
Effects of Various Precipitants on Iron Removal from a Zinc Concentrate Pressure Leaching Solution

 ,
,
Abstract
:1. Introduction
2. Materials and Methodology
2.1. Materials
2.2. Characterization
2.3. Methodology
2.3.1. Development of Exploratory Tests
2.3.2. Selection of Reagents and Development of Tests Based on a Factorial Experimental Design
2.3.3. Oxidation of Solutions
3. Results and Discussions
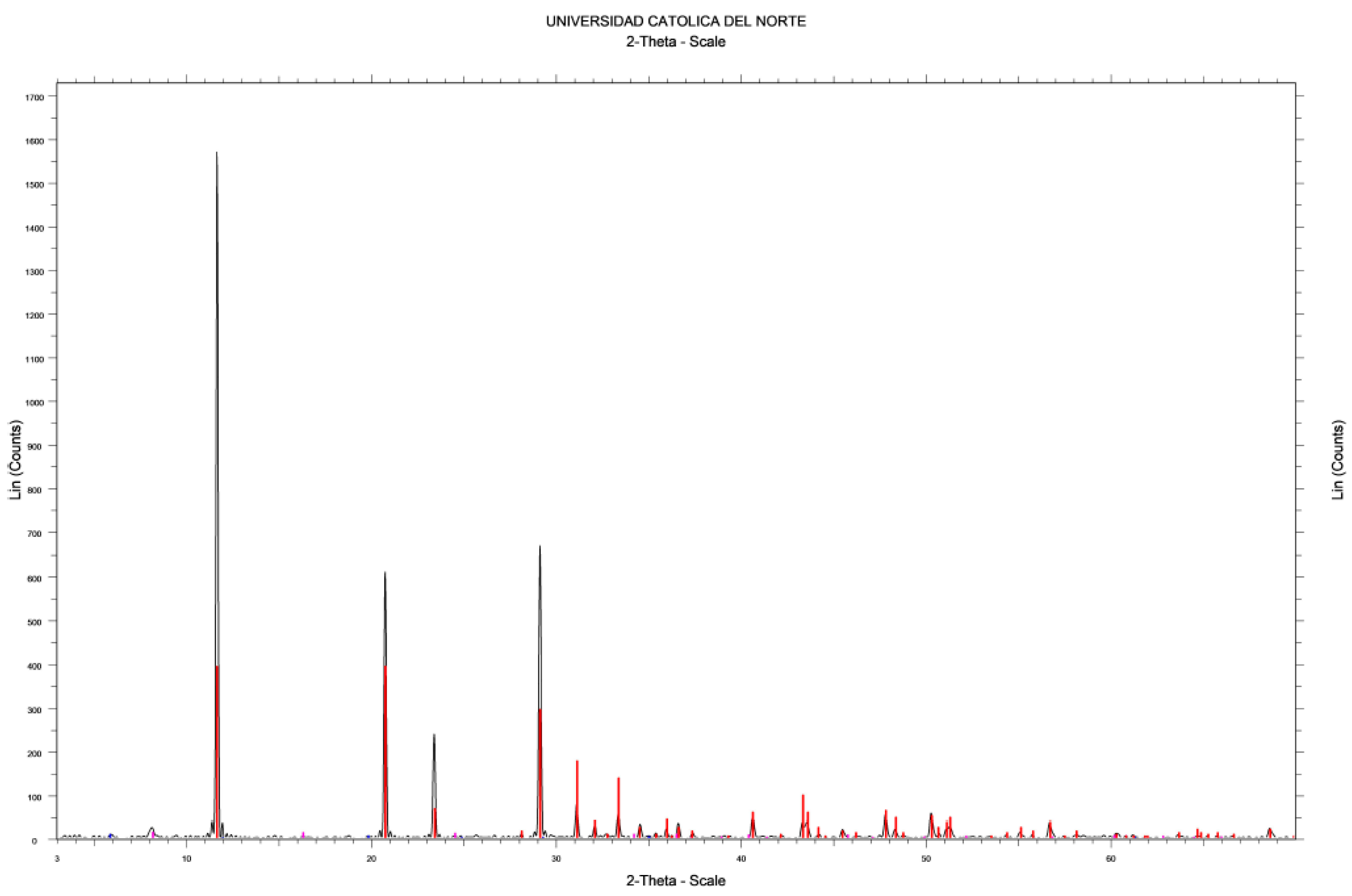
