
The Alkaline Fusion-Hydrothermal Synthesis of Hydroxyapatite-Zeolite (HAP-ZE) from Blast Furnace Slag (BFS): Effects of Reaction Temperature


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of HAP-ZE
2.3. Characterization
3. Results and Discussion
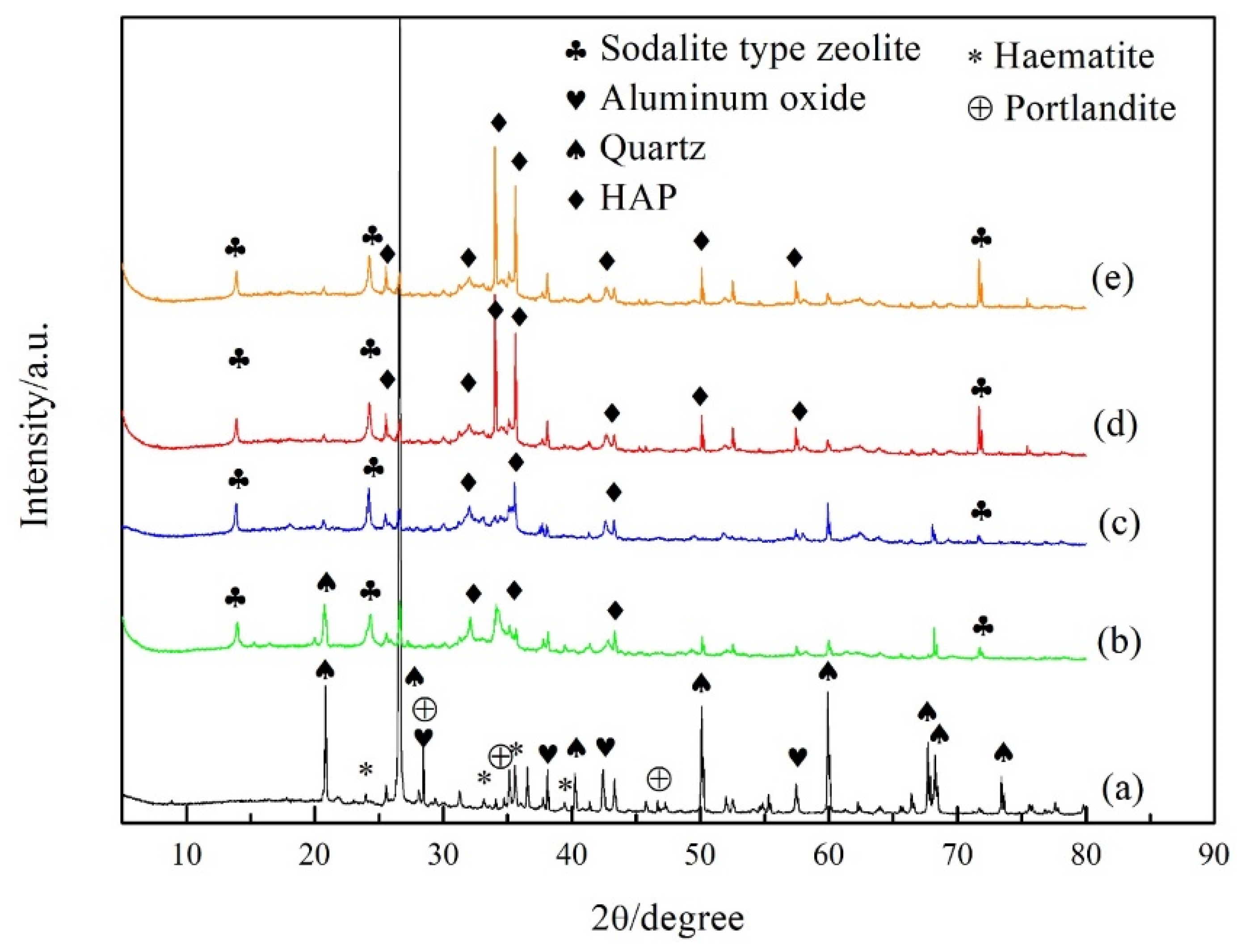
3.1. Crystalline Characteristics
3.2. Chemical Analysis
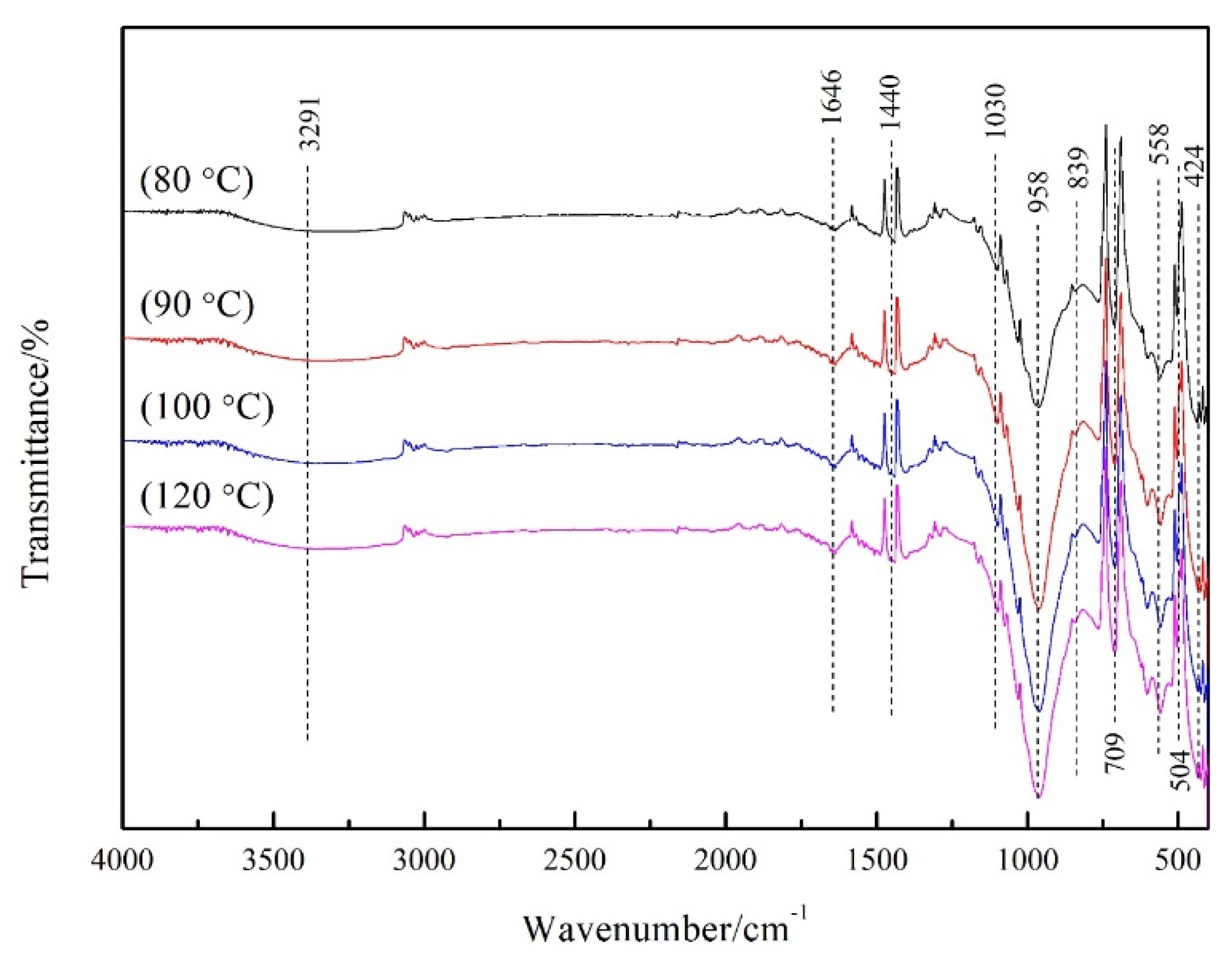
3.3. FT-IR Analysis
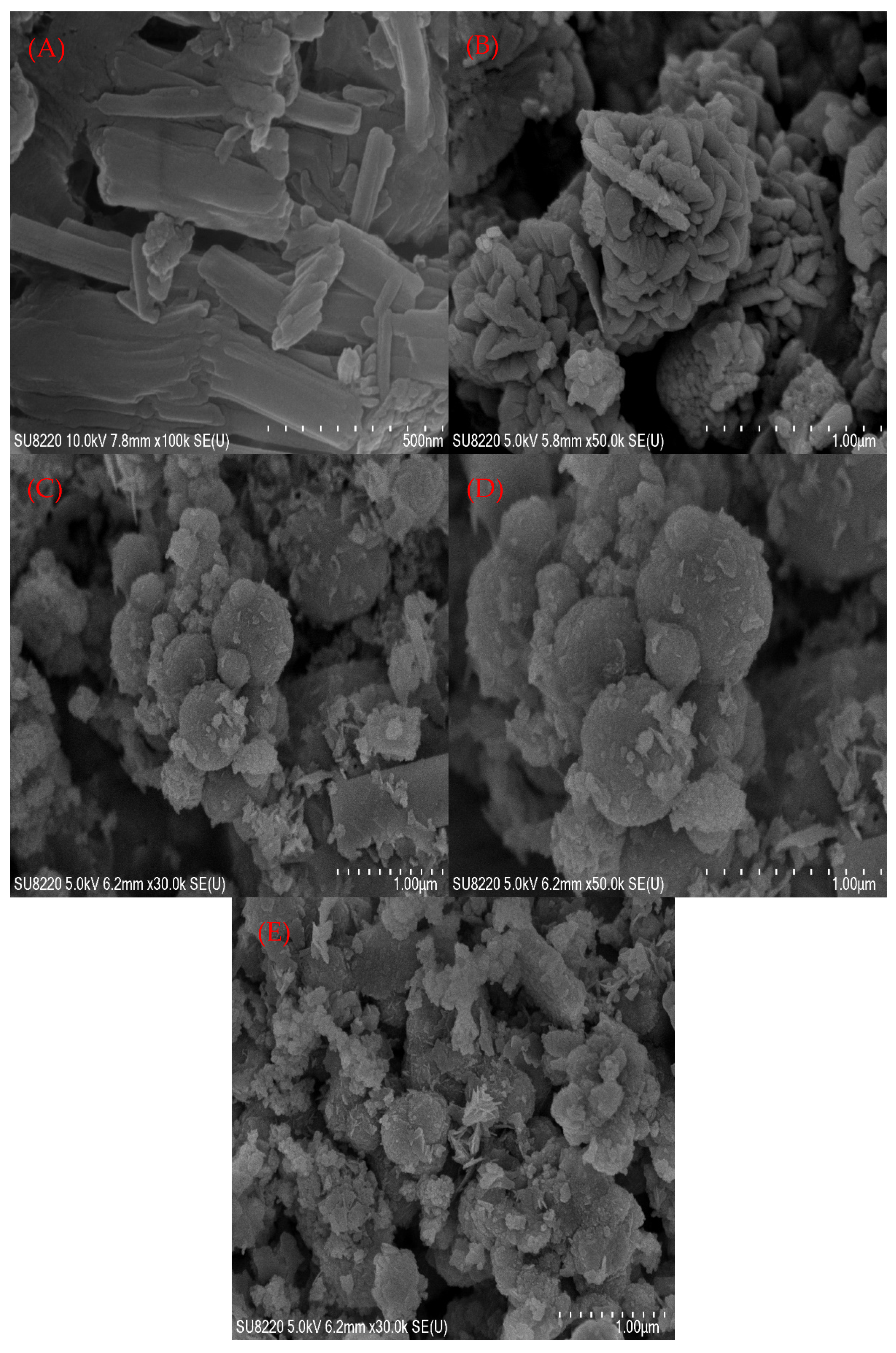
3.4. Microstructural Characteristics
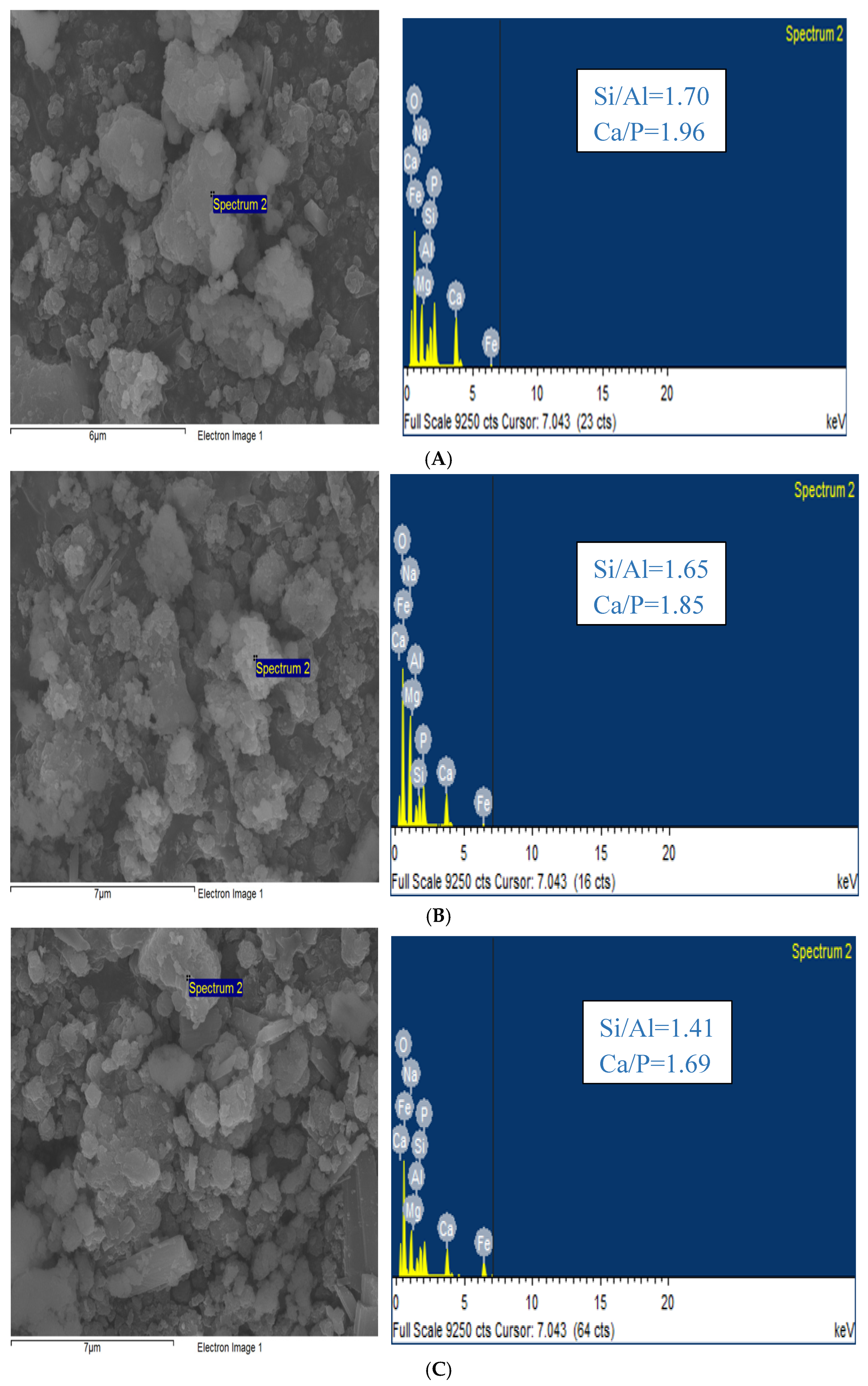
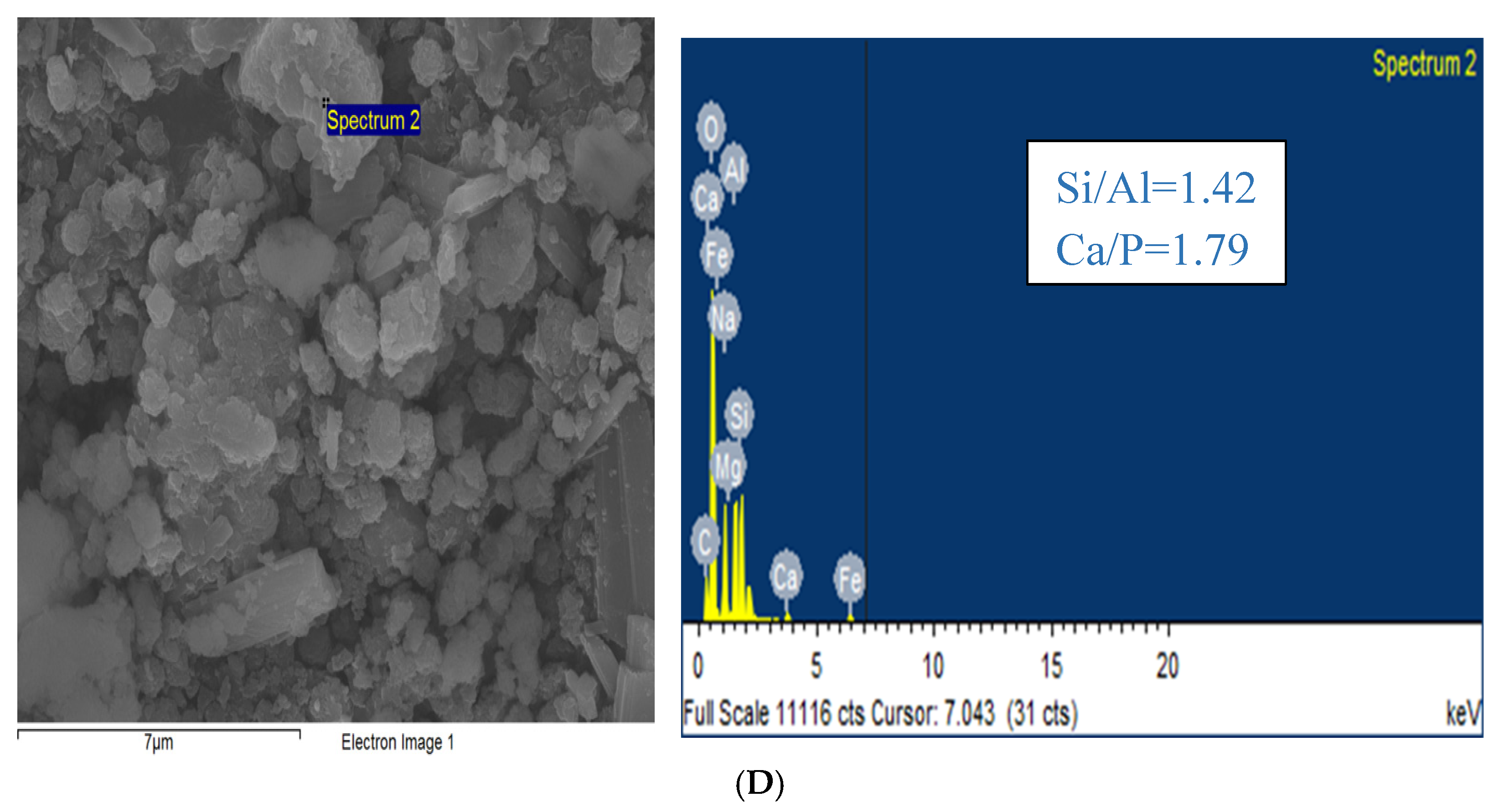
3.5. SEM and EDX Test
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kuwahara, Y.; Ohmichi, T.; Kamegawa, T.; Mori, K.; Yamashita, H. A novel conversion process for waste slag: Synthesis of a hydrotalcite-like compound and zeolite from blast furnace slag and evaluation of adsorption capacities. J. Mater. Chem. 2010, 20, 5052–5062. [Google Scholar] [CrossRef]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; San Nicolas, R.; Hamdan, S.; Van Deventer, J.S.J. Modification of phase evolution in alkali-activated blast furnace slag by the incorporation of fly ash. Cem. Concr. Comp. 2014, 45, 125–135. [Google Scholar] [CrossRef]
- Tian, P.; Dong, H.W.; Wu, X.M.; Huo, L.Q.; Xue, Y.K. Comprehensive utilization and control measures of iron and steel slag. Energ. Metall. Ind. 2020, 39, 9–13. (In Chinese) [Google Scholar]
