
Effect of Co-Reduction Conditions of Nickel Laterite Ore and Red Mud on Ferronickel Particle Size Characteristics and Grindability of Carbothermic Reduction Products

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
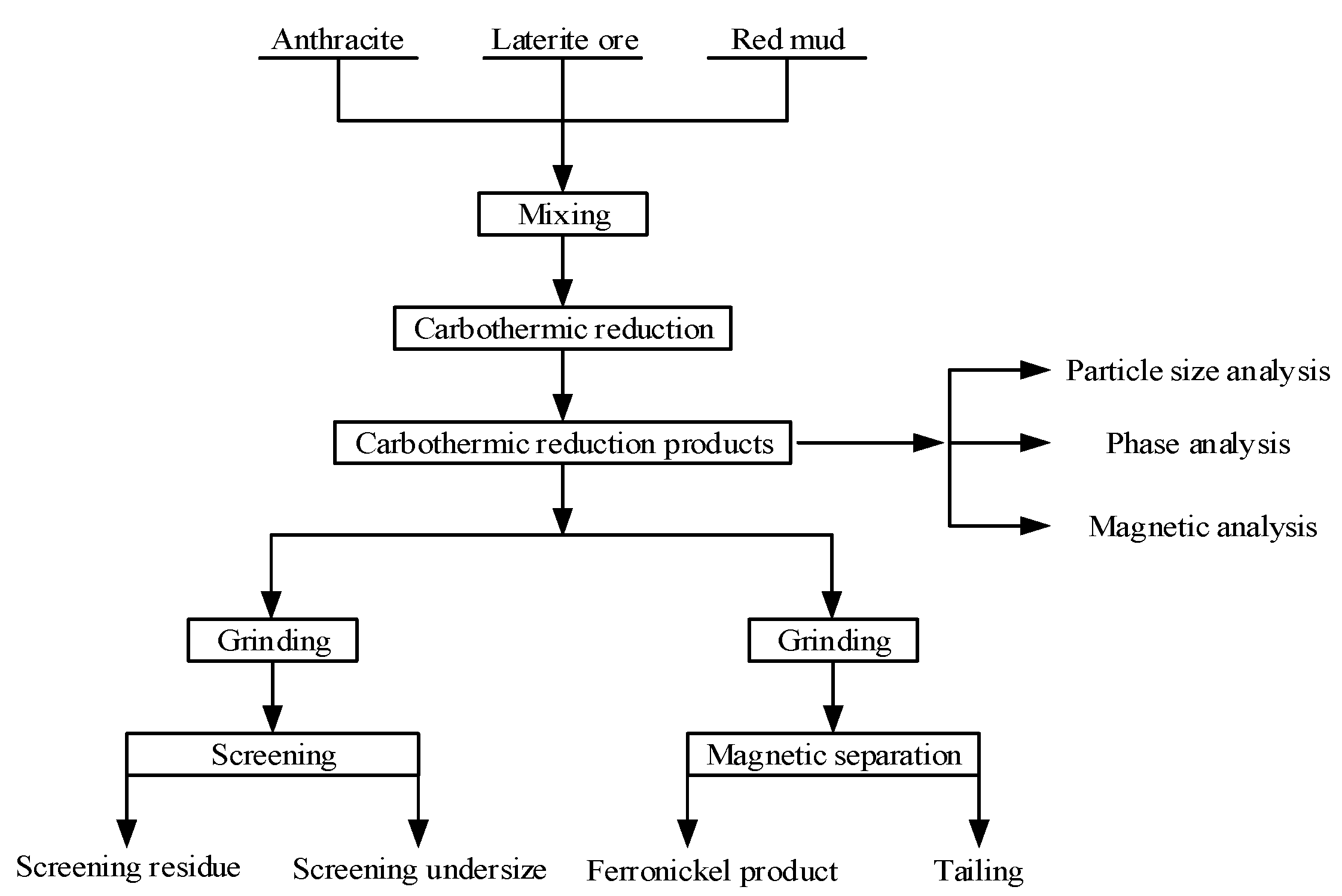
2.2. Experimental Approach
2.3. Analytical Methods
3. Results and Discussion
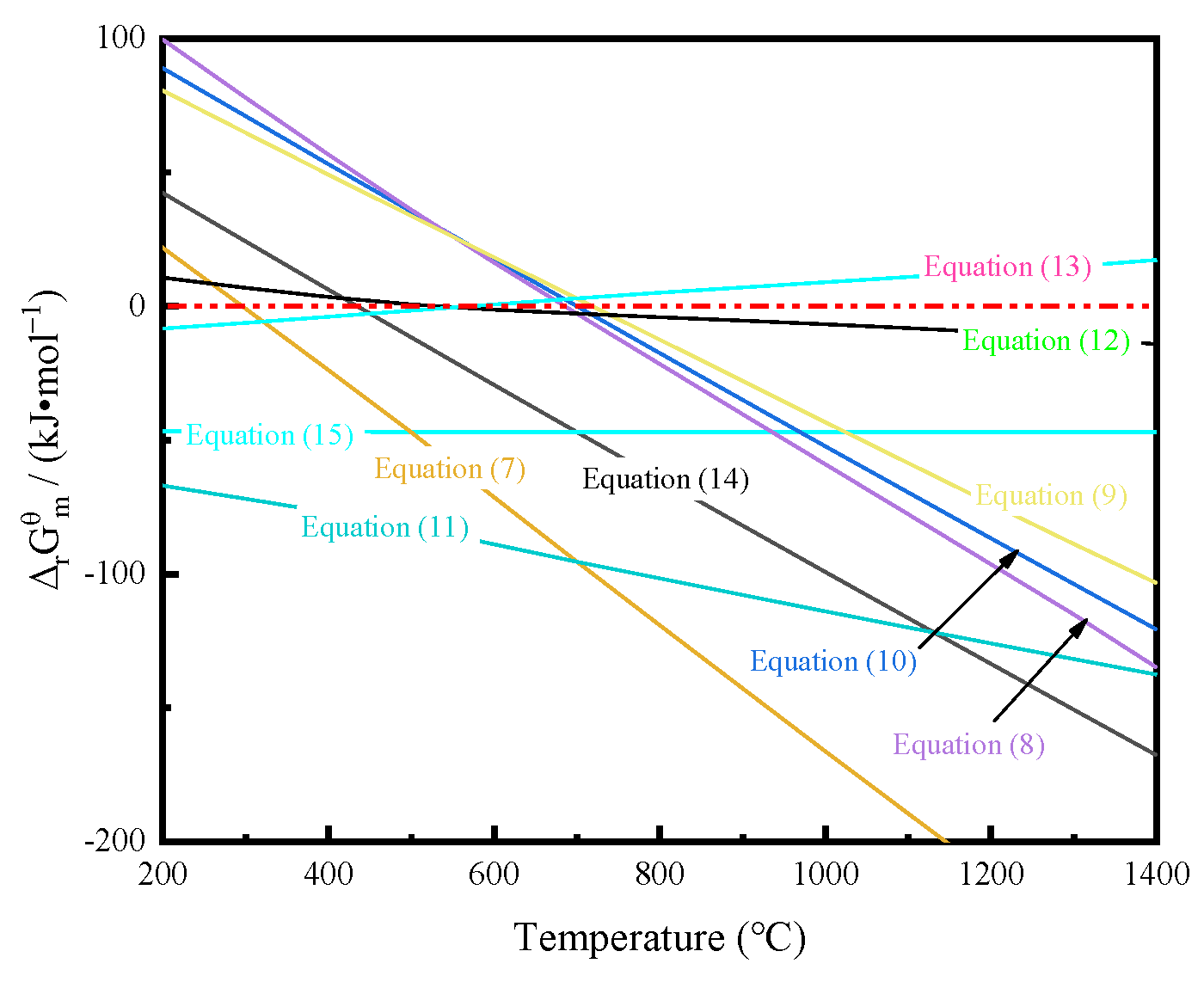
3.1. Thermodynamic Analysis
