
Mineralogy and Innovative Flash Flotation Separation of Cu-Pb-Zn Polymetallic Ore in Weak Acidic Pulp

Abstract
:1. Introduction
2. Materials and Methods
2.1. Mineralogical Study
2.2. Flotation and Reagents
3. Results and Discussion
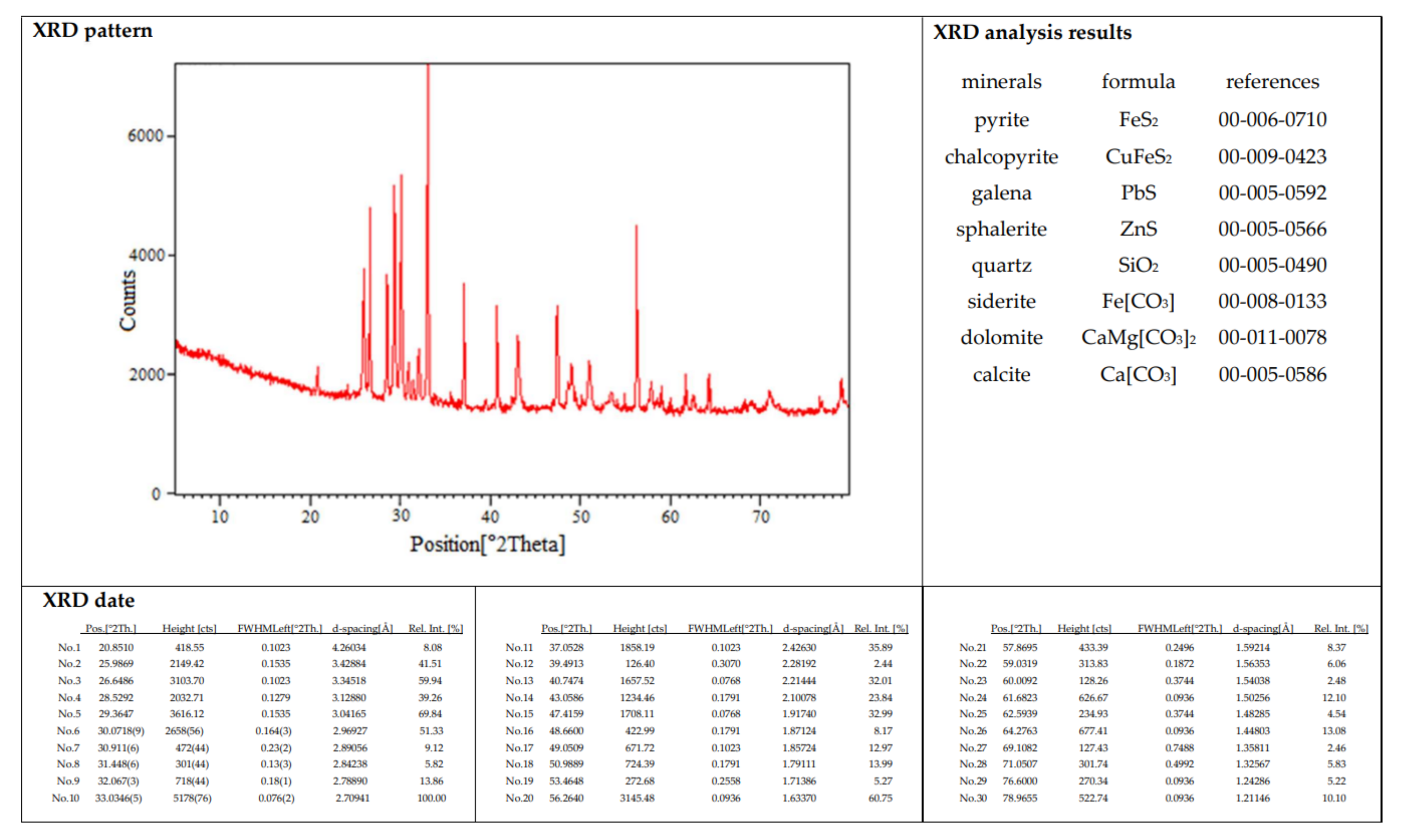
3.1. Composition, Content and Disseminated Particle Size
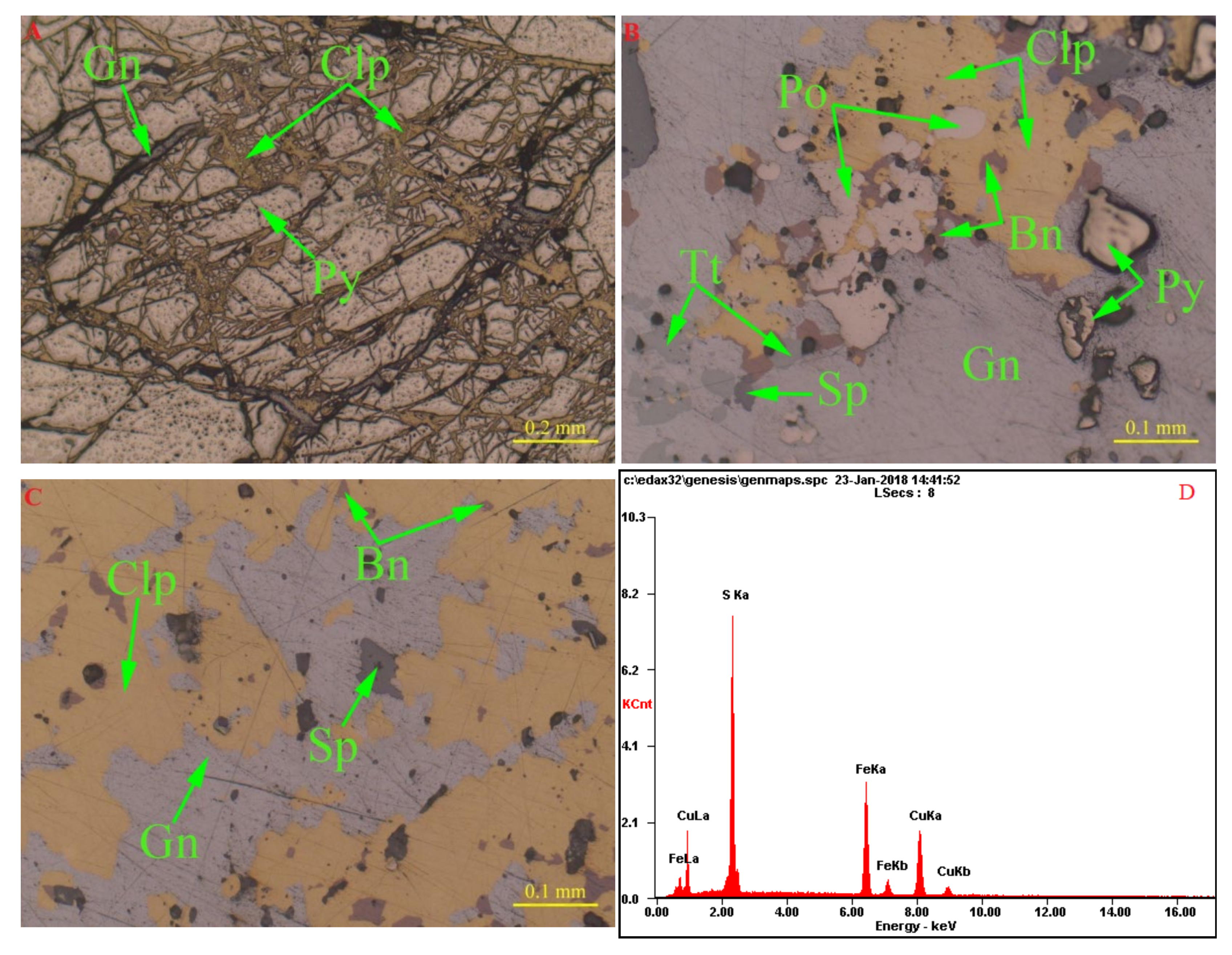
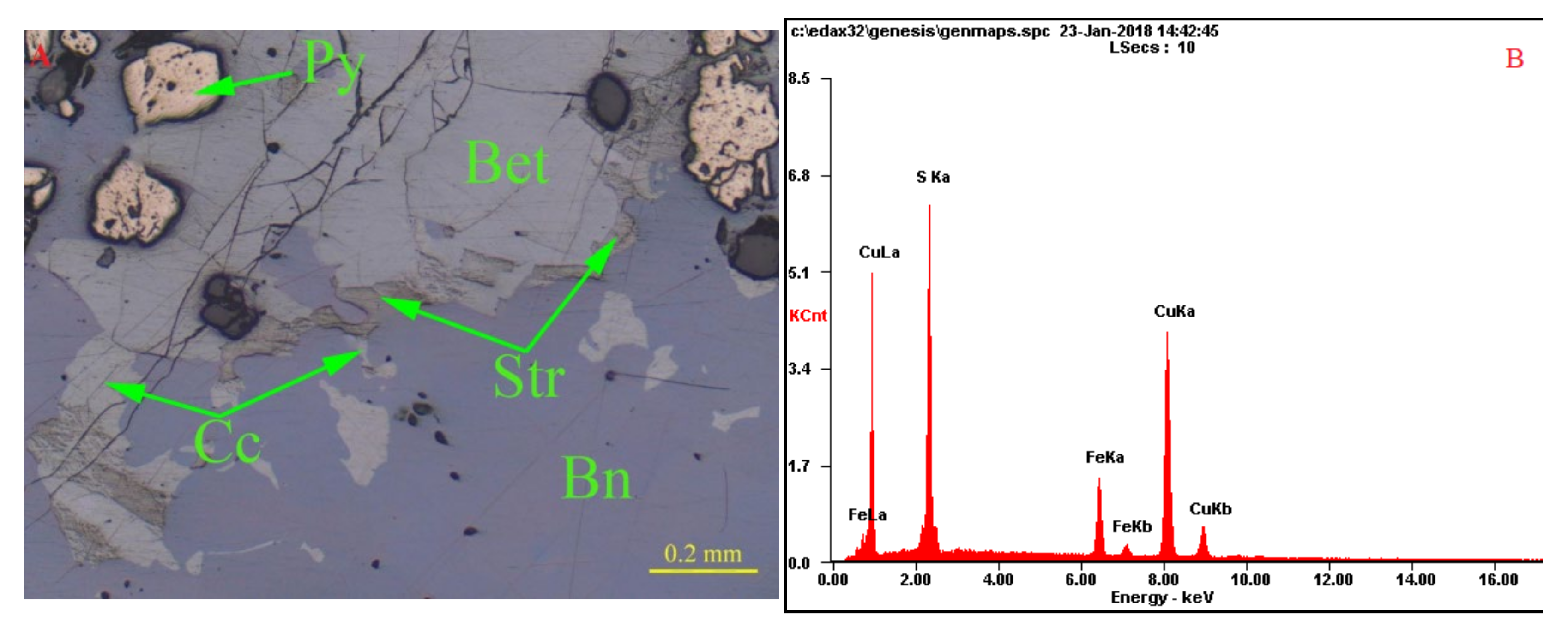
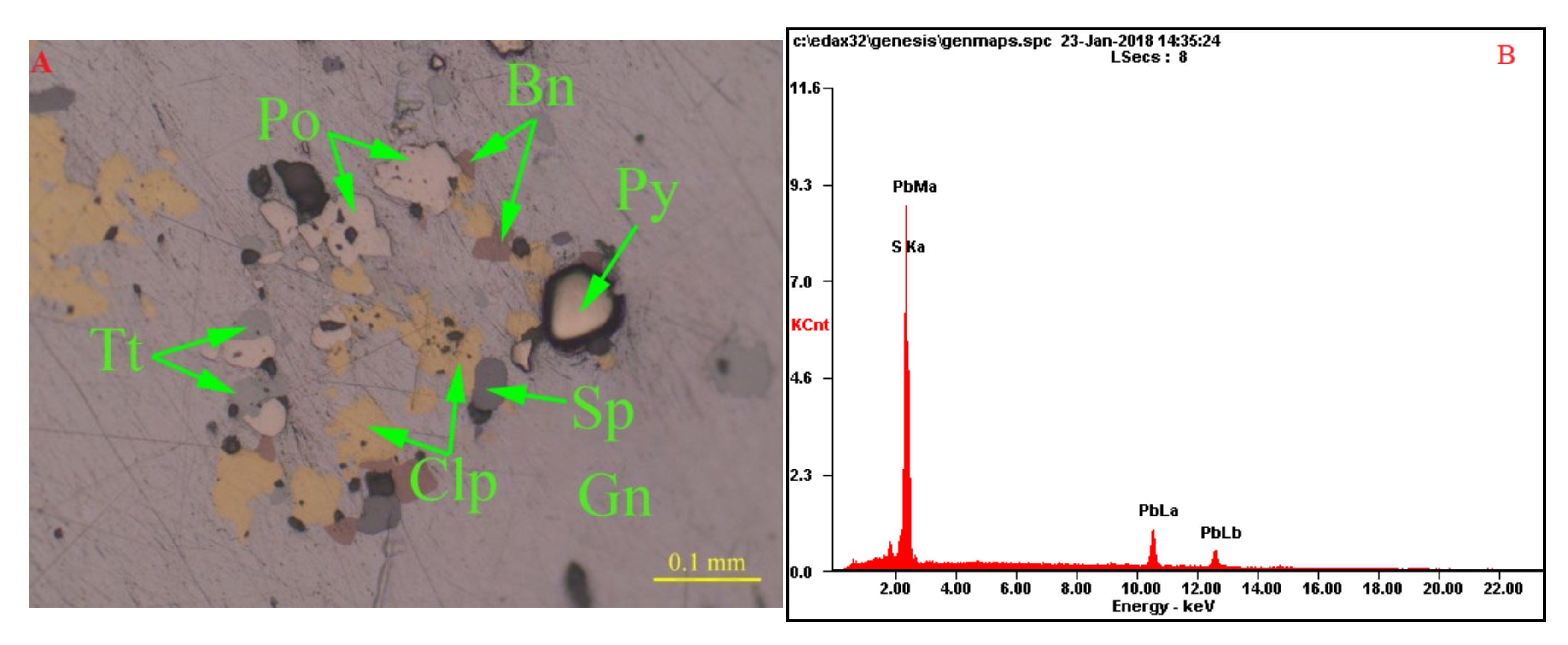
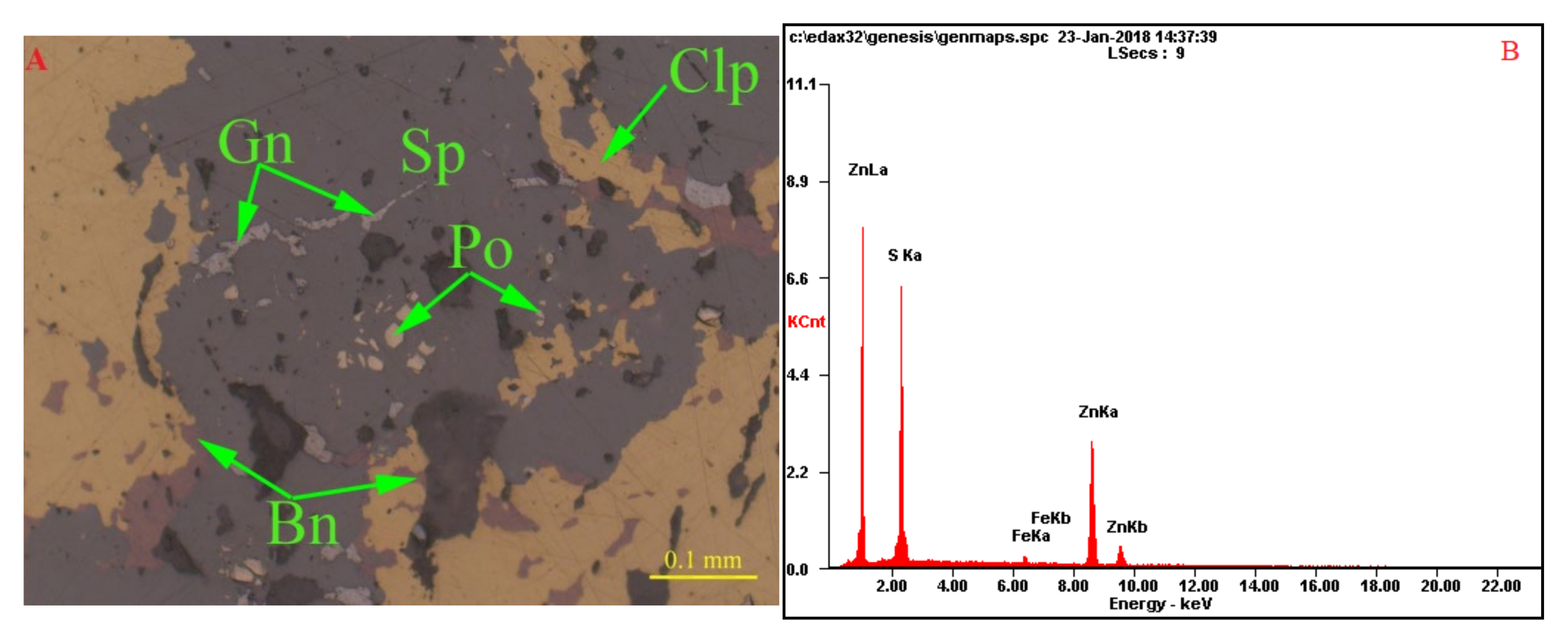
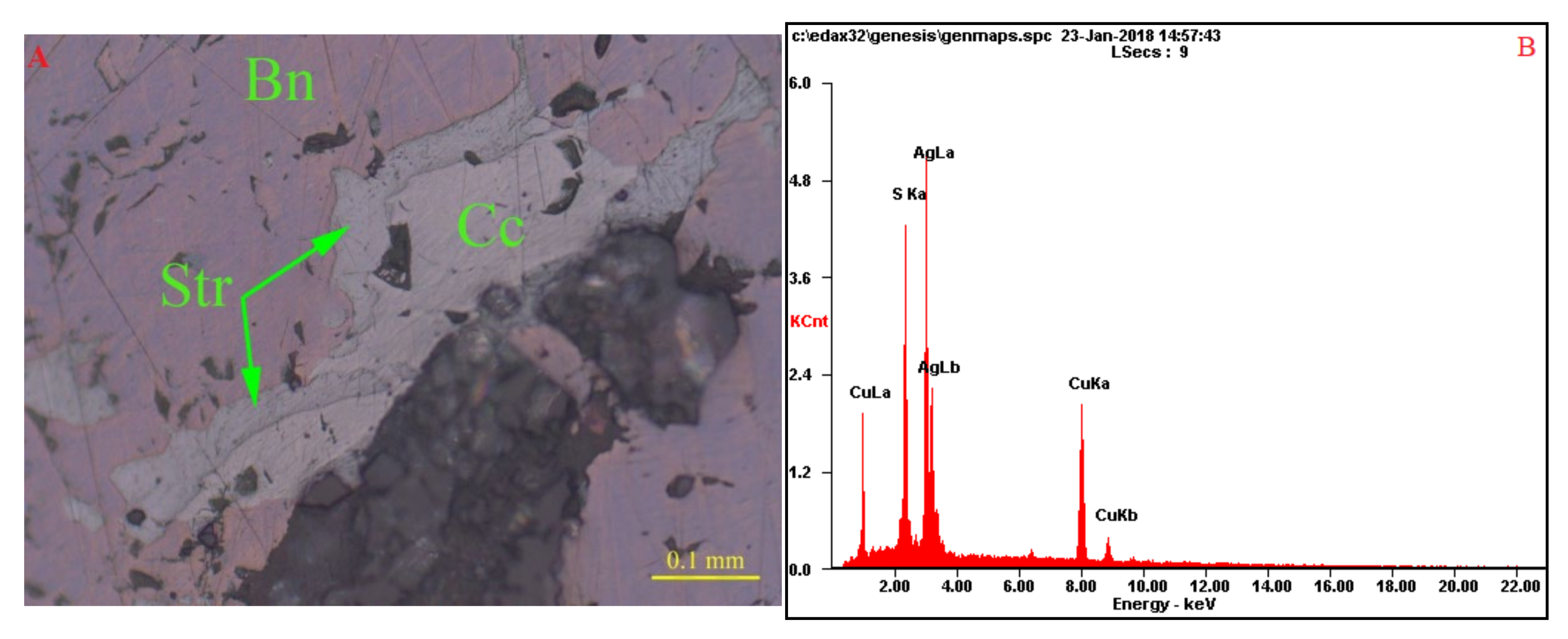
3.2. Occurence of Valuable Minerals
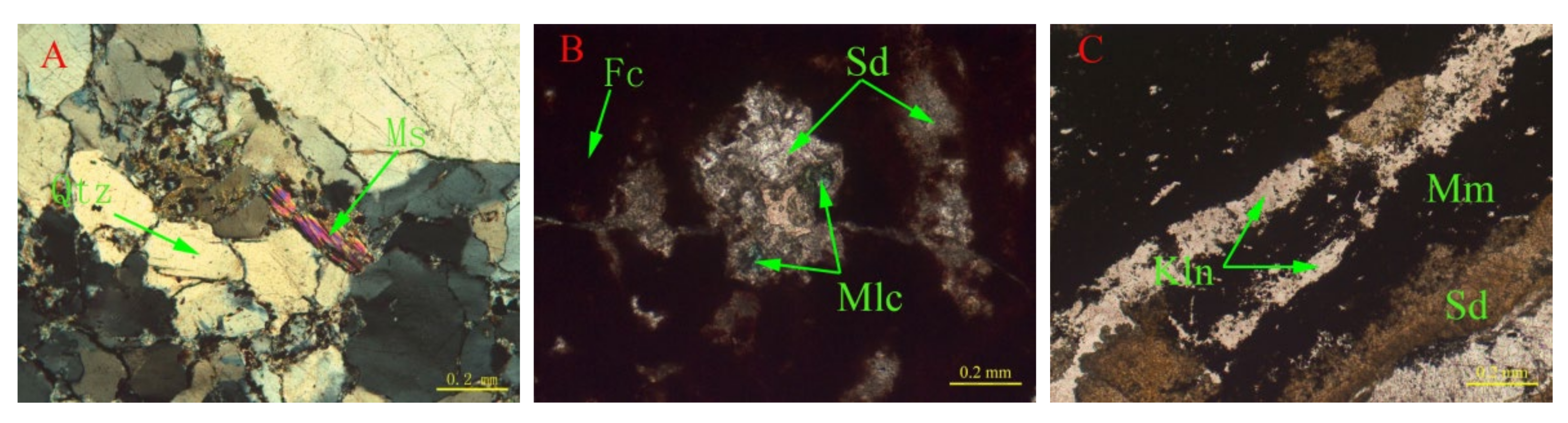
3.3. Occurrence of Other Minerals
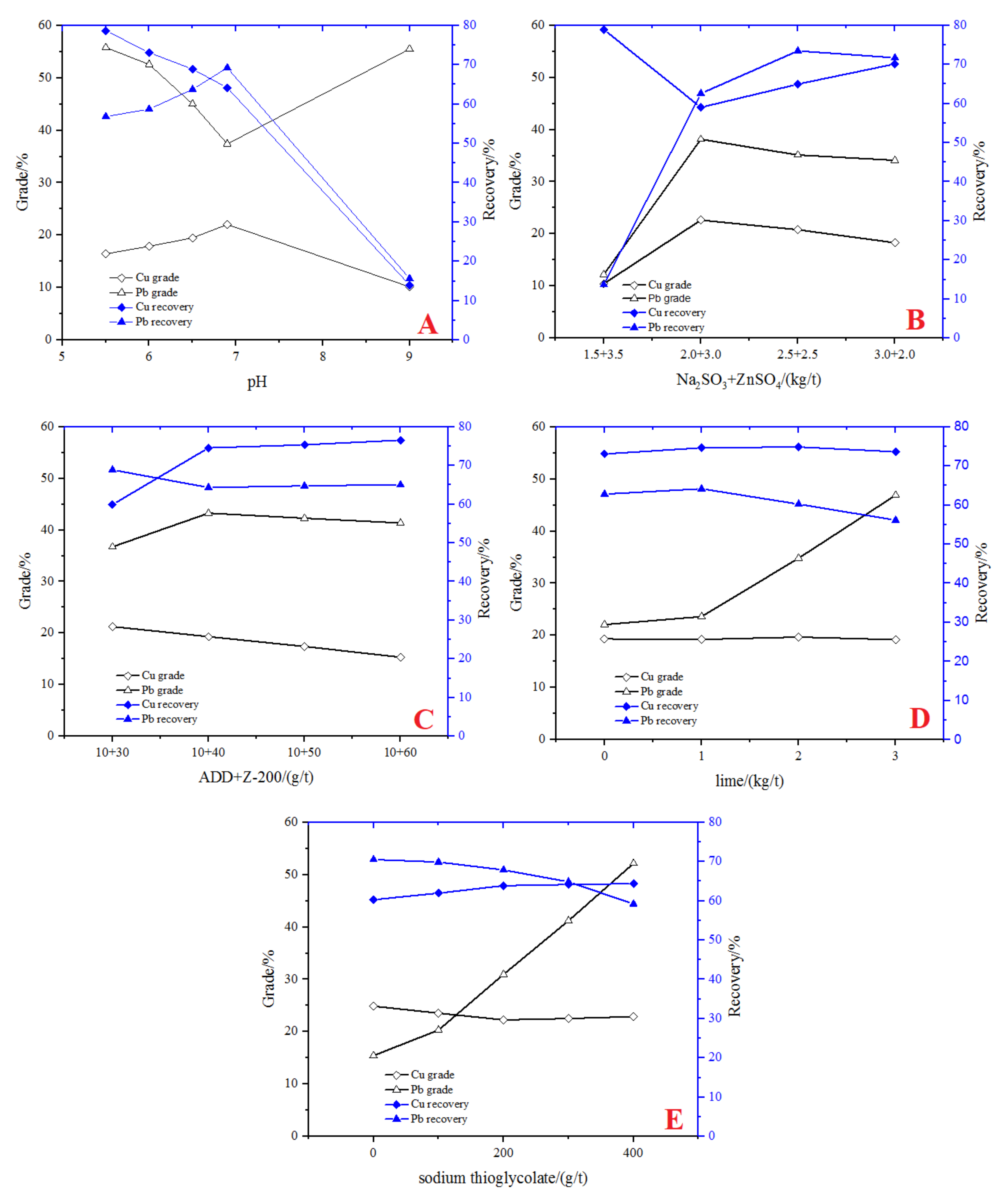
3.4. Development of Innovative Flash Flotation Separation Technology
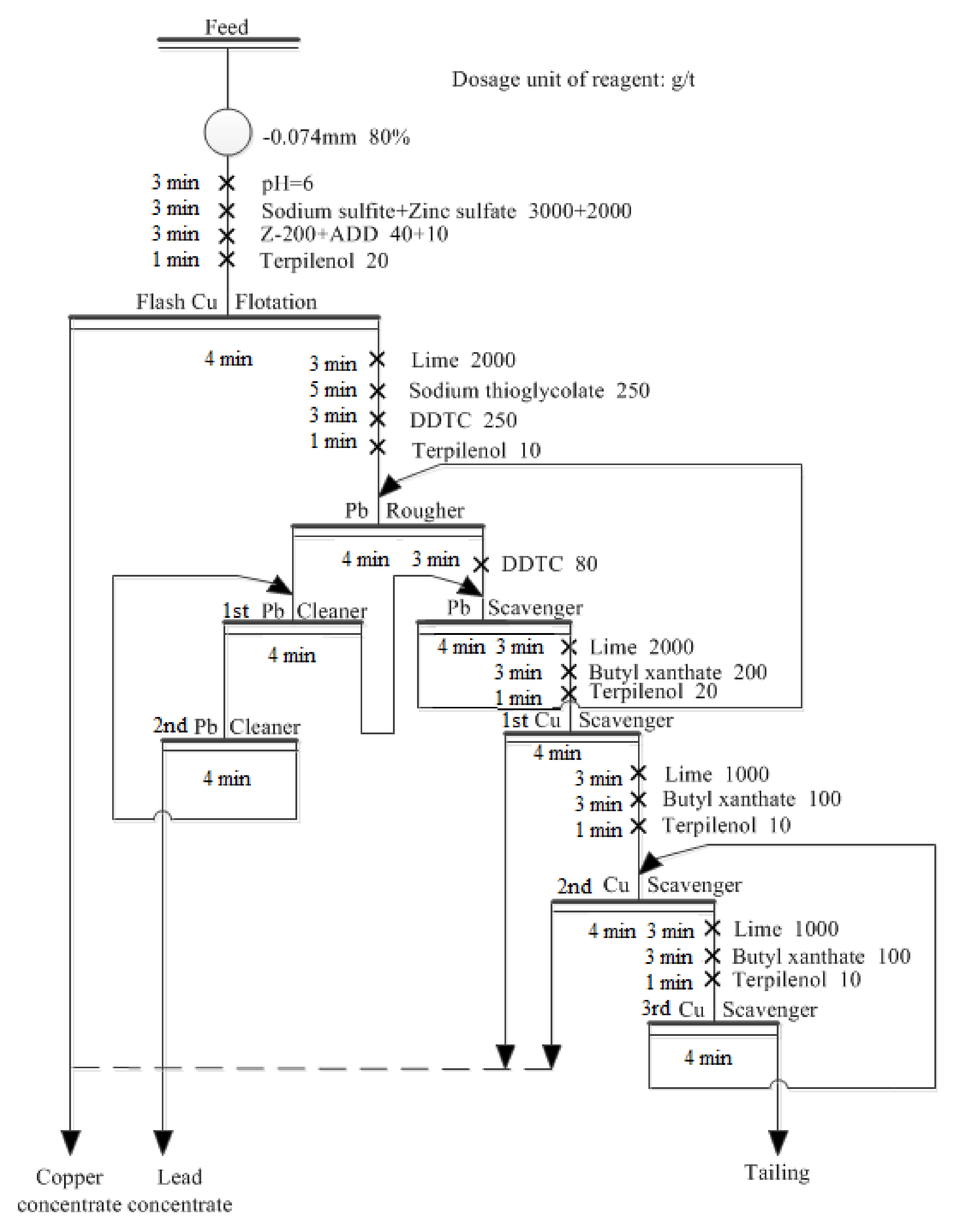
3.5. Closed-Circuit Test
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, F.; Gao, W.; Gao, S.; Meng, L.; Zhang, Z.; Yan, Y.; Ren, Y.; Li, Y.; Liu, K.; Xing, M.; et al. Morphology Evolution of Nano-Micron Pyrite: A Review. J. Nanosci. Nanotechnol. 2017, 17, 5980–5995. [Google Scholar] [CrossRef]
- Khalid, M.; Larachi, F. Effect of silver on gold cyanidation in mixed and segregated sulphidic minerals. Can. J. Chem. Eng. 2016, 95, 698–707. [Google Scholar] [CrossRef]
