
Efficient Recovery of the Combined Copper Resources from Copper Oxide Bearing Limonite Ore by Magnetic Separation and Leaching Technology
 and
and
Abstract
:1. Introduction
2. Experiments
2.1. Materials and Reagent
2.2. Experimental Design
2.3. MLA Measurements
3. Results and Discussion
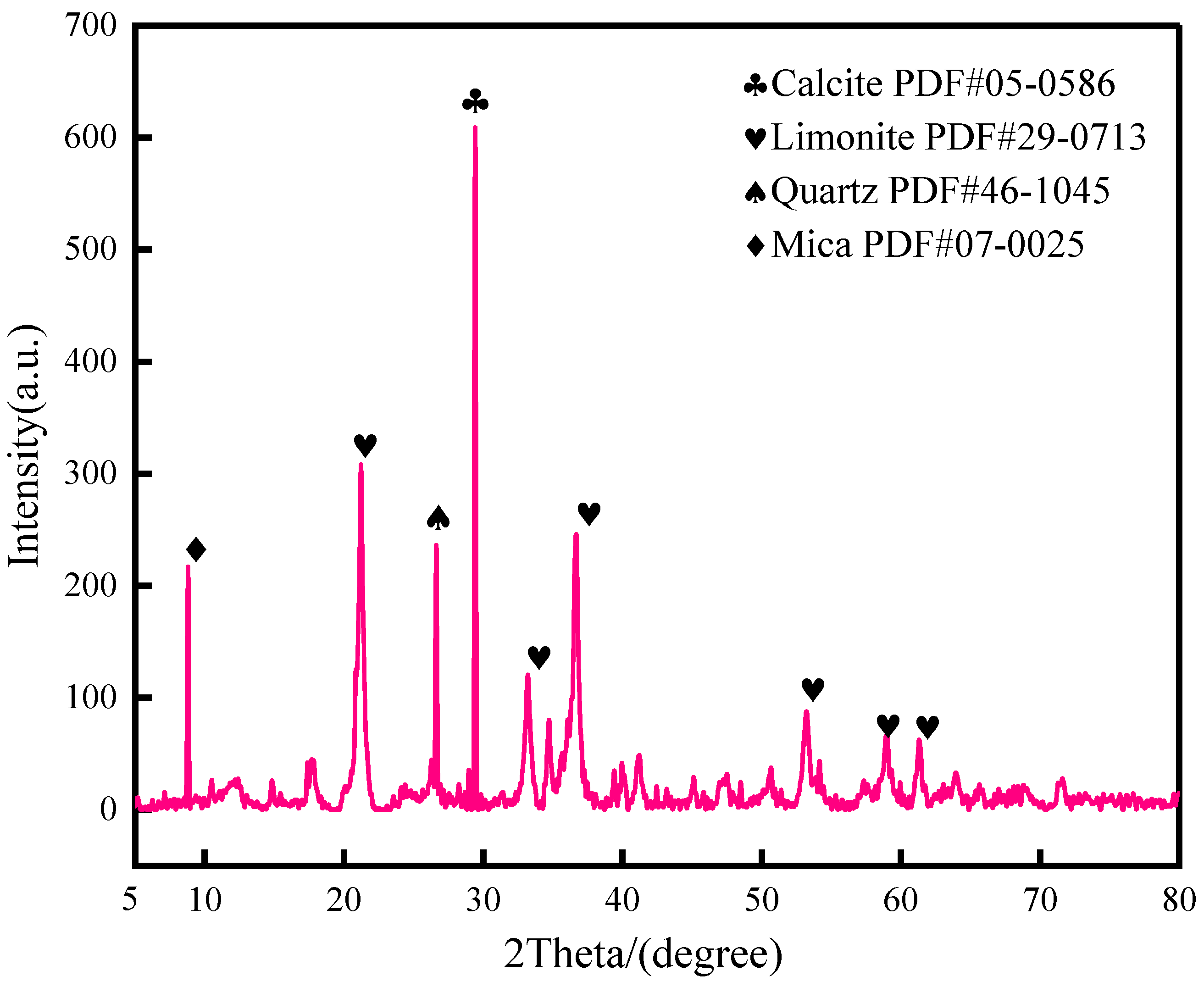
3.1. Process Mineralogy Analysis of COBL Ore
3.2. Effect of Leaching Temperature and Time
3.3. Effect of Sulfuric Acid Concentration
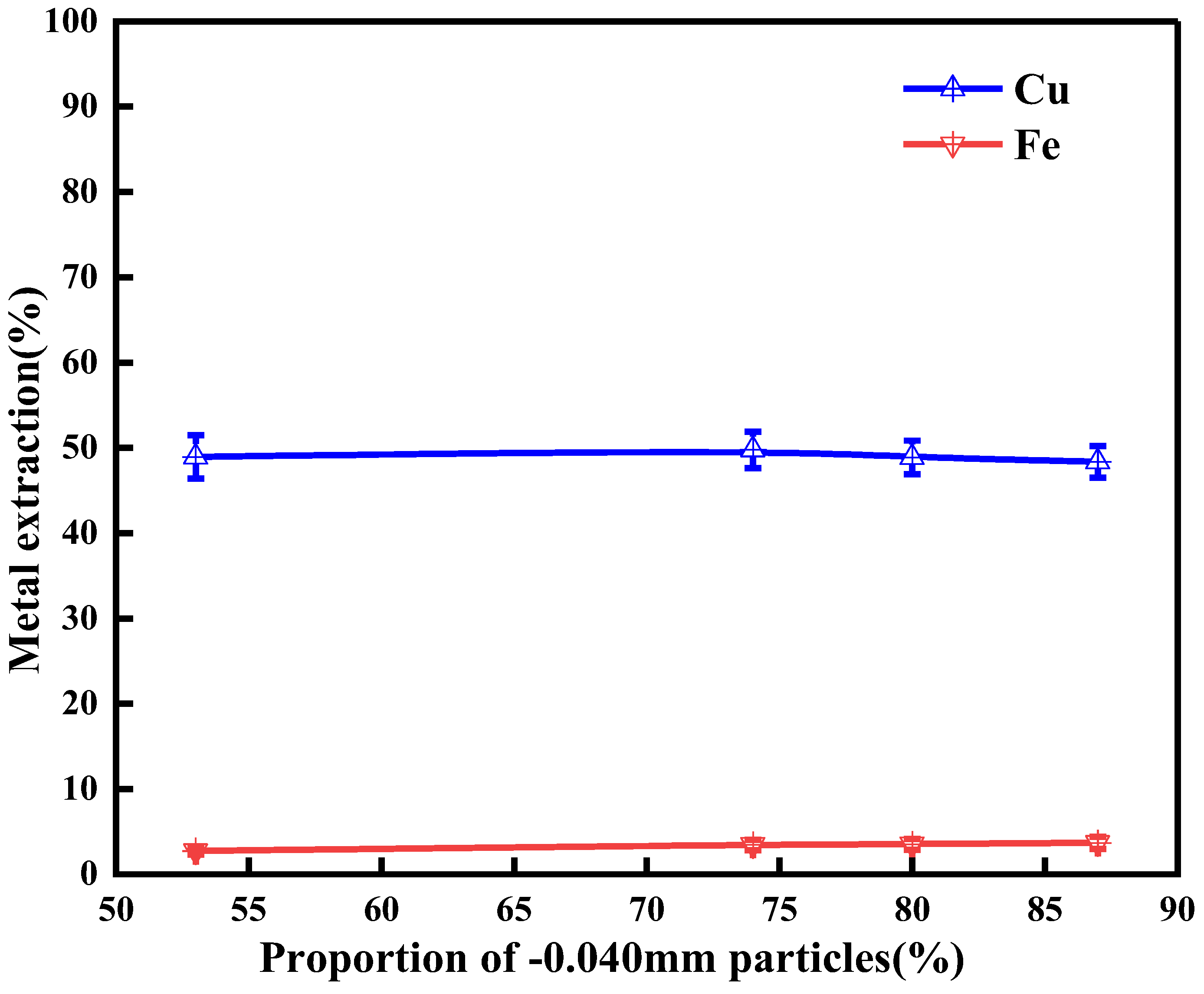
3.4. Effect of Particle Size
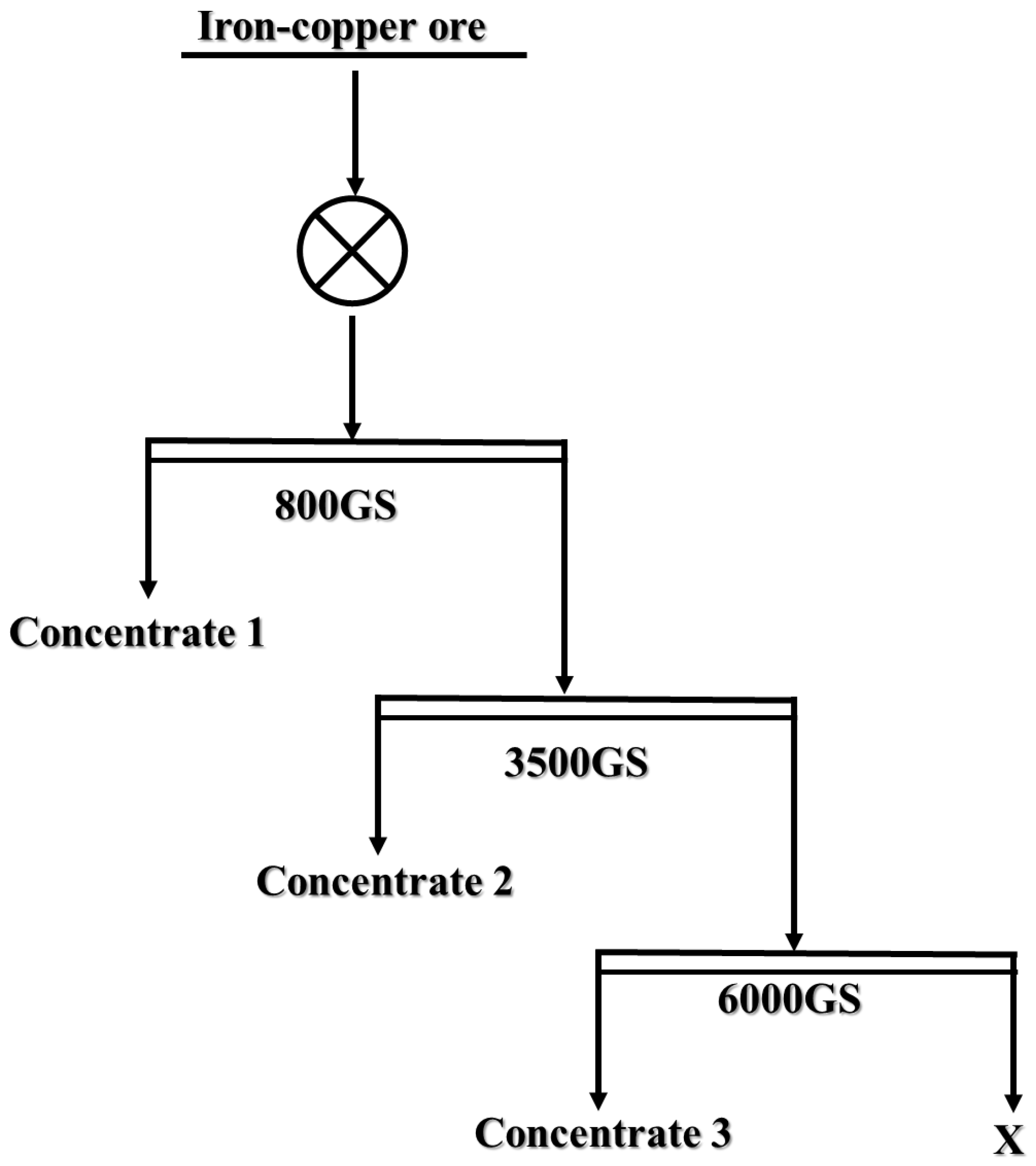
3.5. Magnetic Separation
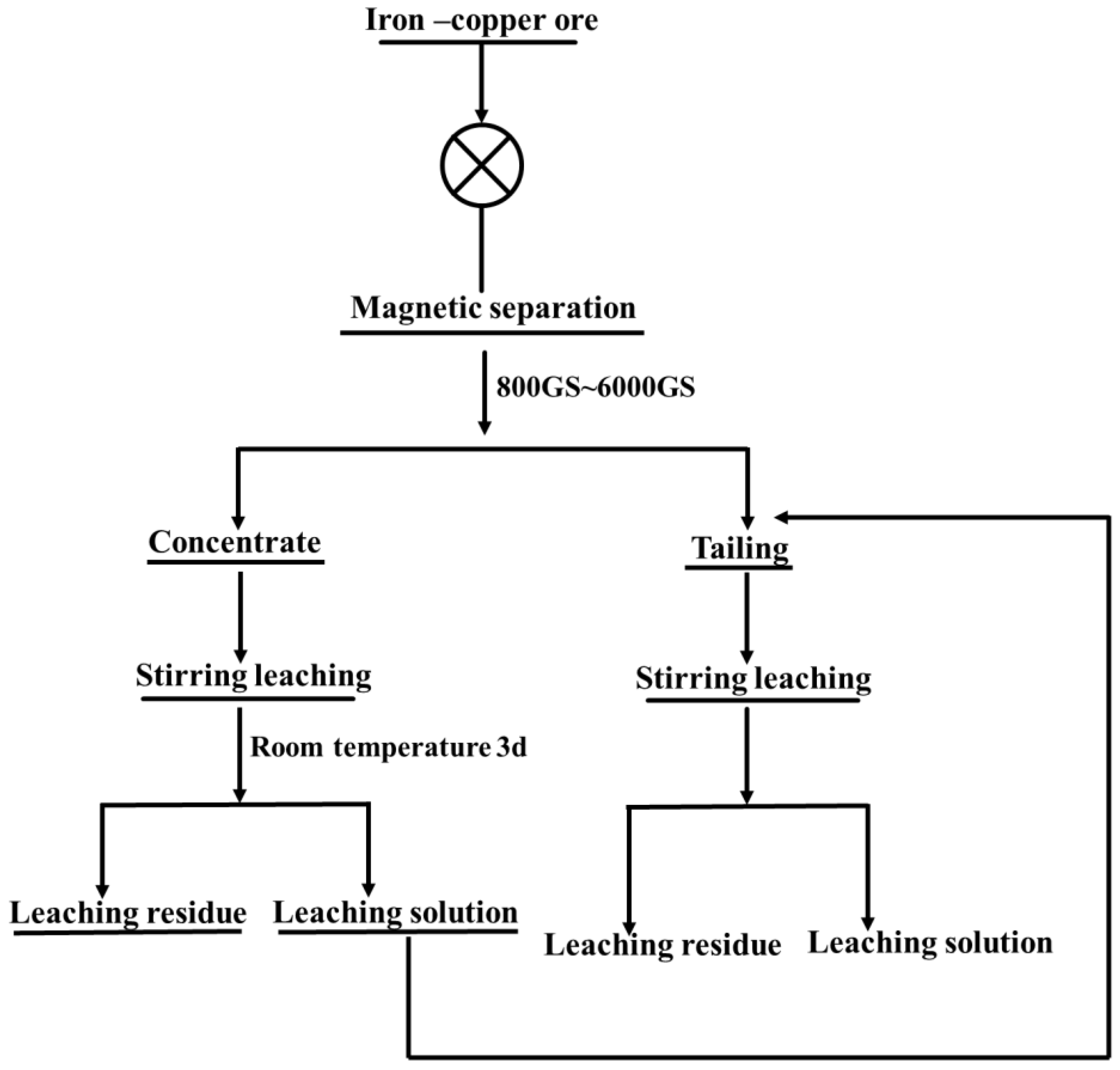
3.6. Leaching of Magnetic Concentrate and Tailing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, H.; Wen, S.; Han, G.; Feng, Q. Modification of malachite surfaces with lead ions and its contribution to the sulfidization flotation. Appl. Surf. Sci. 2021, 550, 149350–149361. [Google Scholar] [CrossRef]
- Yin, W.; Sun, Q.; Li, D.; Tang, Y.; Fu, Y.; Yao, J. Mechanism and application on sulphidizing flotation of copper oxide with combined collectors. Trans. Nonferrous Met. Soc. China 2019, 29, 178–185. [Google Scholar] [CrossRef]
- Bai, X.; Wen, S.; Feng, Q.; Liu, J.; Lin, Y. Utilization of high-gradient magnetic separation–secondary grinding–leaching to improve the copper recovery from refractory copper oxide ores. Miner. Eng. 2019, 136, 77–80. [Google Scholar] [CrossRef]
