
Evaluation of Efficiency of Using Mechanized Processing Techniques to Recover Tin and Tantalum in Gatsibo, Eastern Province, Rwanda

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Methodology
2.1.1. Geology and Geographical Sample Points
2.1.2. Ore Samples
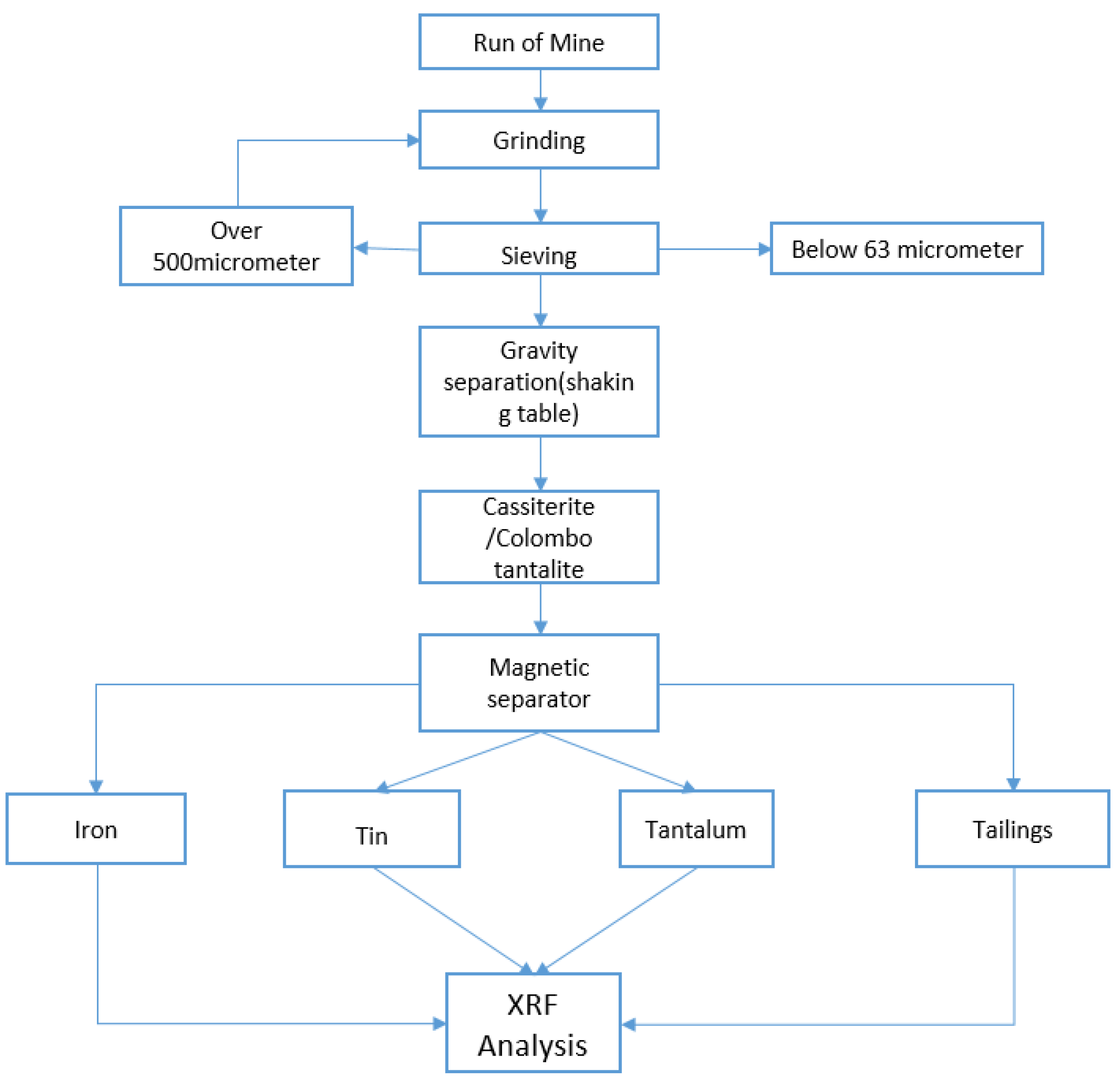
2.1.3. Ore Preconcentration
2.1.4. Selection of Separation Techniques