- Harish, M.L.; Narendra, H.; Afzal, M.A. Performance of lightweight aggregate concrete containing expanded polystyrene, cinder and ground-granulated blast-furnace slag. J. Comput. Theor. Nanosci. 2020, 17, 4304–4310. [Google Scholar] [CrossRef]
- Han, D.; Kim, J.H.; Han, M.; Yi, S.T. Use of recycled aggregate as alkali activator to enhance strength development in high-volume blast-furnace slag concrete. KSCE J. Civ. Eng. 2020, 24, 902–912. [Google Scholar] [CrossRef]
- Lee, T.; Kim, S.; Park, S.G. Effect of electrolyzed alkaline-reduced water on the early strength development of cement mortar using blast furnace slag. Materials 2020, 13, 4620. [Google Scholar] [CrossRef] [PubMed]
- Kuwahara, Y.; Tamagawa, S.; Fujitani, T.; Yamashita, H. Removal of phosphate from aqueous solution using layered double hydroxide prepared from waste iron-making slag. Bull. Chem. Soc. Jpn. 2016, 89, 472–480. [Google Scholar] [CrossRef]
- Oguz, E. Removal of phosphate from aqueous solution with blast furnace slag. J. Hazard. Mater. 2004, 114, 131–137. [Google Scholar] [CrossRef] [PubMed]
- Yamaguchi, S.; Hongo, T. Synthesis of metaettringite from blast furnace slag and evaluation of its boron adsorption ability. Environ. Sci. Pollut. Res. 2021, 28, 1–6. [Google Scholar] [CrossRef]
- Czuma, N.; Katarzyna, Z.; Motak, M.; Gálvez, M.E.; Costa, P.D. Ni/zeolite X derived from fly ash as catalysts for CO2 methanation. Fuel 2020, 267, 117139. [Google Scholar] [CrossRef]
- Shawabkeh, R.; Al-Harahsheh, A.; Hami, M. Conversion of oil shale ash into zeolite for cadmium and lead removal from wastewater. Fuel 2004, 83, 981–985. [Google Scholar] [CrossRef]