- Feng, Q.; Zhao, W.; Wen, S. Surface modification of malachite with ethanediamine and its effect on sulfidization flotation. Appl. Surf. Sci. 2018, 436, 823–831. [Google Scholar] [CrossRef]
- Bai, X.; Wen, S.; Liu, J.; Lin, Y. Response surface methodology for optimization of copper leaching from refractory flotation tailings. Minerals 2018, 8, 165. [Google Scholar] [CrossRef] [Green Version]
- Xingrong, Z.; Liang, L.; Youhui, L.; Yangge, Z.; Long, H.; Chengbi, L. Flotation separation performance of malachite from calcite with new chelating collector and its adsorption mechanism. Sep. Purif. Technol. 2021, 255, 117732–117740. [Google Scholar] [CrossRef]
- Li, Z.; Rao, F.; Guo, B.; Zuo, W.; Song, S.; López-Valdivieso, A. Effects of calcium ions on malachite flotation with octyl hydroxamate. Miner. Eng. 2019, 141, 105854–105860. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, G.; Song, S.; Li, H. Interaction of gangue minerals with malachite and implications for the sulfidization flotation of malachite. Colloids Surf. A Physicochem. Eng. Asp. 2018, 555, 679–684. [Google Scholar] [CrossRef]
- Liu, X.; Wang, K.; Tan, X.; Zeng, H.; Liu, Q. Removal of fine solids from bitumen by hetero-aggregation and magnetic separation using surface-modified magnetite nanoparticles. Part 1: Proof of concept. Sep. Purif. Technol. 2022, 300, 121840–121848. [Google Scholar] [CrossRef]