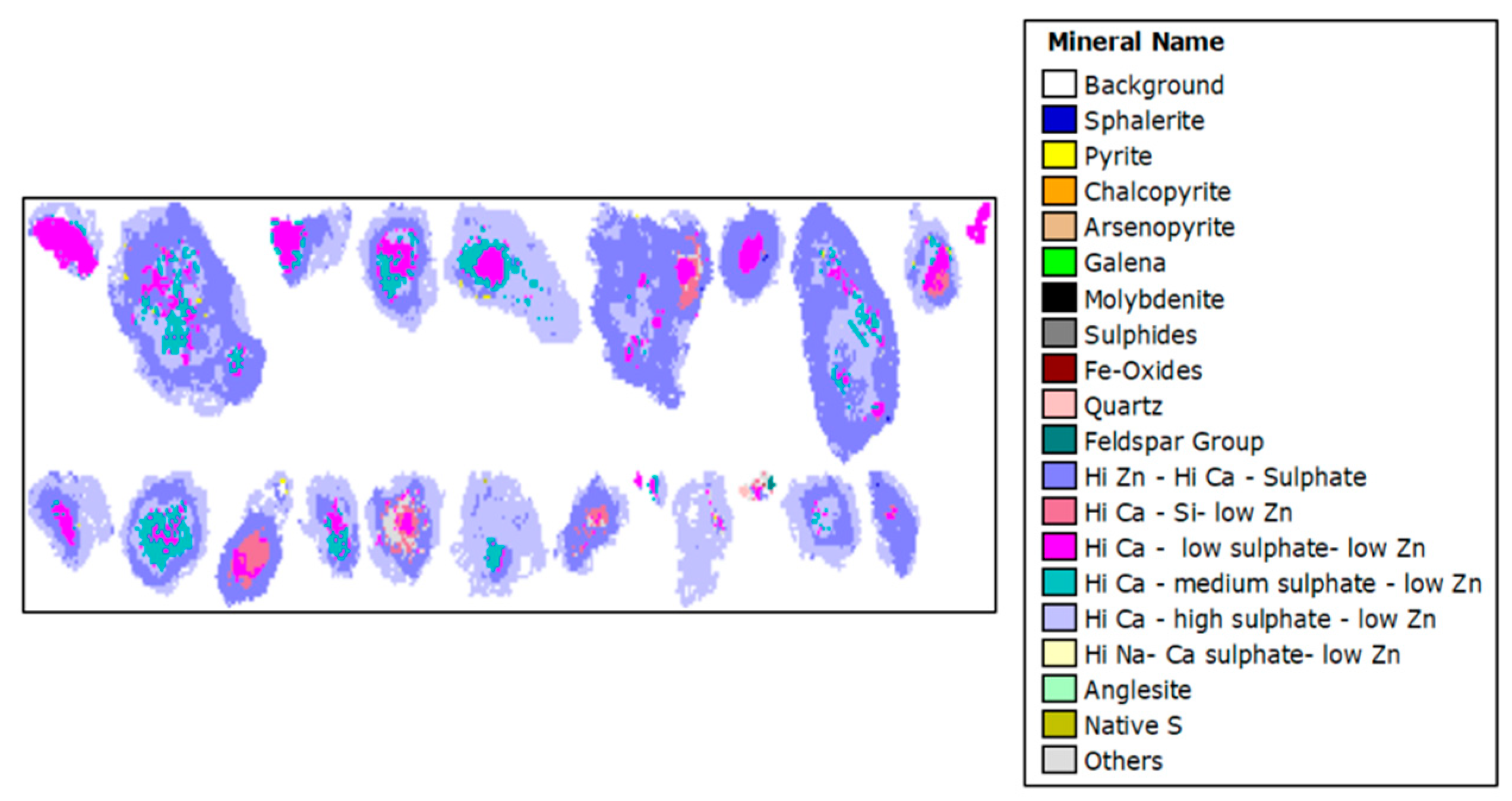
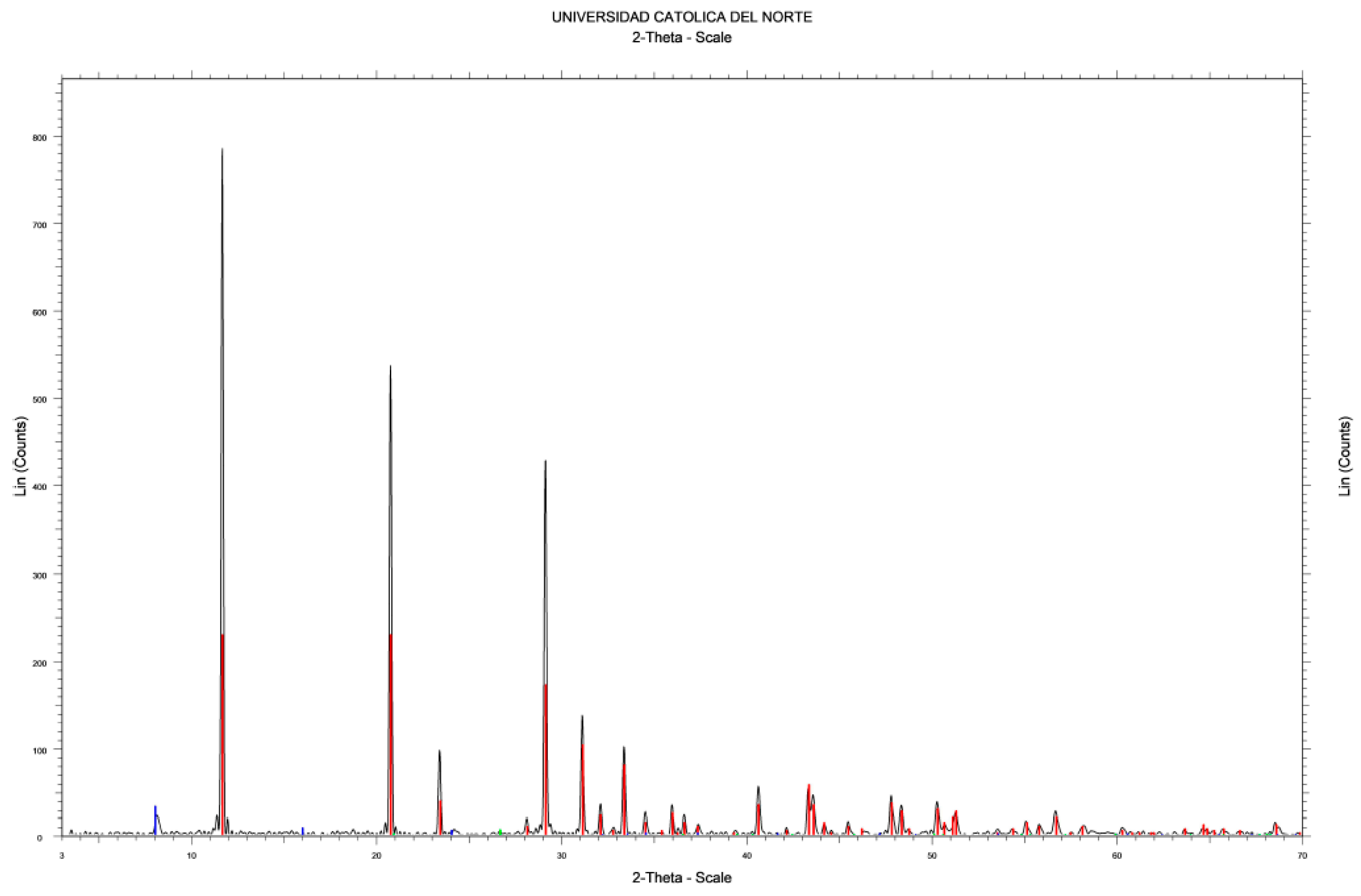
3.1. Characterization
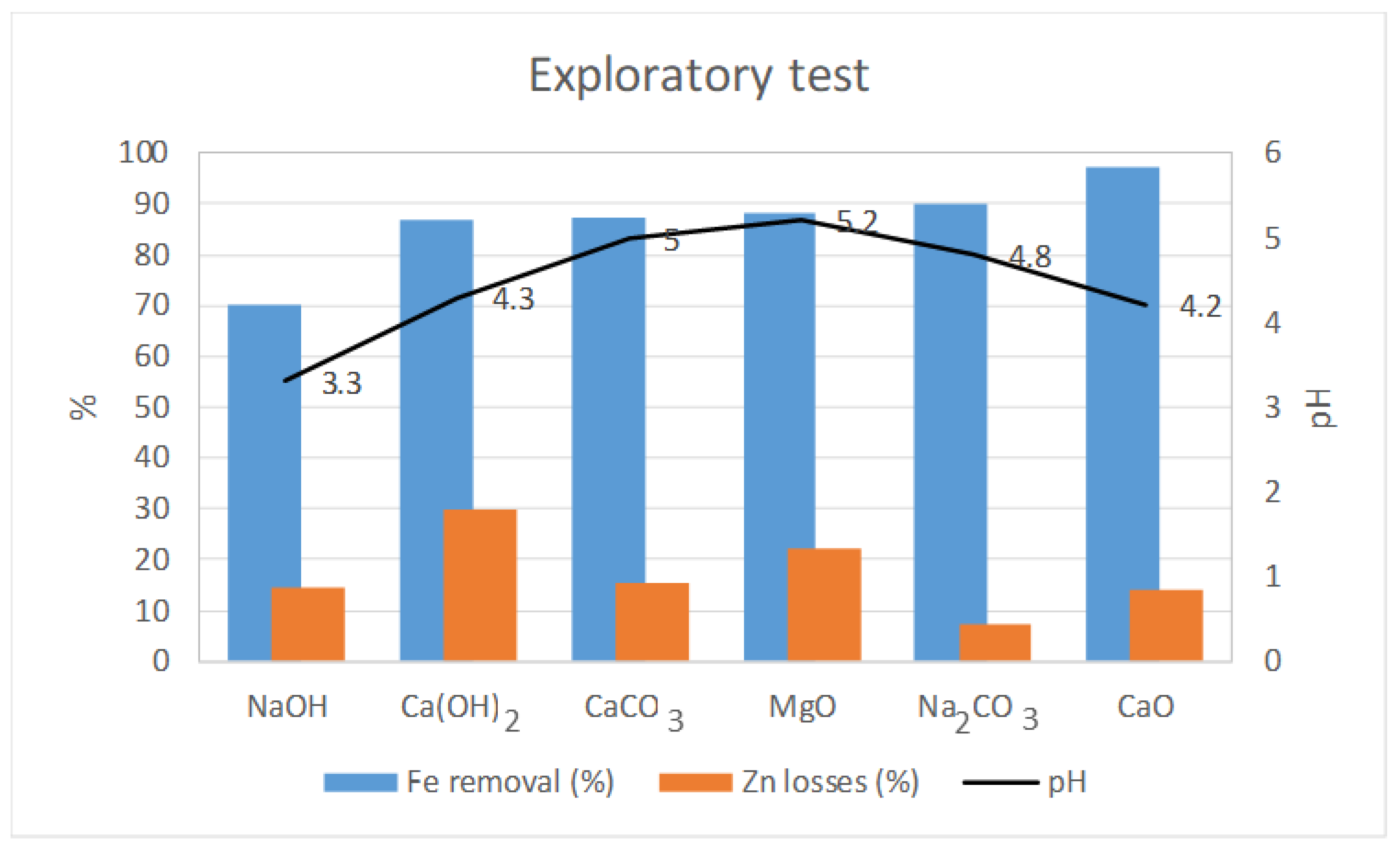
3.2. Exploration Stage
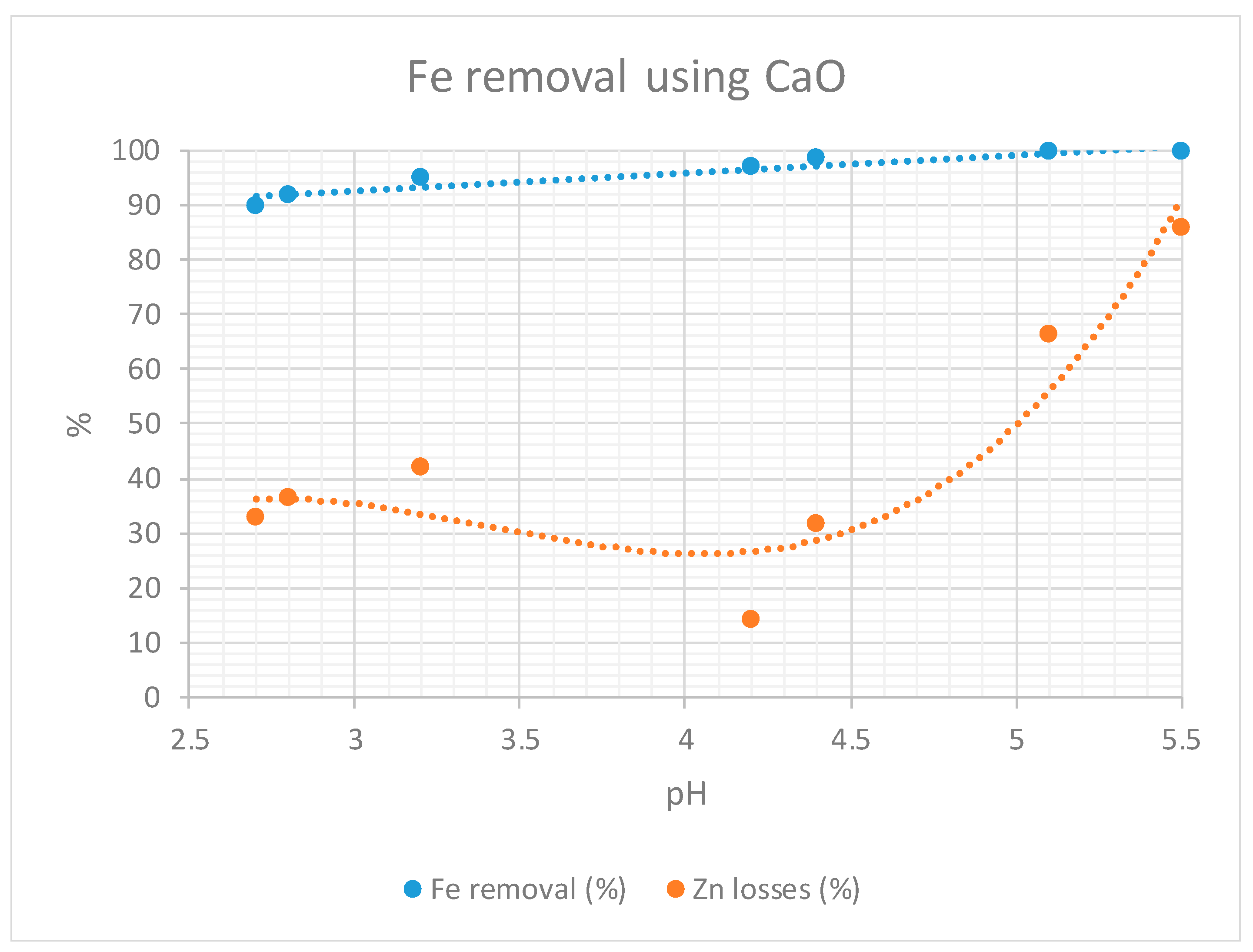
