The Use of Tailings to Make Glass as an Alternative for Sustainable Environmental Remediation: The Case of Osor, Catalonia, Spain

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
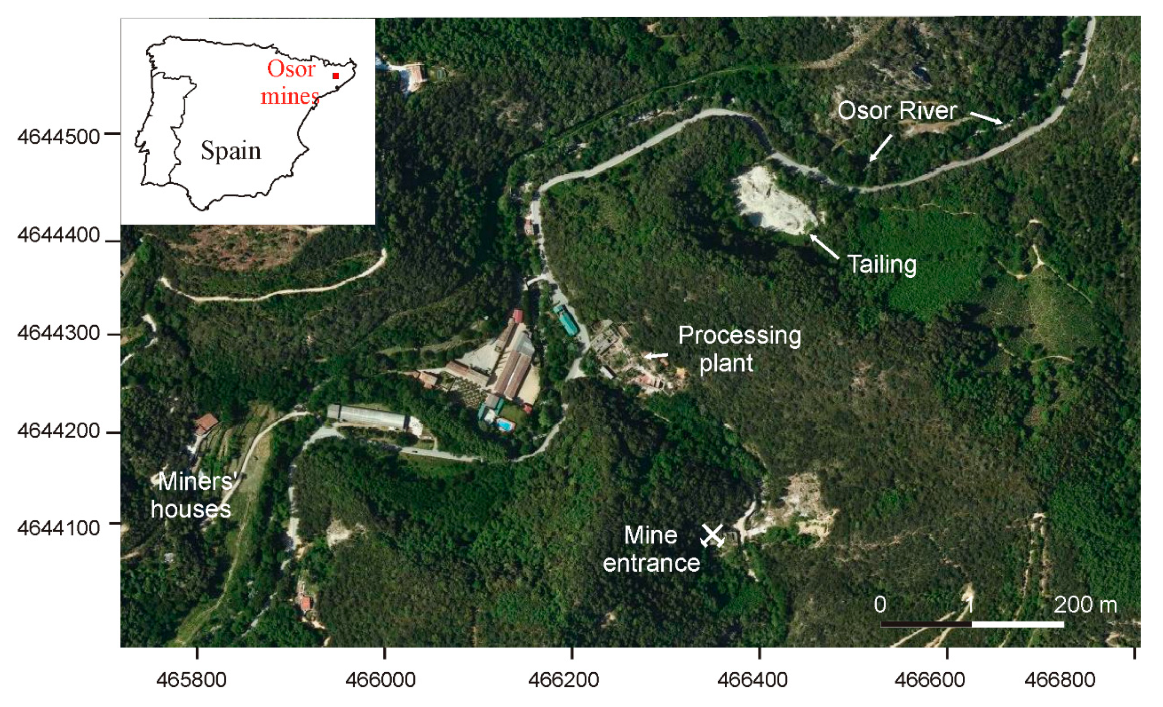
