1. Introduction
The development of a modern green and low-carbon industry in developed countries requires a sustainable and fair supply chain of critical raw materials such as cobalt, lithium, vanadium, and rare earth elements (REE) [
1,
2,
3]. To develop an independent REE industry, the Western world has invested in REE projects outside of China and has evaluated economically feasible REE projects [
4]. Nowadays, alkaline igneous complexes are considered as potential sources for critical and other elements such as REE and high-field-strength elements (HFSE) such as Zr, Hf, Nb, and Ta. In this context, nepheline syenite rocks belong to alkaline igneous rocks, distinctly enriched in heavy REE (HREE) and HFSE [
5].
Norra Kärr is a peralkaline nepheline-syenite intrusive complex located in south-central Sweden and is defined as comprising agpaitic rocks [
6]. It is a unique deposit of REE and HFSE elements with a high ratio of HREE relative to total REE (TREE) represented by eudialyte group minerals (EGM). These are characterized by various chemical compositions and degrees of alteration [
7]. The major rocks of the geological formation of the Norra Kärr deposit are lithologically subdivided into several main rock types, characterized by various texture types, alteration, crystal size, mineral composition, and amounts of zirconium and REE. They include pegmatitic, migmatitic, and catapleiite-containing grennaite (PGT), kaxtorpite, lakarpite, pulaskite, and mafic rocks [
8]. EGM from Norra Kärr deposit are characterized by various chemical compositions and degrees of alteration. According to Sjöqvist et al. [
7], in the Norra Kärr deposit, EGM is divided int othree main distinct groups: Fe-rich (REE-poor eudialyte from lakarpite), Fe-Mn-bisected (HREE-rich eudialyte from “pegmatitic” grennaite), and Mn-rich (LREE-rich eudialyte from “migmatitic” grennaite). Depending on the rock types, låvenite, rosenbuschite, zircon, catapleiite, mosandrite, lorenzenite, wöhlerite, britholite, cerite, and zircon, which are formed as complex pseudomorphic aggregates of secondary zirconosilicates, aluminosilicates, and various Nb and REE phases, were identified as minor accessory complex HFSE- and REE-bearing minerals [
7].
According to the current state of the art, the main method for processing eudialyte ores is magnetic separation [
9,
10,
11,
12]. The main aims of Wet High-Intensity Magnetic Separation (WHIMS) are to concentrate REE-bearing minerals into the magnetic fraction and to remove acid soluble gangue minerals into non-magnetic products. A metallurgical treatment of eudialyte concentrates and leaching residues is based on hydrometallurgical methods and thermal decomposition followed by fuming, dry digestion, water leaching, and corresponding precipitation stages [
13,
14,
15,
16,
17,
18,
19]. The non-magnetic fraction of the WHIMS stage is currently considered as tailings. About 24.8 Mt of tailings are disposed of in the projected tailings facility in Sweden, with an operational mine life of 20 years [
20]. Due to the presence of non-magnetic zirconosilicates, most commonly catapleiite and other alteration products of EGM, an optimal recovery of Zr in the magnetic fraction cannot be achieved by magnetic separation alone.
Catapleiite is a rare, complex zirconosilicate (typomorphic postmagmatic mineral). It belongs to the catapleiite group, which consist of two International Mineralogical Association (IMA)-approved members: catapleiite (natrocatapleiite Na
2ZrSi
3O
9·2H
2O) and calciocatapleiite (CaZrSi
3O
9·2H
2O). Structurally, the isolated [ZrO
6] octahedra and three-membered [Si
3O
9] rings of tetrahedra form a zeolite-like heteropolyhedral framework. The framework cavities are filled with water molecules and sodium cations (frequently with substantial Ca) [
21,
22]. In the current work, the term “catapleiite“ from the Norra Kärr deposit shall be understood only as catapleiite–calciocatapleiite isomorphous series. It is commonly distributed in alkaline complexes as hydrothermal alteration products of EGM [
8,
23,
24].
Currently, catapleiite is not processed on a commercial scale worldwide for the recovery of Zr and Hf. The recovery of catapleiite and other complex zirconosilicates such as wöhlerite, vlasovite, elpidite, and gittinsite from ores is investigated poorly so far. Froth flotation can be proposed for the recovery of zirconosilicates from gangue silicates such feldspars and nephelines. The floatability of already well-investigated zircon minerals such as zircon Zr(SiO
4), baddeleyite ZrO
2, eudialyte Na
15Ca
6Fe
3Zr
3Si(Si
25O
73)(O,OH,H
2O)
3(Cl,OH)
2, and REE-containing silicates can also be helpful in the selection of a reagent system for the selective flotation of zirconsilicates. Potential collectors of these minerals could be fatty acids, sodium oleate, hydroxamic acids, amine, alkylsulfates, phosphonic acids, and monoalkyl phosphates [
25,
26,
27,
28].
It is well known that crushing and grinding of raw materials consume up to 4% of the energy produced worldwide [
29]. To enhance the efficiency and to reduce the energy consumption, ground raw materials as well as processed waste streams should be considered as a source for possible and recoverable products [
30,
31,
32]. The main aim of this research work is to determine a reagent regime to recover Zr- and REE-bearing minerals from the Norra Kärr ore by flotation, which in this case are currently lost into the non-magnetic fraction. Additionally, with the use of froth flotation, it would be possible to simultaneously remove undesirable colored impurities and their intergrowths such as iron- and titanium-bearing minerals (titanite, micas (muscovite), pyroxenes, aegirine) from the non-magnetic fraction. In this case, the tailings product of the froth flotation must be considered as an additional marketable by-product such as nepheline syenite. It can be used in the glass, porcelain, and ceramics industries or as filling material [
33]. Other researchers consider the nepheline syenite as source of potassium and aluminum using chloridizing–roasting technologies and leaching [
34,
35]. Thus, the second aim of this work is to investigate the possibility of producing nepheline syenite products from the non-magnetic fraction. This solution could lead to a minimization of the tailings volume to be disposed of when processing the Norra Kärr deposit according to the near-zero-waste principle [
31].