3.2. Effect of Carbothermic Reduction Conditions on Size Characteristics of Ferronickel Particles
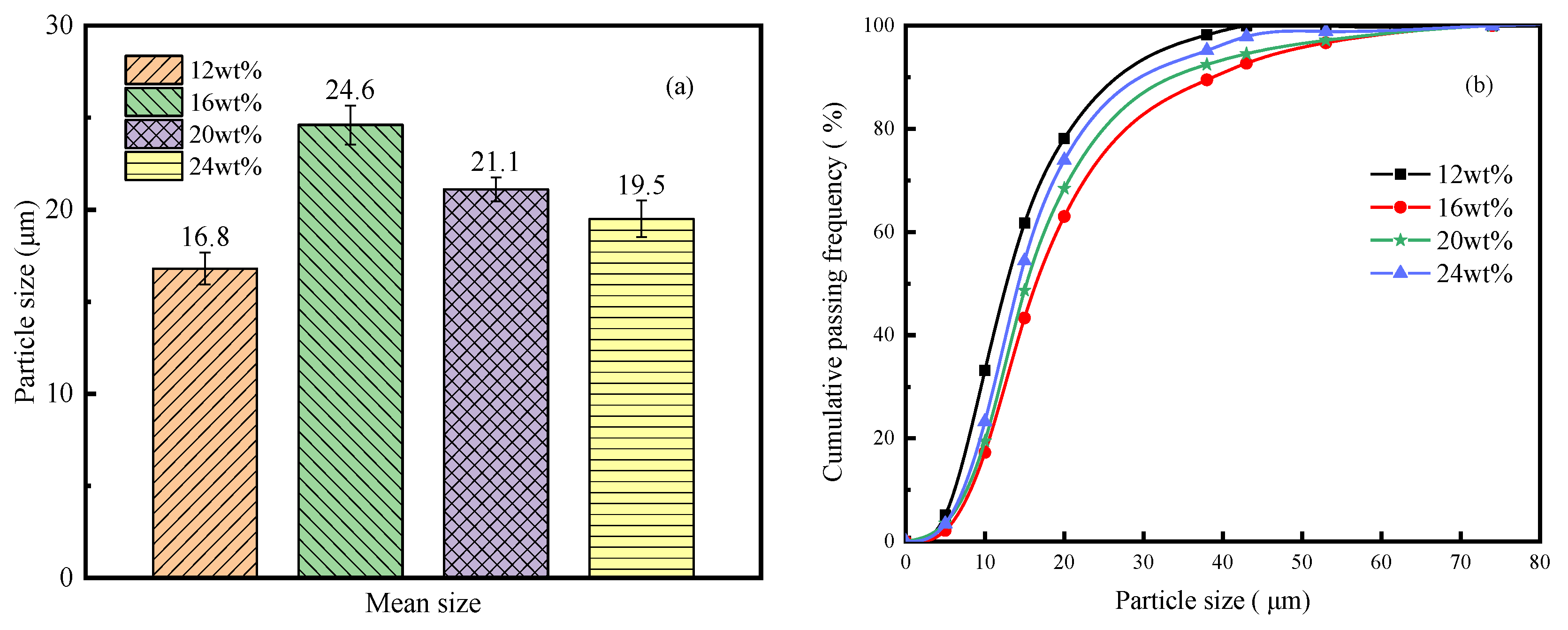
3.2.1. Effect of Anthracite Dosage
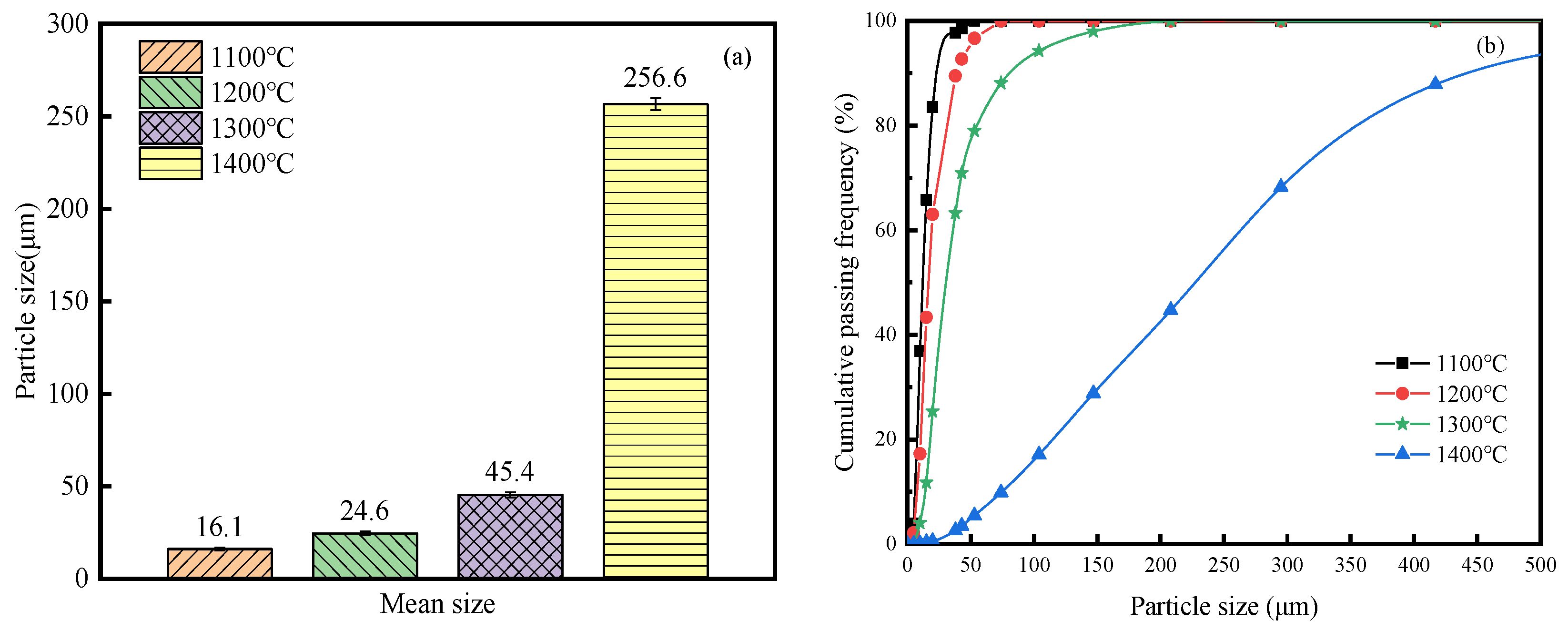
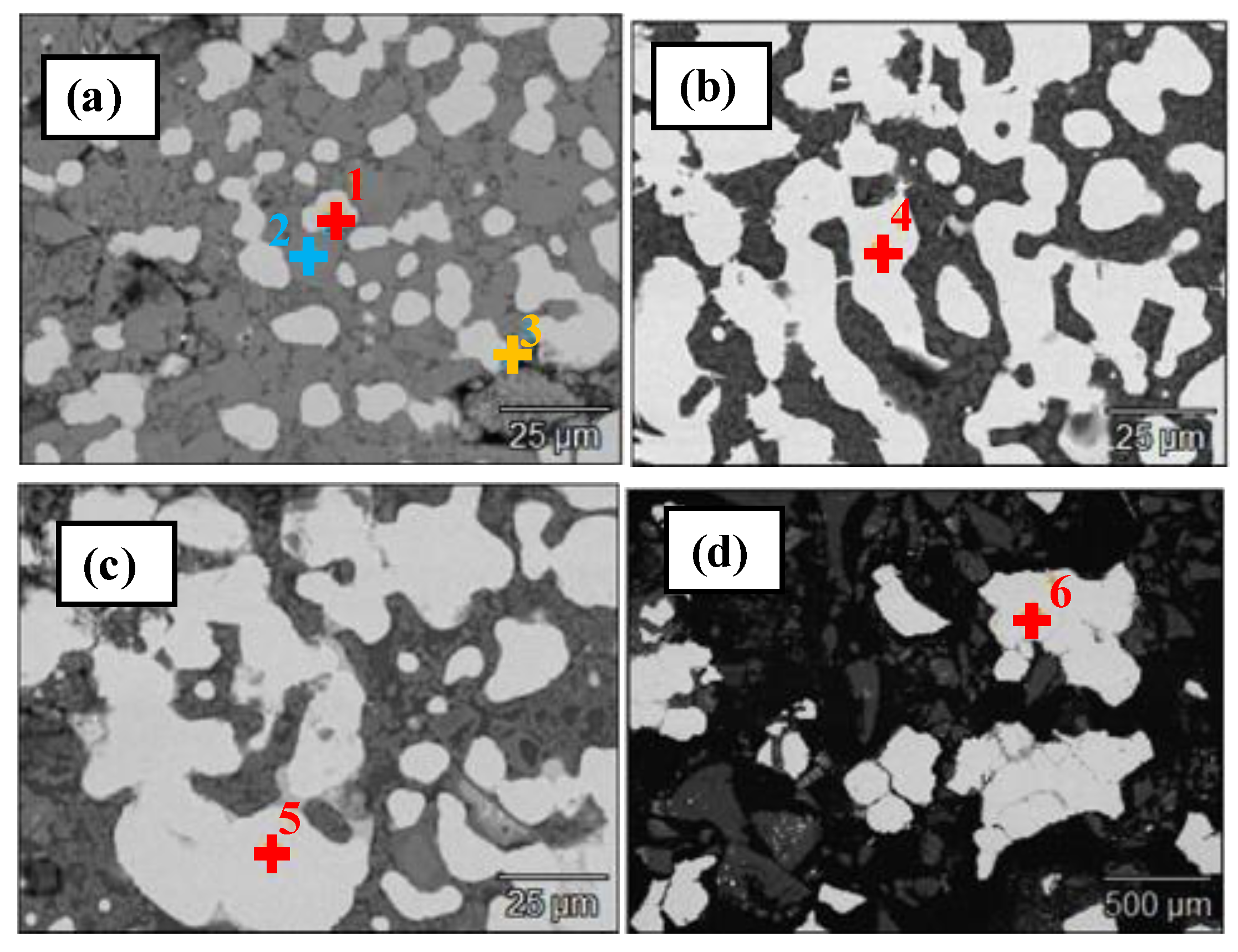
3.2.2. Effect of Carbothermic Reduction Temperature
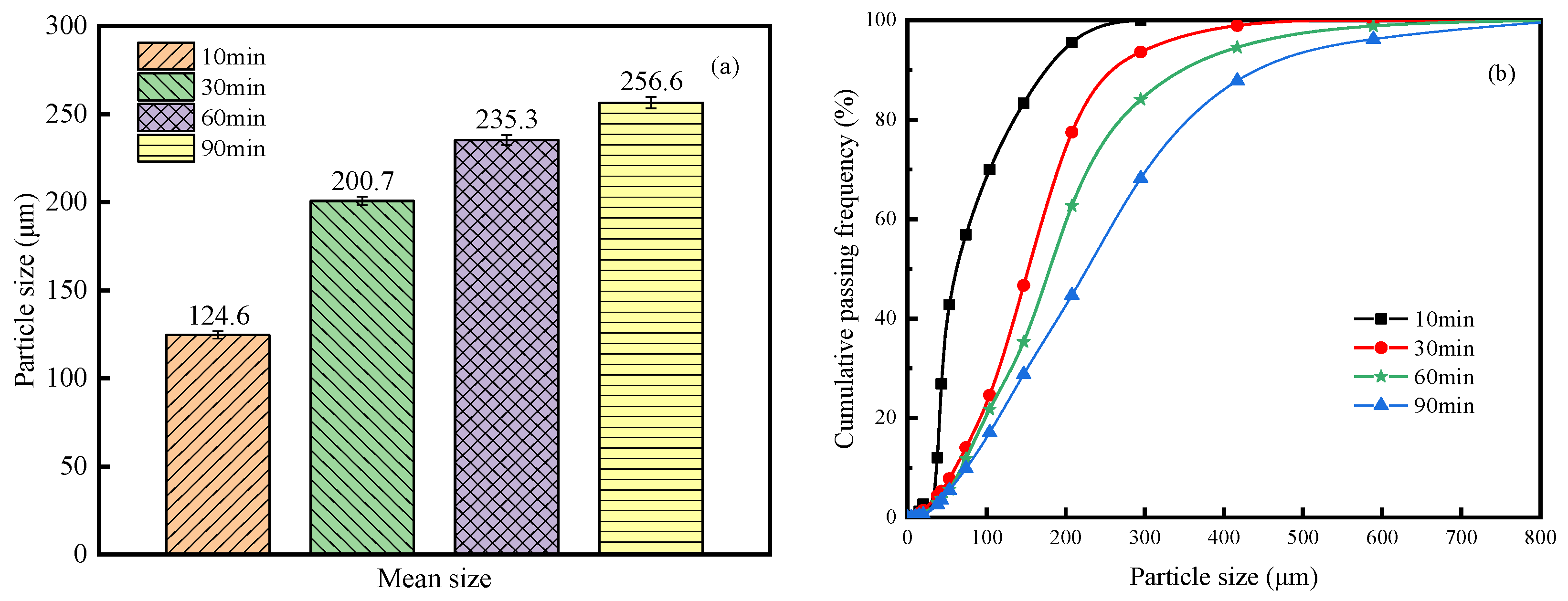
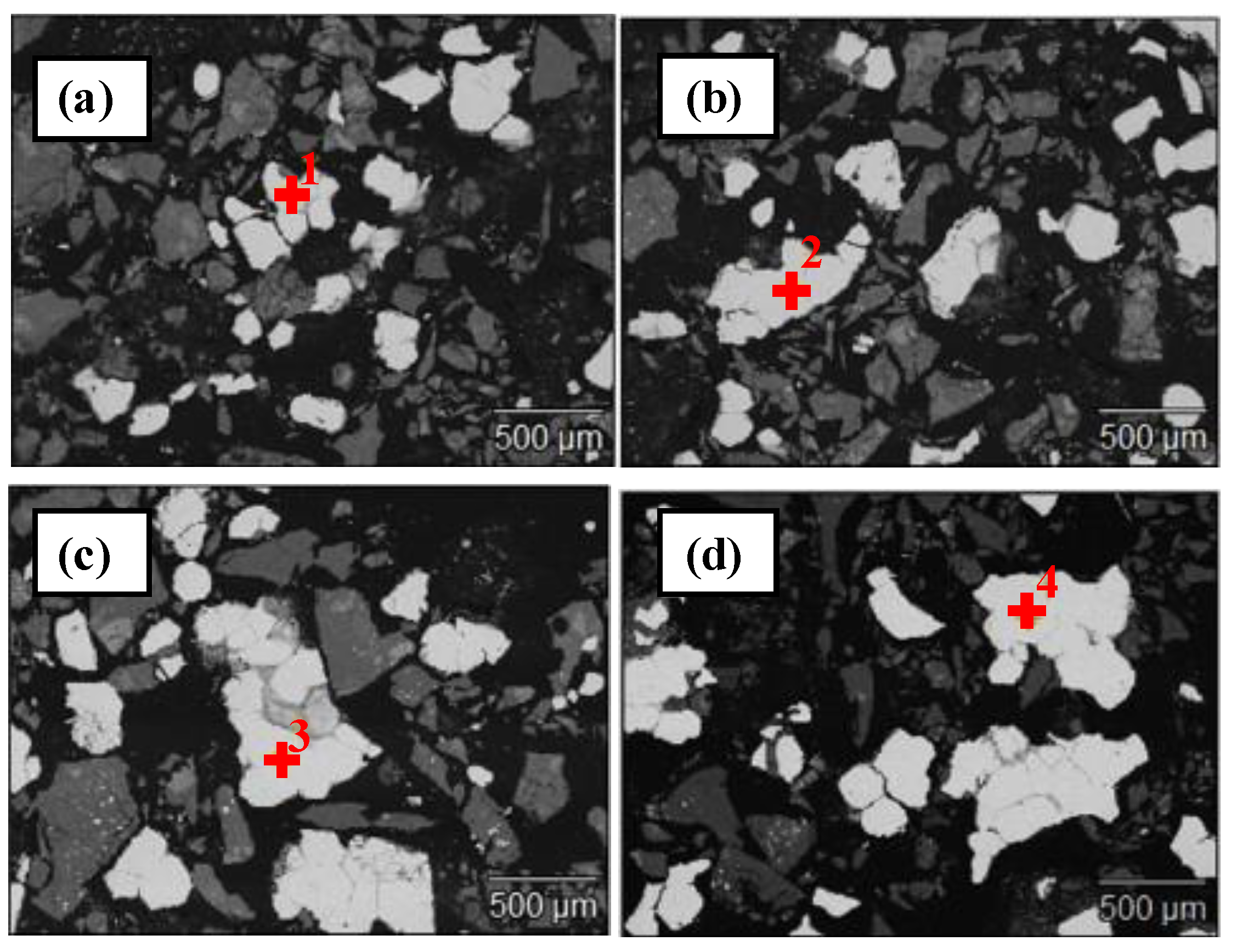
3.2.3. Effect of Carbothermic Reduction Time
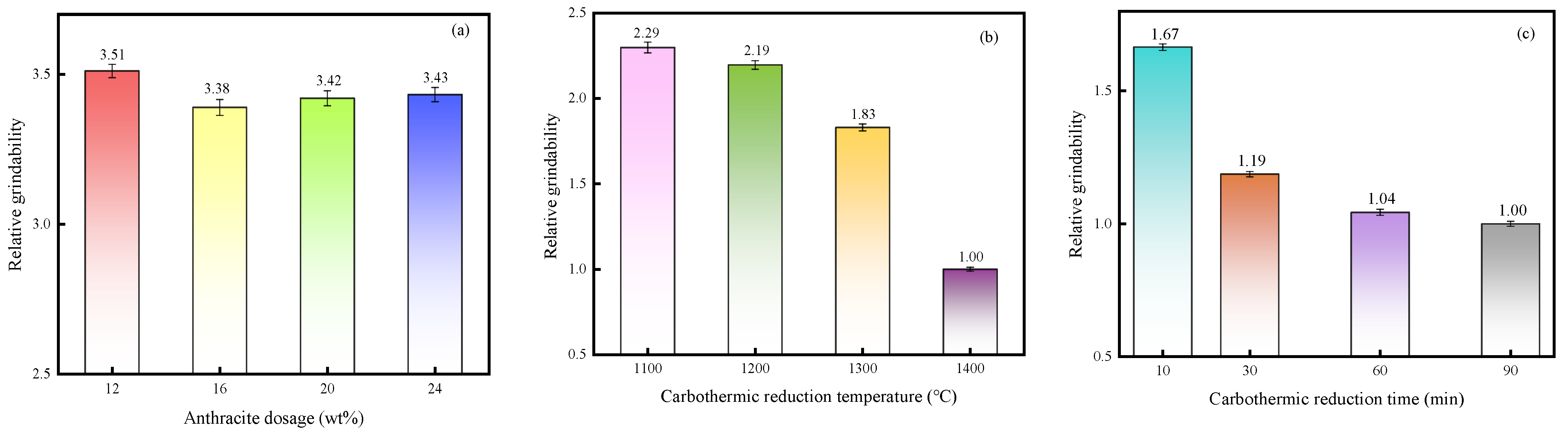