- Xu, P.; Zeng, G.M.; Huang, D.L.; Feng, C.L.; Hu, S.; Zhao, M.H.; Lai, C.; Wei, Z.; Huang, C.; Xie, G.X.; et al. Use of iron oxide nanomaterials in wastewater treatment: A review. Sci. Total Env. 2012, 424, 1–10. [Google Scholar] [CrossRef]
- Simonsen, G.; Strand, M.; Øye, G. Potential applications of magnetic nanoparticles within separation in the petroleum industry. J. Pet. Sci. Eng. 2018, 165, 488–495. [Google Scholar] [CrossRef]
- Pan, Y.; Du, X.; Zhao, F.; Xu, B. Magnetic nanoparticles for the manipulation of proteins and cells. Chem. Soc. Rev. 2012, 41, 2912–2942. [Google Scholar] [CrossRef] [PubMed]
- Wierucka, M.; Biziuk, M. Application of magnetic nanoparticles for magnetic solid-phase extraction in preparing biological, environmental and food samples. TrAC Trends Anal. Chem. 2014, 59, 50–58. [Google Scholar] [CrossRef]
- Hu, Z.; Liu, J.; Gan, T.; Lu, D.; Wang, Y.; Zheng, X. High-intensity magnetic separation for recovery of lifepo4 and graphite from spent lithium-ion batteries. Sep. Purif. Technol. 2022, 297, 121486–121498. [Google Scholar] [CrossRef]
- Tripathy, S.K.; Banerjee, P.K.; Suresh, N. Separation analysis of dry high intensity induced roll magnetic separator for concentration of hematite fines. Powder Technol. 2014, 264, 527–535. [Google Scholar] [CrossRef]