2.1.5. Sample Preparation and Experimental Approach
2.1.6. Metallurgical Equations Used in Calculations
3. Results
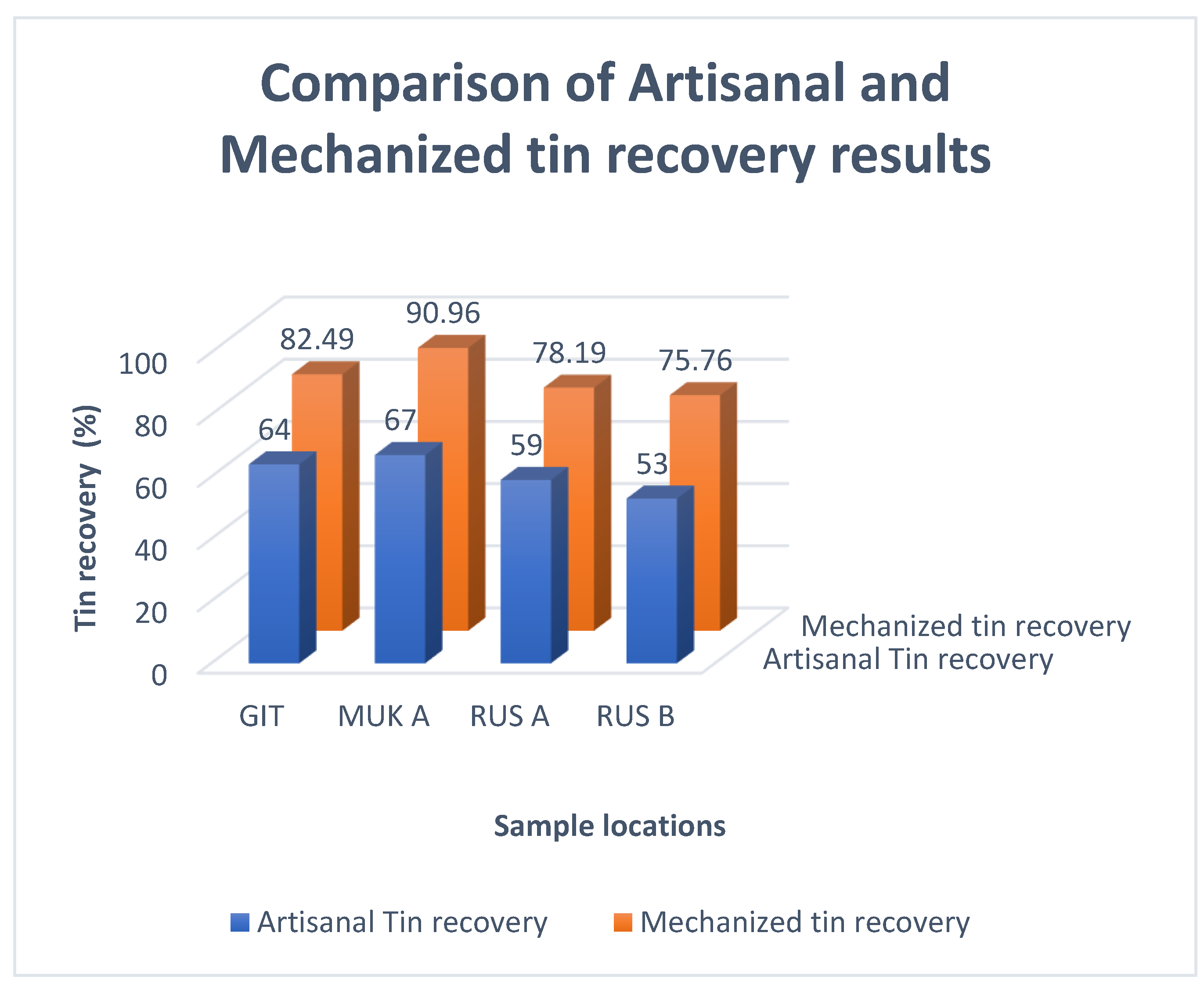
3.1. Recovery Analysis Results
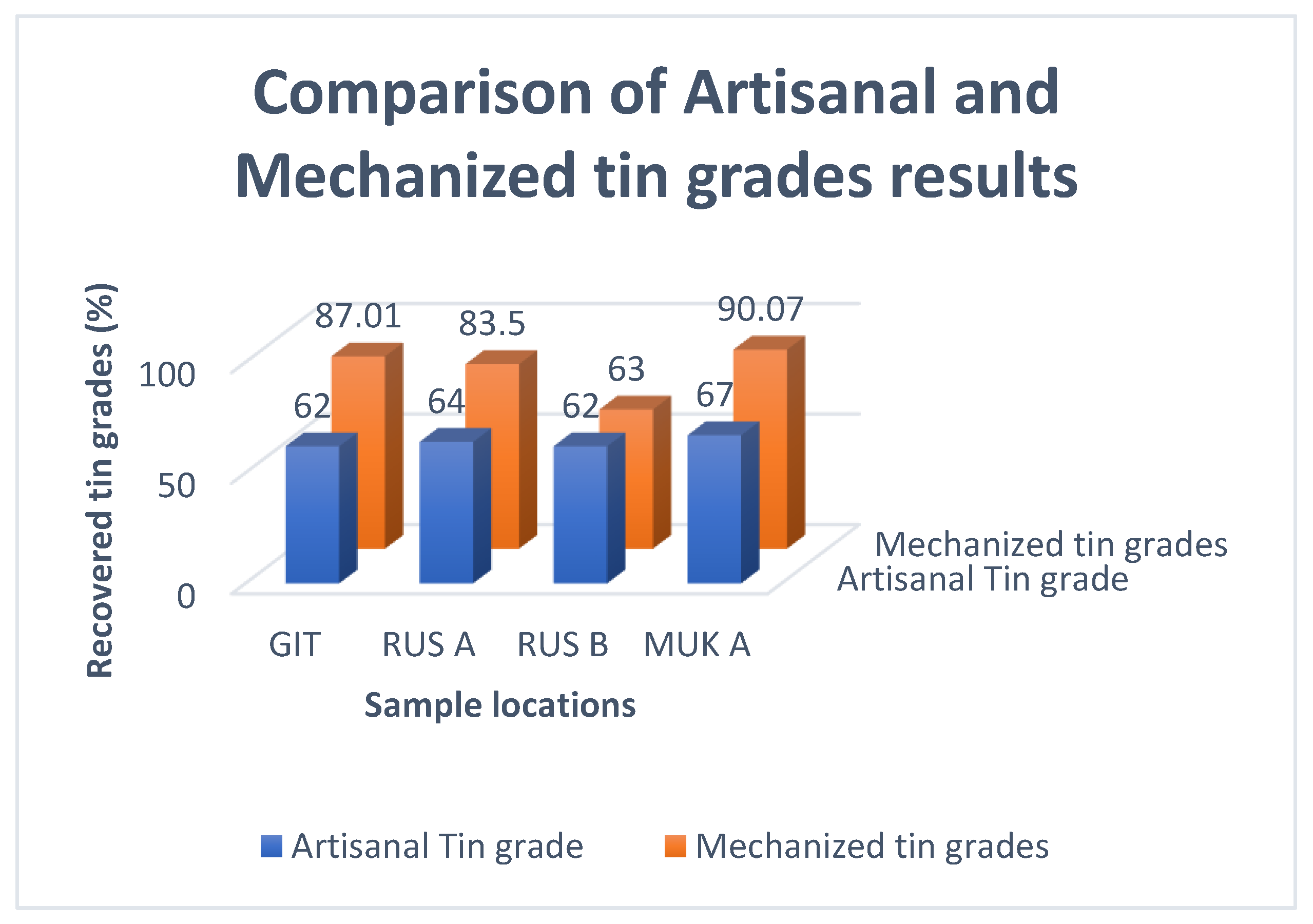
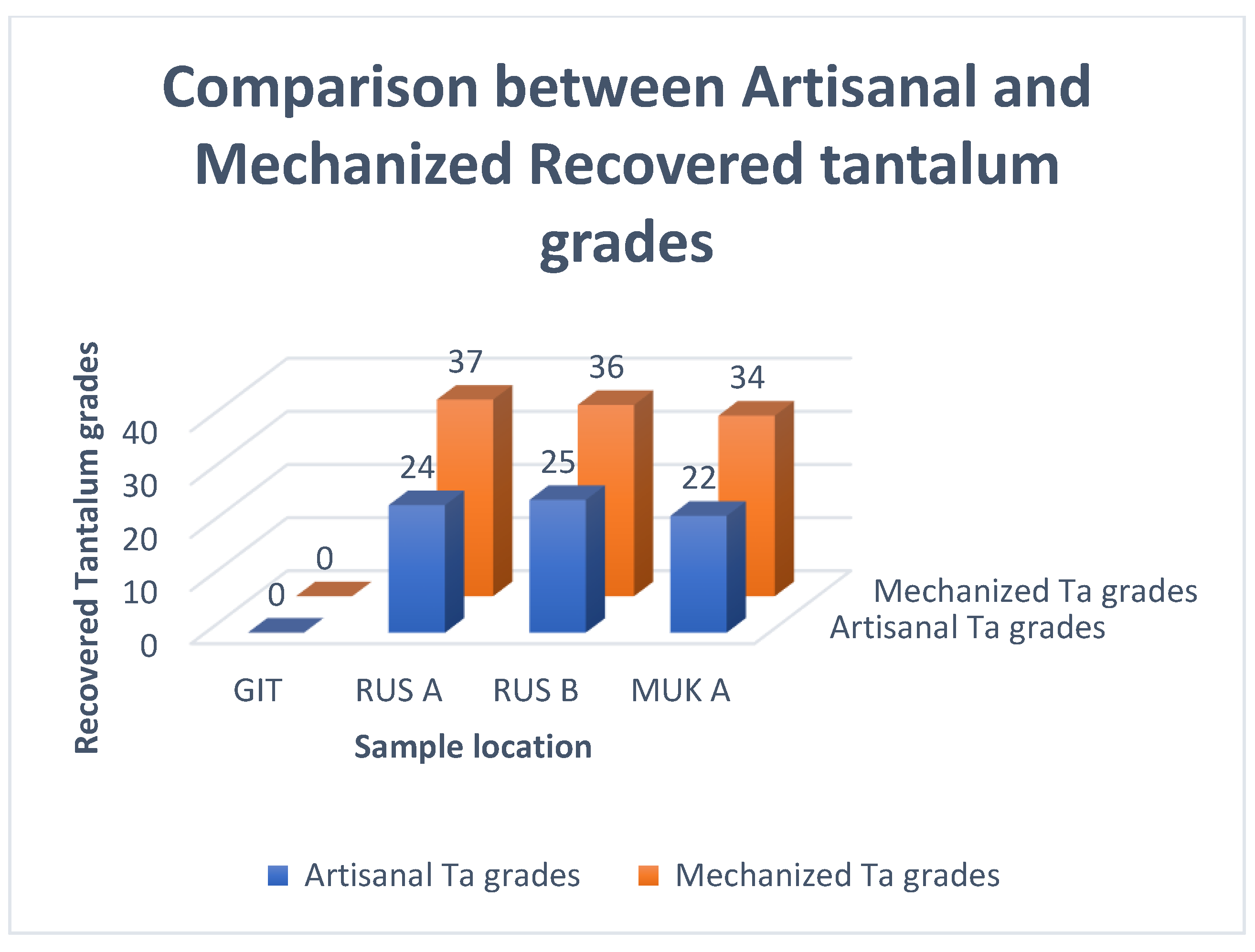
3.2. Grade Analysis Results
3.3. Artisanal Processing Technique Results (Ground Sluicing)
3.4. Tested Mechanized Technique Results
4. Findings
- The tin recovery from RUS A was 19.19% higher than that from the artisanal techniques;
- The tin recovery from GIT was 18.49% higher than that from the artisanal techniques;
- The tin recovery from RUS B was 22.76% higher than that from the artisanal techniques;
- The tin recovery from MUK A was 23.96% higher than that from the artisanal techniques
- The recovery rate from RUS A was 21.51% higher than that from artisanal processing techniques;
- The recovery rate from RUS B was 22.76% higher than that from artisanal processing techniques;
- The recovery rate from MUK A was 26.56% higher than that from artisanal processing techniques.
