
Experimental and Numerical Investigations on Conductive Drying of Phosphate Washing Waste Clay

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
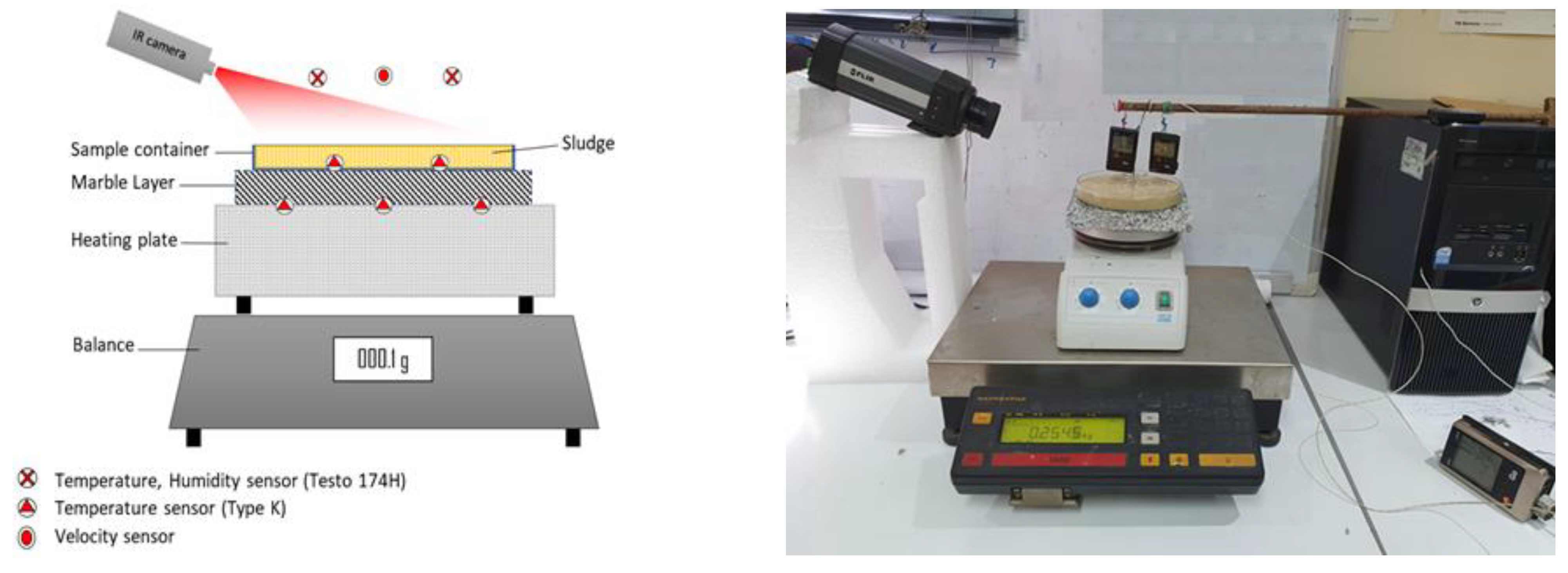
2.2. Experimental Procedure
2.3. Analytical Method
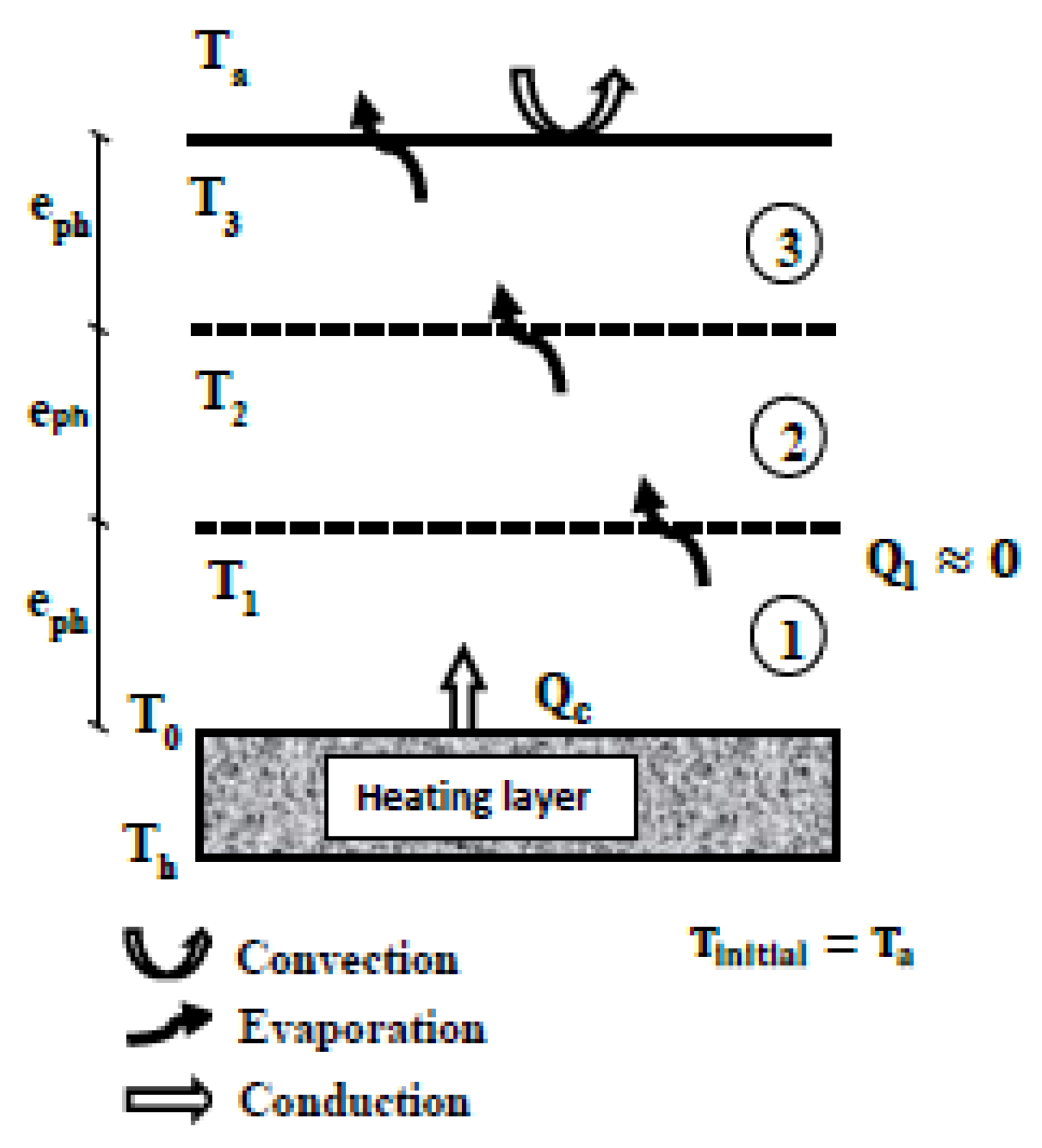
2.4. Methodology and Numerical Simulation
3. Results and Discussions
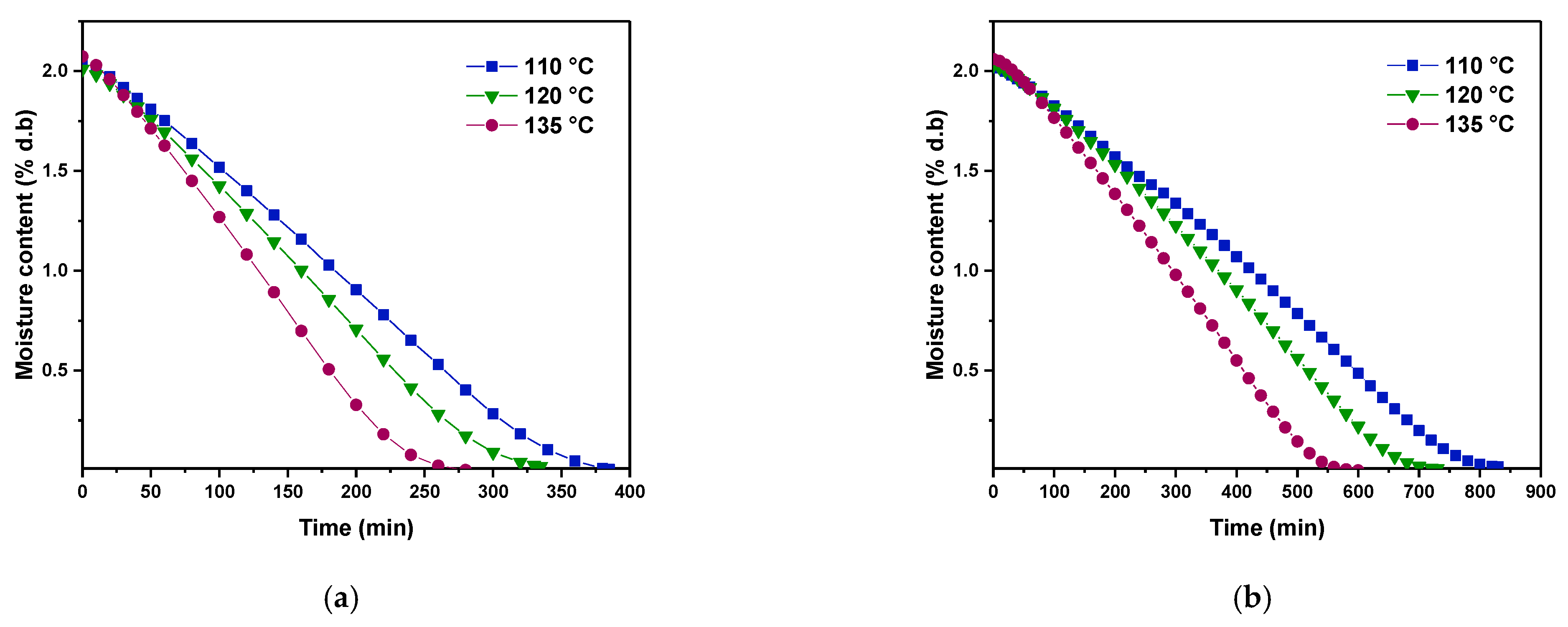
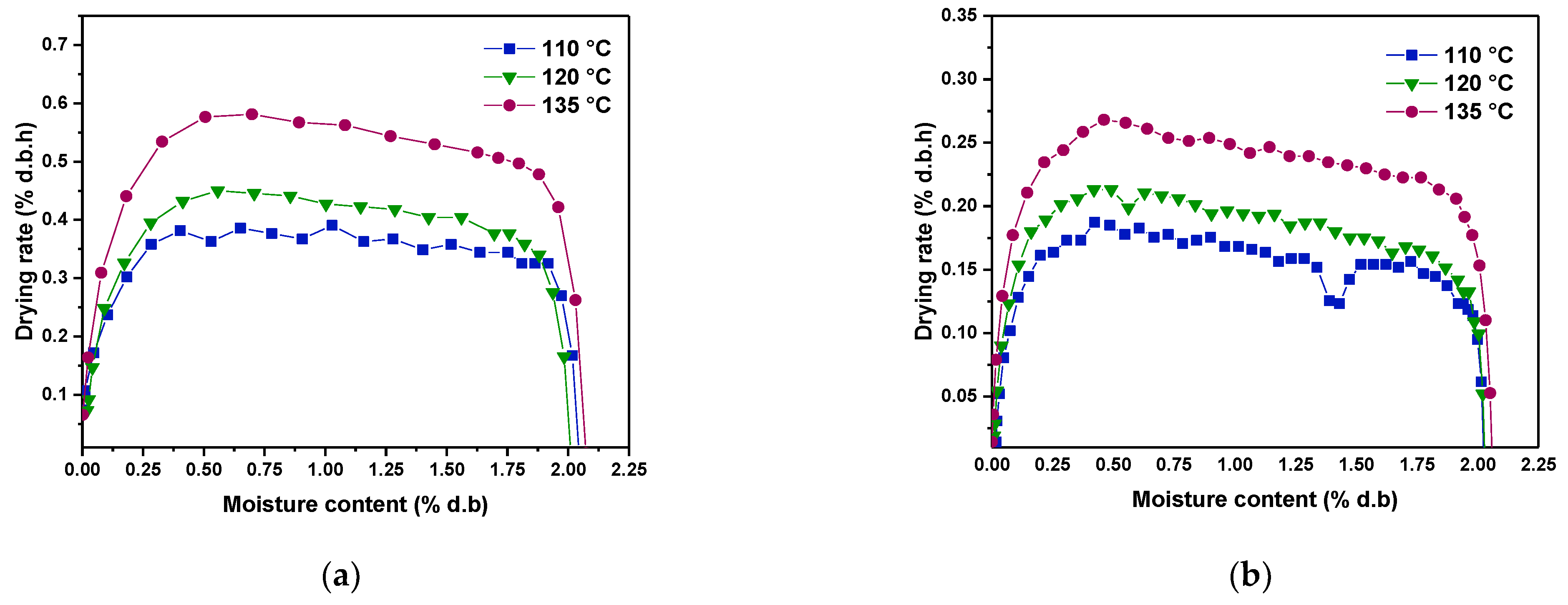
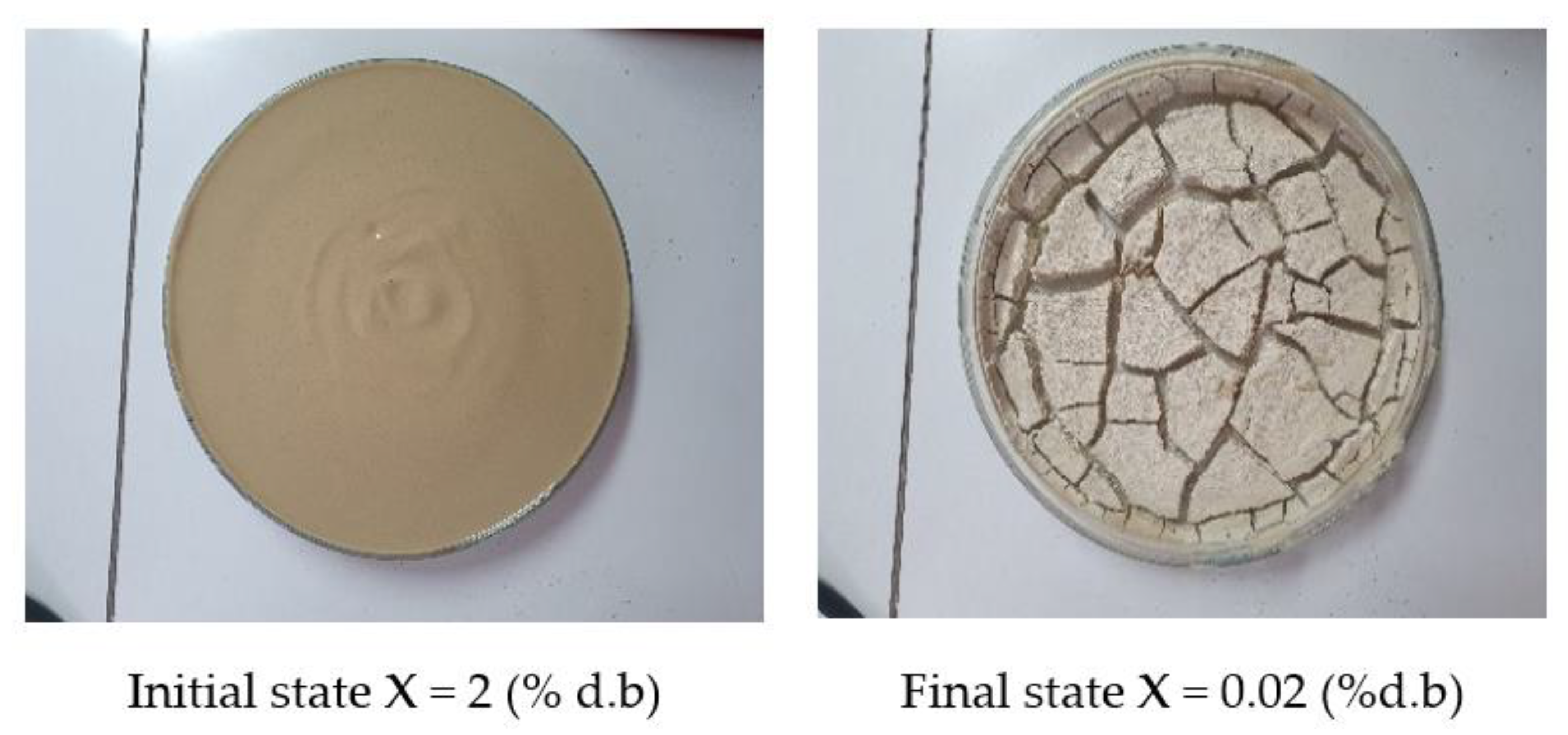
3.1. Drying Kinetics of PHWWC
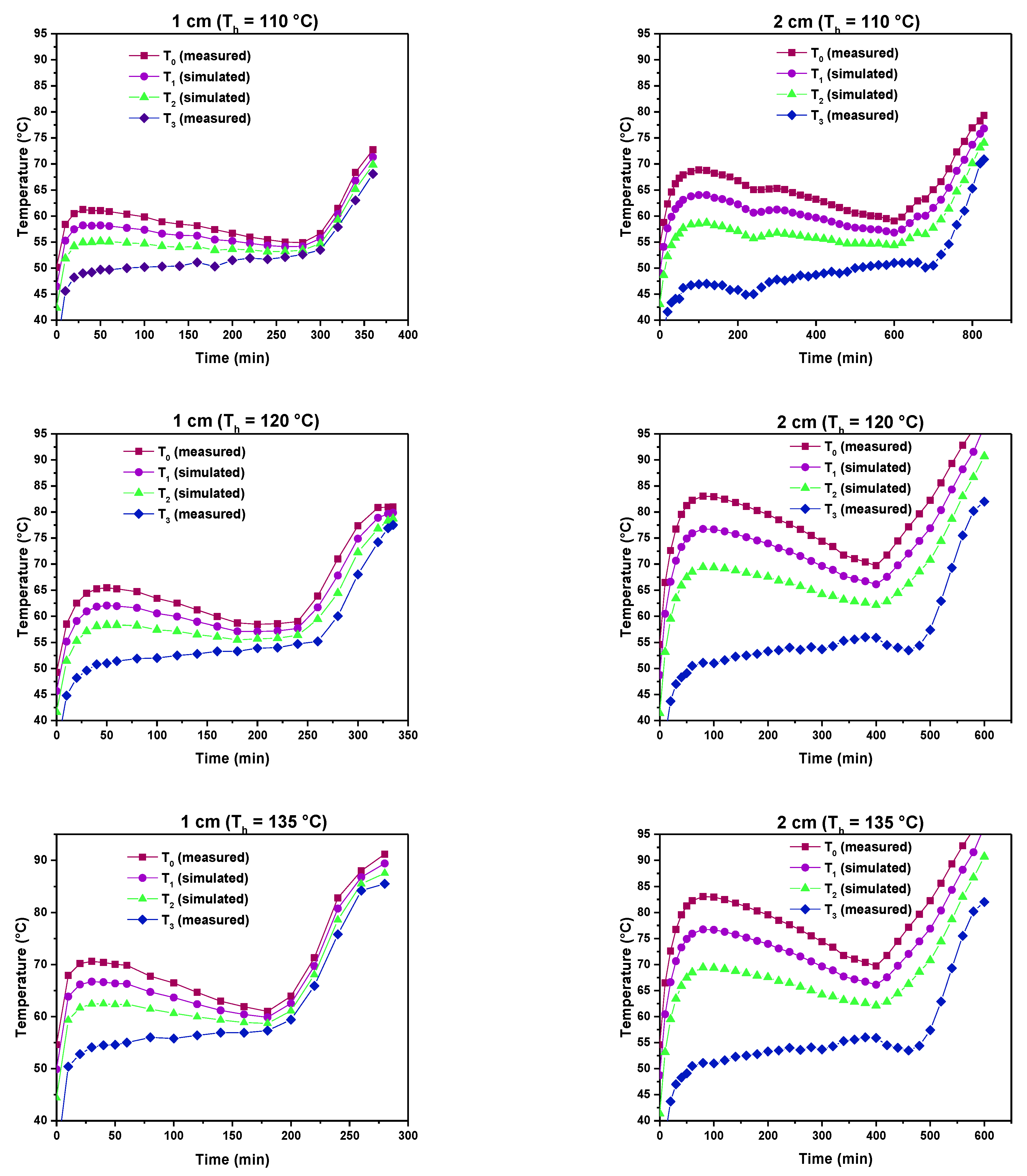
3.2. Thermal Analysis of PHWWC Drying
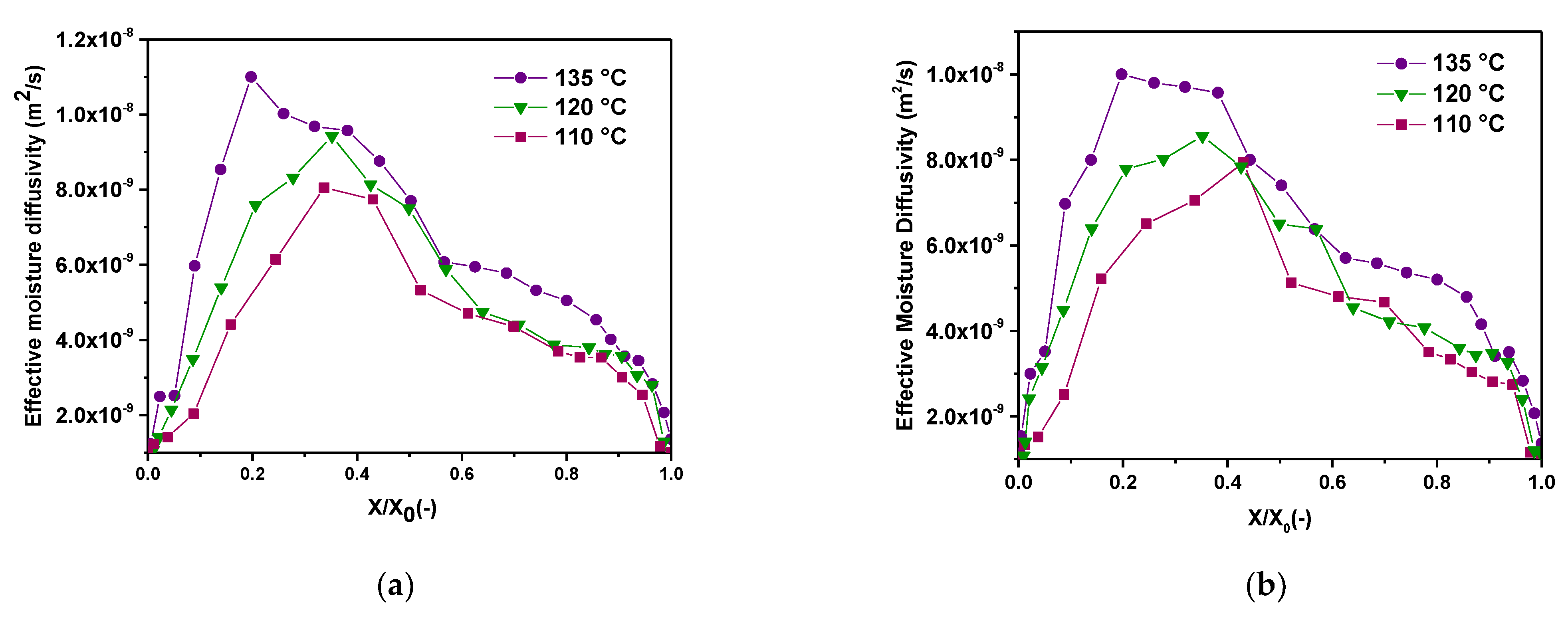
3.3. Effective Moisture Diffusivity
3.4. Dryer Efficiency Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Loutou, M.; Hajjaji, M.; Mansori, M.; Favotto, C.; Hakkou, R. Phosphate waste clay: Thermal transformation and use as light weight aggregate material. J. Environ. Manag. 2013, 130, 354–360. [Google Scholar] [CrossRef] [PubMed]
- Mehahad, M.S.; Bounar, A. Ressources Minérale; Centre National de Documentation du Maroc: Rabat, Morocco, 2008. [Google Scholar]
- Hakkou, R.; Benzaazouab, M.; Bussièreb, B. Valorization of phosphate waste rocks and sludge from the Moroccan phosphate mines: Challenges and perspectives. Procedia Eng. 2016, 138, 110–118. [Google Scholar] [CrossRef] [Green Version]
- Siebielec, G.; Ukalska-Jaruga, A.; Kidd, P. Bioavailability of trace elements in soils amended with high-phosphate materials. In Phosphate in Soils: Interaction with Micronutrients, Radionuclides and Heavy Metals; CRC Press: Boca Raton, FL, USA, 2014; pp. 237–268. [Google Scholar]