- Svoboda, J.; Fujita, T. Recent developments in magnetic methods of material separation. Miner. Eng. 2003, 16, 785–792. [Google Scholar] [CrossRef]
- Hu, J.; Chen, Q.; Hu, H.; Chen, X.; Ma, Q.; Yin, Z. Extraction behavior and mechanism of cu(ii) in ammoniacal sulfate solution with β-diketone. Hydrometallurgy 2012, 127–128, 54–61. [Google Scholar] [CrossRef]
- Jha, M.K.; Kumar, V.; Singh, R.J. Review of hydrometallurgical recovery of zinc from industrial wastes. Resour. Conserv. Recycl. 2001, 33, 1–22. [Google Scholar] [CrossRef]
- Chaerun, S.K.; Sulistyo, R.S.; Minwal, W.P.; Mubarok, M.Z. Indirect bioleaching of low-grade nickel limonite and saprolite ores using fungal metabolic organic acids generated by aspergillus niger. Hydrometallurgy 2017, 174, 29–37. [Google Scholar] [CrossRef]
- Büyükakinci, E.; Topkaya, Y.A. Extraction of nickel from lateritic ores at atmospheric pressure with agitation leaching. Hydrometallurgy 2009, 97, 33–38. [Google Scholar] [CrossRef]
- Yue, T.; Niu, Z.; Hu, Y.; Han, H.; Lyu, D.; Sun, W. Cr(iii) and Fe(ii) recovery from the polymetallic leach solution of electroplating sludge by Cr(iii)-Fe(iii) coprecipitation on maghemite. Hydrometallurgy 2019, 184, 132–139. [Google Scholar] [CrossRef]