- Wills, B.A.; Tim, N.-M.B. Forth flotation. In Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 7th ed.; Napier-Munn, T., Ed.; Elsevier Science & Technology Books: New York, NY, USA, 2006; Volume 12, pp. 336–343. [Google Scholar]
- Cilek, E.; Tuzci, G. Flotation behavior of native gold and gold-bearing sulphide minerals in a polymetallic gold ore. Part. Sci. Technol. 2021, 40, 558–566. [Google Scholar] [CrossRef]
- Liu, Y.; Lei, S.; Huang, T. Research on mineralogy and flotation for coal-series kaolin. Appl. Clay Sci. 2017, 136, 37–42. [Google Scholar] [CrossRef]
- Sehlotho, N.; Sindane, Z.; Bryson, M. Flowsheet development for selective Cu-Pb-Zn recovery at Rosh Pinah concentrator. Miner. Eng. 2018, 122, 10–16. [Google Scholar] [CrossRef]
- Tang, Z.; Li, Z.; Song, X. Beneficiation Techniques Optimization and Production Practice of Refractory Polymetallic Copper-Lead-Zinc Ore. Miner. Met. Proc. 2013, 33, 74–77. [Google Scholar]
- Zhang, W.; Cao, J.; Wu, S. Synthesis of selective heteroatomic collectors for the improved separation of sulphide minerals. Sep. Purif. Technol. 2022, 287, 120563. [Google Scholar] [CrossRef]
- Ma, Y.; Yang, M.; Tang, L. Flotation separation mechanism for secondary copper sulphide minerals and pyrite using novel collector ethyl isobutyl xanthogenic acetate. Colloid Surf. A Physicochem. Eng. Asp. 2022, 634, 128010. [Google Scholar] [CrossRef]