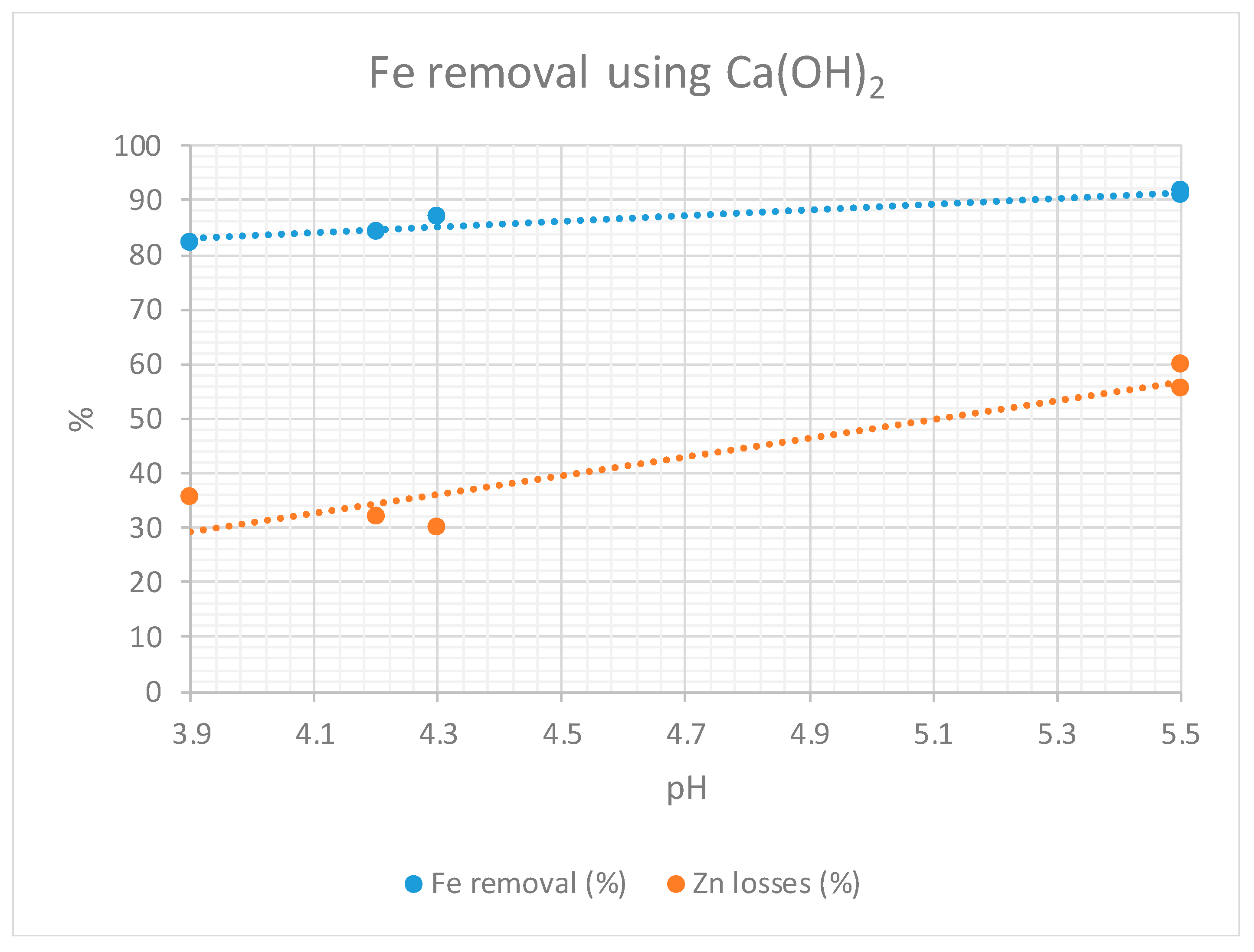
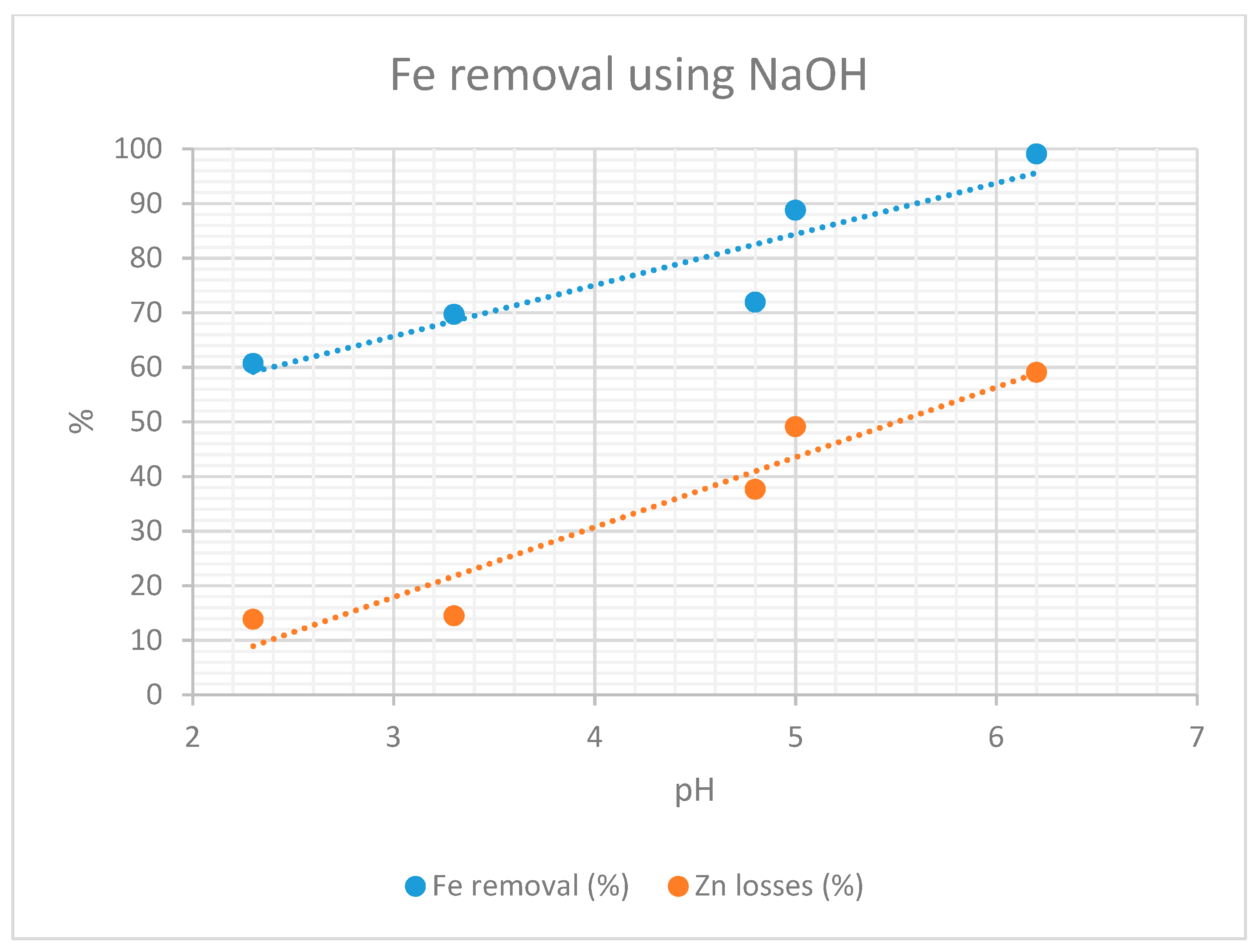
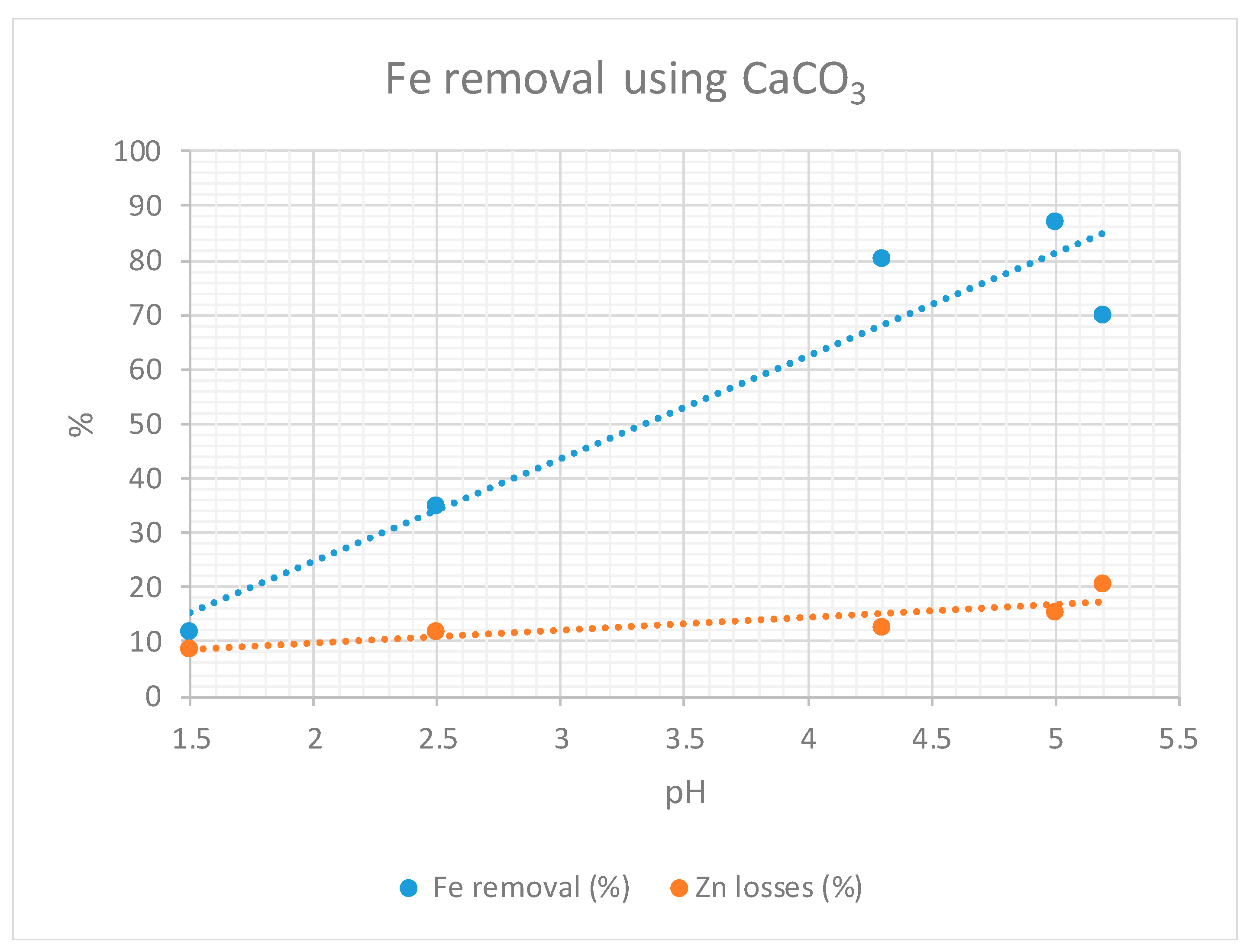
3.3. Selection of Reagents and Development of Factorial Experimental Design-Based Treatments
