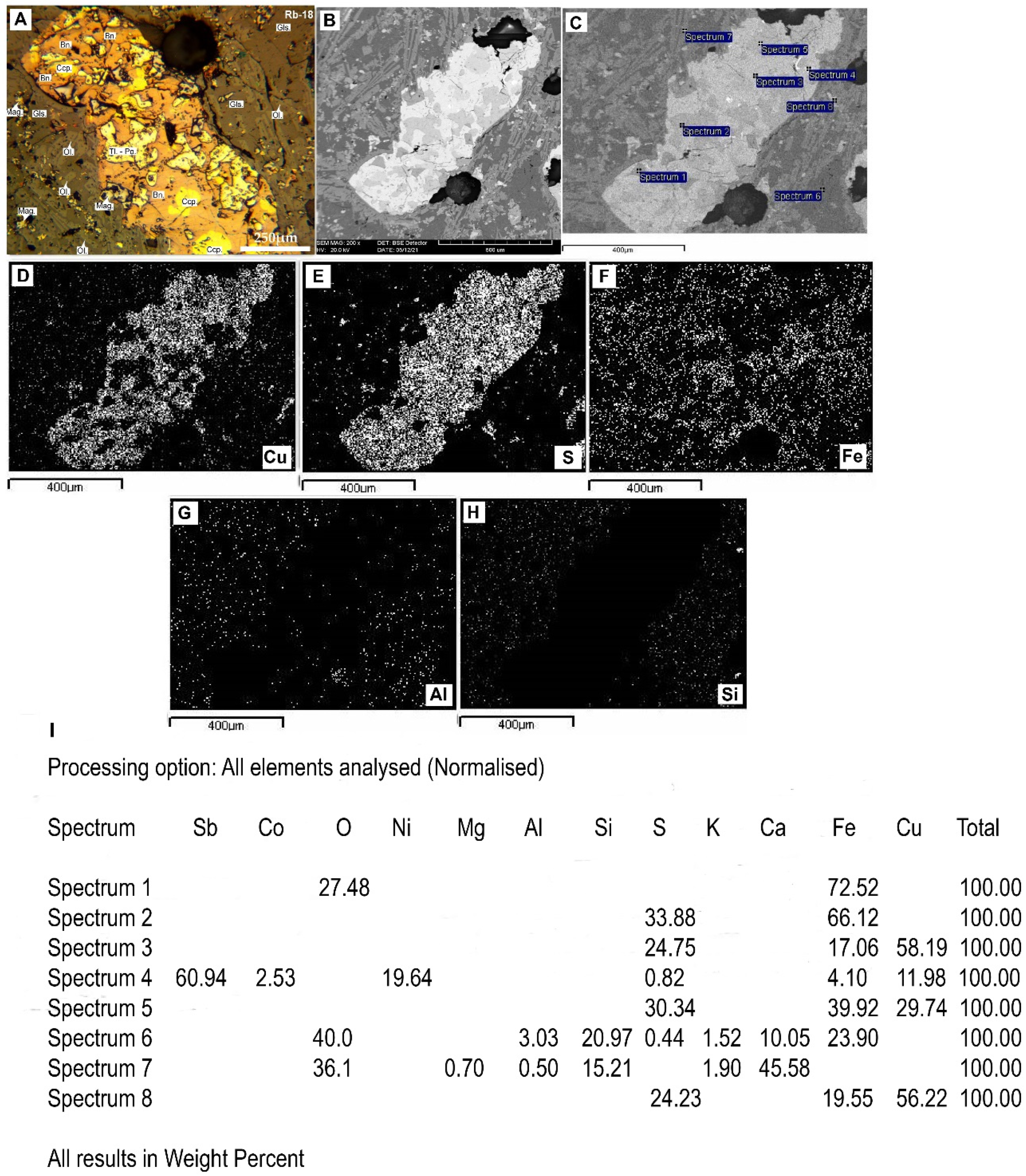
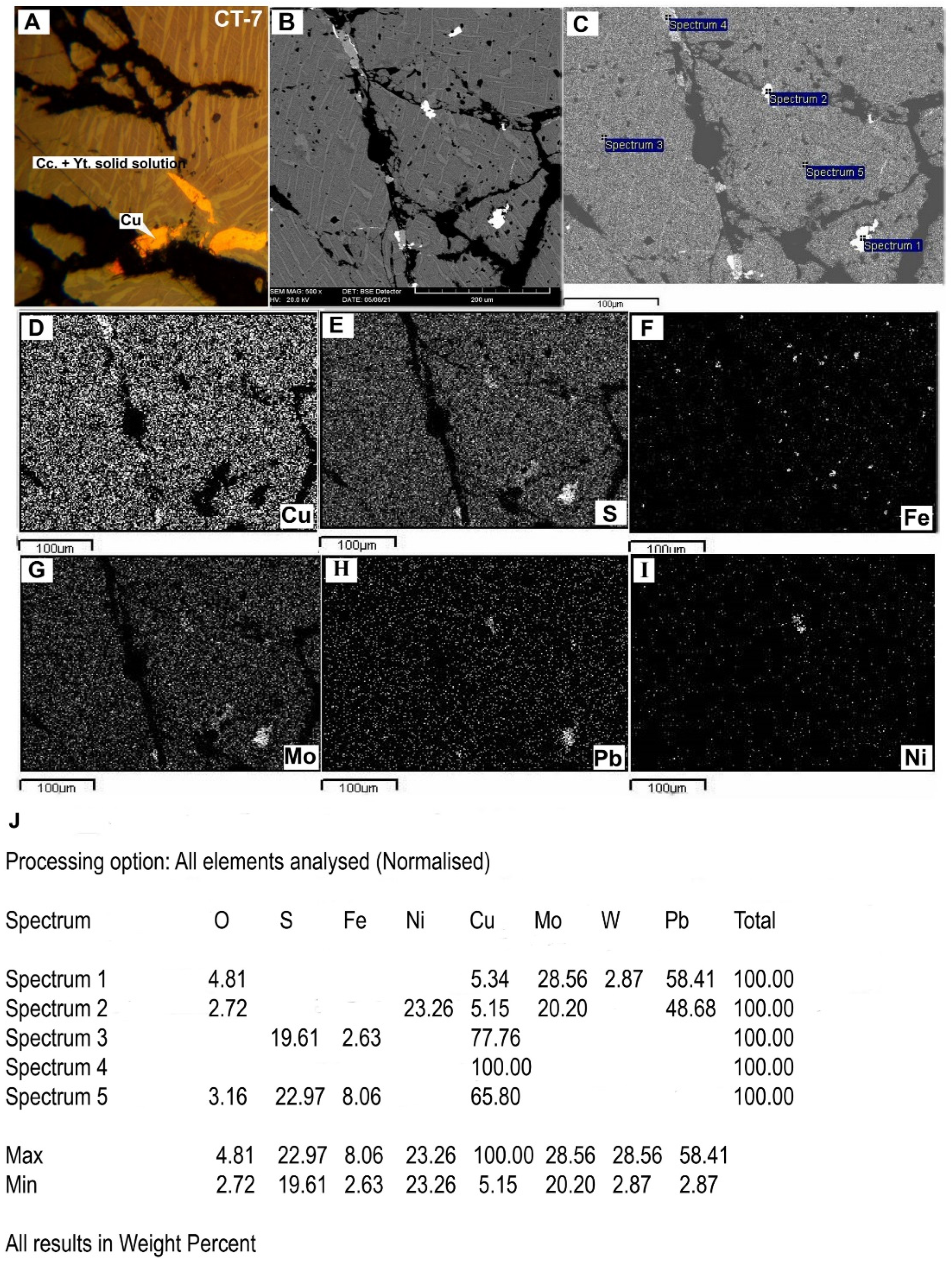
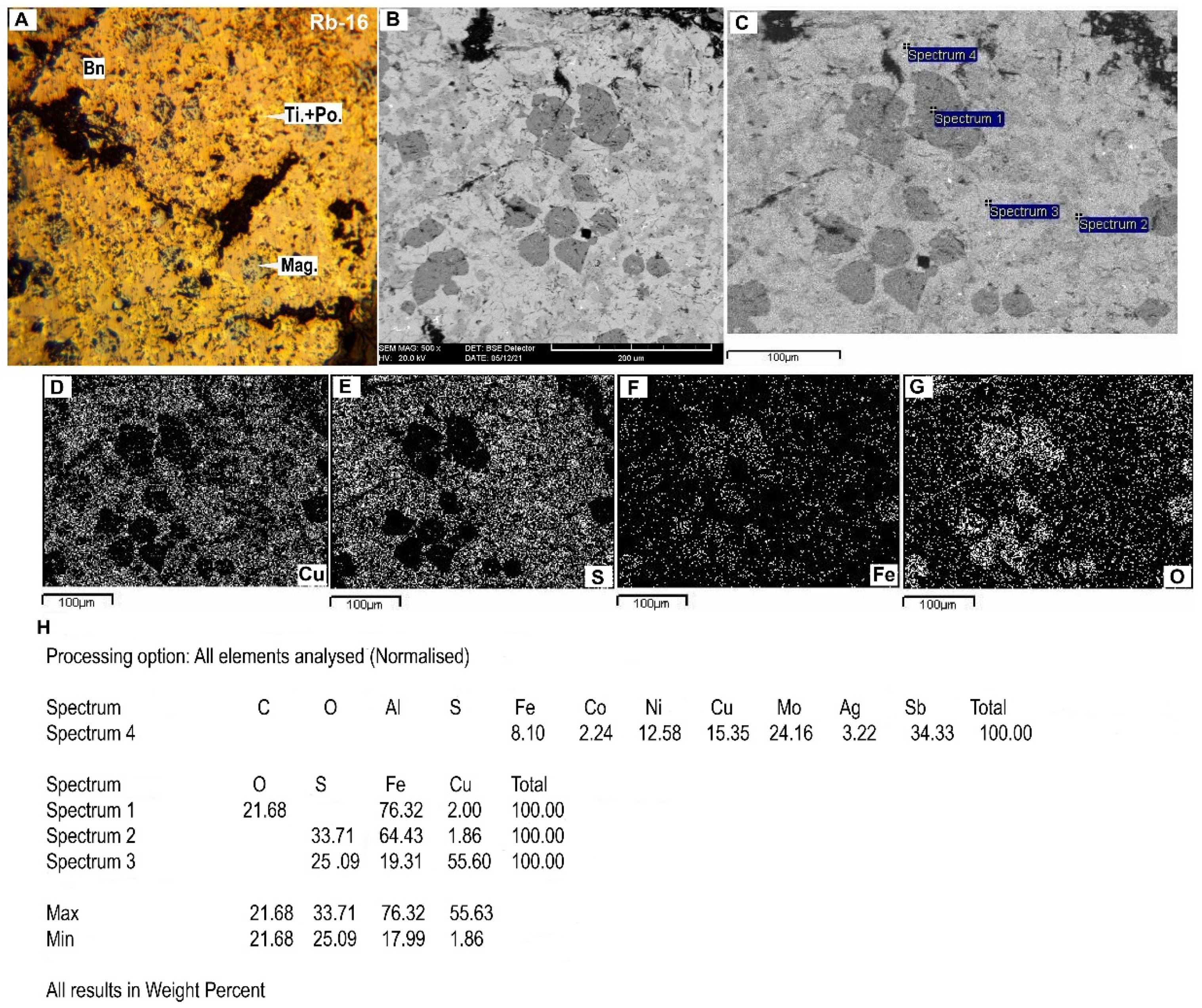
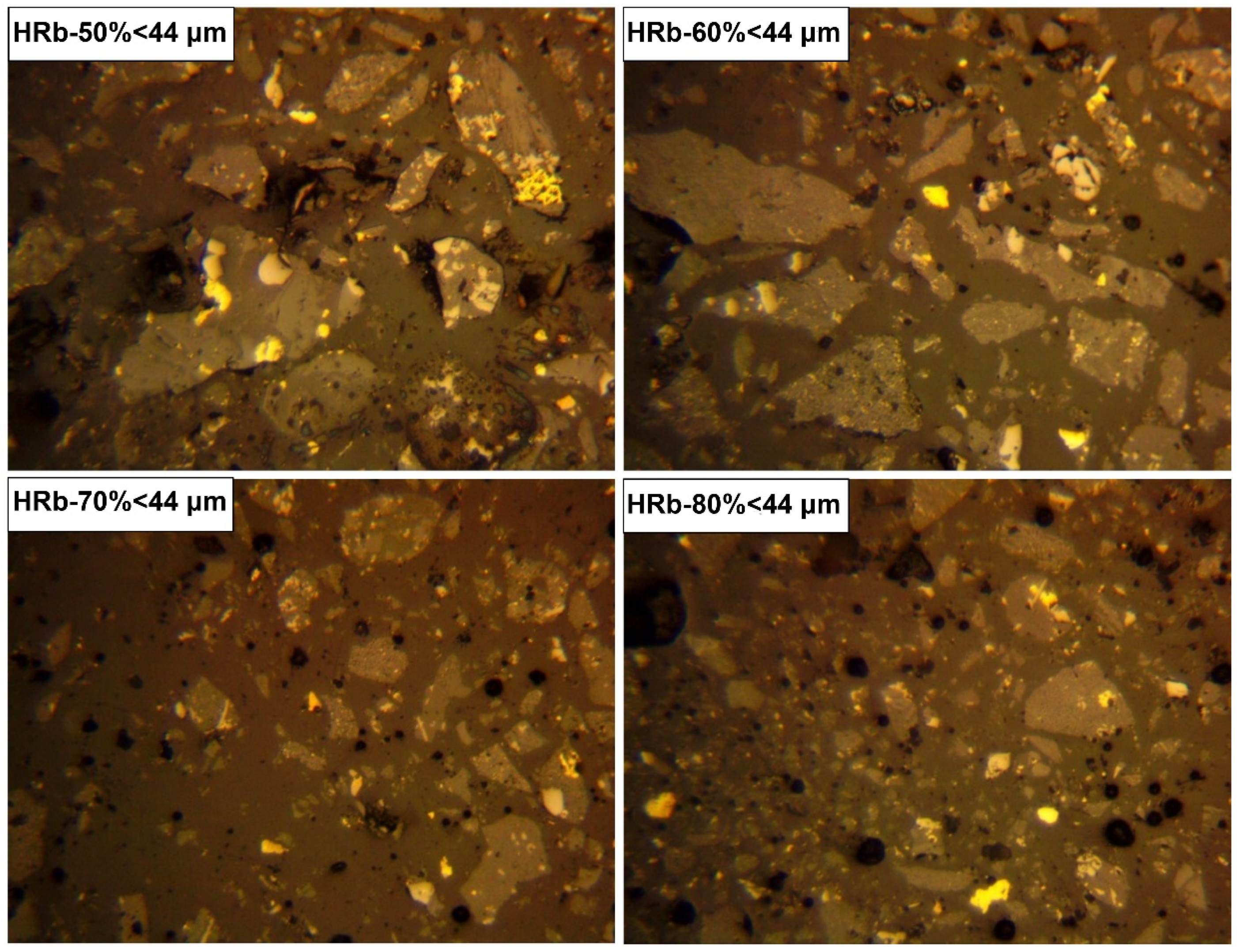
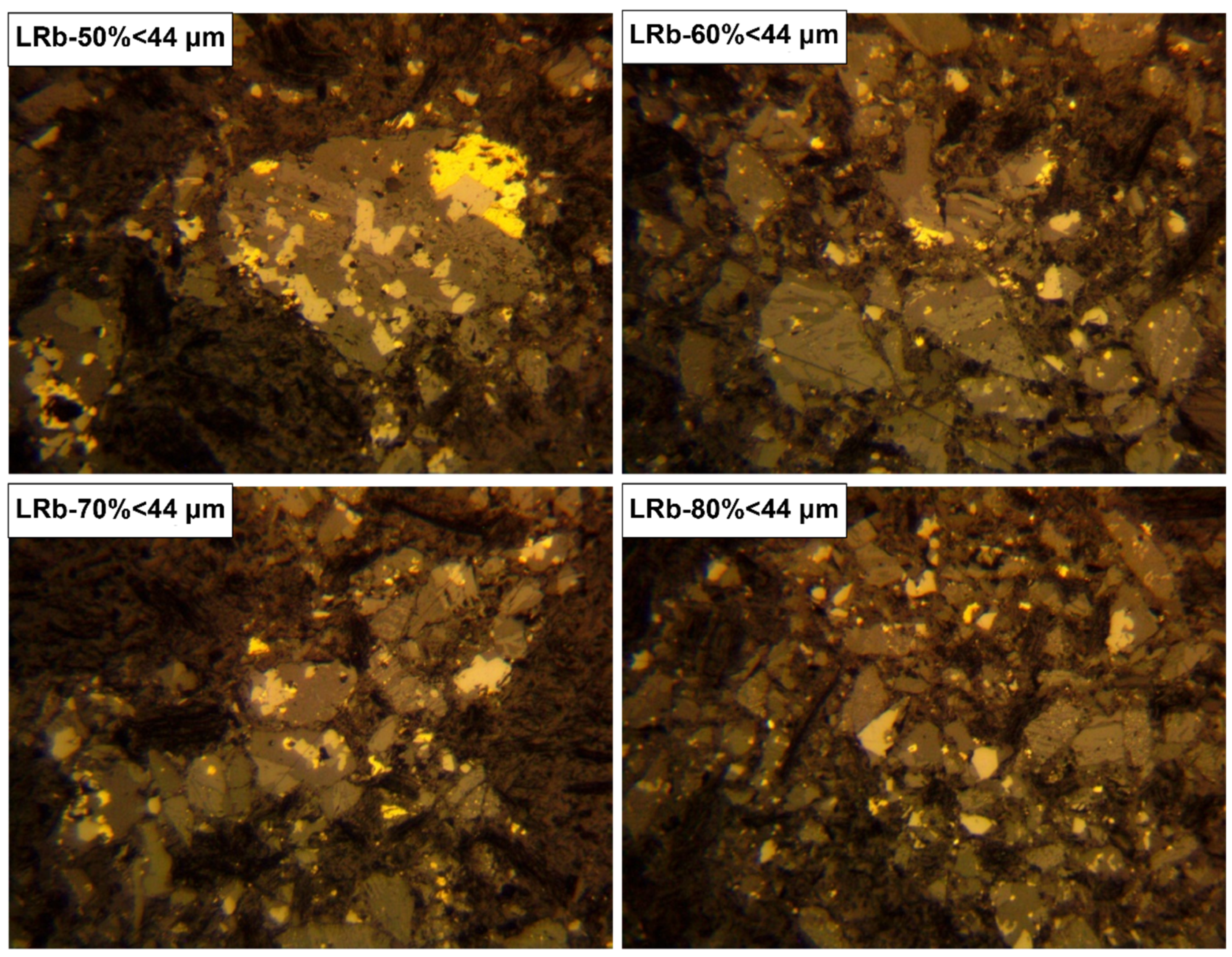