- Wang, H.; Feng, L.; Manica, R.; Liu, Q. Selective depression of millerite (β-NiS) by polysaccharides in alkaline solutions in Cu-Ni sulphides flotation separation. Miner. Eng. 2021, 172, 107139. [Google Scholar] [CrossRef]
- Monyake, K.; Alagha, L. Enhanced separation of base metal sulphides in flotation systems using Chitosan-grafted-Polyacrylamides. Sep. Purif. Technol. 2022, 281, 119818. [Google Scholar] [CrossRef]
- Godirilwe, L.; Magwaneng, R.; Sagami, R. Extraction of copper from complex carbonaceous sulphide ore by direct high-pressure leaching. Miner. Eng. 2021, 173, 107181. [Google Scholar] [CrossRef]
- Xie, H.; Liu, Y.; Rao, B. Selective passivation behavior of galena surface by sulfuric acid and a novel flotation separation method for copper-lead sulphide ore without collector and inhibitor. Sep. Purif. 2021, 267, 118621. [Google Scholar] [CrossRef]
- Xu, B.; Wu, J.; Dong, Z. Flotation performance, structure–activity relationship and adsorption mechanism of a newly-synthesized collector for copper sulphide minerals in Gacun polymetallic ore. Appl. Surf. Sci. 2021, 551, 149420. [Google Scholar] [CrossRef]
- Huang, Y.; Sun, X.; Shi, G. Re–Os dating of sulphides from the Yushui Cu-polymetallic deposit in eastern Guangdong Province, South China. Ore Geol. Rev. 2015, 70, 281–289. [Google Scholar] [CrossRef]