3.3. Effect of Carbothermic Reduction Conditions on Grindability of Reduction Products
3.4. Orthogonal Experiments
3.5. Co-Reduction Mechanism Analysis
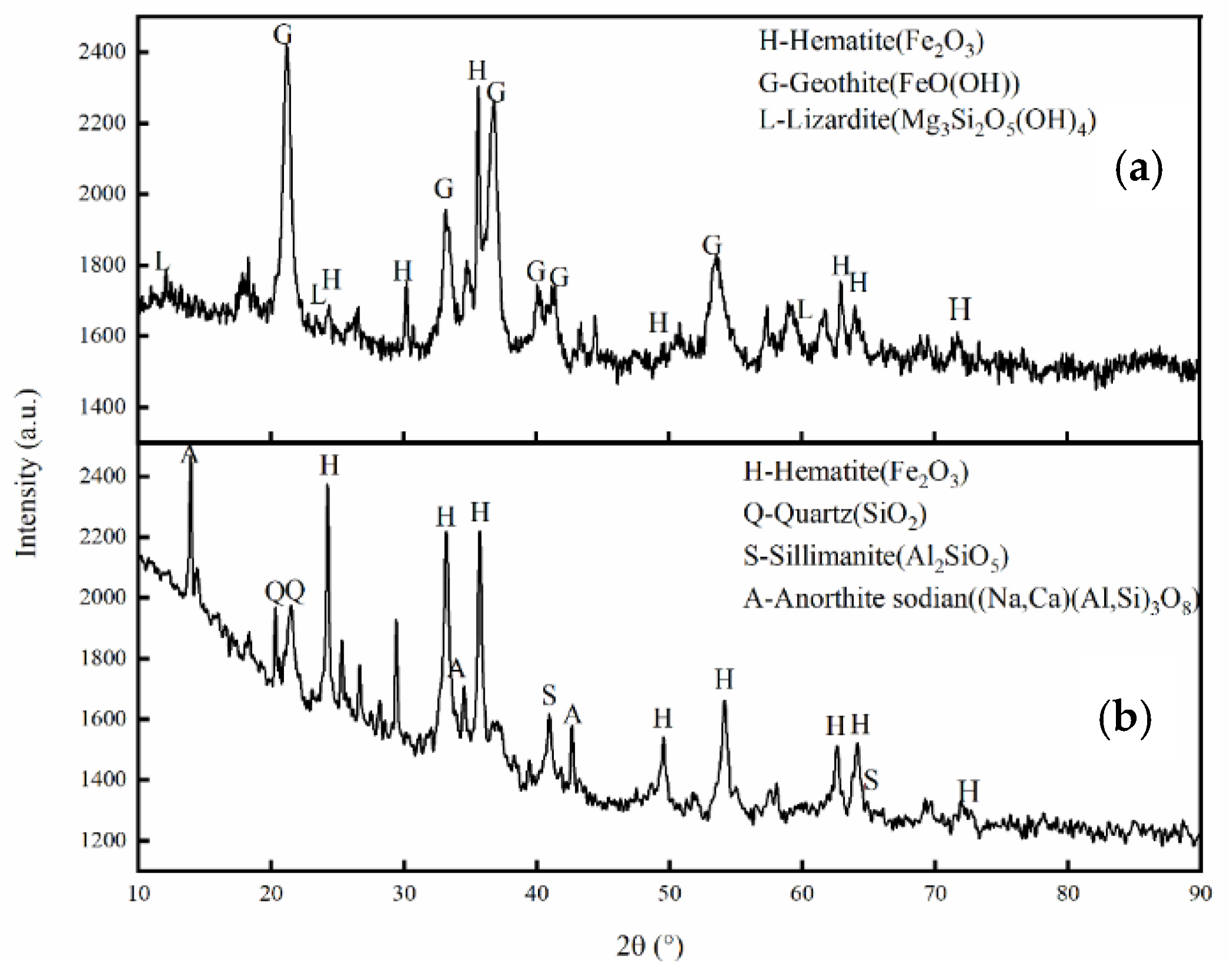
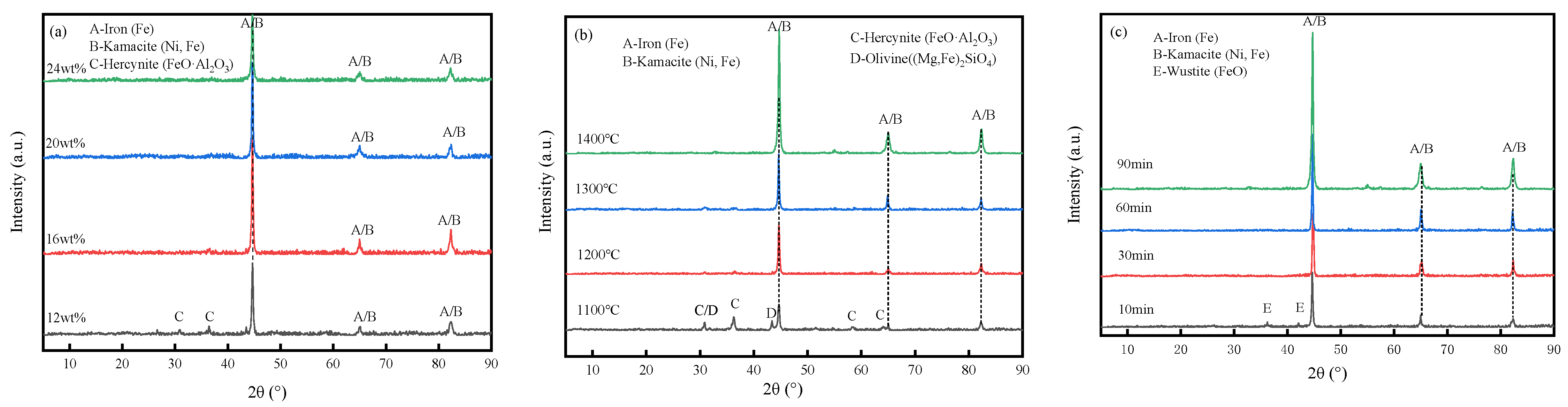
3.5.1. Mineral Transformation
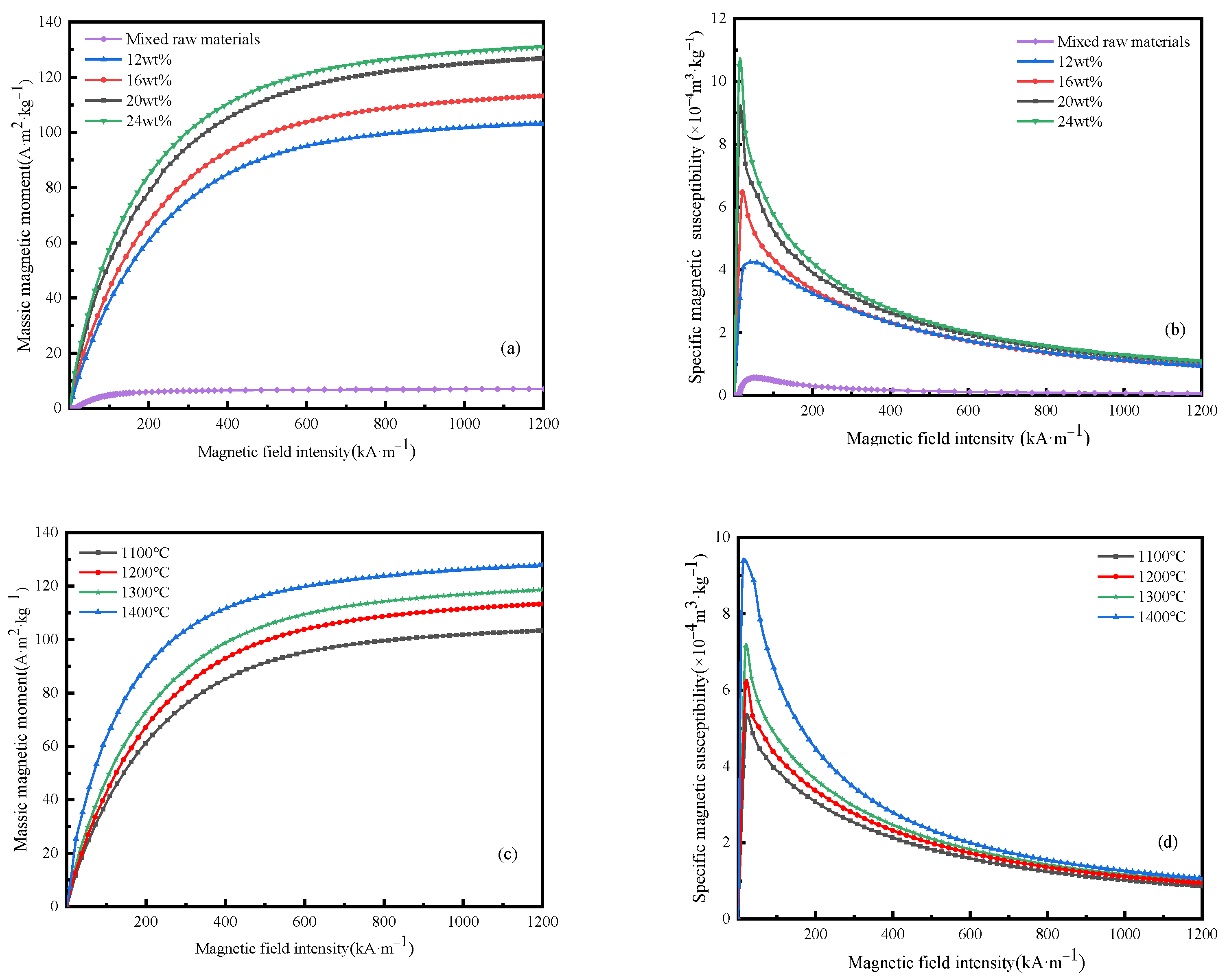
3.5.2. Magnetic Properties
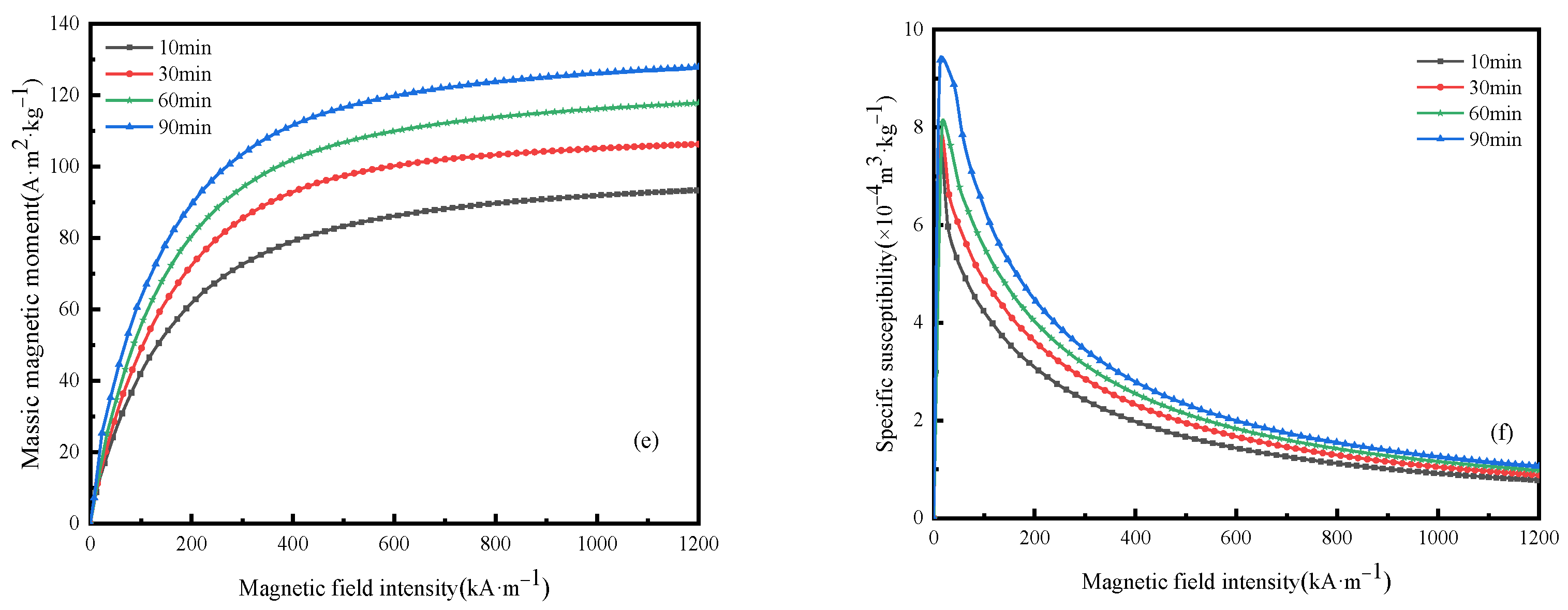
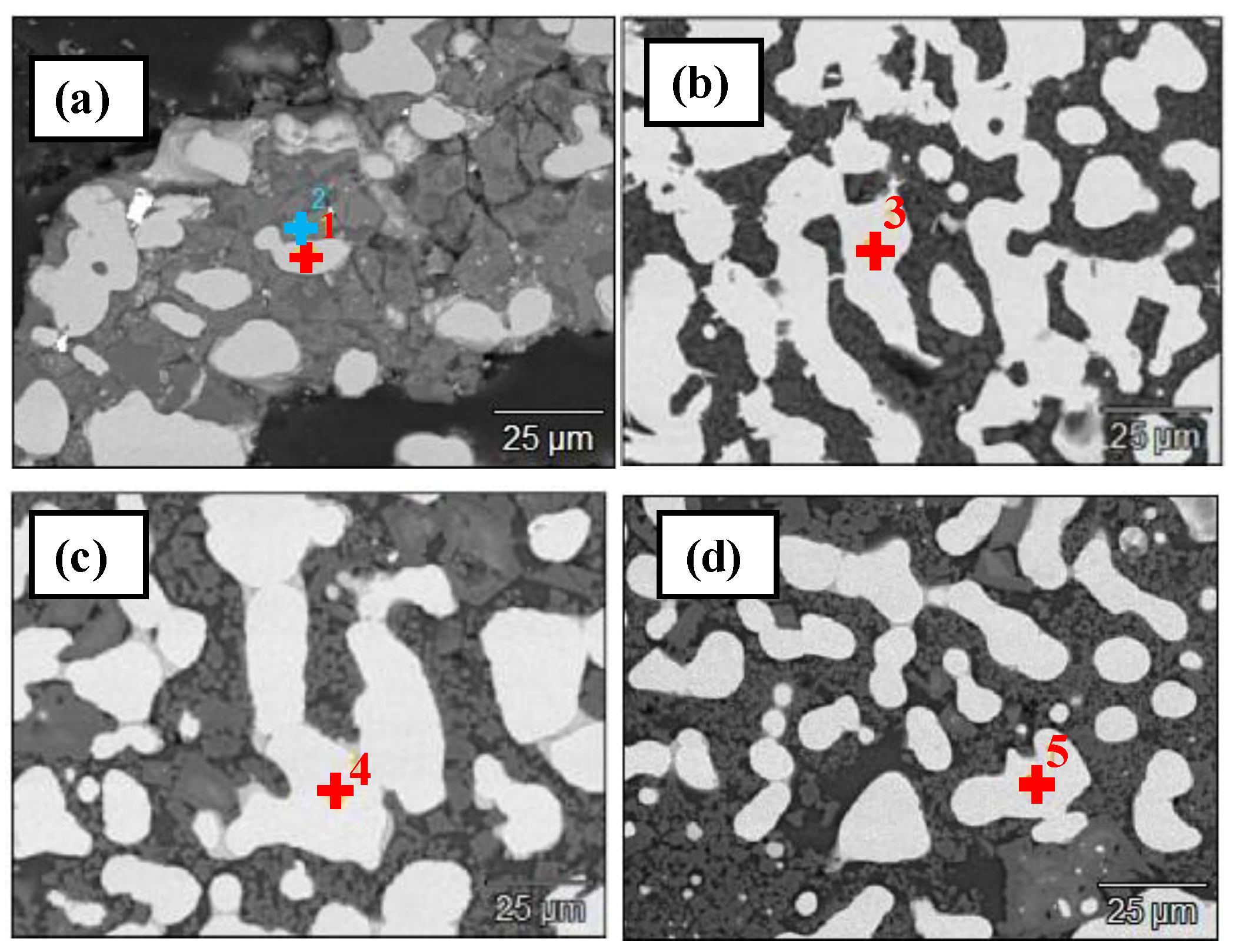
3.5.3. Microstructure
4. Conclusions
- (1)