The most critical requirements for nepheline syenite products are low contents of iron and titanium, which are the major undesirable impurities for the glass and ceramics industry [
33]. A total Fe
2O
3 content of less than 0.1% is required for the production of clear glass, while a higher Fe
2O
3 content of up to 0.35% can be tolerated for colored glass [
36]. For the removal of colored impurities and undesirable minerals from various nepheline syenites, flotation and magnetic separation are widely used, while leaching is less frequently used [
37,
38,
39,
40].
2. Materials and Methods
2.1. Materials
Representative samples were obtained during a sampling campaign at exploration works on the Norra Kärr deposit. The eudialyte ore sample was initially crushed and then dry ground with a vertical roller mill (VRM), (Loesche GmbH, Düsseldorf, Germany). The ground products were split among the subsamples, stored, and used for the various processing tests. According to wet-sieving analyses, the low-grade eudialyte ore sample was ground to 85% passing 90 µm (P
50 = 45 µm and P
25 = 25 µm). After dry grinding by VRM, the eudialyte ore sample was processed using WHIMS to obtain a low-grade eudialyte concentrate in the magnetic fraction. The non-magnetic fraction was then used as feed material for the flotation experiments to recover non-magnetic Zr- and REE-bearing minerals. The detailed characterization of the non-magnetic fraction is given in