- Boulton, A.; Fornasiero, D.; Ralston, J. Depression of iron sulphide flotation in zinc roughers. Miner. Eng. 2001, 14, 1067–1079. [Google Scholar] [CrossRef]
- Liu, G.-Y.; Zhong, H.; Dai, T.-G. The separation of Cu/Fe sulfide minerals at slightly alkaline conditions by using ethoxycarbonyl thionocarbamates as collectors: Theory and practice. Miner. Eng. 2006, 19, 1380–1384. [Google Scholar] [CrossRef]
- Dey, S.; Mohanta, M.K.; Singh, R. Mineralogy and textural impact on beneficiation of goethitic ore. Int. J. Min. Sci. Technol. 2017, 27, 445–450. [Google Scholar] [CrossRef]
- Wang, X.; Qin, W.; Jiao, F.; Yang, C.; Cui, Y.; Li, W.; Zhang, Z.; Song, H. Mineralogy and Pretreatment of a Refractory Gold Deposit in Zambia. Minerals 2019, 9, 406. [Google Scholar] [CrossRef]
- Liu, S.; Tong, X.; Song, B. Mineralogy study on a low-grade Cu-Ni-PGM sulphide ore in Jinbaoshan, China. Min. Metall. Explor. 2012, 29, 172–176. [Google Scholar]
- Abdollahi, M.; Bahrami, A.; Mirmohammadi, M.S.; Kazemi, F.; Danesh, A.; Ghorbani, Y. A process mineralogy approach to optimize molybdenite flotation in copper–molybdenum processing plants. Miner. Eng. 2020, 157, 106557. [Google Scholar] [CrossRef]
- Xu, W.; Shi, B.; Tian, Y. Process Mineralogy Characteristics and Flotation Application of a Refractory Collophanite from Guizhou, China. Minerals 2021, 11, 1249. [Google Scholar] [CrossRef]