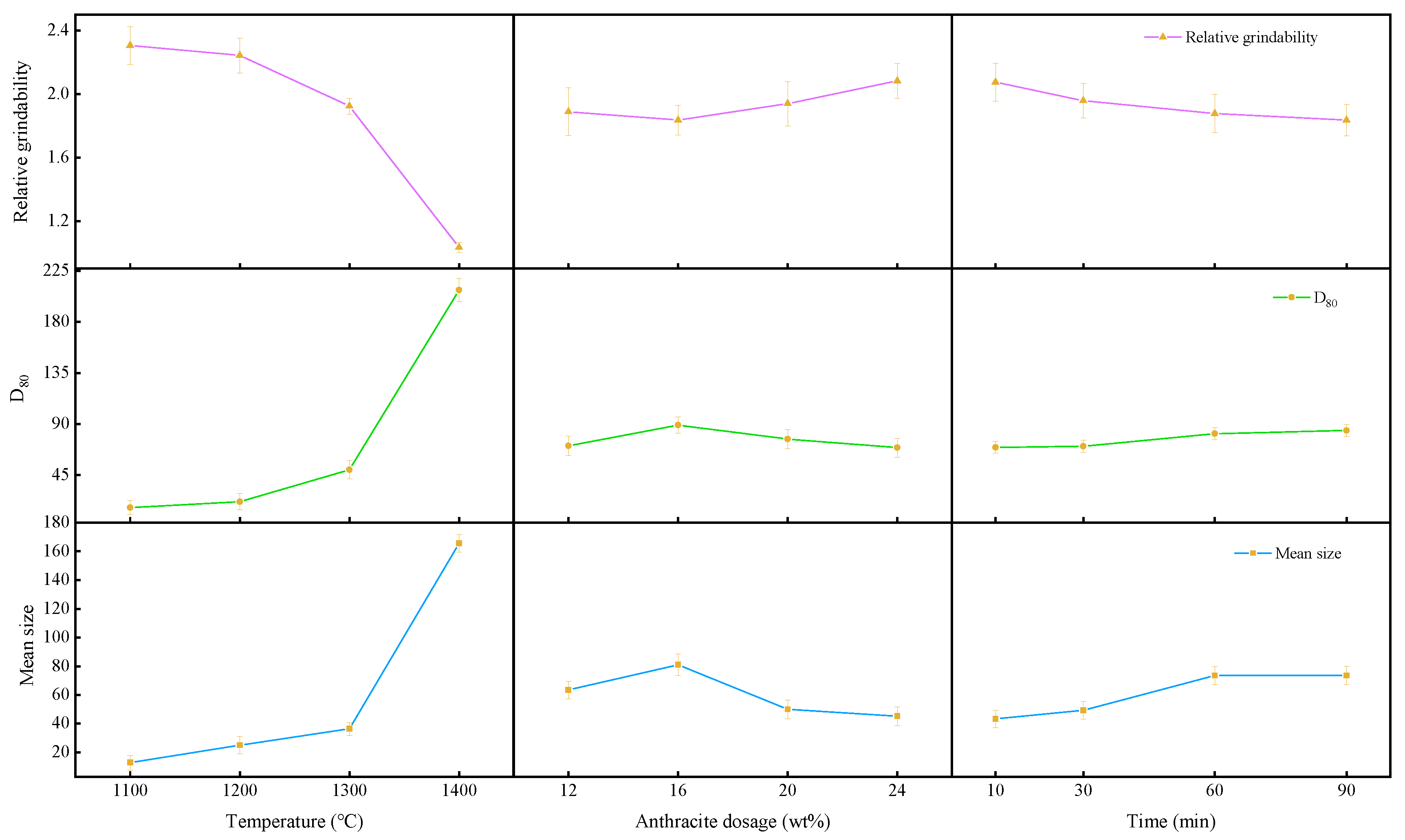
- The mean size of ferronickel particles increased and the proportion of coarse particles grew as reduction temperature was increased, anthracite dosage was improved appropriately, or reduction time was extended. The relationships between co-reduction conditions and ferronickel particle size indicated a possibility of quality control of ferronickel products during co-reduction processes of laterite ore and red mud.
- (2)
- The relative grindability of the reduction products deteriorated as reduction temperature increased, or reduction time extended. The relative grindability of co-reduction products is negatively correlated to the ferronickel particle size. Reduction temperature has the most dominant effect on the size characteristic of ferronickel particles and relative grindability of the reduction products, followed by anthracite dosage and reduction time.
- (3)
- Raising reduction temperature, increasing appropriate anthracite dosage led to more nickel-bearing and iron-bearing minerals being reduced to a metallic state, which was more difficult to be ground. The fine ferronickel particles produced gradually agglomerated and consolidated into chained and even accumulated bulk clusters under the function of interface energy and concentration gradient with prolonging reduction time.