- Waheed, K.N.; Ijaz, N.; Khatoon, Z.; Hayat, S.; Nuzhat, U. Effects of pH on release of phosphorus from rock phosphate at different temperatures against the various time intervals involved. Inter. J. Biosci. 2017, 10, 202–209. [Google Scholar]
- Ouakibi, O.; Loqman, S.; Hakkou, R.; Benzaazoua, M. The Potential Use of Phosphatic Limestone Wastes in the Passive Treatment of AMD: A Laboratory Study. Mine Water Environ. 2013, 32, 266–277. [Google Scholar] [CrossRef]
- Taha, Y.; Benzaazoua, M. Editorial for Special Issue: Recent Trends in Phosphate Mining, Beneficiation and Related Waste Management. Minerals 2019, 9, 755. [Google Scholar] [CrossRef] [Green Version]
- Bilali, L.; Benchanaa, M.; El Harfi, K.; Mokhlisse, A.; Outzourhit, A. A detailed study of the microwave pyrolysis of the Moroc-can (Youssoufia) rock phosphate. J. Anal. Appl. Pyrolysis 2005, 73, 1–15. [Google Scholar] [CrossRef]
- Loutou, M.; Hajjaji, M.; Mansori, M.; Favotto, C.; Hakkou, R. Heated blends of phosphate waste: Microstructure characterization, effects of processing factors and use as a phosphorus source for alfalfa growth. J. Environ. Manag. 2016, 177, 169–176. [Google Scholar] [CrossRef]
- Amrani, M.; Taha, Y.; Kchikach, A.; Benzaazoua, M.; Hakkou, R. Valorization of Phosphate Mine Waste Rocks as Materials for Road Construction. Minerals 2019, 9, 237. [Google Scholar] [CrossRef] [Green Version]