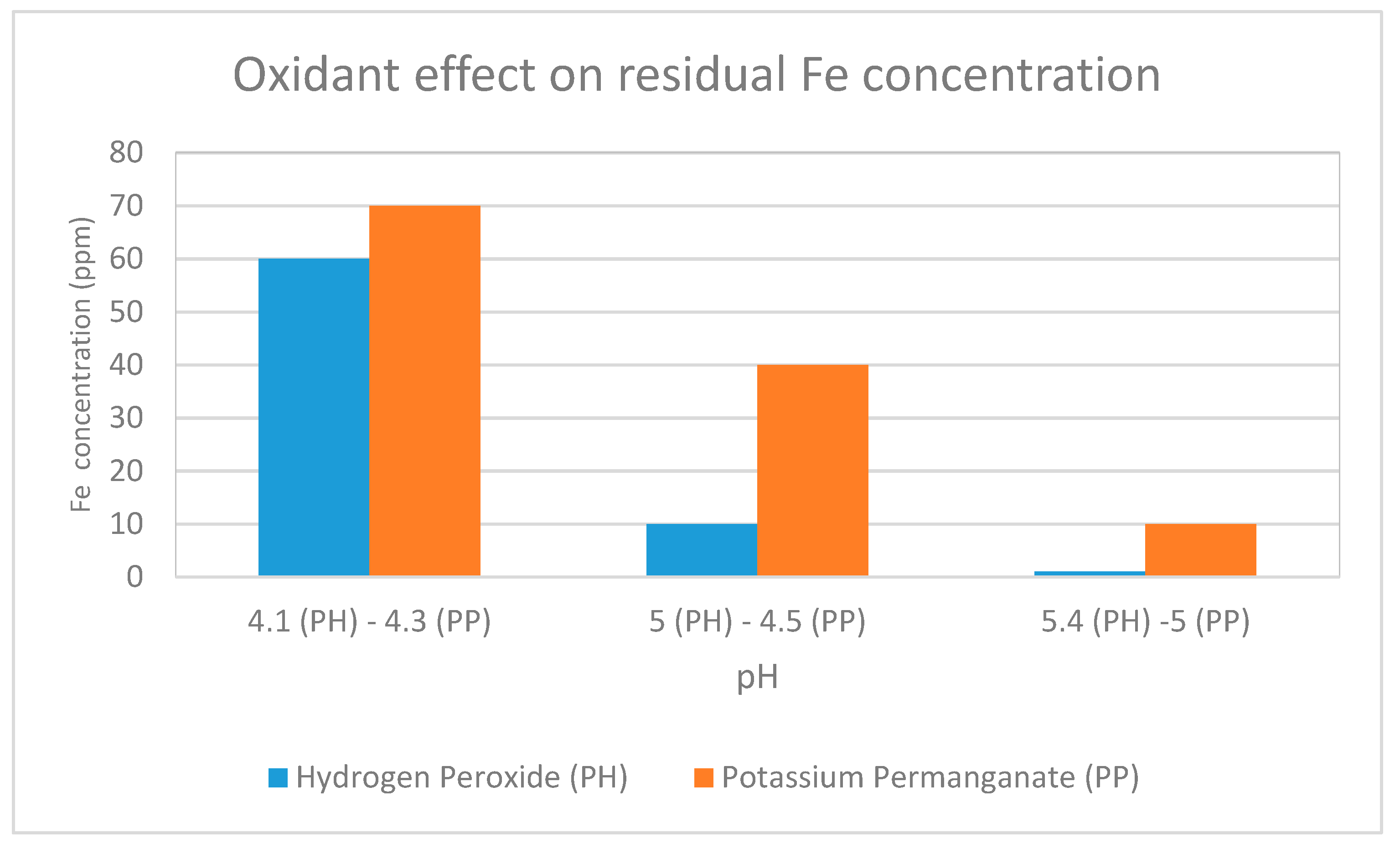
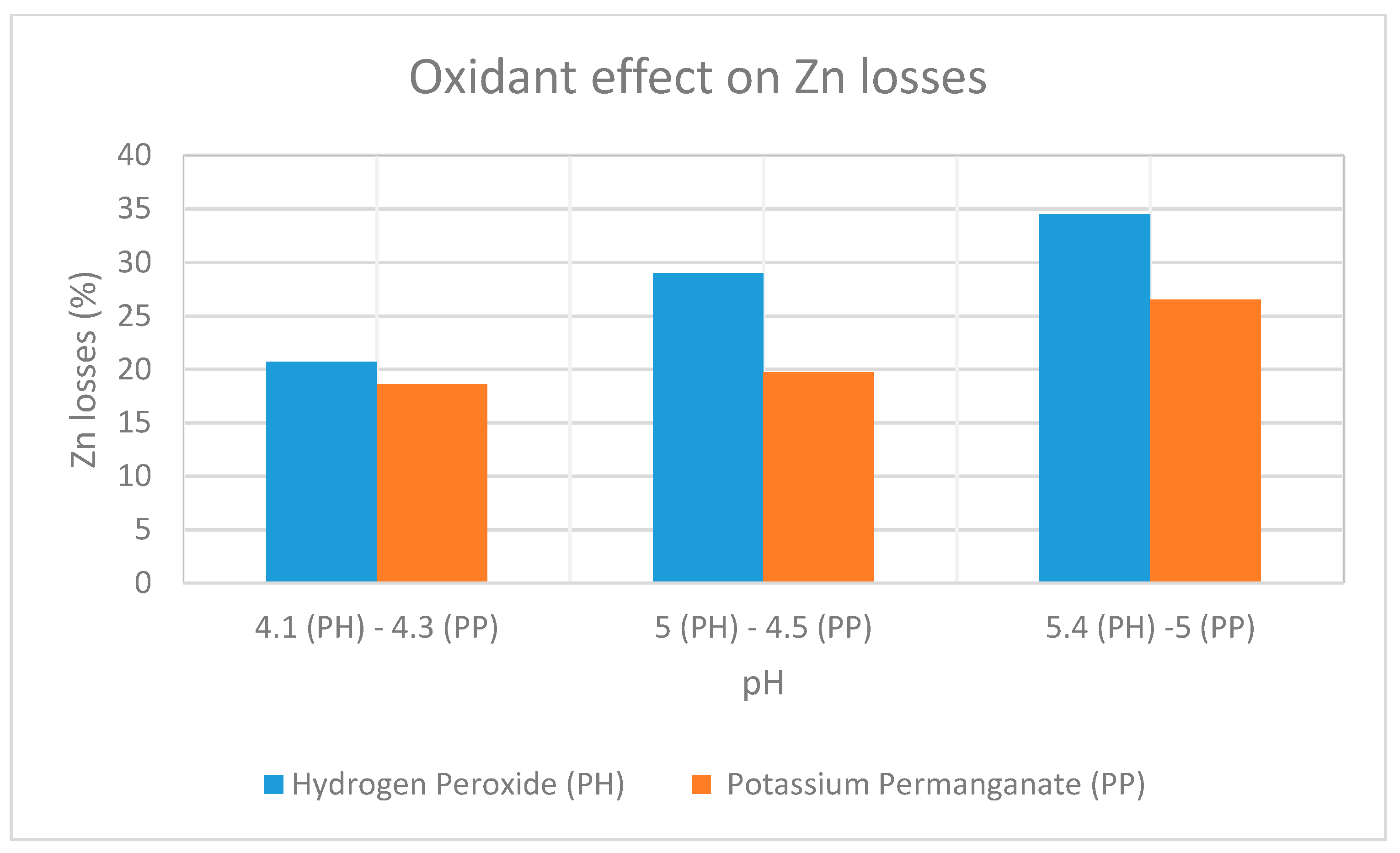
3.4. Oxidation of Solutions and Determination of Operating Conditions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sánchez, F.; Roa, C.; Garay, V.; Cantallopts, J. Exportación de Concentrados de Cobre: Caracterización De Condiciones Comerciales. Dirección de Estudios y Políticas Públicas; Gobierno de Chile: Santiago, Chile, 2021.