Author Contributions
Funding
Conflicts of Interest
References
- Zhu, D.Q.; Pan, L.T.; Guo, Z.Q.; Pan, J.; Zhang, F. Utilization of limonitic nickel laterite to produce ferronickel concentrate by the selective reduction-magnetic separation process. Adv. Powder Technol. 2019, 30, 451–460. [Google Scholar] [CrossRef]
- Johnson, J.; Reck, B.K.; Wang, T.; Graedel, T.E. The energy benefit of stainless steel recycling. Energ. Policy 2007, 36, 181–192. [Google Scholar] [CrossRef]
- Yang, T.; Li, X.M.; Zhao, J.X.; Cui, Y.R.; Xie, G.; Rao, Y.B. Status and research progress of Laterite nickel ore. Nonferrous Met. Extr. Metall. 2015, 6, 9–13. [Google Scholar]
- Petrus, H.T.B.M.; Putera, A.D.P.; Sugiarto, E.; Perdana, I.; Warmada, I.W.; Nurjaman, F.; Astuti, W.; Mursito, A.T. Kinetics on roasting reduction of limonitic laterite ore using coconut-charcoal and anthracite reductants. Miner. Eng. 2019, 132, 126–133. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Cui, K.K.; Wang, J.; Wang, X.F.; Qie, J.M.; Xu, Q.Y.; Qi, Y.H. Effects of direct reduction process on the microstructure and reduction characterization of carbon-bearing nickel laterite ore pellets. Powder Technol. 2020, 376, 496–506. [Google Scholar] [CrossRef]
- Ma, B.Y.; Wu, H.; Gao, Z. Research development on treatment processes of laterite nickel ore. Refract. Lime 2022, 47, 35–40. [Google Scholar]
- Tong, L.B.; Klein, B.; Zanin, M.; Quast, K.; Skinner, W.; Addai-Mensah, J.; Robinson, D. Stirred milling kinetics of siliceous goethitic nickel laterite for selective comminution. Miner. Eng. 2013, 49, 109–115. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Mao, Y.J. The current situation of the technology of nickel laterite. Hunan Nonferrous Met. 2012, 28, 31–35. [Google Scholar]
- Yang, Z.Y.; Zhang, W.; Shen, Y.F.; Wang, L.; Li, H. Current status of smelting process of laterite nickel ore. China Nonferrous Metall. 2020, 4, 1–6. [Google Scholar]
- Rubisov, D.H.; Papangelakis, V.G. Sulphuric acid pressure leaching of laterites-a comprehensive model of a continuous autoclave. Hydrometallurgy 2000, 58, 89–101. [Google Scholar] [CrossRef]
- Mainak, M.; Lars, S. Structure and elasticity of serpentine at hingpressure. Earth Planet. Sci. Lett. 2009, 297, 11–19. [Google Scholar]
- Liu, K.; Chen, Q.; Hu, H. Comparative leaching of minerals by sulphuric acid in a Chinese ferruginous nickel laterite ore. Hydrometallurgy 2009, 98, 281–286. [Google Scholar] [CrossRef]
- Guo, X.; Shi, W.T.; Dong, L.I. Leaching behavior of metals from limonitic laterite ore by high pressure acid leaching. Trans. Nonferrous Met. Soc. China 2011, 21, 191–195. [Google Scholar] [CrossRef]
- McDonald, R.; Whittington, B. Atmospheric acid leaching of nickel laterites review. Hydrometallurgy 2008, 91, 35–55. [Google Scholar] [CrossRef]
- Zhao, J.F. Treatment for Myanmar nickel laterite with RKEY process. Nonferrous Met. Extr. Metall. 2013, 1, 8–11. [Google Scholar]
- Jiang, M.; Sun, T.C.; Liu, Z.G.; Zhang, S.Y.; Liu, N.; Kou, J.; Cao, Y.Y. Phase transformation of nickel laterite ores in the selective reduction roasting process. J. Univ. Sci. Technol. Beijing 2013, 35, 27–34. [Google Scholar]
- Zhang, Y.Y.; Zhao, J.; Ma, X.L.; Li, M.Y.; Lv, Y.; Gao, X.D. Isothermal reduction kinetics and mechanism of pre-oxidized ilmenite. Min. Metall. Explor. 2019, 36, 825–837. [Google Scholar] [CrossRef]
- Zhou, S.W.; Dong, J.C.; Lu, C.; Li, B.; Li, F.; Zhang, B.; Wang, H.; Wei, Y.G. Effect of sodium carbonate on phase transformation of high-magnesium laterite ore. Mater. Trans. 2017, 58, 790–794. [Google Scholar] [CrossRef] [Green Version]
- Luo, J.; Li, G.H.; Peng, Z.W.; Rao, M.J.; Zhang, Y.B.; Jiang, T. Phase evolution and Ni-Fe granular growth of Saprolitic Laterite Ore-CaO mixtures during reductive roasting. JOM 2016, 68, 3015–3021. [Google Scholar] [CrossRef]
- Lv, X.M.; Lv, W.; Liu, M.; You, Z.X.; Lv, X.W.; Bai, C.G. Effect of sodium sulfate on preparation of ferronickel from nickel laterite by carbothermal reduction. ISIJ Int. 2018, 58, 799–805. [Google Scholar] [CrossRef] [Green Version]
- Wu, S.C.; LI, Z.Y.; Sun, T.C.; Li, X.H.; Xu, C.Y. Effect of calcium compounds on direct reduction and phosphorus removal of high-phosphorus iron ore. J. Cent. South Univ. 2022, 29, 443–454. [Google Scholar] [CrossRef]
- Nath, H.; Sahoo, P.; Sahoo, A. Characterization of red mud treated under high temperature fluidization. Powder Technol. 2015, 269, 233–239. [Google Scholar] [CrossRef]
- Liu, X.; Han, Y.; He, F.; Gao, P.; Yuan, S. Characteristic, hazard and iron recovery technology of red mud-A critical review. J. Hazard. Mater. 2021, 420, 126542. [Google Scholar] [CrossRef]
- Liu, W.C.; Yang, J.K.; Xiao, B. Review on treatment and utilization of bauxite residues in China. Int. J. Miner. Process. 2009, 93, 220–231. [Google Scholar] [CrossRef]
- Komnitsas, K.; Bartza, G.; Paspaliaris, I. Efficiency of limestone and red mud barriers: Laboratory column studies. Miner. Eng. 2004, 17, 183–194. [Google Scholar] [CrossRef]
- Reddy, P.S.; Reddy, N.G.; Serjun, V.Z.; Mohanty, B.; Das, S.K.; Reddy, K.R.; Rao, B.H. Properties and assessment of applications of red mud (bauxite residue): Current status and research needs. Waste Biomass Valoriz. 2021, 12, 1185–1217. [Google Scholar] [CrossRef]
- Liu, X.M.; Zhang, N. Utilization of red mud in cement production: A review. Waste Manag. Res. 2011, 29, 1053–1063. [Google Scholar] [CrossRef]
- He, A.P.; Zeng, J.M. Direct preparation of low Ni-Cr alloy castiron from red mud and laterite nickel ore. Mater. Des. 2017, 115, 433–440. [Google Scholar] [CrossRef]
- Wang, X.P.; Sun, T.C.; Kou, J.; Li, Z.C.; Tian, Y. Feasibility of co-reduction roasting of a saprolitic laterite ore and waste red mud. Int. J. Min. Met. Mater. 2018, 25, 591–597. [Google Scholar] [CrossRef]
- Guo, X.S.; Li, Z.Y.; Han, J.C.; Yang, D.; Sun, T.C. Study of straw charcoal as reductant in co-reduction roasting of laterite ore and red mud to prepare powdered ferronickel. Min. Metall. Explor. 2021, 38, 2217–2228. [Google Scholar] [CrossRef]
- Gao, L.H.; Liu, Z.G.; Pan, Y.Z.; Ge, Y.; Feng, C.; Chu, M.S.; Tang, J. Separation and recovery of iron and nickel from low-grade laterite nickel ore using reduction roasting at rotary kiln followed by magnetic separation technique. Min. Metall. Explor. 2019, 36, 375–384. [Google Scholar] [CrossRef]
- Guo, X.S.; Li, Z.Y.; Han, J.C.; Yang, D.; Sun, T.C. Petroleum coke as reductant in co-reduction of low-grade laterite ore and red mud to prepare ferronickel: Reductant and reduction effects. Int. J. Miner. Metall. Mater. 2022, 29, 455–463. [Google Scholar] [CrossRef]