- Shen, Z.; Zhang, Q.; Cheng, W.; Chen, Q. Radioactivity of Five Typical General Industrial Solid Wastes and its Influence in Solid Waste Recycling. Minerals 2019, 9, 168. [Google Scholar] [CrossRef] [Green Version]
- Hakkou, R.; Benzaazoua, M.; Bussière, B. Laboratory Evaluation of the Use of Alkaline Phosphate Wastes for the Control of Acidic Mine Drainage. Mine Water Environ. 2009, 28, 206–218. [Google Scholar] [CrossRef]
- Bennamoun, L.; Arlabosse, P.A. Leonard, Review on fundamental aspect of application of drying process to wastewater sludge Renew. Sustain. Energy Rev. 2013, 28, 29–43. [Google Scholar] [CrossRef] [Green Version]
- Kousksou, T.; Allouhi, A.; Belattar, M.; Jamil, A.; El Rhafiki, T.; Zeraouli, Y. Morocco’s strategy for energy security and low-carbon growth. Energy 2015, 84, 98–105. [Google Scholar] [CrossRef]
- Haneklaus, N.; Schroders, S.; Zheng, Y.; Allelein, H.J. Economic evaluation of flameless phosphate rock calcination with con-centrated solar power and high temperature reactors. Energy 2017, 140, 1148–1157. [Google Scholar] [CrossRef]
- Haneklaus, N.; Zheng, Y.; Allelein, H.-J. Stop Smoking—Tube-In-Tube Helical System for Flameless Calcination of Minerals. Processes 2017, 5, 67. [Google Scholar] [CrossRef] [Green Version]
- Chauhan, P.S.; Kumar, A. Thermal modeling and drying kinetics of gooseberry drying inside north wall insulated greenhouse dryer. Appl. Eng. 2018, 130, 587–597. [Google Scholar] [CrossRef]