- Fuentes, G.; Acuña, C.; Romo, S. Autoclave leaching zinc concentrate at bench scale. In Proceedings of the Conference of Metallurgists, Toronto, ON, Canada, 23–26 August 2015. [Google Scholar]
- Boyanov, B.; Peltekov, A.; Petkova, V. Thermal behavior of zinc sulfide concentrates with different iron content at oxidative roasting. Thermochim. Acta 2014, 586, 9–16. [Google Scholar] [CrossRef]
- Jarosz, P.; Kusiak, J.; Małecki, S.; Morkisz, P.; Oprocha, P.; Pietrucha, W.; Sztangret, L. An attempt at the optimization of the zinc production line. Arch. Civ. Mech. Eng. 2018, 18, 1116–1122. [Google Scholar] [CrossRef]
- Bortot, F.E.; Balarini, J.C.; Rodrigues, E.M.; Santos, T.L.; Clark, A.E.; Martins, A.H.; Salum, A. Roasted zinc concentrate leaching: Population balance modeling and validation. Hydrometallurgy 2018, 175, 208–217. [Google Scholar] [CrossRef]
- Mureşan, L.; Maurin, G.; Oniciu, L.; Gaga, D. Influence of metallic impurities on zinc electrowinning from sulphate electrolyte. Hydrometallurgy 1996, 43, 345–354. [Google Scholar] [CrossRef]
- Güler, E.; Seyrankaya, A. Precipitation of impurity ions from zinc leach solutions with high iron contents-A special emphasis on cobalt precipitation. Hydrometallurgy 2016, 164, 118–124. [Google Scholar] [CrossRef]
- Nicol, M.; Akilan, C.; Tjandrawan, V.; Gonzalez, J.A. The effects of halides in the electrowinning of zinc. I. Oxidation of chloride on lead-silver anodes. Hydrometallurgy 2017, 173, 125–133. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Wang, M.; Wang, Z.; Zhang, Y. The influence of impurities on Gael electrowinning: Vanadium and iron. Hydrometallurgy 2014, 146, 76–81. [Google Scholar] [CrossRef]
- Saba, A.; Elsherief, A. Continuous electrowinning of zinc. Hydrometallurgy 2000, 54, 91–106. [Google Scholar] [CrossRef]
- Dutrizac, J.E.; Soriano, C. Behaviour of the rare earths during goethite (α-FeOOH) precipitation from sulphate-based solutions. Hydrometallurgy 2018, 176, 87–96. [Google Scholar] [CrossRef]
- Masambi, S.; Dorfling, C.; Bradshaw, S. Comparing iron phosphate and hematite precipitation processes for iron removal from chloride leach solutions. Miner. Eng. 2016, 98, 14–21. [Google Scholar] [CrossRef]
- Zhu, D.; Yang, C.; Pan, J.; Guo, Z.; Li, S. New pyrometallurgical route for separation and recovery of Fe, Zn, In, Ga and S from jarosite residues. J. Clean. Prod. 2018, 205, 781–788. [Google Scholar] [CrossRef]
- Deng, Z.; Zhu, B.; Zeng, P.; Wei, C.; Li, X.; Li, C.; Fan, G. Behaviour and characterization of hematite process for iron removal in hydrometallurgical production. Can. Metall. Q. 2019, 58, 223–231. [Google Scholar] [CrossRef]
- Ismael, M.R.C.; Carvalho, J.M.R. Iron recovery from sulphate leach liquors in zinc hydrometallurgy. Miner. Eng. 2003, 16, 31–39. [Google Scholar] [CrossRef]
- Dutrizac, J.E.; Chen, T.T. Impurity incorporation in hematite precipitated from ferric sulphate solutions. World Metall. 2012, 65, 31–47. [Google Scholar]
- Yan, S.; Qiu, Y. Preparation of electronic grade manganese sulfate from leaching solution of ferromanganese slag. Trans. Nonferrous Met. Soc. China 2014, 24, 3716–3721. [Google Scholar] [CrossRef]
- Garside, J. Industrial crystallization from solution: State of the technique. Chem. Eng. Sci. 1985, 40, 3–26. [Google Scholar] [CrossRef]
- Dirksen, J.A.; Ring, T.A. Fundamentals of crystallization: Kinetic effects on particle size distributions and morphology. Chem. Eng. Sci. 1991, 46, 2389–2427. [Google Scholar] [CrossRef]
- Giulietti, M.; Seckler, M.; Derenzo, S.; Ré, M.; Cekinski, E. Industrial crystallization and precipitation from solutions: State of the technique. Braz. J. Chem. Eng. 2001, 18, 423–440. [Google Scholar] [CrossRef]
- Claassen, J.; Sandenbergh, R. Influence of temperature and pH on the quality of metastable iron phases produced in zinc-rich solutions. Hydrometallurgy 2007, 86, 178–190. [Google Scholar] [CrossRef] [Green Version]
- Demopoulos, G.P. Aqueous precipitation and crystallization for the production of particulate solids with desired properties. Hydrometallurgy 2009, 96, 199–214. [Google Scholar] [CrossRef]
- Masindi, V.; Ndiritu, J.G.; Maree, J.P. Fractional and step-wise recovery of chemical species from acid mine drainage using cryptocrystalline magnesite nano-sheets: An experimental and geochemical modelling approach. J. Environ. Chem. Eng. 2018, 6, 1634–1650. [Google Scholar] [CrossRef]
- Parkhurst, D.L.; Appelo, C.A.J. Description of Input and Examples for PHREEQC Version 3: A Computer Program for Speciation, Batch-Reaction, One-Dimensional Transport, and Inverse Geochemical Calculations (No. 6-A43); U.S. Geological Survey: Reston, VA, USA, 2013.