- Bartzas, G.; Komnitsas, K. Life cycle assessment of ferronickel production in Greece. Resour. Conserv. Recycl. 2015, 105, 113–122. [Google Scholar] [CrossRef]
- Zulhan, Z.; Shalat, W. Evolution of ferronickel particles during the reduction of low-grade saprolitic laterite nickel ore by coal in the temperature range of 900–1250 °C with the addition of CaO–CaF2–H3BO3. Int. J. Miner. Metall. Mater. 2021, 28, 612–620. [Google Scholar] [CrossRef]
- Wang, X.P.; Sun, T.C.; Wu, S.C.; Chen, C.; Kou, J.; Xu, C.Y. A novel utilization of Bayer red mud through co-reduction with a limonitic laterite ore to prepare ferronickel. J. Clean. Prod. 2019, 216, 33–41. [Google Scholar] [CrossRef]
- Guo, X.S.; Xu, C.Y.; Wang, Y.S.; Li, X.H.; Sun, T.C. Recovery of nickel and iron from low-grade laterite ore and red mud using co-reduction roasting: Industrial-scale test. Physicochem. Probl. Miner. Process. 2021, 57, 61–72. [Google Scholar] [CrossRef]
- Petrakis, E.; Karmali, V.; Komnitsas, K. Factors affecting nickel upgrade during selective grinding of low-grade limonitic laterites. Miner. Processing Extr. Metall. 2021, 130, 192–201. [Google Scholar] [CrossRef]
- Komnitsas, K.; Petrakis, E.; Pantelaki, O.; Kritikaki, A. Column Leaching of Greek Low-Grade Limonitic Laterites. Minerals 2018, 8, 377. [Google Scholar] [CrossRef] [Green Version]
- García, G.G.; Oliva, J.; Guasch, E.; Anticoi, H.; Coello-Velázquez, A.L.; Menéndez-Aguado, J.M. Variability study of Bond work Index and grindability index on various critical metal ores. Metals 2021, 11, 970. [Google Scholar] [CrossRef]
- Roine, A.; Kotiranta, T. Development of sustainable processes with new HSC Chemistry 6.0 software. In Proceedings of the European Metallurgical Conference, EMC 2007, Dusseldorf, Germany, 11–14 June 2007; Volume 4, pp. 1877–1888. [Google Scholar]
- Sun, Y.S.; Han, Y.X.; Li, Y.F.; Li, Y.J. Formation and characterization of metallic iron grains in coal-based reduction of oolitic iron ore. Int. J. Miner. Metall. Mater. 2017, 24, 123–129. [Google Scholar] [CrossRef]
- Sun, Y.S.; Han, Y.X.; Gao, P.; Ren, D.Z. Distribution behavior of phosphorus in the coal-based reduction of high-phosphorus-content oolitic iron ore. Int. J. Miner. Metall. Mater. 2014, 21, 331–338. [Google Scholar] [CrossRef]
- Yuan, S.; Zhou, W.T.; Han, Y.X.; Li, Y.J. Selective enrichment of iron particles from complex refractory hematite-goethite ore by coal-based reduction and magnetic separation. Powder Technol. 2020, 367, 305–316. [Google Scholar] [CrossRef]
- Luo, L.Q.; Zhang, X.X.; Wang, H.Y.; Zheng, B.T.; Wei, C.X. Comparing strategies for iron enrichment from Zn-and Pb-bearing refractory iron ore using reduction roasting-magnetic separation. Powder Technol. 2021, 393, 333–341. [Google Scholar] [CrossRef]
- Jin, J.P.; Liu, X.; Yuan, S.; Gao, P.; Li, Y.J.; Zhang, H.; Meng, X.Z. Innovative utilization of red mud through co-roasting with coal gangue for separation of iron and aluminum minerals. J. Ind. Eng. Chem. 2021, 98, 298–307. [Google Scholar] [CrossRef]
- Li, X.M.; Li, Y.; Xing, X.D. Particle growth characterization of metallic iron in direct coal-based reduction of nickel slag. Iron Steel. 2020, 55, 104–109. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element/Oxide | Ni | TFe | CaO | Na2O | MgO | MnO | TiO2 | Al2O3 | SiO2 | S |
|---|---|---|---|---|---|---|---|---|---|---|
| Laterite ore | 1.09 | 46.11 | 0.04 | - | 1.67 | 1.85 | 0.19 | 6.98 | 4.84 | 0.05 |
| Red mud | - | 36.27 | 0.73 | 3. 83 | 1.10 | - | 5.24 | 10.68 | 7.78 | - |
| Test No. | Factors | ||
|---|---|---|---|
| Anthracite Dosage (wt%) | Temperature (°C) | Time (min) | |
| 1 | 12 | 1100 | 10 |
| 2 | 12 | 1200 | 30 |
| 3 | 12 | 1300 | 60 |
| 4 | 12 | 1400 | 90 |
| 5 | 16 | 1100 | 30 |
| 6 | 16 | 1200 | 10 |
| 7 | 16 | 1300 | 90 |
| 8 | 16 | 1400 | 60 |
| 9 | 20 | 1100 | 60 |
| 10 | 20 | 1200 | 90 |
| 11 | 20 | 1300 | 10 |
| 12 | 20 | 1400 | 30 |
| 13 | 24 | 1100 | 90 |
| 14 | 24 | 1200 | 60 |
| 15 | 24 | 1300 | 30 |
| 16 | 24 | 1400 | 10 |
| Results | Range Analysis | Evaluation Indexes | |
|---|---|---|---|
| Max | Min | ||
| Mean size | Rβ = 152.67 > Rα = 35.86 > Rγ = 30.19 | α2β4γ3 | α1β1γ1 |
| D80 | Rβ = 192.80 > Rα = 20.74 > Rγ = 14.75 | α2β4γ3 | α1β1γ1 |
| Relative grindability | Rβ = 1.033 > Rα = 0.247 > Rγ = 0.239 | α1β1γ1 | α2β4γ3 |
| Anthracite Dosage (wt%) | No. | Element Composition (wt%) | Mineral Phases | ||||
|---|---|---|---|---|---|---|---|
| C | O | Al | Ni | Fe | |||
| 12 | 1 | 2.81 | - | - | 2.25 | 94.18 | Kamacite |
| 2 | 2.03 | 35.12 | 30.95 | - | 31.90 | Hercynite | |
| 16 | 3 | 2.97 | - | - | 2.17 | 95.02 | Kamacite |
| 20 | 4 | 3.33 | - | - | 1.92 | 94.75 | Kamacite |
| 24 | 5 | 3.77 | - | - | 2.11 | 94.12 | Kamacite |
| Temperature | No. | Element Composition (wt%) | Mineral Phases | ||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Fe | Ni | Si | Mg | O | Al | |||
| 1100 °C | 1 | 2.57 | 94.09 | 1.99 | - | - | - | 1.37 | Kamacite |
| 2 | 0.37 | 50.46 | - | 15.24 | 2.31 | 31.62 | - | Olivine | |
| 3 | 1.65 | 32.02 | - | - | - | 35.20 | 31.13 | Hercynite | |
| 1200 °C | 4 | 2.97 | 94.98 | 2.05 | - | - | - | - | Kamacite |
| 1300 °C | 5 | 2.42 | 95.10 | 2.48 | - | - | - | - | Kamacite |
| 1400 °C | 6 | 2.61 | 95.07 | 2.32 | - | - | - | - | Kamacite |
| Time | No. | Element Composition (wt%) | Mineral | ||
|---|---|---|---|---|---|
| C | Fe | Ni | Phases | ||
| 10 min | 1 | 3.57 | 94.18 | 2.25 | Kamacite |
| 30 min | 2 | 2.81 | 95.02 | 2.17 | Kamacite |
| 60 min | 3 | 1.40 | 95.68 | 2.92 | Kamacite |
| 90 min | 4 | 1.09 | 96.08 | 2.83 | Kamacite |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, X.; Li, Z.; Wang, Z.; Sun, T. Effect of Co-Reduction Conditions of Nickel Laterite Ore and Red Mud on Ferronickel Particle Size Characteristics and Grindability of Carbothermic Reduction Products. Minerals 2022, 12, 357. https://doi.org/10.3390/min12030357
Guo X, Li Z, Wang Z, Sun T. Effect of Co-Reduction Conditions of Nickel Laterite Ore and Red Mud on Ferronickel Particle Size Characteristics and Grindability of Carbothermic Reduction Products. Minerals. 2022; 12(3):357. https://doi.org/10.3390/min12030357
Chicago/Turabian StyleGuo, Xiaoshuang, Zhengyao Li, Zijun Wang, and Tichang Sun. 2022. "Effect of Co-Reduction Conditions of Nickel Laterite Ore and Red Mud on Ferronickel Particle Size Characteristics and Grindability of Carbothermic Reduction Products" Minerals 12, no. 3: 357. https://doi.org/10.3390/min12030357