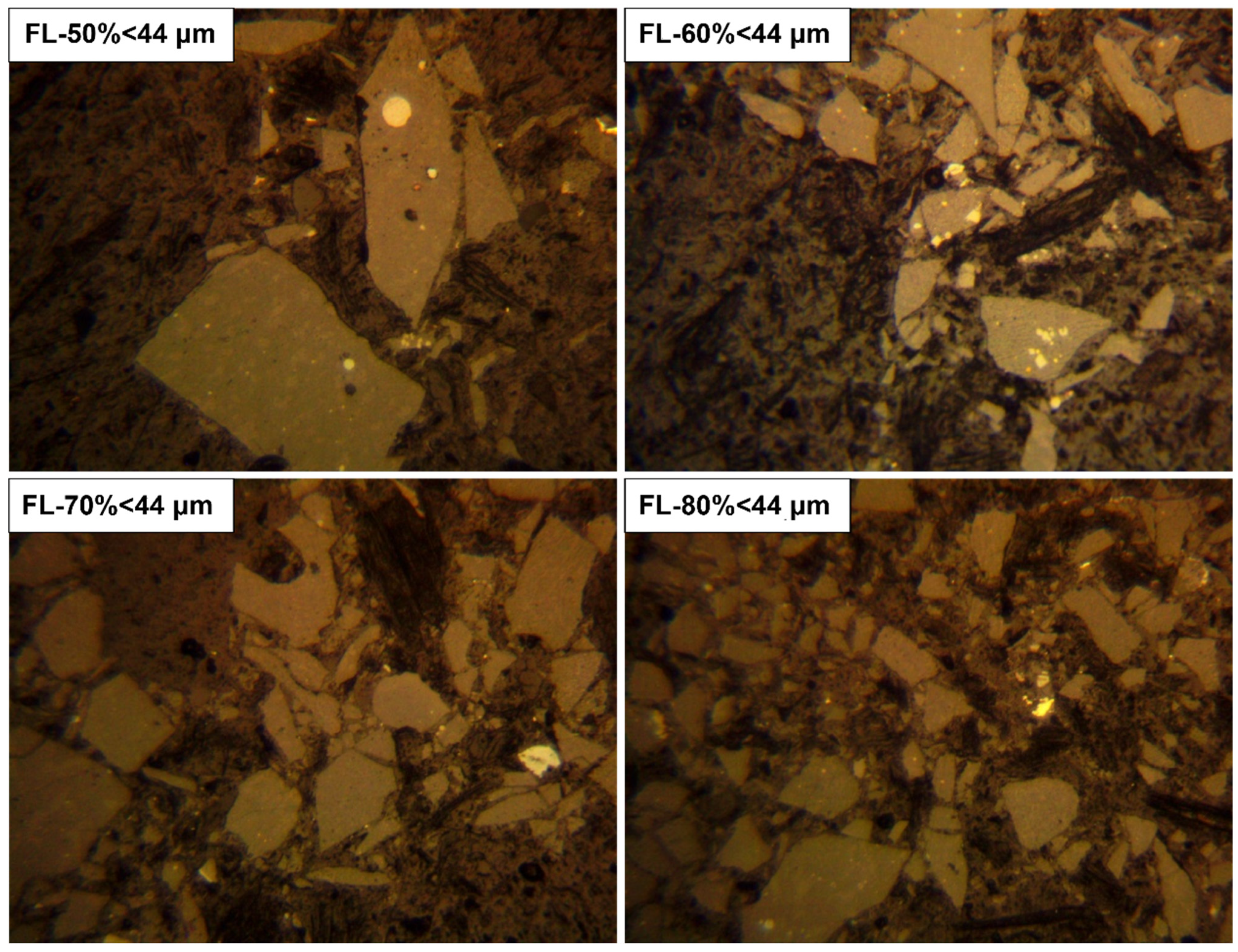
3.3.2. Mineralography
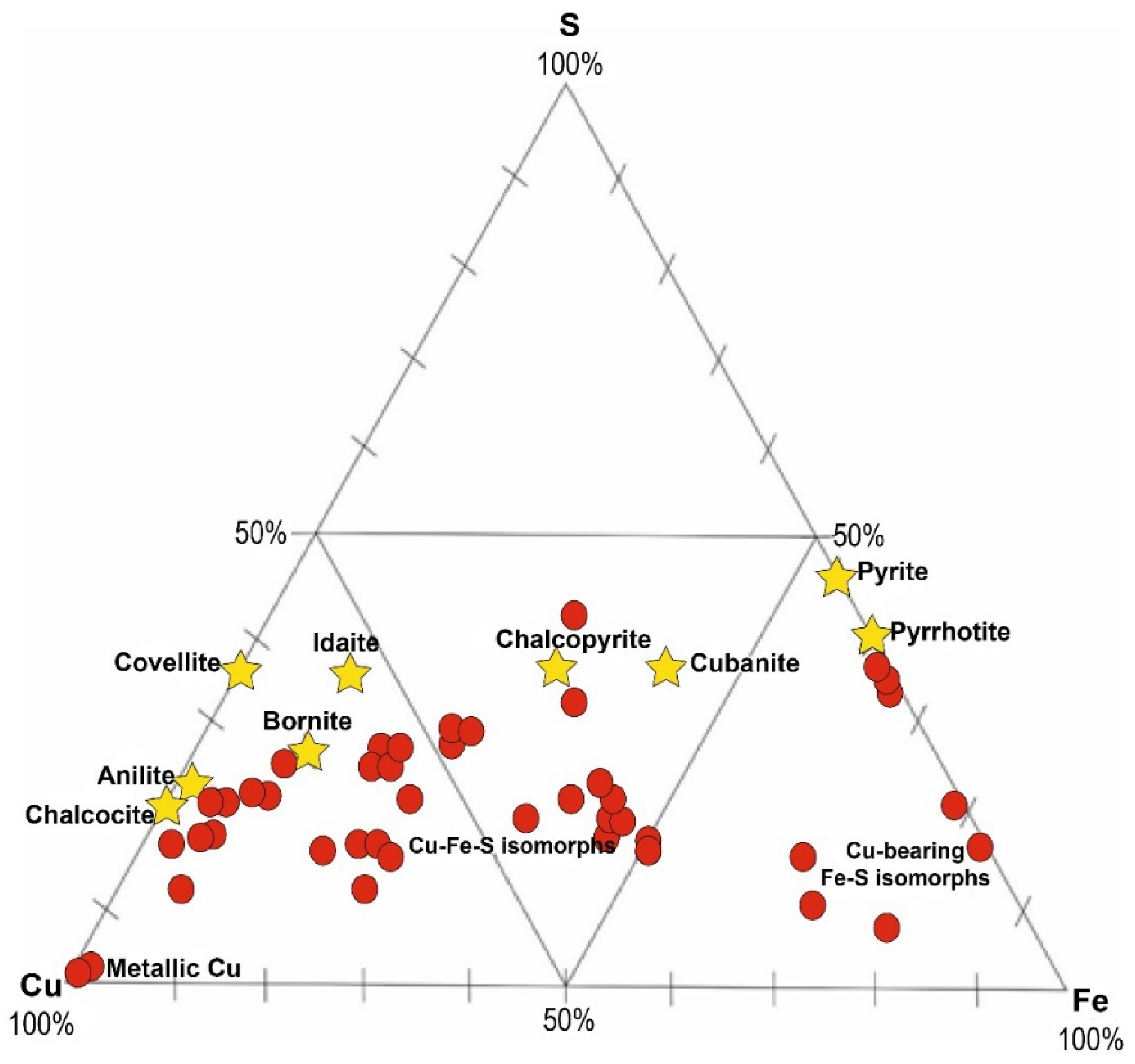
3.3.3. Mineral Chemistry
- (a)
- Metallic copper group: copper-bearing phases with Cu concentration ≥ 90 wt% and also minor S and Fe impurities
- (b)
- Chalcocite (Cu2S) group: copper-bearing phases with a chemical composition similar to the theoretical composition of chalcocite with a concentration range of Cu between 70 and 80 wt%, and 20–30 wt% S.