- Mikhlin, Y. X-ray photoelectron spectroscopy in mineral processing studies. Appl. Sci. 2020, 10, 5138. [Google Scholar] [CrossRef]
- Yarluğkal, A.; Cebeci, Y.; Sis, H. A Process Mineralogy Approach to the Flotation of Complex Lead–Zinc Ores from Görgü (Malatya) Region. Min. Metall. Explor. 2022, 39, 1219–1232. [Google Scholar] [CrossRef]
- Tanhua, A.; Sinche-Gonzalez, M.; Kalapudas, R.; Tanskanen, P.; Lamberg, P. Effect of waste rock dilution on spodumene flotation. Miner. Eng. 2020, 150, 106282. [Google Scholar] [CrossRef]
- Hoang, D.; Kupka, N.; Peuker, U. Flotation study of fine grained carbonaceous sedimentary apatite ore—Challenges in process mineralogy and impact of hydrodynamics. Miner. Eng. 2018, 121, 196–204. [Google Scholar] [CrossRef]
- Kelvin, M.; Whiteman, E.; Petrus, J. Application of LA-ICP-MS to process mineralogy: Gallium and germanium recovery at Kipushi copper-zinc deposit. Miner. Eng. 2022, 176, 107322. [Google Scholar] [CrossRef]
- Wei, Q.; Jiao, F.; Dong, L. Selective depression of copper-activated sphalerite by polyaspartic acid during chalcopyrite flotation. Trans. Nonferrous Met. Soc. China 2021, 31, 1784–1795. [Google Scholar] [CrossRef]
- Miao, Y.; Wen, S.; Shen, Z. Flotation separation of chalcopyrite from galena using locust bean gum as a selective and eco-friendly depressant. Sep. Purif. Technol. 2022, 283, 120173. [Google Scholar] [CrossRef]