- Chauhan, P.S.; Kumar, A.; Gupta, B. A review on thermal models for greenhouse dryers. Renew. Sustain. Energy Rev. 2017, 75, 548–558. [Google Scholar] [CrossRef]
- Ameria, B.; Hanini, S.; Benhamou, A.; Chibane, D. Comparative approach to the performance of direct and indirect solar dry-ing of sludge from sewage plants, experimental and theoretical evaluation. Sol. Energy 2018, 159, 722–732. [Google Scholar] [CrossRef]
- Louarn, S.; Ploteau, J.P.; Glouannec, P.; Noel, H. Experimental and Numerical Study of Flat Plate sludge Drying at Low Temperature by Convection and Direct Conduction. Dry. Technol. 2014, 32, 1664–1674. [Google Scholar] [CrossRef]
- Ceaglske, N.H.; Hougen, O.A. Drying of granular solids. Ind. Eng. Chem. 1937, 29, 805–813. [Google Scholar] [CrossRef]
- Slim, R.; Zoughaib, A.; Clodic, D. Modelling of a solar and heat pump sludge drying system. Int. J. Refrig. 2008, 31, 1156–1168. [Google Scholar] [CrossRef]
- Vu, H.T.; Tsotsas, E. Mass and Heat Transport Models for Analysis of the Drying Process in Porous Media: A Review and Numerical Implementation. Int. J. Chem. Eng. 2018, 2018, 1–13. [Google Scholar] [CrossRef]
- Mourad, M.; Hemati, M.; Laguerie, C. A New Correlation for the Estimation of Moisture Diffusivity in Corn Kernels from Drying Kinetics. Dry. Technol. 1996, 14, 873–894. [Google Scholar] [CrossRef]
- Vargaftik, N.B.; Vinogradov, J.K.; Yargin, V.S. Handbook of Physical Properties of Liquids and Gases: Pure Substances and Mixtures, 3rd ed.; Begell House: New York, NY, USA, 1996. [Google Scholar]