- (c)
- Idaite (Cu5FeS6; 56.14 wt% Cu, 33.99 wt% S, 9.87 wt% Fe)–Bornite (Cu5FeS4; 63.31 wt% Cu, 25.56 wt% S, 11.13 wt% Fe) group: copper-bearing phases with a chemical composition similar to the theoretical composition of idaite and bornite with Cu concentrations between 40 and 70 wt% and a significant amount of S and a minor amount of Fe.
- (d)
- Chalcopyrite (CuFeS2; 34.63 wt% Cu, 34.94 wt% S, 30.43 wt% Fe)–Cubanite (CuFe2S3; 23.41 wt% Cu, 35.44 wt% S, 41.15 wt% Fe) group: copper-bearing phases with a chemical composition similar to the theoretical composition of chalcopyrite and cubanite with Cu concentrations between 20 and 40 wt% and a significant amount of S and Fe.
- (e)
- Copper–Iron–Sulfur isomorphic compound containing the same amount of Cu, Fe, and S.
- (f)
- Copper-bearing Fe-S isomorphic phases (less than 10 wt% Cu) such as copper-bearing pyrrhotite Fe(1−x)S(x=0–0.17).
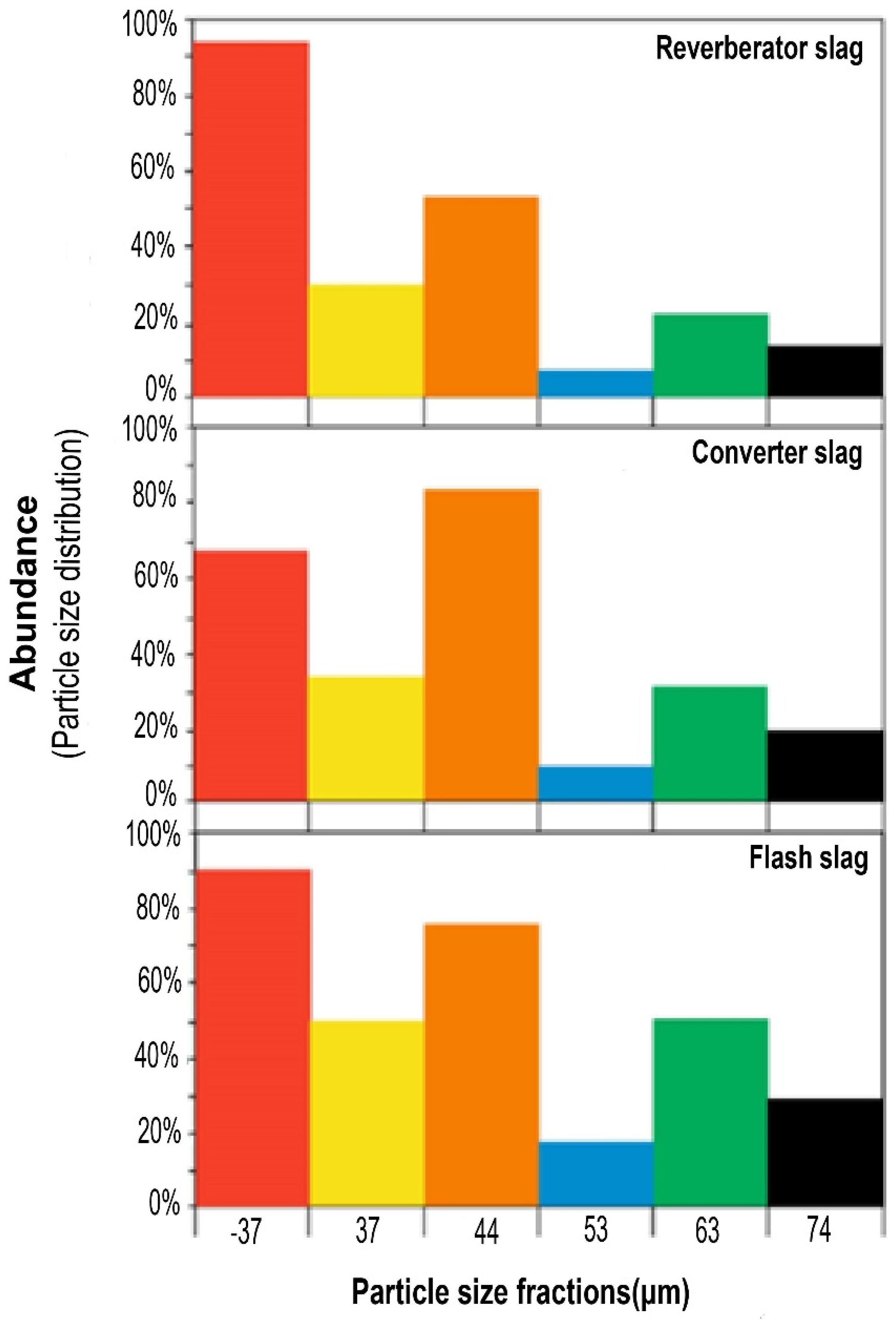
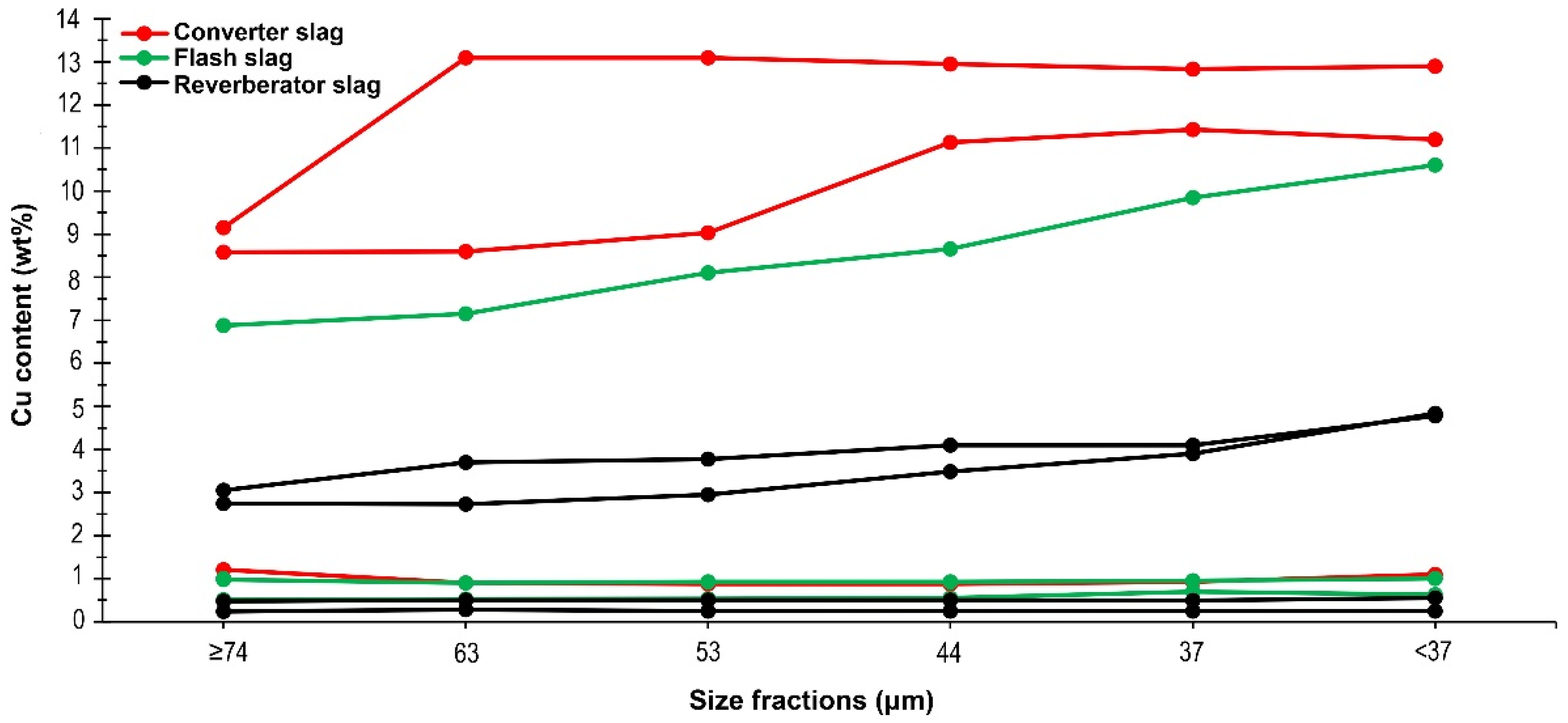
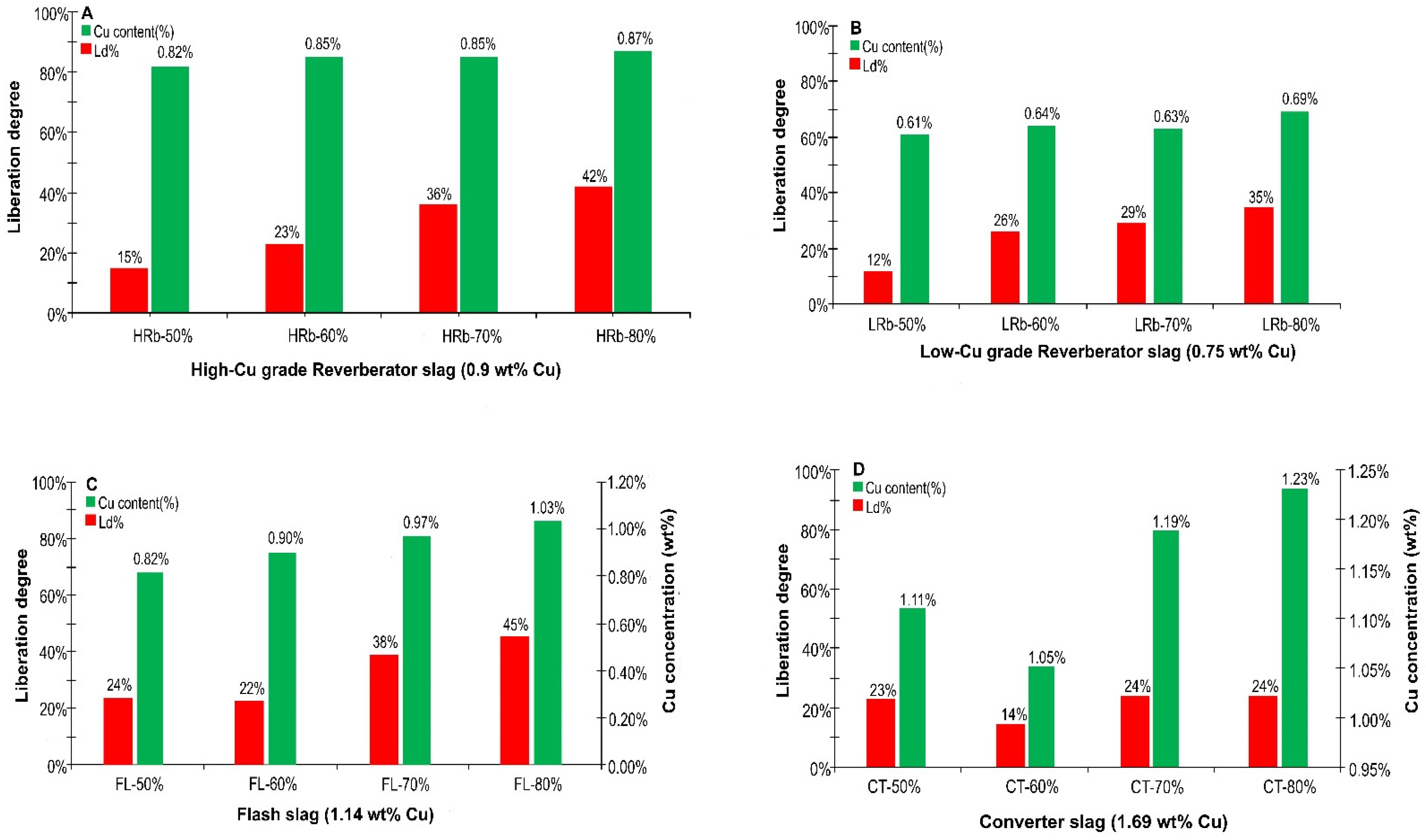
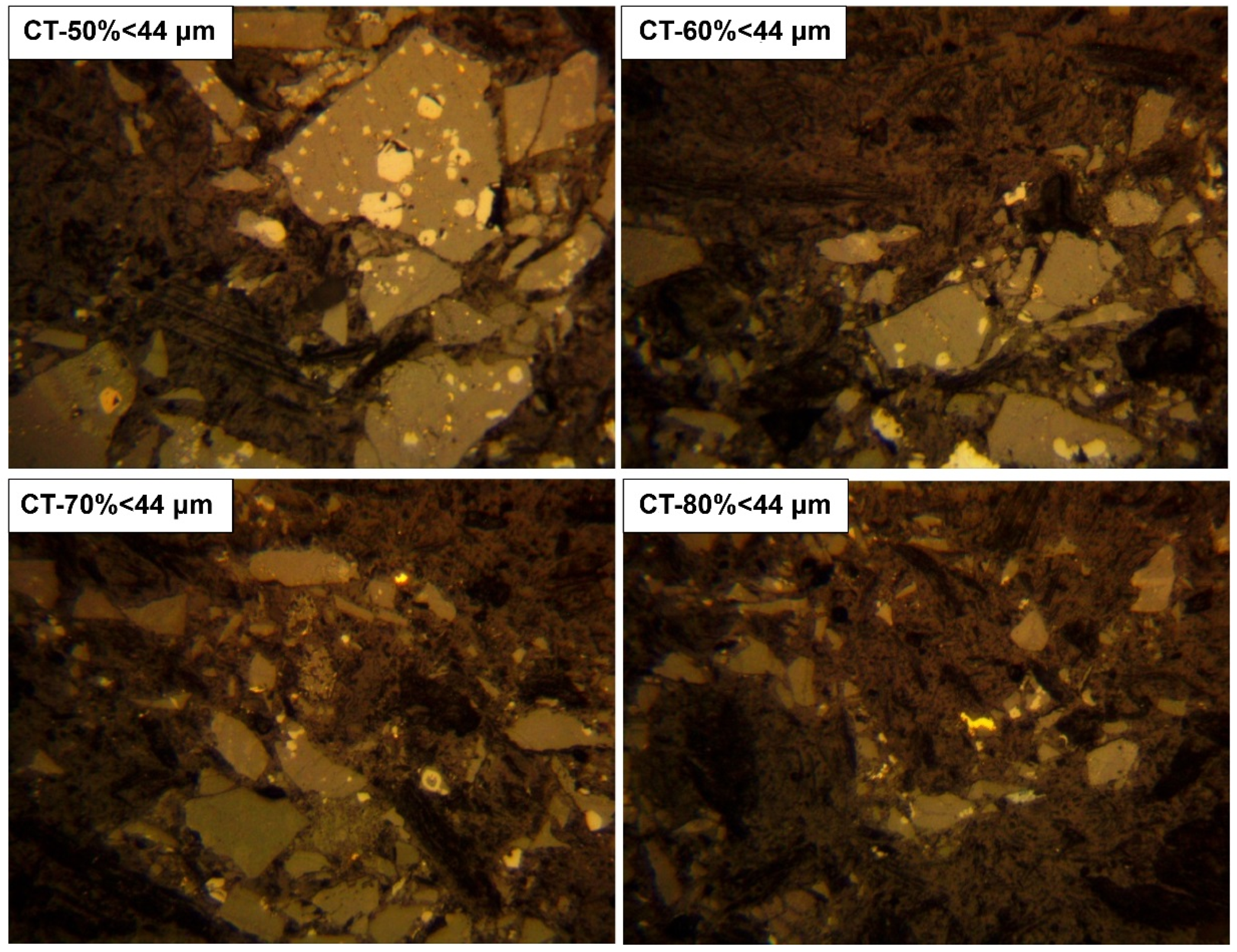
3.4. Slag Grinding and Liberation of the Copper-Bearing Particles
4. Discussion
4.1. Copper Losses into the Slag
4.2. Applications to Copper Recovery
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valenta, R.K.; Kemp, D.; Owen, J.R.; Corder, G.D.; Leber, E. Re-thinking complex orebodies: Consequences for the future world supply of copper. J. Clean. Prod. 2019, 220, 816–826. [Google Scholar] [CrossRef]
- Crundwell, F.K.; Moats, M.S.; Ramachandran, V.; Robinson, T.G.; Davenport, W.G. Extractive Metallurgy of Nickel, Cobalt and Platinum-Group Metals, 1st ed.; Elsevier: Oxford, UK, 2011; 622p. [Google Scholar]
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. Extractive Metallurgy of Copper, 5th ed.; Elsevier: Oxford, UK, 2011; 472p. [Google Scholar]
- Ettler, V. Soil contamination near non-ferrous metal smelters: A review. Appl. Geochem. 2016, 64, 56–74. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E. An overview of recovery of metals from slags. Waste Manag. 2003, 23, 933–949. [Google Scholar] [CrossRef]
- Gorai, B.; Jana, R.K.; Premchand, D. Characteristics and utilization of copper slags-a review. Resour. Conserv. Recycl. 2003, 39, 299–313. [Google Scholar] [CrossRef]
- Bellemans, I.; Wilde, E.D.; Moelans, N.; Verbeken, K. Metal losses in pyrometallurgical operations—A review. Adv. Colloid Interface Sci. 2018, 255, 47–63. [Google Scholar] [CrossRef]
- Davenport, W.G.; King, M.; Schlesinger, M.; Biswas, A.K. Extractive Metallurgy of Copper, 4th ed.; Pergamon: Oxford, UK, 2002; pp. 1–417. [Google Scholar] [CrossRef]