- Chen, Y.; Feng, B.; Guo, Y. The role of oxidizer in the flotation separation of chalcopyrite and galena using sodium lignosulfonate as a depressant. Miner. Eng. 2021, 172, 107160. [Google Scholar] [CrossRef]
- Lopéz, R.; Jordão, H.; Hartmann, R. Study of butyl-amine nanocrystal cellulose in the flotation of complex sulphide ores. Colloid. Surf. A 2019, 579, 123655. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, C.; Hu, B. Enhancing flotation separation of chalcopyrite and galena by the surface synergism between sodium sulfite and sodium lignosulfonate. Appl. Surf. Sci. 2020, 507, 145042. [Google Scholar] [CrossRef]
- Jiao, F.; Cui, Y.; Wang, D. Research of the replacement of dichromate with depressants mixture in the separation of copper-lead sulfides by flotation. Sep. Purif. Technol. 2022, 278, 119330. [Google Scholar] [CrossRef]
- Bulatovic, S.; Wysouzil, D.; Bermejo, F. Development and introduction of a new copper/lead separation method in the raura plant (Peru). Miner. Eng. 2001, 14, 1483–1491. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Mineral | Disseminated Size (mm) | Content (%) |
|---|---|---|---|
| Sulfide | Chalcopyrite | 0.001–2.0 | 17.70 |
| Bornite | 0.005–3.5 | 2.50 | |
| Tennantite | 0.005–0.65 | 0.30 | |
| Covellite | 0.001–0.02 | 0.05 | |
| Chalcocite | 0.005–0.85 | 0.15 | |