- Kordatos, K.; Gavela, S.; Ntziouni, A.; Pistiolas, K.N. Synthesis of highly siliceous ZSM-5 zeolite using silica from rice husk ash. Microporous Mesoporous Mater. 2008, 115, 189–196. [Google Scholar] [CrossRef]
- Belviso, C.; Perchiazzi, N.; Cavalcante, F. Zeolite from fly ash: An investigation on metastable behavior of the newly formed minerals in a medium-high-temperature range. Ind. Eng. Chem. Res. 2019, 58, 20472. [Google Scholar] [CrossRef]
- Belviso, C.; Abdolrahimi, M.; Peddis, D.; Gagliano, E.; Sgroi, M.; Lettino, A.; Roccaro, P.; Vagliasindi, F.G.A.; Falciglia, P.P.; Bella, G.D.; et al. Synthesis of zeolite from volcanic ash: Characterization and application for cesium removal. Microporous Mesoporous Mater. 2021, 319, 111045. [Google Scholar] [CrossRef]
- Belviso, C.; Piancastelli, A.; Sturini, M.; Belviso, S. Synthesis of composite zeolite-layered double hydroxides using ultrasonic neutralized red mud. Microporous Mesoporous Mater. 2020, 299, 110108. [Google Scholar] [CrossRef]
- Li, X.Y.; Jian, Y.; Liu, X.Q.; Shi, L.Y.; Zhang, D.Y.; Su, L.B. Direct synthesis of zeolites from a natural clay, attapulgite. ACS Sustain. Chem. Eng. 2017, 5, 6124–6130. [Google Scholar] [CrossRef]
- Anuwattana, R.; Balkus, K.J.; Asavapisit, S.; Khummongkol, P. Conventional and microwave hydrothermal synthesis of zeolite ZSM-5 from the cupola slag. Microporous Mesoporous Mater. 2008, 111, 260–266. [Google Scholar] [CrossRef]