- Kumar, C.; Joardder, M.U.; Farrell, T.W.; Millar, G.J.; Karim, A. A porous media transport model for apple drying. Biosyst. Eng. 2018, 176, 12–25. [Google Scholar] [CrossRef]
- Zhou, T.; Chen, M.; Fu, B.; Liang, B.; Li, Q. Investigation on thermal and moisture migration performance in sand combined with graphite. Appl. Eng. 2018, 145, 212–220. [Google Scholar] [CrossRef]
- Berroug, F.; Lakhal, E.; El Omari, M.; Faraji, M.; El Qarnia, H. Thermal performance of a greenhouse with a phase change material north wall. Energy Build. 2011, 43, 3027–3035. [Google Scholar] [CrossRef]
- Bennamoun, L.; Khama, R.; Léonard, A. Convective drying of a single cherry tomato: Modeling and experimental study. Food Bioprod. Process. 2015, 94, 114–123. [Google Scholar] [CrossRef]
- Front, R.; Gomez-Rico, M.F.; Fullana, A. Skin effect in the heat and mass transfer model for sewage sludge drying. Sep. Pur. Technol. 2011, 77, 146–161. [Google Scholar]
- Huang, Y.W.; Chen, M.Q.; Jia, L. Assessment on thermal behavior of municipal sewage sludge thin layer during hot air forced convective drying. Appl. Therm. Eng. 2016, 96, 209–216. [Google Scholar] [CrossRef]
- Krischer, O.; Kast, W. Die Wissenschaftlichen Grundlagen der Trocknungstechnik, Erster Band, Dritte Auflage; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Bennamoun, L.; Kahlerras, L.; Michel, F.; Courard, L.; Salmon, T.; Fraikin, L. Determination of moisture diffusivity during dry-ing of mortar cement: Experimental and modeling study. Int. J. Energy Eng. 2013, 3, 1–6. [Google Scholar]