| Digenite | 0.001–0.03 | Occasionally | |
| Betekhtinite | 0.01–0.5 | 0.03 | |
| Stromeyerite | 0.001–0.2 | 0.02 | |
| Galena | 0.005–5.0 | 10.84 | |
| Sphalerite | 0.005–2.2 | 2.80 | |
| Pyrite | 0.001–1.6 | 44.80 | |
| Pyrrhotite | 0.001–0.4 | 1.10 | |
| Polydymite | 0.001–0.01 | 0.05 | |
| Oxide | Hematite | 0.005–0.35 | 0.15 |
| Gahnite | 0.001–0.08 | 0.08 | |
| Rutile | 0.005–0.12 | 0.03 | |
| Anatase | |||
| Quartz | 0.004–5.5 | 6.25 | |
| Carbonate | Malachite | 0.01–0.2 | Occasionally |
| Siderite | 0.004–0.8 | 6.80 | |
| Dolomite | 0.004–1.0 | 1.70 | |
| Ankerite | 0.004–1.0 | 1.10 | |
| Calcite | 0.004–0.15 | 0.10 | |
| Silicate | Willemite | 0.001–0.03 | 0.05 |
| Muscovite | 0.004–1.1 | 0.90 | |
| Biotite | 0.01–1.5 | 0.10 | |
| Hornblende | 0.004–0.3 | 0.18 | |
| Kaolinite | 0.004–0.1 | 0.20 | |
| Plagioclase | 0.004–0.1 | 0.15 | |
| Pyrope | 0.004–0.1 | 0.20 | |
| Zircon | 0.01–0.08 | Occasionally | |
| Thalenite | 0.004–0.06 | 0.22 | |
| Sulfate | Sardinianite | 0.001–0.06 | Occasionally |
| Phosphate | Monazite | 0.01–0.03 | 0.05 |
| Apatite | 0.01–0.02 | 0.05 | |
| Total | / | / | 100 |
| Product | Yield/% | Grade/% | Recovery/% | ||
|---|---|---|---|---|---|
| Cu | Pb | Cu | Pb | ||
| Rough copper concentrate 1 | 25.67 | 18.49 | 5.05 | 59.08 | 13.91 |
| Rough copper concentrate 2 | 6.86 | 17.65 | 8.42 | 15.07 | 6.19 |