- Li, C.X.; Zhong, H.; Wang, S.; Xue, J.R.; Zhang, Z.Y. A novel conversion process for waste residue: Synthesis of zeolite from electrolytic manganese residue and its application to the removal of heavy metals. Colloids Surf. A 2015, 470, 258–267. [Google Scholar] [CrossRef]
- Novembre, D.; Sabatino, B.D.; Gimeno, D.; Garcia-Vallès, M.; Martínez-Manent, S. Synthesis of Na–X zeolites from tripolaceous deposits (Crotone, Italy) and volcanic zeolitised rocks (Vico volcano, Italy). Microporous Mesoporous Mater. 2004, 75, 1–11. [Google Scholar] [CrossRef]
- Lee, C.H.; Lee, M.G. Removal of Cu and Sr ions using adsorbent obtained by immobilizing zeolite synthesized from Jeju volcanic rocks in Polyacrylonitrile. J. Environ. Sci. Int. 2018, 27, 1215–1226. [Google Scholar] [CrossRef]
- Kuwahara, Y.; Ohmichi, T.; Mori, K.; Katayama, I.; Yamashita, H. Synthesis of zeolite from steel slag and its application as a support of nano-sized TiO2 photocatalyst. J. Mater. Sci. 2008, 43, 2407–2410. [Google Scholar] [CrossRef]
- Sugano, Y.; Sahara, R.; Murakami, T.; Narushima, T.; Iguchi, Y.; Ouchi, C. Hydrothermal synthesis of zeolite A using blast furnace slag. ISIJ Int. 2006, 45, 937–945. [Google Scholar] [CrossRef] [Green Version]
- Li, C.X.; Li, X.; Yu, Y.; Zhang, Q.W.; Li, L.; Zhong, H.; Wang, S. A novel conversion for blast furnace slag (BFS) to the synthesis of hydroxyapatite-zeolite material and its evaluation of adsorption properties. J. Ind. Eng. Chem. 2021. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, H.; Dan, X.; Lu, H.; Tian, B. Ammonium removal from aqueous solution by zeolites synthesized from low-calcium and high-calcium fly ashes. Desalination 2011, 277, 46–53. [Google Scholar] [CrossRef]