- Tin grades from the GIT site were about 25% higher than those from artisanal processing techniques;
- Tine grades from the RUSH A site were 19.5% higher than those from artisanal processing techniques;
- Tin grades from the RUS B site were 1% higher than those from artisanal processing techniques;
- Tin grades from the MUK A site were 23.07% higher than those from artisanal processing techniques.
- No tantalum was extracted from GIT;
- Tantalum grades from the RUS A site were 13% higher than those from artisanal processing techniques;
- Tantalum grades from the RUS B site were 11% higher than those from artisanal processing techniques;
- Tantalum grades from the MUK A site were 12% higher than those from artisanal processing techniques.
- The main causes of low recovery in this area are poor liberation techniques and mineral handling size;
- For tin and cassiterite, many minerals are lost due to ineffective liberation. This study recommends that cassiterite minerals from this site can be liberated at a size between 63 μm and 500 μm;
- At least 12 kg can be used on a shaking table for efficient recovery results;
- The use of magnetic separation methods helps to remove magnetic impurities as well as penalty elements;
- The authors recommend recycling the tailings of sites with a mechanized technique;
- The authors recommend further research on different separation techniques that can be used to improve the grades and recovery of Rwandan minerals;
- Based on the data obtained, this site shows concentrations of different rare earth elements, which require further studies to confirm.
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schütte, P.; Näher, U. Tantalum supply from artisanal and small-scale mining: A mineral economic evaluation of coltan production and trade dynamics in Africa’s Great Lakes region. Resour. Policy 2020, 69, 101896. [Google Scholar] [CrossRef]
- Guo, F.; Li, J. Separation strategies for Jordanian phosphate rock with siliceous and calcareous gangues. Int. J. Miner. Processing 2010, 97, 74–78. [Google Scholar] [CrossRef]
- Publications and Conference Management Section (Addis Ababa). Minerals and Africa’s Development: The International Study Group Report on Africa’s Mineral Regimes; Economic Commission for Africa: Addis Ababa, Ethiopia, 2011. [Google Scholar]
- Magdalena, R.; Valero, A.; Calvo, G.; Alguacil, F.J.; López, F.A. Simulation to Recover Niobium and Tantalum from the Tin Slags of the Old Penouta Mine: A Case Study. Minerals 2021, 11, 1123. [Google Scholar] [CrossRef]
- Hilson, G.; McQuilken, J.; Perks, R. State of the Artisanal and Small-Scale Mining Sector; World Bank: Washington, DC, USA, 2019. [Google Scholar]
- McClenaghan, M.B. Overview of common processing methods for recovery of indicator minerals from sediment and bedrock in mineral exploration. Geochem. Explor. Environ. Anal. 2011, 11, 265–278. [Google Scholar] [CrossRef]
- Nambaje, C.; Eggins, S.M.; Yaxley, G.M.; Sajeev, K. Micro-characterisation of cassiterite by geology, texture and zonation: A case study of the Karagwe Ankole Belt, Rwanda. Ore Geol. Rev. 2020, 124, 103609. [Google Scholar] [CrossRef]
- Shikika, A.; Sethurajan, M.; Muvundja, F.; Mugumaoderha, M. A review on extractive metallurgy of tantalum and niobium. Hydrometallurgy 2020, 198, 105496. [Google Scholar] [CrossRef]