Section 3.1.
In order to identify the main minerals and components of the ground samples, mineralogical and chemical analyses were conducted. The results of the eudialyte ore sample are presented in
Table 1.
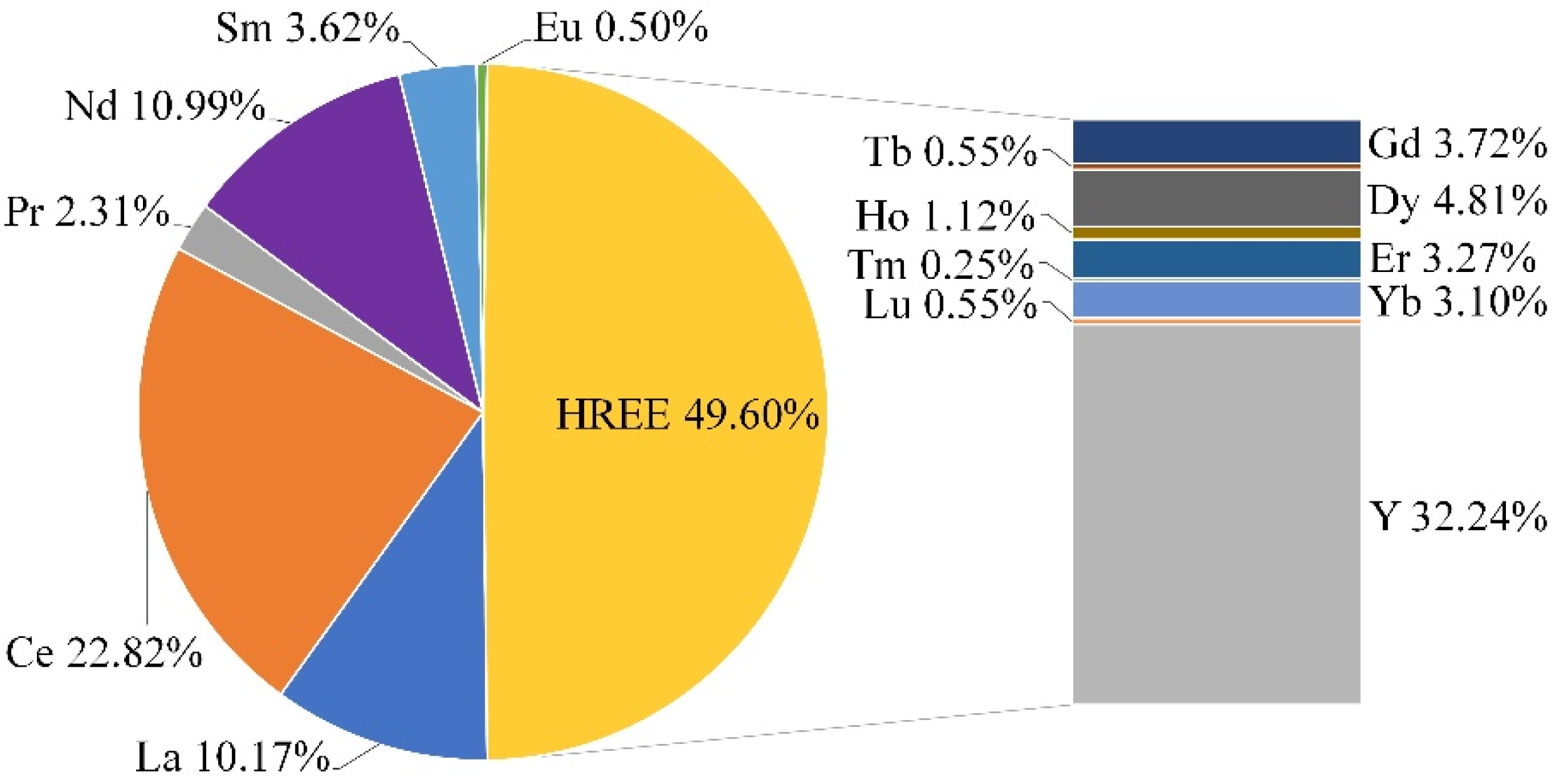
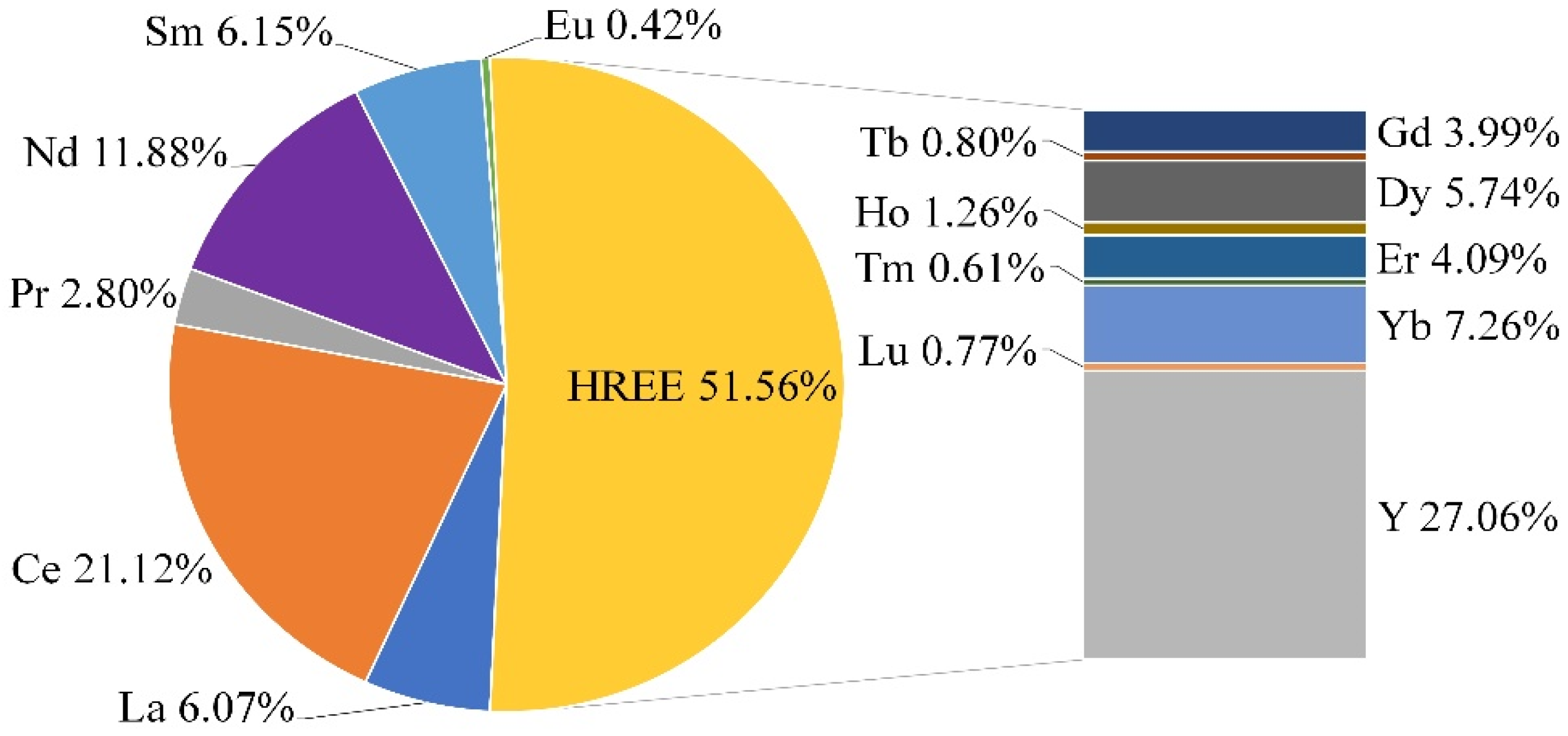
With the molar proportion of (Na + K)/Al ratio at 1.12 (>1), the sample belongs to agpaitic rocks. The eudialyte ore sample contains 1.23% Zr and 0.403% REE, which are the major valuable components in this ore. Moreover, 50% of REEs belong to HREE. The distribution of individual REE in the eudialyte ore sample is shown in
Figure 1.
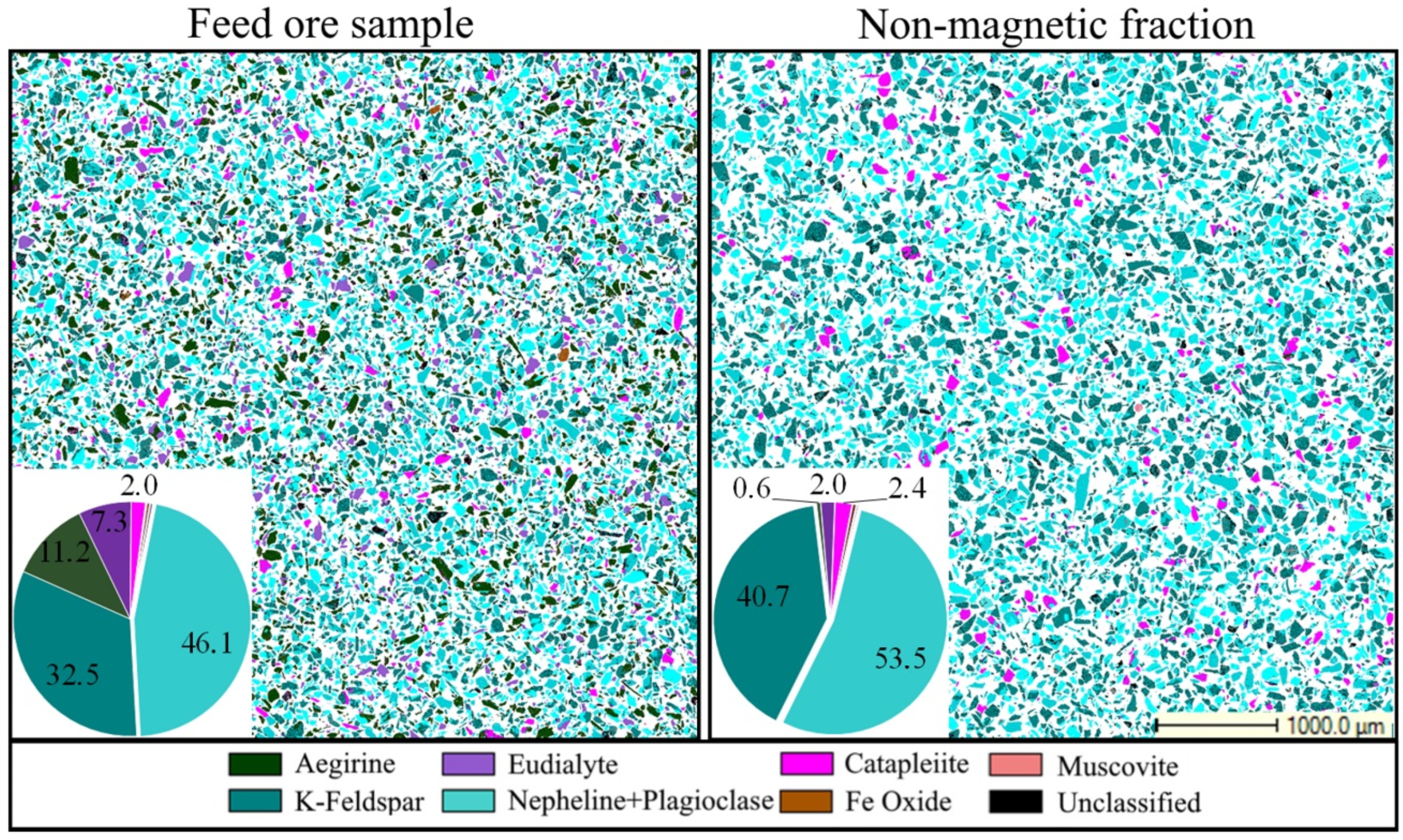
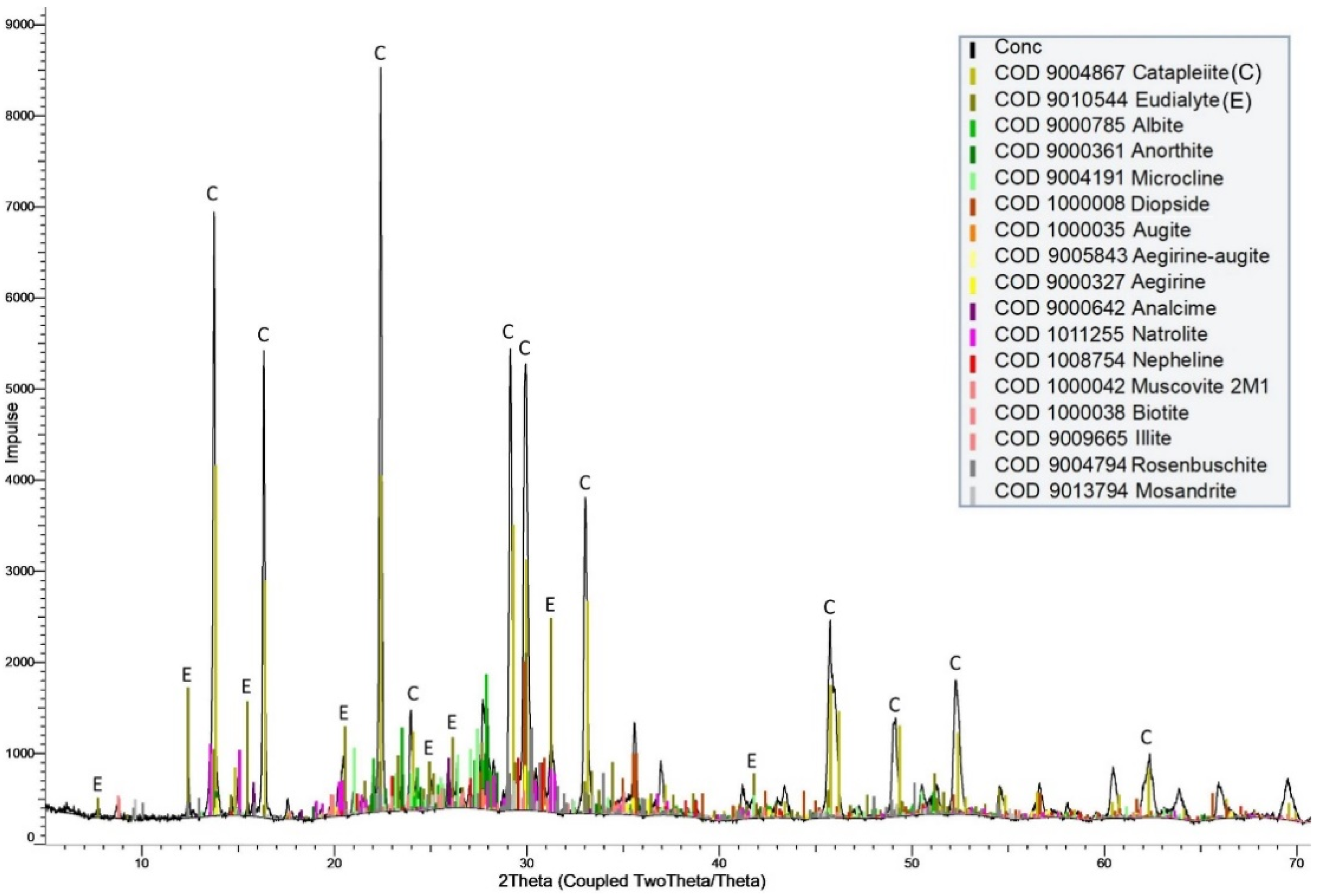
Eudialyte (7.2%) and catapleiite (2%) are identified as valuable Zr- and REE-bearing minerals (see Figure 2). The identified gangue minerals are feldspars (albite Na(AlSi3O8), microcline K(AlSi3O8), plagioclase (Na,Ca)[(Si,Al)AlSi2]O8, pyroxenes (aegirine-augite series (Na,Ca,Fe2+,Mg)(Fe3+,Al,Fe2+,Mg,)Si2O6) and nepheline Na3K(Al4Si4O16) with its alteration and replacement products (analcime Na(AlSi2O6)·H2O, natrolite Na2Al2Si3O10·2H2O, cancrinite Na6Ca2[(CO3)2|Al6Si6O24]·2H2O).
2.2. Sample Characterization
The chemical composition of the initial ore sample and products of the magnetic separation and some flotation products were externally determined by inductively coupled plasma optical emission spectroscopy (ICP-OES, Spectro Arcos 2013, SPECTRO Analytical Instruments GmbH, Kleven, Germany) after digestion of the samples. A portable/handheld X-ray fluorescence (XRF) analyzer (Niton XL3t, Thermo Fisher, Waltham, MA, USA) was used for routine measurements for elemental analyses of flotation products. The XRF system was calibrated using data validated by an external quality check by ICP analysis. The semi-quantitative X-ray Diffraction (XRD) analyses for the flotation concentrate were performed externally using a D2 PHASER X-ray diffractometer system (Siemens/Bruker D5000, MA, USA), equipped with DIFFRAC.EVA Software and DIFFRAC.TOPAS Software for mineral identification and quantification for Rietveld refinement, respectively. The quantitative evaluation of mineral compositions of the initial sample and products of the magnetic separation was performed by applying a Quanta 650-F QEM-SCAN© (FEI/Thermo Fisher, Hillsboro, OR, USA) scanning electron microscope (SEM). The particle size distribution in the feed sample and processed products were obtained by wet sieving analyses.