- Wu, D.; Sui, Y.; Chen, X.; He, S.; Wang, X.; Kong, H. Changes of mineralogical-chemical composition, cation exchange capacity, and phosphate immobilization capacity during the hydrothermal conversion process of coal fly ash into zeolite. Fuel 2008, 87, 2194. [Google Scholar] [CrossRef]
- Murakami, T.; Sugano, Y.; Kinami, T.; Iguchi, Y.; Ouchi, C. Recovery of calcium from blast furnace slag and synthesis of zeolite A using its residue. ISIJ Int. 2011, 51, 901–905. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Kong, H.; Wu, D.; Hu, Z.; Wang, Z.; Wang, Y. Removal of phosphate and ammonia from aqueous solution by zeolite synthesized from fly ash. J. Colloid Interf. Sci. 2006, 300, 491–497. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, B.; Li, C.; Zhang, Z.; Kong, H. Simultaneous removal of ammonium and phosphate by zeolite synthesized from fly ash as influenced by salt treatment. J. Colloid Interf. Sci. 2006, 304, 300–306. [Google Scholar] [CrossRef]
- Mohamed, R.M.; Ismail, A.A.; Kini, G.; Ibrahim, I.A.; Koopman, B. Synthesis of highly ordered cubic zeolite A and its ion-exchange behavior. Colloids Surf. A 2009, 348, 87–92. [Google Scholar] [CrossRef]
- Driessens, F.C.M.; Boltong, M.G.; Maeyer, E.A.P.D.; Wenz, R.; Nies, B.; Planell, J.A. The Ca/P range of nanoapatitic calcium phosphate cements. Biomaterials 2002, 23, 4011–4017. [Google Scholar] [CrossRef]