- Claassen, J.O.; Meyer, E.H.O.; Rennie, J.; Sandenbergh, R.F. Iron precipitation from zinc-rich solutions: Defining the Zincor Process. Hydrometallurgy 2002, 67, 87–108. [Google Scholar] [CrossRef]
- Benjamin, M.M.; Leckie, J.O. Multiple-site adsorption of Cd, Cu, Zn, and Pb on amorphous iron oxyhydroxide. J. Colloid Interface Sci. 1981, 79, 209–221. [Google Scholar] [CrossRef]
- Stumm, W.; Morgan, J.J. Aquatic Chemistry: Chemical Equilibria and Rates in Natural Waters, 3rd ed.; Wiley Interscience: Hoboken, NJ, USA, 1996; 1040p. [Google Scholar]
- Jambor, J.L. The Relationship of mineralogy to acid–and neutralization–potential values in ARD. In Environmental Mineralogy, Microbial Interactions, Anthropogenic Influences, Contaminated Land and Waste Management: The Mineralogical Society Series; Mineralogical Society: London, UK, 2000; pp. 19–58. [Google Scholar] [CrossRef]
- Dold, B. Mineralogical and Geochemical Changes of Cooper Flotation Tailings in Relation to Their Original Composition and Climatic Setting: Implications for Acid Mine Drainage and Element Mobility. Ph.D. Thesis, Université de Genéve, Geneva, Switzerland, 1999. [Google Scholar] [CrossRef]
- Li, B.; Wei, Y.; Wang, H.; Yang, Y.; Yin, Y. Preparation of ZnSO4·7H2O and Separation of Zinc from Blast Furnace Sludge by Leaching-Purification-Crystallization Method. ISIJ Int. 2019, 59, 201–207. [Google Scholar] [CrossRef]
- Monhemius, A.J. THE IRON ELEPHANT: A Brief History of Hydrometallurgists’ Struggles with Element No. 26. In Proceedings of the XXVIII International Mineral Processing Congress, Quebec City, PQ, Canada, 11–15 September 2016. [Google Scholar]
- Shinoda, M.; Yamaguchi, T.; Murai, R.; Sumi, I. Development of Zinc-separating Process of Blast Furnace Dust using Hydrometallurgical System. Tetsu Hagane 2019, 105, 847–853. [Google Scholar] [CrossRef] [Green Version]
- Mukongo, T.; Maweja, K.; Ngalu, B.; Mutombo, I.; Tshilombo, K. Zinc recovery from the water-jacket furnace flue dusts by leaching and electrowinning in a SEC-CCS cell. Hydrometallurgy 2009, 97, 53–60. [Google Scholar] [CrossRef]
- Mangunda, C.T.; Petersen, J.; Lewis, A.E. Modifying the dewatering behaviour of iron solids from ferric sulphate solutions during lime treatment. Hydrometallurgy 2020, 191, 105238. [Google Scholar] [CrossRef]
- Rudnik, E. Investigation of industrial waste materials for hydrometallurgical recovery of zinc. Miner. Eng. 2019, 139, 105871. [Google Scholar] [CrossRef]
- Langová, Š.; Riplová, J.; Vallová, S. Atmospheric leaching of steel-making wastes and the recipitation of goethite from the ferric sulphate solution. Hydrometallurgy 2007, 87, 157–162. [Google Scholar] [CrossRef]
- Langová, S.; Matýsek, D. Zinc recovery from steel-making wastes by acid pressure leaching and hematite precipitation. Hydrometallurgy 2010, 101, 171–173. [Google Scholar] [CrossRef]
- Birchal, V.S.; Rocha, S.D.F.; Mansur, M.B.; Ciminelli, V.S.T. A simplified mechanistic analysis of the hydration of magnesia. Can. J. Chem. Eng. 2001, 79, 507–511. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Q.; Hu, H.; Liu, Y. Efficient removal of iron (II) from manganese sulfate solution by using mechanically activated CaCO3. Hydrometallurgy 2019, 188, 169–173. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | High Level | Low Level | Number of Levels | Unit |
|---|---|---|---|---|
| pH | 6 | 4 | 3 | - |
| Temperature | 60 | 30 | 2 | °C |
| Stirring | 400 | 300 | 2 | rpm |
| Time | 20 | 10 | 2 | min |
| Component | % |
|---|---|
| Sphalerite | 75.32 |
| Pyrite | 7.38 |
| Chalcopyrite | 0.16 |
| Arsenopyrite | 0.65 |
| Galena | 2.41 |
| Molybdenite | 0.09 |
| Sulphides | 0.01 |
| Fe-Oxides | 0.08 |
| Quartz | 3.32 |
| Feldspar Group | 0.02 |
| Zn-Sulphate | 2.44 |
| Anglesite | 0.76 |
| Sulphates | 1.32 |
| Native S | 5.33 |
| Others | 0.70 |
| Element | Concentration (g/L) |
|---|---|
| Zn | 53.1 |
| Fe | 6.8 |
| H+ | 79.8 |
| Cu | 0.14 |
| Cd | 0.159 |
| Co | 0.010 |
| Reagent | Advantages | Disadvantages | Performance Indices |
|---|---|---|---|
| CaO |
|
|
|
| Na2CO3 |
|
|
|
| MgO |
|
|
|
| CaCO3 |
|
|
|
| Ca(OH)2 |
|
|
|
| NaOH |
|
|
|
| Cal+NaOH |
|
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leiva, C.A.; Gálvez, M.E.; Fuentes, G.E.; Acuña, C.A.; Alcota, J.A. Effects of Various Precipitants on Iron Removal from a Zinc Concentrate Pressure Leaching Solution. Minerals 2022, 12, 84. https://doi.org/10.3390/min12010084
Leiva CA, Gálvez ME, Fuentes GE, Acuña CA, Alcota JA. Effects of Various Precipitants on Iron Removal from a Zinc Concentrate Pressure Leaching Solution. Minerals. 2022; 12(1):84. https://doi.org/10.3390/min12010084
Chicago/Turabian StyleLeiva, Claudio A., María E. Gálvez, Gerardo E. Fuentes, Claudio A. Acuña, and Jannan A. Alcota. 2022. "Effects of Various Precipitants on Iron Removal from a Zinc Concentrate Pressure Leaching Solution" Minerals 12, no. 1: 84. https://doi.org/10.3390/min12010084