- Liu, S.; Mishra, S.B.; Zhang, Y.; Qi, L. Uptake of hexavalent chromium in electroplating wastewater by hydrothermally treated and functionalized sand and its sustainable reutilization for glass production. ACS Sustain. Chem. Eng. 2017, 5, 1509–1516. [Google Scholar] [CrossRef]
- Chmielewski, A.G.; Urbanski, T.S.; Migdal, W. Separation technologies for metals recovery from industrial wastes. Hydrometallurgy 1997, 45, 333–344. [Google Scholar] [CrossRef]
- Wang, G.-r.; Liu, Y.-y.; Tong, L.-l.; Jin, Z.-n.; Chen, G.-b.; Yang, H.-y. Effect of temperature on leaching behavior of copper minerals with different occurrence states in complex copper oxide ores. Trans. Nonferrous Met. Soc. China 2019, 29, 2192–2201. [Google Scholar] [CrossRef]
- Shayestehfar, M.R.; Nasab, S.K.; Mohammadalizadeh, H. Mineralogy, petrology, and chemistry studies to evaluate oxide copper ores for heap leaching in sarcheshmeh copper mine, kerman, iran. J. Hazard. Mater. 2008, 154, 602–612. [Google Scholar] [CrossRef]
- Wu, A.; Yin, S.; Yang, B.; Wang, J.; Qiu, G. Study on preferential flow in dump leaching of low-grade ores. Hydrometallurgy 2007, 87, 124–132. [Google Scholar] [CrossRef]
- Pszonka, J.; Schulz, B.; Sala, D. Application of mineral liberation analysis (mla) for investigations of grain size distribution in submarine density flow deposits. Mar. Pet. Geol. 2021, 129, 105109–105129. [Google Scholar] [CrossRef]