- Kim, S.R.; Lee, J.H.; Kim, Y.T.; Riu, D.H.; Jung, S.J.; Lee, Y.J.; Chung, S.C.; Kim, Y.H. Synthesis of Si, Mg substituted hydroxyapatites and their sintering behaviors. Biomaterials 2003, 24, 1389–1398. [Google Scholar] [CrossRef]
- Smičiklas, I.; Dimović, S.; Plećaš, I.; Mitrić, M. Removal of Co2+ from aqueous solutions by hydroxyapatite. Water Res. 2006, 40, 2267–2274. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Luo, H.; Zheng, L.; Wang, K.; Li, H.; Yi, W.; Feng, H. Utilization of waste phosphogypsum to prepare hydroxyapatite nanoparticles and its application towards removal of fluoride from aqueous solution. J. Hazard. Mater. 2012, 241, 418–426. [Google Scholar] [CrossRef] [PubMed]
- Zendehdel, M.; Shoshtari-Yeganeh, B.; Cruciani, G. Removal of heavy metals and bacteria from aqueous solution by novel hydroxyapatite/zeolite nanocomposite, preparation, and characterization. J. Iran. Chem. Soc. 2016, 13, 1915–1930. [Google Scholar] [CrossRef]
- Iqbal, N.; Abdul Kadir, M.R.; Mahmood, N.H.B.; Yusoff, M.F.M.; Siddique, J.A.; Salim, N.; Froemming, G.R.A.; Sarian, M.N.; Balaji Raghavendran, H.R.; Kamarul, T. Characterization, antibacterial and in vitro compatibility of zinc-silver doped hydroxyapatite nanoparticles prepared through microwave synthesis. Ceram. Int. 2014, 40, 4507–4513. [Google Scholar] [CrossRef]
- Cundy, C.S.; Cox, P.A. The hydrothermal synthesis of zeolites: History and development from the earliest days to the present time. Chem. Rev. 2003, 103, 663. [Google Scholar] [CrossRef]