- Potysz, A.; van Hullebusch, E.D.; Kierczak, J. Perspectives regarding the use of metallurgical slags as secondary metal resources—A review of bioleaching approaches. J. Environ. Manag. 2018, 219, 138–152. [Google Scholar] [CrossRef]
- Gabasiane, T.S.; Danha, G.; Mamvura, A.; Mashifana, T.; Dzinomwa, G. Characterization of copper slag for beneficiation of iron and copper. Heliyon 2021, 7, e06757. [Google Scholar] [CrossRef]
- Zuo, Z.; Yan Feng, Y.; Dong, X.; Luo, S.; Ren, D.; Wang, W.; Wu, Y.; Yu, Q.; Lin, H.; Lin, X. Advances in recovery of valuable metals and waste heat from copper slag. Fuel Process. Technol. 2022, 235, 107361. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, H.; Deng, R.; Zuo, W.; Guo, B.; Ku, J. Growth behavior of iron grains during deep reduction of copper slag. Powder Technol. 2020, 367, 157–162. [Google Scholar] [CrossRef]
- Li, Z.; Ma1, G.; Zhang, X.; Li, J. Characteristics and chemical speciation of waste copper slag. Environ. Sci. Pollut. Res. 2021, 28, 20012–20022. [Google Scholar] [CrossRef]
- Rybak, J.; Adigamov, A.; Kongar-Syuryun, C.; Khayrutdinov, M.; Tyulyaeva, Y. Renewable-Resource Technologies in Mining and Metallurgical Enterprises Providing Environmental Safety. Minerals 2021, 11, 1145. [Google Scholar] [CrossRef]
- Gao, X.; Chen, Z.; Shi, J.; Taskinen, P.; Jokilaakso, A. Effect of Cooling Rate and Slag Modification on the Copper Matte in Smelting Slag. Min. Metall. Explor. 2020, 37, 1593–1601. [Google Scholar] [CrossRef]
- Schlesinger, M.; Sole, K.; Davenport, W.; Alvear, G. Extractive Metallurgy of Copper, 6th ed.; Elsevier Publication: Oxford, UK, 2021; 590p. [Google Scholar]
- Sibanda, V.; Sipunga, E.; Danha, G.; Mamvura, T.A. Enhancing the flotation recovery of copper minerals in smelter slags from Namibia prior to disposal. Heliyon 2020, 6, e03135. [Google Scholar] [CrossRef]
- Alisher, S.; Nilufar, A.; Doniyor, K. Study of the Physical-mineralogical Properties of Quickly-chilled Slag and Possible Methods of its Further Processing. Int. J. Adv. Res. Sci. Eng. Technol. 2019, 6, 8962–8967. [Google Scholar]
- Fernández-Caliani, J.C.; Ríos, G.; Martínez, J.; Jiménez, F. Occurrence and speciation of copper in slags obtained during the pyrometallurgical processing of chalcopyrite concentrates at the Huelva smelter (Spain). J. Min. Metall. Sect. B Metall. 2012, 48, 161–171. [Google Scholar] [CrossRef]
- Jalkanen, H.; Vehviläinen, J.; Poijärvi, J. Copper in solidified copper smelter slags. Scand. J. Metall. 2003, 32, 65–70. [Google Scholar] [CrossRef]
- Potysz, A.; van Hullebusch, E.D.; Kierczak, J.; Grybos, M.; Lens, P.N.L.; Guibaud, G. Copper metallurgical slags: Current knowledge and fate: A review. Crit. Rev. Environ. Sci. Technol. 2015, 45, 2424–2488. [Google Scholar] [CrossRef]