2.3. Magnetic Separation Stage
After sample preparation, 100 kg of dry ground eudialyte ore sample was treated using a wet, high-intensity magnetic separator JONES®WHIMS P40 (MBE-CMT GmbH, Cologne, Germany). The WHIMS separator matrix setting with a standard gap plate of 2.5 mm and an electric current of 7 A were chosen to achieve a magnetic-field strength of 1.2 T. The solid content of the pulp feed for WHIMS was set at 250 g/L. The generated magnetic and non-magnetic fractions were collected, then dried at 90 °C, weighted, and analyzed for the chemical composition. After drying, the non-magnetic fraction was homogenized and split into 1 kg of subsamples, which were stored for the flotation experiments.
2.4. Flotation Experiments
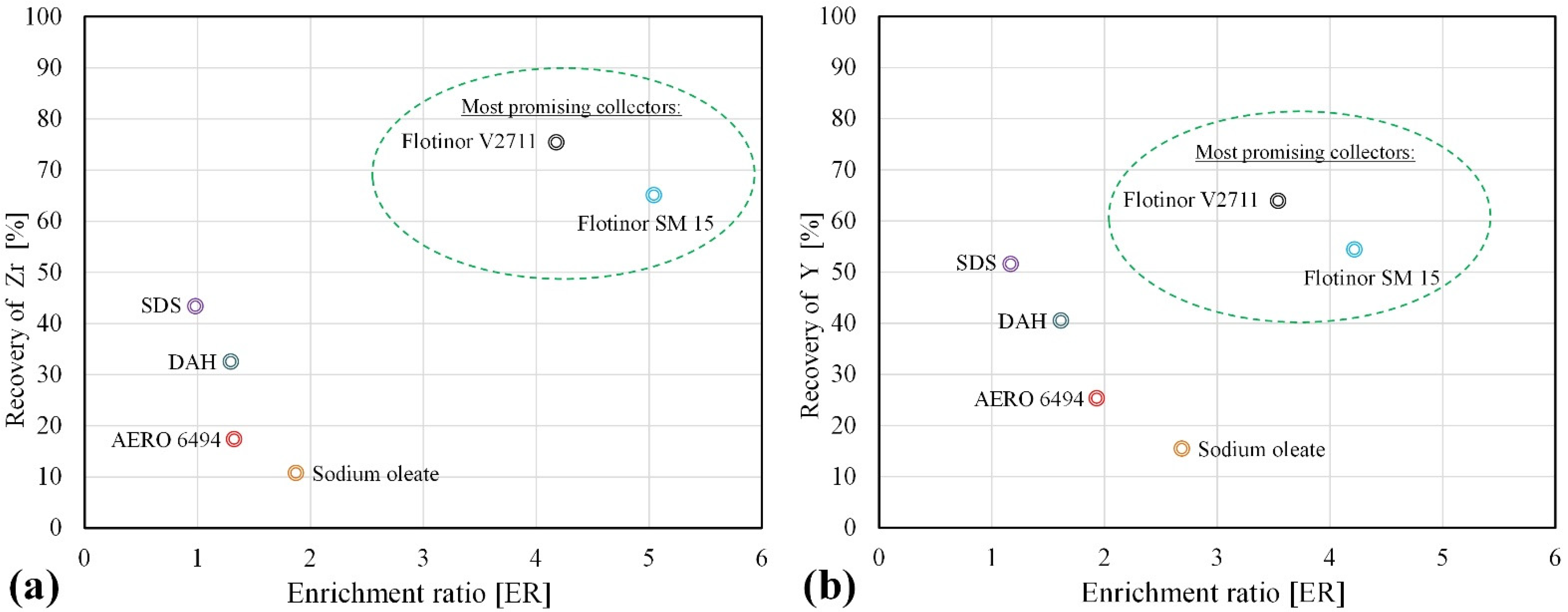
The small-scale flotation experiments with various pH levels and collectors were carried out in a laboratory-scale flotation machine (D12, Denver equipment, Denver, CO, USA) with a unit cell of 2.5 L. One kilogram of sample material (non-magnetic fraction of WHIMS stage) was mixed with Aachen tap water to obtain a flotation pulp with a solid content of 33%. The impeller speed was set to constant 1300 rpm during the flotation test. Prior to the collector dosage, pH regulators were added and agitated for 2 min. Then, the collector was agitated for 3 min followed by opening of the valve with an air flow of 5.5–6 L/min. The froth products were collected by an automatically driven froth-skimming device with a constant rate for all experiments. The collected products were dried overnight at 90 °C, weighted for mass pull calculation, and analyzed to calculate the recovery rates of Zr and Y. The results of the flotation tests were evaluated using the mass balance method and enrichment ratio, as described by Wills [
41].
2.5. Reagents
The flotation reagents used in this study are shown in
Table 2. Besides commercial phosphoric acid collectors from Clariant International Ltd. (Muttenz, Switzerland), additional phosphoric acid esters for the flotation experiments were synthesized and provided by ILCO Chemikalien GmbH (Erkelenz, Germany). The sulfuric acid and sodium hydroxide, supplied from Carl Roth GmbH, were used to maintain the required pH level. All reagent solutions were freshly prepared with distilled water.