- Watanabe, Y.; Yamada, H.; Ikoma, T.; Tanaka, J.; Stevens, G.W.; Komatsu, Y. Preparation of a zeolite NaP1/hydroxyapatite nanocomposite and study of its behavior as inorganic fertilizer. J. Chem. Technol. Biotechnol. 2014, 89, 963–968. [Google Scholar] [CrossRef]
- Kuwahara, Y.; Ohmichi, T.; Kamegawa, T.; Mori, K.; Yamashita, H. A novel synthetic route to hydroxyapatite–zeolite composite material from steel slag: Investigation of synthesis mechanism and evaluation of physicochemical properties. J. Mater. Chem. 2009, 19, 7263–7272. [Google Scholar] [CrossRef]
- Kuwahara, Y.; Ohmichi, T.; Kamegawa, T.; Mori, K.; Yamashita, H. Synthesis of hydroxyapatite-zeolite composite material from disposed steel slag and investigation of its structural and physicochemical characteristics. Chem. Lett. 2009, 38, 626–627. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | wt.% a |
|---|---|
| CaO | 47.08 |
| SiO2 | 29.13 |
| Al2O3 | 20.59 |
| MgO | 1.11 |
| Fe2O3 | 1.58 |
| Na2O | 0.27 |
| Total | 99.76 b |
| Reaction Temperature/°C | Crystallinity a (%) | Zeolite Content b /wt.% | HAP Content c /wt.% | CEC /(meq/g) | PIC /(mg/g) |
|---|---|---|---|---|---|
| 80 | 48.12 | 56.36 | 41.21 | 2.56 | 8.89 |
| 90 | 56.61 | 60.13 | 39.87 | 3.66 | 11.12 |
| 100 | 71.78 | 69.24 | 30.76 | 4.26 | 15.12 |
| 120 | 75.82 | 62.07 | 37.93 | 3.35 | 15.68 |