- Piatak, N.M.; Parsons, M.B.; Seal, R.R. Characteristics and environmental aspects of slags: A review. Appl. Geochem. 2015, 57, 236–266. [Google Scholar] [CrossRef]
- Ip, S.W.; Toguri, J.M. Entrainment behavior of copper and copper matte in copper smelting operations. Metall. Trans. B 1992, 23, 303–311. [Google Scholar] [CrossRef]
- Cardona, N.; Coursol, P.; Mackey, P.J.; Parr, R. Physical chemistry of copper smelting slags and copper losses at the Paipote smelter Part 1-Thermodynamic modelling. Can. Metall. Q. J. 2011, 50, 318–329. [Google Scholar] [CrossRef]
- Imris, I.; Sánchez, M.; Achurra, G. Copper losses to slags obtained from the El Teniente process. Miner. Process. Extr. Metall. 2005, 114, 135–140. [Google Scholar] [CrossRef]
- Yannopoulos, J. Control of copper losses in reverberator slags—A literature review. Can. Metall. Q. J. 1970, 10, 291–307. [Google Scholar] [CrossRef]
- Fan, Y.; Shibata, E.; Izuka, A.; Nakamura, T. Selective Precipitation of Magnetite in Copper Slag by Controlled Molten Oxidation. In Advances in Molten Slags, Fluxes, and Salts: Proceedings of the 10th International Conference on Molten Slags, Fluxes and Salts (MOLTEN16), Washington, DC, USA, 22–25 May 2016; Reddy, R.G., Chaubal, P., Pistorius, P.C., Pal, U., Eds.; Springer: Cham, Switzerland, 2016; pp. 687–694. [Google Scholar] [CrossRef]
- Choo, R.T.C.; Toguri, J.M. The role of interfacial tension in high temperature nonferrous metallurgy. In Proceedings of the International Conference on Emerging Separation Technologies for Metals and Fuels Session on Interfacial Phenomena/Processes, Palm Coast, FL, USA, 13–18 March 1993; Lakshmanan, V.I., Bautista, R.G., Somasundaran, P., Eds.; Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 1993; pp. 153–167. [Google Scholar]
- Ahokainen, T.; Jokilaakso, A. Numerical Simulation of the outokumpu Flash Smelting Furnace Reaction Shaft. Can. Metall. Q. 1998, 37, 275–283. [Google Scholar] [CrossRef]
- Sanchez, M.; Sudbury, M. Physicochemical characterization of copper slag and alternatives of friendly environmental management. J. Min. Metall. Sect. B Metall. 2013, 49, 161–168. [Google Scholar] [CrossRef]
- Cabri, L.J. New data on Phase Relations in the Cu-Fe-S System. Econ. Geol. 1973, 68, 443–454. [Google Scholar] [CrossRef]
- Fleet, M.E. Phase equilibria at high temperatures. Sulfide Mineral. Geochem. 2006, 61, 365–419. [Google Scholar] [CrossRef]
- Roseboom, E.H. An investigation of the system Cu-S and some natural copper sulfides between 258 and 700 °C. Econ. Geol. 1966, 61, 641–672. [Google Scholar] [CrossRef]
- Pankratz, L.B.; King, E.G. High Temperature Enthalpies and Entropies of Chalcopyrite and Bornite; US Department of Interior, Bureau of Mines: Washington, DC, USA, 1970; Volume 7435, 10p.