- Kemp, I.C.; Fyhr, C.; Laurent, S.; Roques, M.A.; Groenewold, C.E.; Tsotsas, E. Methods for processing experimental drying kinetics data. Dry. Technol. 2001, 19, 15–34. [Google Scholar] [CrossRef]
- Madiouli, J.; Sghaier, J.; Lecomte, D.; Sammouda, H. Determination of porosity change from shrinkage curves during drying of food material. Food Bioprod. Process. 2012, 90, 43–51. [Google Scholar] [CrossRef] [Green Version]
- Xanthopoulos, G.; Yanniotis, S.; Boudouvis, A. Numerical Simulation of Variable Water Diffusivity during Drying of Peeled and Unpeeled Tomato. J. Food Sci. 2012, 77, E287–E296. [Google Scholar] [CrossRef] [PubMed]
- Qiu, J.; Kloosterboer, K.; Guo, Y.; Boom, R.M.; Schutyser, M.A. Conductive thin film drying kinetics relevant to drum drying. J. Food Eng. 2019, 242, 68–75. [Google Scholar] [CrossRef]
- Vasic, M.; Grbavcic, Z.; Radojević, Z. Analysis of Moisture Transfer During the Drying of Clay Tiles with Particular Reference to an Estimation of the Time-Dependent Effective Diffusivity. Dry. Technol. 2014, 32, 829–840. [Google Scholar] [CrossRef]
- Chemkhi, S.; Zagrouba, F. Water diffusion coefficient in clay material from drying data. Desalination 2005, 185, 491–498. [Google Scholar] [CrossRef]
- Kowalski, S.J. Thermomechanical approach to shrinking and cracking phenomena in drying. Dry. Technol. 2001, 19, 731–765. [Google Scholar] [CrossRef]