4. Conclusions
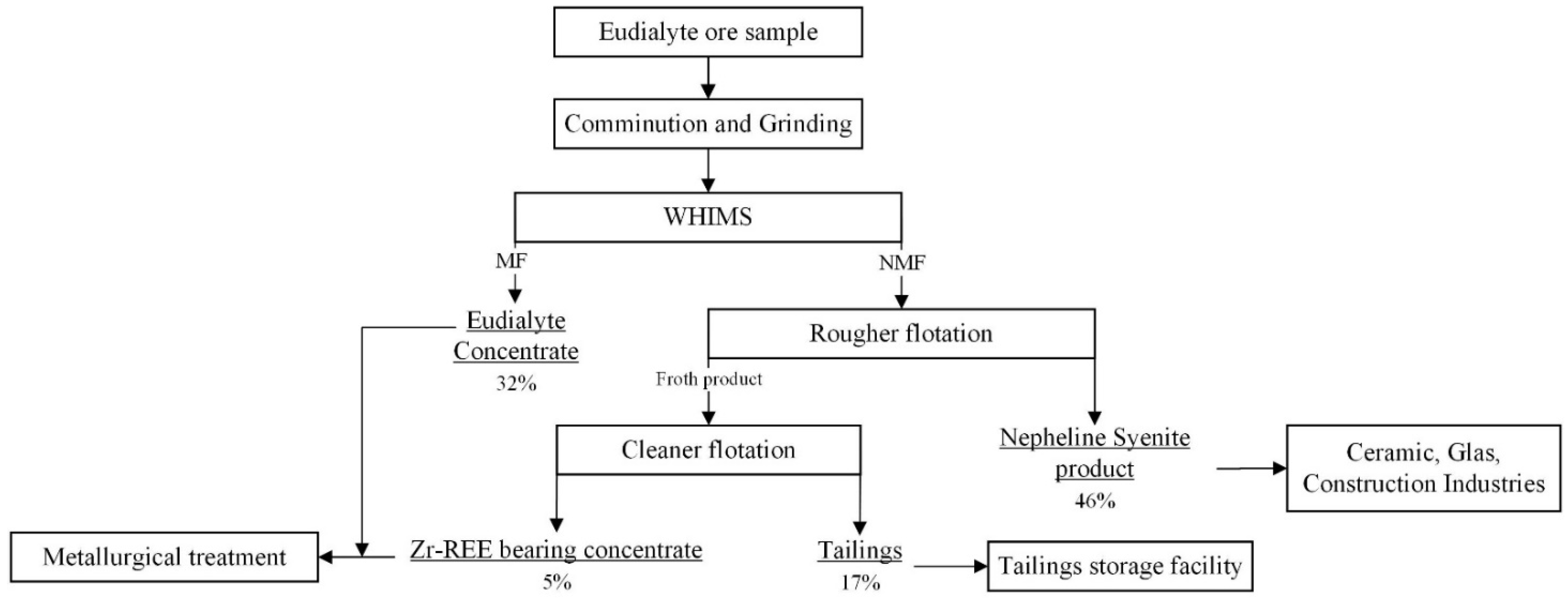
The proposed flowsheet for processing of the eudialyte ore from the Norra Kärr deposit, given in
Figure 12, consists of comminution, grinding, and magnetic separation stages. As result, a low-grade eudialyte concentrate from the Norra Kärr deposit is recoverable and usable for further hydrometallurgical treatments. In this study, it was aimed to recover complex rare zirconium minerals such as non-magnetic eudialyte species and catapleiite using froth flotation. These minerals normally get lost during wet, high-magnetic separation stages into the non-magnetic fraction. The non-magnetic fraction commonly bears non-magnetic valuable gangue minerals such as alkali feldspars and nepheline.
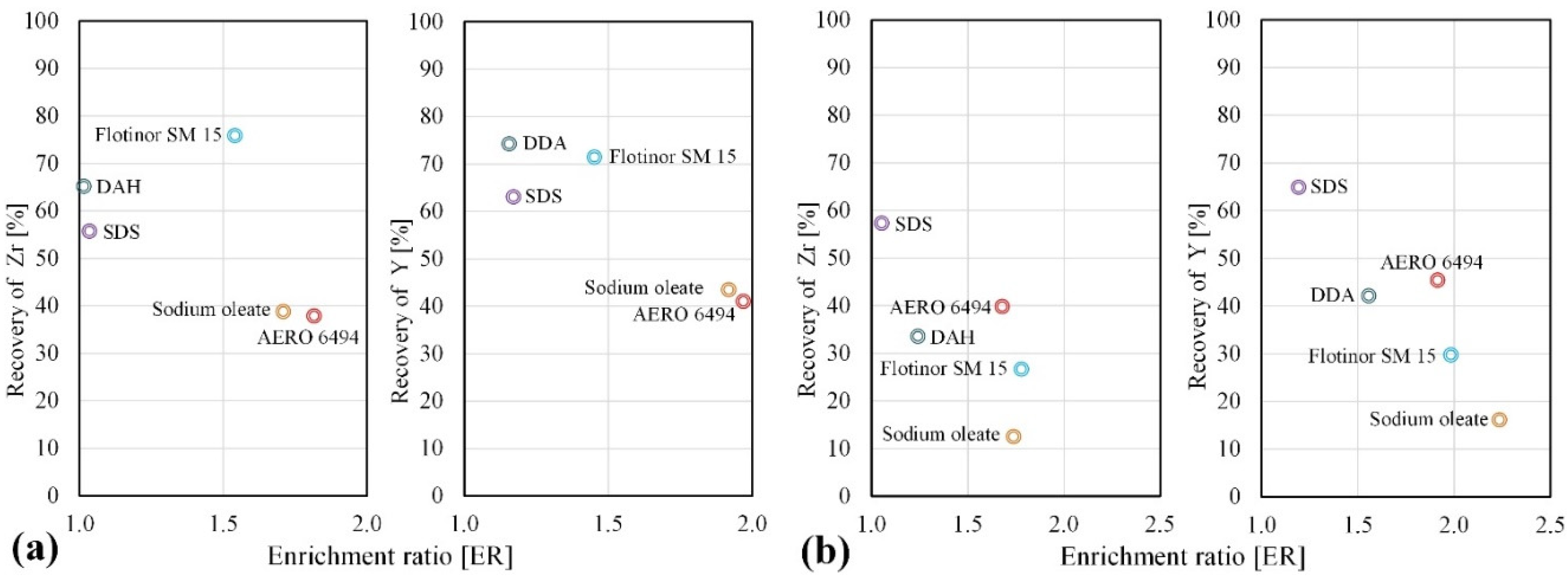
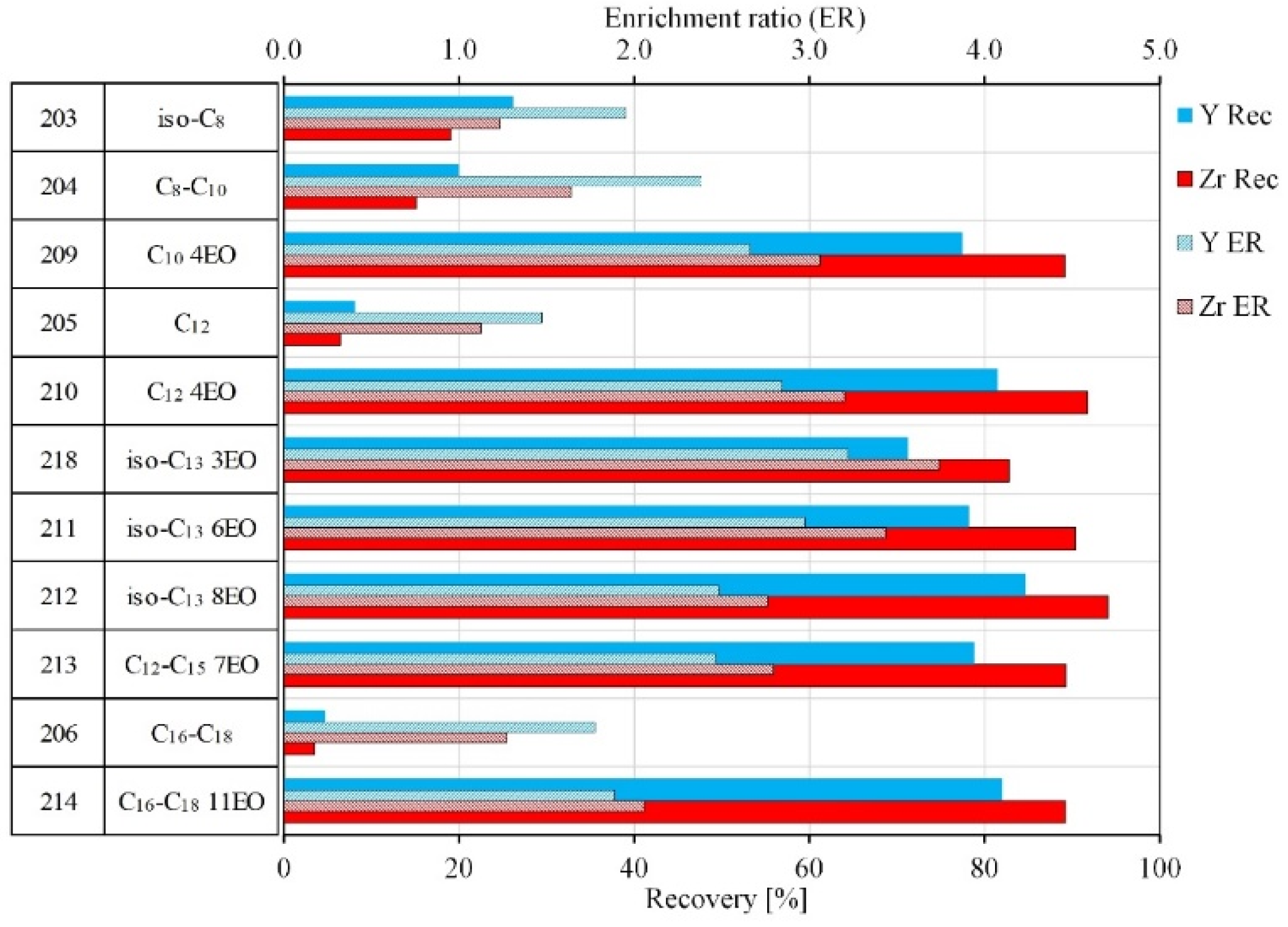
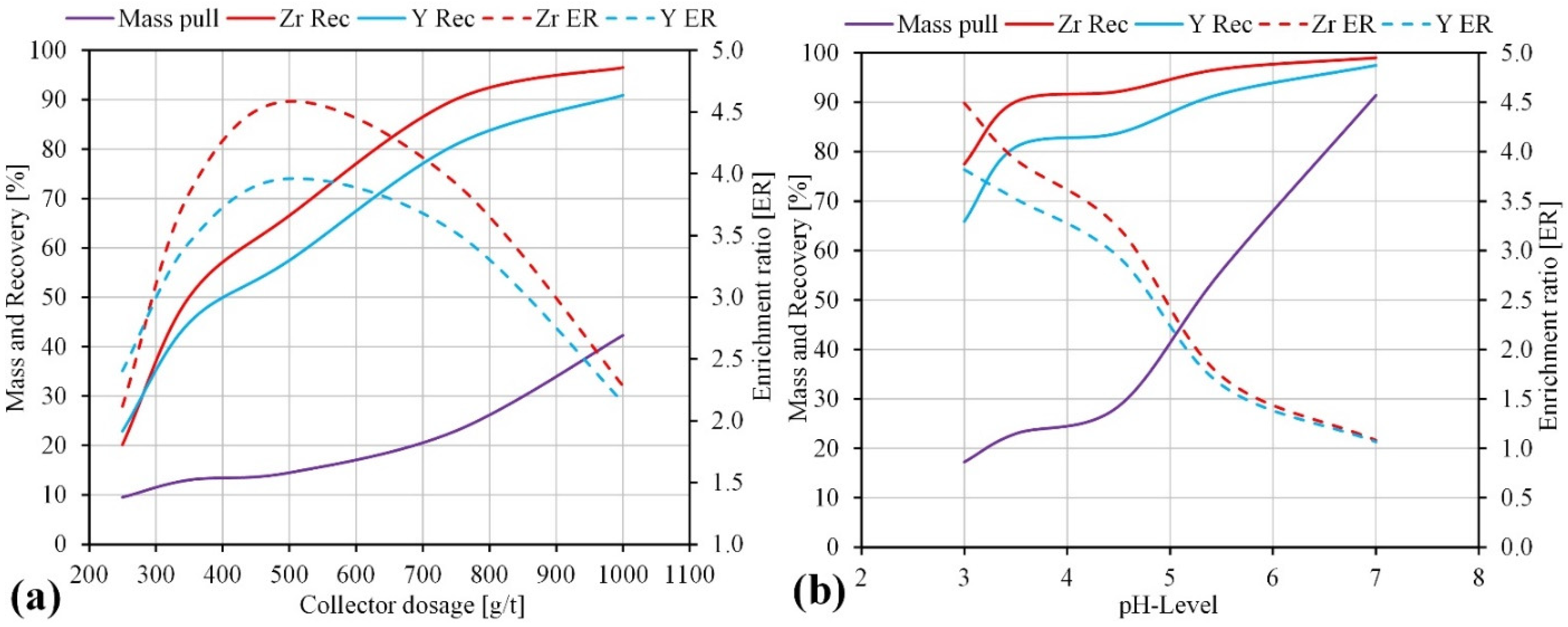
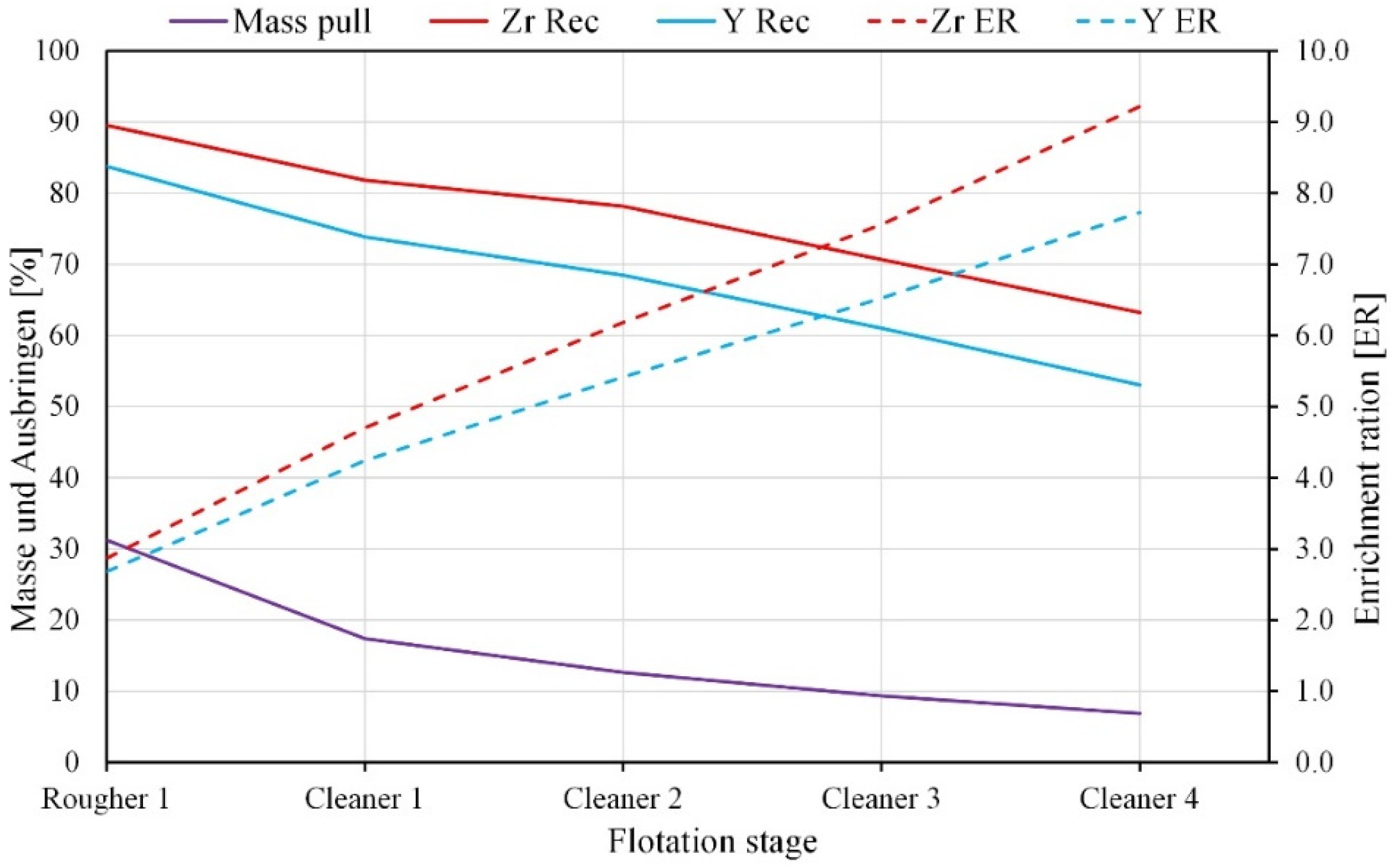