- Ford, F.D.; Wercholaz, C.R.; Lee, A. Predicting process outcomes for sudbury platinum-group minerals using grade-recovery modeling from mineral liberation analyzer (mla) data. Can. Mineral. 2012, 49, 1627–1642. [Google Scholar] [CrossRef]
- Lambert, F.; Gaydardzhiev, S.; Léonard, G.; Lewis, G.; Bareel, P.-F.; Bastin, D. Copper leaching from waste electric cables by biohydrometallurgy. Miner. Eng. 2015, 76, 38–46. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | O | Fe | Si | Al | Cu | Mn | Ca | S | Other + H2O |
|---|---|---|---|---|---|---|---|---|---|
| Content | 31.90 | 45.12 | 6.50 | 4.16 | 1.44 | 0.06 | 0.53 | 0.30 | 9.98 |
| Mineral | Content (%) |
|---|---|
| Limonite | 82.57 |
| Chrysocolla | 1.82 |
| Malachite | 0.61 |
| Kaolinite | 6.99 |
| Calcite | 1.83 |
| Quartz | 1.10 |
| Plagioclase | 1.44 |
| Orthoclase | 0.89 |
| Biotite | 0.46 |
| Jarosite | 0.79 |
| Pyroxene | 0.34 |
| Amphibole | 0.14 |
| Diaspore | 0.11 |
| Pyrolusite | 0.10 |
| Biotite-Phlogopite | 0.06 |
| Coronadite | 0.05 |
| Alunite | 0.03 |
| Beudantite | 0.02 |
| Gibbsite | 0.02 |
| Other | 0.63 |
| Mineral | Cu Content (%) |
|---|---|
| Limonite | 78.13 |
| Chrysocolla | 9.52 |
| Malachite | 5.64 |
| Kaolinite | 4.42 |
| Pyrolusite | 1.74 |
| Biotite-Phlogopite | 0.28 |
| Coronadite | 0.10 |
| Beudantite | 0.02 |
| Alunite | 0.02 |
| Orthoclase | 0.02 |
| Jarosite | 0.03 |