- Nesse, W.D. Sulfides and Related Minerals. In Introduction to Mineralogy; Oxford University Press: New York, NY, USA, 2000; p. 429. [Google Scholar]
- Nagamori, M. Metal loss to slag. 1. Sulfidic and oxidic dissolution of copper in fayalite slag from low-grade matte. Metall. Trans. 1974, 5, 531–538. [Google Scholar] [CrossRef]
- Fan, Y.; Shibata, E.; Izuka, A.; Nakamura, T. Crystallization Behaviors of Copper Smelter Slag Studied Using Time-Temperature-Transformation Diagram. Mater. Trans. 2014, 55, 958–963. [Google Scholar] [CrossRef] [Green Version]
- Nakazawa, H.; Morimoto, N. Phase relations and superstructures of pyrrhotite, Fe1−xS. Mater. Res. Bull. 1971, 6, 345–357. [Google Scholar] [CrossRef]
- Craig, J.R.; Scott, S.D. Sulfide Phase Equilibria. In Sulfide Mineralogy: Short Course Notes; Ribbe, P.H., Ed.; Mineralogical Society of America: Washington, DC, USA, 1974. [Google Scholar]
- Fan, Y.; Shibata, E.; Izuka, A.; Nakamura, T. Crystallization Behavior of Copper Smelter Slag During Molten Oxidation. Metall. Mater. Trans. B 2015, 46, 2158–2164. [Google Scholar] [CrossRef]
- Saez, R.; Nocete, F.; Nieto, J.M.; Capitan, A.; Rovira, S. The extractive metallurgy of copper from Cabezo Jure, Huelva, Spain: Chemical and mineralogical study of slag dated to the third millennium B.C. Can. Mineral. 2003, 41, 627–638. [Google Scholar] [CrossRef]
- Subramanian, K.N.; Themelis, N.J. Copper recovery by flotation. JOM 1972, 24, 33–38. [Google Scholar] [CrossRef]
- Mihajlović, A.; Kamberović, Ž.; Korać, M.; Gavrilovski, M.; Jovanović, N. The effect of primary copper slag cooling rate on the copper valorization in the flotation process. Metall. Mater. Eng. 2015, 21, 127–141. [Google Scholar] [CrossRef]
- Guo, Z.; Zhu, D.; Pan, J.; Wu, T.; Zhang, F. Improving beneficiation of copper and iron from copper slag by modifying the molten copper slag. Metals 2016, 6, 86. [Google Scholar] [CrossRef]
- Fan, J.; Li, H.; Wei, L.; Li, C.; Sun, S. The Recovery of Copper from Smelting Slag by Flotation Process. In Applications of Process Engineering Principles in Materials Processing, Energy and Environmental Technologies; Wang, S., Free, M.L., Alam, S., Zhang, M., Taylor, P., Eds.; Springer: Cham, Switzerland, 2017; pp. 231–237. [Google Scholar] [CrossRef]
- Zhai, Q.; Liu, R.; Wang, C.; Sun, W.; Yang, Y. Effect of insulation slow cooling on crystallization performance of copper slag and copper flotation. Conserv. Util. Miner. Resour. 2019, 39, 75–80. [Google Scholar] [CrossRef]
- Tshiongo, N.; Mbaya, R.K.K.; Maweja, K.; Tshabalala, L.C. Effect of cooling rate on base metals recovery from copper matte smelting slags. World Academy of Science, Engineering and Technology. Int. J. Mater. Metall. Eng. 2010, 4, 649–653. [Google Scholar] [CrossRef]
- Shi, H. Characterization and Modification of the Secondary Copper Smelting Slag for Smooth Operation and Slag Volarization. Ph.D. Thesis, Leuven University, Leuven, Belgium, 2017. [Google Scholar]
- Wang, X.; Geysen, D.; Padilla Tinoco, S.V.; D’Hoker, N.; Van Gerven, T.; Blanpain, B. Characterization of copper slag in view of metal recovery. Miner. Process. Extr. Metall. 2015, 124, 83–87. [Google Scholar] [CrossRef]
- Nagar, N.; Garg, H.; Sharma, H.; Angadi, S.I.; Gahan, C.S. Influence of grinding time on the bioleaching of copper from copper slag. Biosci. Biotechnol. Res. Commun. 2019, 12, 512–522. [Google Scholar] [CrossRef]
- Anisimov, I.S.; Sagitova, A.M.; Agapov, I.A.; Rylov, N.V. Mineralogical characterization of copper in smelter slags. In Proceedings of the XXIX International Mineral Processing Council, IMPC, Moscow, Russia, 17–20 September 2018. [Google Scholar]
- Markovic, Z.; Stirbanovic, Z.; Milanovic, D.; Urosevic, D.; Kongoli, F. Microscopy analysis of copper slag and its processing by flotation. In Proceedings of the Sustainable Industrial Processing Summit/Shechtman International Symposium, Cancun, Mexico, 29 June–4 July 2014; Kongoli, F., Ed.; FLOGEN Stars Outreach Organization: Mont-Royal, QC, Canada, 2014; Volume 6, pp. 231–236. [Google Scholar]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Slag Type | Bulk Chemical Composition (wt%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Fe2O3 | Al2O3 | SiO2 | MgO | Na2O | SiO2 | P2O5 | TiO2 | SiO2 | Cu | ||
| Rb-9009 | Reverberator | 33.55 | Rb-9009 | Reverberator | 33.55 | Rb-9009 | Reverberator | 33.55 | Rb-9009 | Reverberator | 33.55 | Rb-9009 |
| Rb-9023 | Reverberator | 34.02 | Rb-9023 | Reverberator | 34.02 | Rb-9023 | Reverberator | 34.02 | Rb-9023 | Reverberator | 34.02 | Rb-9023 |
| Rb-9025 | Reverberator | 38.75 | Rb-9025 | Reverberator | 38.75 | Rb-9025 | Reverberator | 38.75 | Rb-9025 | Reverberator | 38.75 | Rb-9025 |
| FL-9030 | Flash | 35.35 | FL-9030 | Flash | 35.35 | FL-9030 | Flash | 35.35 | FL-9030 | Flash | 35.35 | FL-9030 |
| FL-9062 | Flash | 48.99 | FL-9062 | Flash | 48.99 | FL-9062 | Flash | 48.99 | FL-9062 | Flash | 48.99 | FL-9062 |
| FL-9031 | Flash | 41.90 | FL-9031 | Flash | 41.90 | FL-9031 | Flash | 41.90 | FL-9031 | Flash | 41.90 | FL-9031 |
| CT-9036 | Converter | 40.67 | CT-9036 | Converter | 40.67 | CT-9036 | Converter | 40.67 | CT-9036 | Converter | 40.67 | CT-9036 |
| CT-9038 | Converter | 32.80 | CT-9038 | Converter | 32.80 | CT-9038 | Converter | 32.80 | CT-9038 | Converter | 32.80 | CT-9038 |