At the beginning of the flotation tests for Zr- and REE-bearing minerals, conventional and thus well-known collectors such as sodium oleate and alkyl hydroxamate were tested. It was concluded that selective collectors for Zr-bearing minerals are phosphoric acid esters in an acidic pH value of below 4. Moreover, the ethoxylated phosphoric acid esters are recommended for the selective flotation of Zr-bearing minerals. The optimal pH value was between 3.5 and 4.5 with a collector consumption (Flotinor SM 15) of 750 g/t. As pH-regulator, sulfuric acid is recommended. The optimal flotation time for the rougher flotation was ascertained to be 7 min. Recoveries of Zr and Y reached 90% and 80%, respectively. After the fourth cleaner flotation stage, the Zr-REE bearing concentrate containing 9.2% of Zr and 1.5% of REE was obtained. This concentrate can be potentially used to recover Zr, Hf, and REE in hydrometallurgical stages with a low-grade eudialyte concentrate. Simultaneously, as a result of the froth flotation of the Zr minerals, the non-magnetic fraction is purified from colored impurities such as Fe- and Ti-bearing minerals. The flotation tailings should be considered as nepheline-feldspars products with low amounts of Fe and Ti for the production in the ceramic and glass industries or as filling materials. By a combination of selective flotation and magnetic separation, a nepheline syenite product with 0.17% Fe2O3 and 23% Al2O3 was obtained from the eudialyte ore sample of the Norra Kärr deposit. Thus, a near zero-waste concept for the Norra Kärr deposit and an improvement of the process efficiency could be suggested if, besides the eudialyte concentrate (REE-Zr-Nb-product), the Zr-REE bearing concentrate and the nepheline syenite products are considered as recovered marketable byproducts.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}