| Gibbsite | 0.03 |
| Tremolite | 0.02 |
| Delafossite | 0.01 |
| Chalcopyrite | 0.01 |
| Other | 0.01 |
| Name | Leaching Time | Leaching Temperature (℃) | Leaching Efficiency (%) | Total Copper Recovery (%) | |
|---|---|---|---|---|---|
| Cu | Fe | ||||
| Concentrate | 1 d | 20 | 53.12 | 2.05 | 68.33 |
| 2 d | 55.39 | 2.41 | 69.40 | ||
| 3 d | 59.13 | 3.86 | 71.57 | ||
| 4 d | 61.17 | 4.98 | 72.05 | ||
| Tailing | 4 h | 40 | 81.65 | 3.68 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Z.; Fu, X.; Pan, Z.; Gao, Y.; He, D.; Fan, X.; Yue, T.; Sun, W. Efficient Recovery of the Combined Copper Resources from Copper Oxide Bearing Limonite Ore by Magnetic Separation and Leaching Technology. Minerals 2022, 12, 1258. https://doi.org/10.3390/min12101258
Peng Z, Fu X, Pan Z, Gao Y, He D, Fan X, Yue T, Sun W. Efficient Recovery of the Combined Copper Resources from Copper Oxide Bearing Limonite Ore by Magnetic Separation and Leaching Technology. Minerals. 2022; 12(10):1258. https://doi.org/10.3390/min12101258
Chicago/Turabian StylePeng, Zaihua, Xinzhuang Fu, Zujiang Pan, Ya Gao, Dongdong He, Xiaohui Fan, Tong Yue, and Wei Sun. 2022. "Efficient Recovery of the Combined Copper Resources from Copper Oxide Bearing Limonite Ore by Magnetic Separation and Leaching Technology" Minerals 12, no. 10: 1258. https://doi.org/10.3390/min12101258