- Somiya, S.; Aldinger, F.; Claussen, N.; Priggs, M.R.; Uchino, K.; Koumoto, K.; Kaneno, M. Handbook of Advanced Ceramics: Vol. Processing and Application; Elsevier: London, UK, 2003. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | |||||||||||||||||||||||||||||
| SiO2 | Al2O3 | CaO | MgO | Na2O | K2O | TiO2 | P2O5 | Cr2O3 | Fe2O3 | ||||||||||||||||||||
| 22.8 | 2.48 | 34.2 | 4.11 | 0.77 | 0.4 | 0.17 | 14 | 0.1 | 0.91 | ||||||||||||||||||||
| Mineralogical Composition (wt.%) | |||||||||||||||||||||||||||||
| Quartz 17 | Dolomite 7 | Calcite 15 | Fluorapatite 44 | Smectite clay 7 | |||||||||||||||||||||||||
| Analysis | Unit | Sample Content |
|---|---|---|
| Moisture content | % | 82 ± 2 |
| Volatile solids | % | 7.78 ± 0.6 |
| pH | - | 9.01 ± 0.06 |
| Electrical conductivity | 1528 ± 10 | |
| Salinity | PSU | 0.755 ± 0.02 |
| Total organic carbon | % COT | 164 ± 0.16 |
| Limestone (CaCo3) | % | 20.5 ± 1.1 |
| Total phosphorus | Ppm | 2614 ± 168 |
| Zinc (Zn) | Ppm | 244.38 ± 11 |
| Lead (Pb) | Ppm | 6.43 ± 0.11 |
| Copper (Cu) | Ppm | 1.64 ± 0.16 |
| Cadmium (Cd) | Ppm | 12.9 ± 0.75 |
| Material | Characteristics |
|---|---|
| Infrared Camera | FLIR SC300-Series, Sweden |
| Heating plate | VELP SCIENTIFICA, Italy |
| Temperature, humidity and velocity sensor | Testo 174H, Testo 400, Type K, Germany |
| Balance | Sartorius, Germany |
| Thermal conductivity apparatus | Jeulin 253118, France |
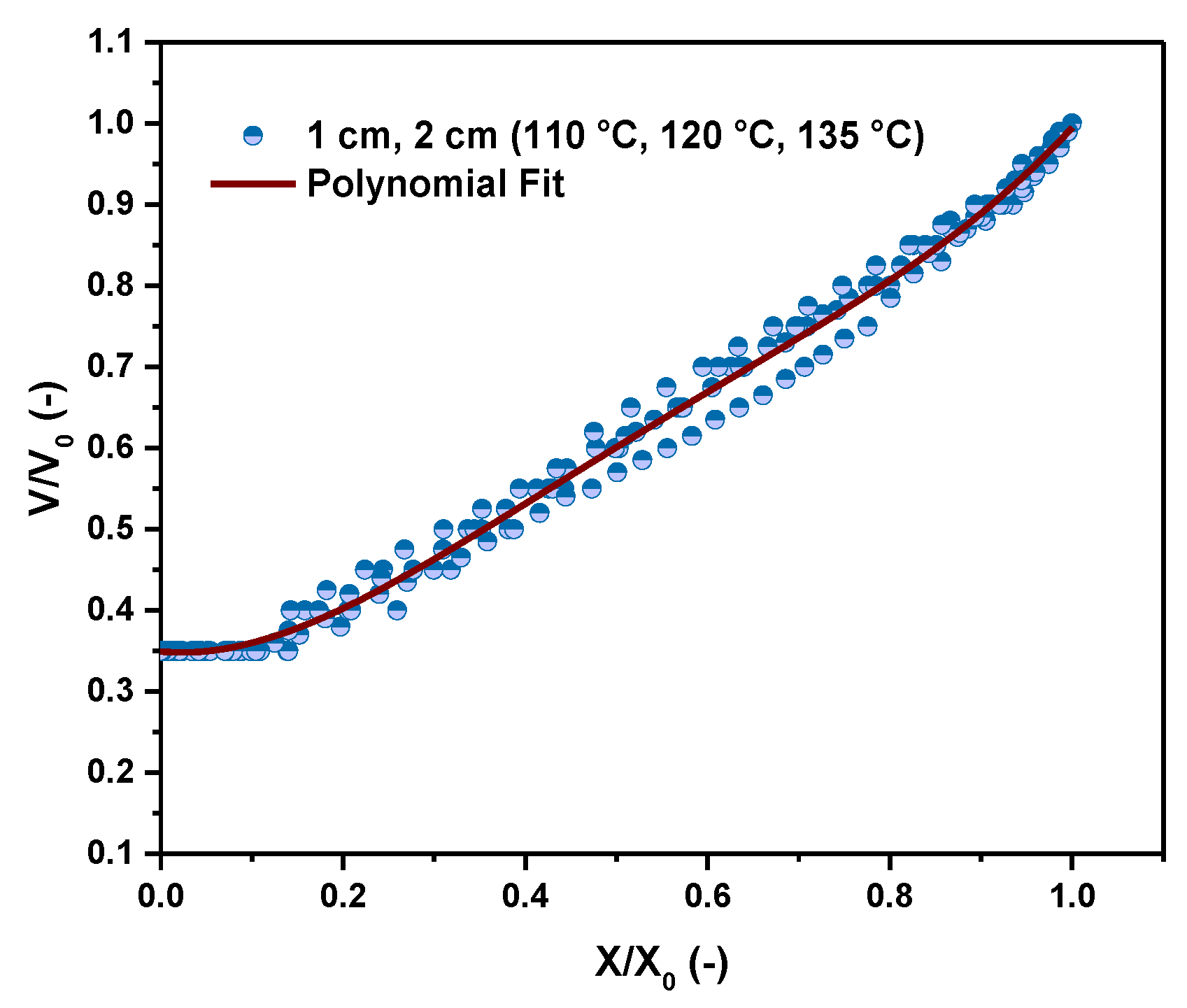