| CT-9046 | Converter | 36.15 | CT-9046 | Converter | 36.15 | CT-9046 | Converter | 36.15 | CT-9046 | Converter | 36.15 | CT-9046 |
| CT-9053 | Converter | 42.41 | CT-9053 | Converter | 42.41 | CT-9053 | Converter | 42.41 | CT-9053 | Converter | 42.41 | CT-9053 |
| CT-9056 | Converter | 41.66 | CT-9056 | Converter | 41.66 | CT-9056 | Converter | 41.66 | CT-9056 | Converter | 41.66 | CT-9056 |
| Sample No. | Slag Type | Bulk Mineralogy (wt%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Fl. | Mag. | Px. | Fl. | Ccp. | Bn. | Fl. | ||
| 9009 | Reverberator | 48 | 9009 | Reverberator | 48 | 9009 | Reverberator | 48 |
| 9023 * | Reverberator | 49 | 9023 * | Reverberator | 49 | 9023 * | Reverberator | 49 |
| 9025 * | Reverberator | 48 | 9025 * | Reverberator | 48 | 9025 * | Reverberator | 48 |
| 9030 * | Flash | 45 | 9030 * | Flash | 45 | 9030 * | Flash | 45 |
| 9062 * | Flash | 38 | 9062 * | Flash | 38 | 9062 * | Flash | 38 |
| 9031 * | Flash | 44 | 9031 * | Flash | 44 | 9031 * | Flash | 44 |
| 9036 * | Converter | 50 | 9036 * | Converter | 50 | 9036 * | Converter | 50 |
| 9038 | Converter | 46 | 9038 | Converter | 46 | 9038 | Converter | 46 |
| 9046 | Converter | 47 | 9046 | Converter | 47 | 9046 | Converter | 47 |
| 9053 * | Converter | 44 | 9053 * | Converter | 44 | 9053 * | Converter | 44 |
| 9056 | Converter | 46 | 9056 | Converter | 46 | 9056 | Converter | 46 |
| 9017 * | Reverberator | 49 | 9017 * | Reverberator | 49 | 9017 * | Reverberator | 49 |
| 9024 * | Reverberator | 44 | 9024 * | Reverberator | 44 | 9024 * | Reverberator | 44 |
| 9028 * | Reverberator | 46 | 9028 * | Reverberator | 46 | 9028 * | Reverberator | 46 |
| 9060 * | Flash | 49 | 9060 * | Flash | 49 | 9060 * | Flash | 49 |
| 9074 * | Flash | 48 | 9074 * | Flash | 48 | 9074 * | Flash | 48 |
| 9034 | Converter | 42 | 9034 | Converter | 42 | 9034 | Converter | 42 |
| 9062 * | Converter | 50 | 9062 * | Converter | 50 | 9062 * | Converter | 50 |
| 9035 | Converter | 44 | 9035 | Converter | 44 | 9035 | Converter | 44 |
| 9040 | Converter | 41 | 9040 | Converter | 41 | 9040 | Converter | 41 |
| 9041 | Converter | 43 | 9041 | Converter | 43 | 9041 | Converter | 43 |
| 9054 * | Converter | 50 | 9054 * | Converter | 50 | 9054 * | Converter | 50 |
| Sample No. | Slag Type | Cu Content (wt%) in the Sized Fractions | |||||
|---|---|---|---|---|---|---|---|
| ≥74 | 63 | 53 | ≥74 | 37 | <37 | ||
| Rb-9009 | Reverberator | 3.05 | Rb-9009 | Reverberator | 3.05 | Rb-9009 | Reverberator |
| Rb-9023 | Reverberator | 2.75 | Rb-9023 | Reverberator | 2.75 | Rb-9023 | Reverberator |
| Rb-9025 | Reverberator | 0.48 | Rb-9025 | Reverberator | 0.48 | Rb-9025 | Reverberator |
| Rb-9001 | Reverberator | 0.24 | Rb-9001 | Reverberator | 0.24 | Rb-9001 | Reverberator |
| FL-9030 | Flash | 6.88 | FL-9030 | Flash | 6.88 | FL-9030 | Flash |
| FL-9032 | Flash | 0.51 | FL-9032 | Flash | 0.51 | FL-9032 | Flash |
| FL-9062 | Flash | 0.98 | FL-9062 | Flash | 0.98 | FL-9062 | Flash |
| CT-9046 | Converter | 1.21 | CT-9046 | Converter | 1.21 | CT-9046 | Converter |
| CT-9038 | Converter | 9.15 | CT-9038 | Converter | 9.15 | CT-9038 | Converter |
| CT-9034 | Converter | 8.58 | CT-9034 | Converter | 8.58 | CT-9034 | Converter |
| Representative Combined Slag Samples | Slag Type | Cu (wt%) | Sized Fractions of Ground Slag | Particle Size Distribution | Cu (wt%) | Liberation Degree of Copper-Bearing Particles (Ld.%) |
|---|---|---|---|---|---|---|
| HRb-RF | High-Cu grade reverberator slag | 0.90 | HRb50-RF | 50% particle size ≤ 44 µm | 0.95 | 15 |
| HRb60-RF | 60% particle size ≤ 44 µm | 0.97 | 23 | |||
| HRb70-RF | 70% particle size ≤ 44 µm | 1.05 | 36 | |||
| HRb80-RF | 80% particle size ≤ 44 µm | 1.12 | 42 | |||
| LRb-RF | Low-Cu grade reverberator slag | 0.75 | LRb50-RF | 50% particle size ≤ 44 µm | 0.68 | 12 |
| LRb60-RF | 60% particle size ≤ 44 µm | 0.70 | 26 | |||
| LRb70-RF | 70% particle size ≤ 44 µm | 0.70 | 29 | |||
| LRb80-RF | 80% particle size ≤ 44 µm | 0.75 | 35 | |||
| CT-RF | Converter slag | 1.14 | CT50-RF | 50% particle size ≤ 44 µm | 1.51 | 23 |
| CT60-RF | 60% particle size ≤ 44 µm | 1.65 | 14 | |||
| CT70-RF | 70% particle size ≤ 44 µm | 1.67 | 24 | |||
| CT80-RF | 80% particle size ≤ 44 µm | 1.73 | 24 | |||
| FL-RF | Flash slag | 1.69 | FL50-RF | 50% particle size ≤ 44 µm | 1.10 | 24 |
| FL60-RF | 60% particle size ≤ 44 µm | 1.12 | 22 | |||
| FL70-RF | 70% particle size ≤ 44 µm | 1.18 | 38 | |||
| FL80-RF | 80% particle size ≤ 44 µm | 1.23 | 45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohamadi Nasab, S.; Shafiei Bafti, B.; Yarahmadi, M.R.; Mahmoudi Maymand, M.; Kamalabadi Khorasani, J. Mineralogical Properties of the Copper Slags from the SarCheshmeh Smelter Plant, Iran, in View of Value Recovery. Minerals 2022, 12, 1153. https://doi.org/10.3390/min12091153
Mohamadi Nasab S, Shafiei Bafti B, Yarahmadi MR, Mahmoudi Maymand M, Kamalabadi Khorasani J. Mineralogical Properties of the Copper Slags from the SarCheshmeh Smelter Plant, Iran, in View of Value Recovery. Minerals. 2022; 12(9):1153. https://doi.org/10.3390/min12091153
Chicago/Turabian StyleMohamadi Nasab, Saeed, Behnam Shafiei Bafti, Mohamad Reza Yarahmadi, Mohammad Mahmoudi Maymand, and Javad Kamalabadi Khorasani. 2022. "Mineralogical Properties of the Copper Slags from the SarCheshmeh Smelter Plant, Iran, in View of Value Recovery" Minerals 12, no. 9: 1153. https://doi.org/10.3390/min12091153