| Rough copper concentrate 3 | 5.29 | 12.28 | 14.04 | 8.09 | 7.96 |
| Copper tailings | 62.18 | 2.29 | 10.79 | 17.77 | 71.94 |
| Feed | 100.00 | 8.03 | 9.33 | 100.00 | 100.00 |
| Product | Yield/% | Grade/% | Recovery/% | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Cu | Pb | Ag * | Zn | Cu | Pb | Ag * | Zn | ||
| Copper concentrate | 42.82 | 16.33 | 7.98 | 242 | 2.59 | 86.67 | 35.98 | 65.63 | 65.37 |
| Lead concentrate | 11.68 | 3.75 | 46.23 | 165 | 3.59 | 5.43 | 56.84 | 12.20 | 18.49 |
| Tailing | 45.50 | 1.40 | 1.50 | 76.94 | 0.84 | 7.90 | 7.18 | 22.17 | 16.14 |
| Feed | 100.00 | 8.07 | 9.50 | 157.9 | 2.02 | 100.00 | 100.00 | 100.00 | 100.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, F.; Liu, W.; Liu, S.; Chen, S. Mineralogy and Innovative Flash Flotation Separation of Cu-Pb-Zn Polymetallic Ore in Weak Acidic Pulp. Minerals 2022, 12, 1041. https://doi.org/10.3390/min12081041
Feng F, Liu W, Liu S, Chen S. Mineralogy and Innovative Flash Flotation Separation of Cu-Pb-Zn Polymetallic Ore in Weak Acidic Pulp. Minerals. 2022; 12(8):1041. https://doi.org/10.3390/min12081041
Chicago/Turabian StyleFeng, Fan, Wenbiao Liu, Siqing Liu, and Siyu Chen. 2022. "Mineralogy and Innovative Flash Flotation Separation of Cu-Pb-Zn Polymetallic Ore in Weak Acidic Pulp" Minerals 12, no. 8: 1041. https://doi.org/10.3390/min12081041