| Temperatures | Polynomial Model | R2 |
|---|---|---|
| 135 °C | 0.997 | |
| 120 °C | 0.988 | |
| 110 °C | 0.997 |
| Sample Thickness | Supplied Energy (Wm−2) | Evaporation Energy (Wm−2) | Thermal Efficiency | Evaporation Capacity (kg Water/m2·h) |
|---|---|---|---|---|
| 1 cm | 1693 (Th = 110 °C) | 1493 | 87% | 1.149 |
| 1755 (Th = 120 °C) | 1511 | 86% | 1.450 | |
| 2307 (Th = 135 °C) | 2081 | 90% | 1.830 | |
| 2 cm | 1712 (Th = 110 °C) | 1523 | 89% | 1.153 |
| 1768 (Th = 120 °C) | 1521 | 86% | 1.511 | |
| 2382 (Th = 135 °C) | 2152 | 90% | 1.890 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berroug, F.; Bellaziz, Y.; Ouazzani, N.; Ait Nouh, F.; Hejjaj, A.; Boukhattem, L.; Idlimam, A.; El Mahmoudi, H.; Mandi, L. Experimental and Numerical Investigations on Conductive Drying of Phosphate Washing Waste Clay. Minerals 2021, 11, 482. https://doi.org/10.3390/min11050482
Berroug F, Bellaziz Y, Ouazzani N, Ait Nouh F, Hejjaj A, Boukhattem L, Idlimam A, El Mahmoudi H, Mandi L. Experimental and Numerical Investigations on Conductive Drying of Phosphate Washing Waste Clay. Minerals. 2021; 11(5):482. https://doi.org/10.3390/min11050482
Chicago/Turabian StyleBerroug, Fatiha, Yassir Bellaziz, Naaila Ouazzani, Fatima Ait Nouh, Abdessamad Hejjaj, Lahcen Boukhattem, Ali Idlimam, Hamid El Mahmoudi, and Laila Mandi. 2021. "Experimental and Numerical Investigations on Conductive Drying of Phosphate Washing Waste Clay" Minerals 11, no. 5: 482. https://doi.org/10.3390/min11050482