| Reaction Temperature /°C | Chemical Component/wt.% | Molar Ratio | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | P2O5 | Al2O3 | Na2O | Fe2O3 | MgO | Ca/P | Si/Al | Na/Al | |
| 80 | 12.26 | 22.02 | 8.41 | 12.40 | 14.39 | 0.89 | 1.32 | 1.85 | 1.51 | 1.91 |
| 90 | 11.12 | 23.89 | 7.86 | 14.01 | 16.13 | 1.12 | 0.89 | 1.79 | 1.45 | 1.89 |
| 100 | 9.55 | 25.15 | 7.52 | 16.33 | 17.32 | 1.16 | 1.05 | 1.61 | 1.31 | 1.75 |
| 120 | 10.65 | 26.64 | 7.86 | 17.35 | 15.32 | 1.06 | 1.02 | 1.72 | 1.30 | 1.45 |
| Reaction Temperature (°C) | SSA (m²/g) a | Pore Volume (cm3/g) b | Average Pore Diameter (nm) c |
|---|---|---|---|
| 80 | 38.28 | 0.081 | 12.24 |
| 90 | 42.08 | 0.092 | 10.13 |
| 100 | 44.22 | 0.11 | 9.67 |
| 120 | 38.19 | 0.073 | 9.98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Li, X.; Zhang, Q.; Li, L.; Wang, S. The Alkaline Fusion-Hydrothermal Synthesis of Hydroxyapatite-Zeolite (HAP-ZE) from Blast Furnace Slag (BFS): Effects of Reaction Temperature. Minerals 2021, 11, 1160. https://doi.org/10.3390/min11111160
Li C, Li X, Zhang Q, Li L, Wang S. The Alkaline Fusion-Hydrothermal Synthesis of Hydroxyapatite-Zeolite (HAP-ZE) from Blast Furnace Slag (BFS): Effects of Reaction Temperature. Minerals. 2021; 11(11):1160. https://doi.org/10.3390/min11111160
Chicago/Turabian StyleLi, Changxin, Xiang Li, Qingwu Zhang, Li Li, and Shuai Wang. 2021. "The Alkaline Fusion-Hydrothermal Synthesis of Hydroxyapatite-Zeolite (HAP-ZE) from Blast Furnace Slag (BFS): Effects of Reaction Temperature" Minerals 11, no. 11: 1160. https://doi.org/10.3390/min11111160