- Grewal, I.; Neale, A. Enhanced Gravity Recovery of Base Metals and Industrial Minerals. In Proceedings of the 49th Annual Canadian Mineral Processors Operators Conference, Ottawa, ON, Canada, 21–23 January 2020; pp. 17–19. [Google Scholar]
- Abols, J.; Grady, P. Maximizing gravity recovery through the application of multiple gravity devices. In Proceedings of the International Symposium on the Treatment of Gold Ores, 44 th Annual Conference of Metallurgists, Calgary, AB, Canada, 21–24 August 2005; pp. 31–47. [Google Scholar]
- Macháček, J. Typology of environmental impacts of artisanal and small-scale mining in African Great Lakes Region. Sustainability 2019, 11, 3027. [Google Scholar] [CrossRef] [Green Version]
- Lawver, J.; McClintock, W.; Snow, R. Beneficiation of Phosphate Rock-State of Art Review. Miner. Sci. Eng. 1978, 10, 278–294. [Google Scholar]
- Uwayezu, L.S.; MijaŁ, W.; Niedoba, T. The Proposal of Tungsten Ores Processing in Rwanda. Inżynieria Miner. 2020, 1, 161–170. [Google Scholar] [CrossRef]
- Heizmann, J.; Liebetrau, M. Efficiency of Mineral Processing in Rwanda’s Artisanal and Small-Scale Mining Sector; Bundesanstalt für Geowissenschaften und Rohstoffe: Hanover, Germany, 2017. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sites | RUS A (%) | RUS B (%) | MUK A (%) | GIT (%) | |||
|---|---|---|---|---|---|---|---|
| Recovery | SnO2 | Ta2O5 | SnO2 | Ta2O5 | SnO2 | Ta2O5 | SnO2 |
| 59 | 27 | 53 | 32 | 67 | 22 | 64 | |
| Grades | 64 | 24 | 62 | 25 | 67 | 22 | 62 |
| RUS A (ROM)(Mixed Tantalum and Tin) | Tantalum Grade (%) | Tantalum Recovery (%) | Tin Grade (%) | Tin Recovery (%) | Mass Weight (%) |
|---|---|---|---|---|---|
| Feed | 0.9 | - | 2.9 | - | - |
| Concentrate | 37 | 45.05 | 83.50 | 78.19 | 2.33 |
| Waste | 0.5 | 53.71 | 0.65 | 21.81 | 97.67 |
| GIT (ROM) | Tin Grade (%) | Tin Recovery (%) | Mass Weight (%) |
|---|---|---|---|
| Feed | 2.4 | - | - |
| Concentrates | 87.01 | 82.49 | 1.83 |
| Waste | 0.43 | 17.51 | 98.17 |
| RUS B | Tantalum Grade (%) | Tantalum Recovery (%) | Tin Grade (%) | Tin Recovery (%) | Mass Weight (%) |
|---|---|---|---|---|---|
| (ROM) (Mixed Tantalum and Tin) | |||||
| Feed | 0.92 | - | 1.3 | - | - |
| Concentrate | 36 | 50.07 | 63.71 | 75.76 | 2.58 |
| Waste | 0.41 | 43.9 | 0.32 | 24.24 | 97.42 |
| MUK A (ROM) (Mixed Tantalum and Tin) | Tantalum Grade (%) | Tantalum Recovery (%) | Tin Grade (%) | Tin Recovery (%) | Mass Weight (%) |
|---|---|---|---|---|---|
| Feed | 0.8 | - | 2.9 | - | - |
| Concentrate | 34 | 50.59 | 90 | 90.96 | 3.3 |
| Waste | 0.4 | 49.41 | 0.27 | 9.04 | 96.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kabatesi, J.C.; Uwizeyimana, J.; Rwabuhungu Rwatangabo, D.E.; Wang, J.-P. Evaluation of Efficiency of Using Mechanized Processing Techniques to Recover Tin and Tantalum in Gatsibo, Eastern Province, Rwanda. Minerals 2022, 12, 315. https://doi.org/10.3390/min12030315
Kabatesi JC, Uwizeyimana J, Rwabuhungu Rwatangabo DE, Wang J-P. Evaluation of Efficiency of Using Mechanized Processing Techniques to Recover Tin and Tantalum in Gatsibo, Eastern Province, Rwanda. Minerals. 2022; 12(3):315. https://doi.org/10.3390/min12030315
Chicago/Turabian StyleKabatesi, Juliette Confiance, Jules Uwizeyimana, Digne Edmond Rwabuhungu Rwatangabo, and Jei-Pil Wang. 2022. "Evaluation of Efficiency of Using Mechanized Processing Techniques to Recover Tin and Tantalum in Gatsibo, Eastern Province, Rwanda" Minerals 12, no. 3: 315. https://doi.org/10.3390/min12030315