2.1. Materials
2.2. Analytical Methods
2.3. Glass Production
3. Results and Discussion
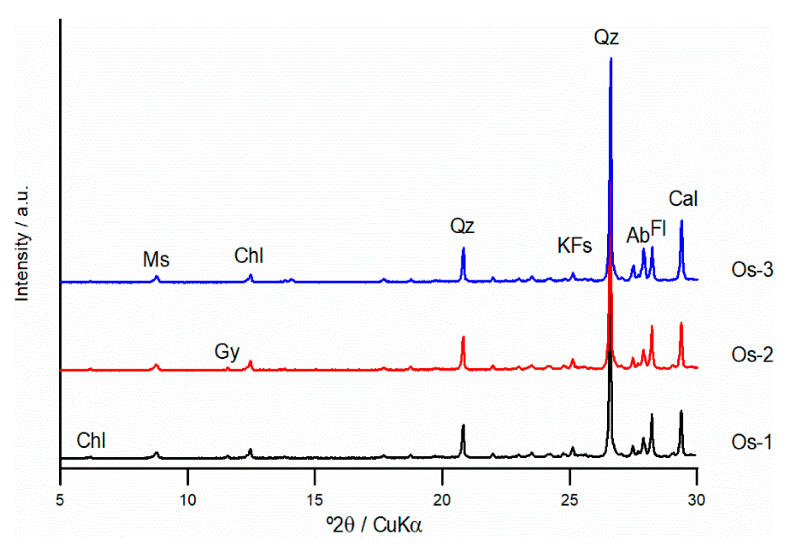
3.1. Characterization of the Tailing Materials
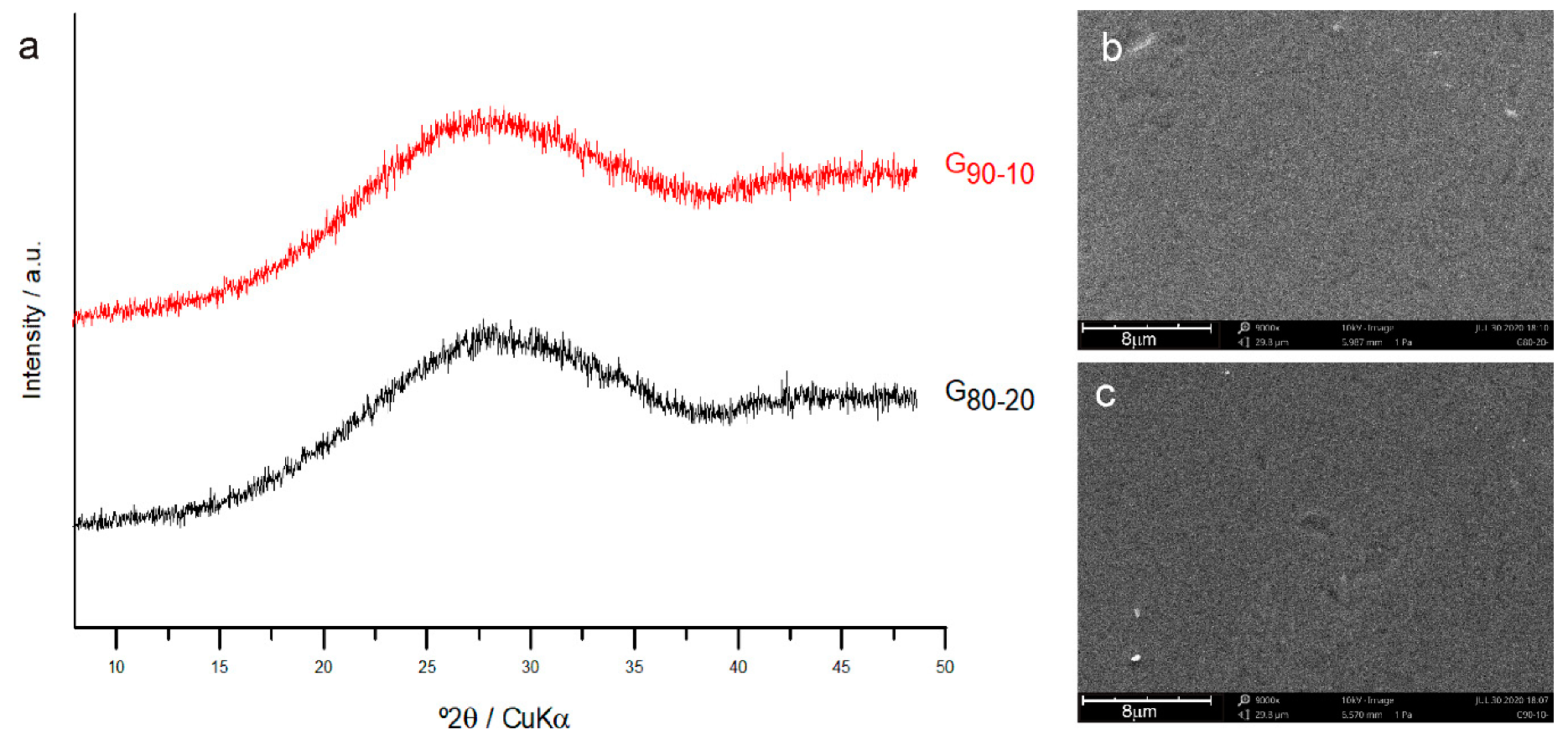
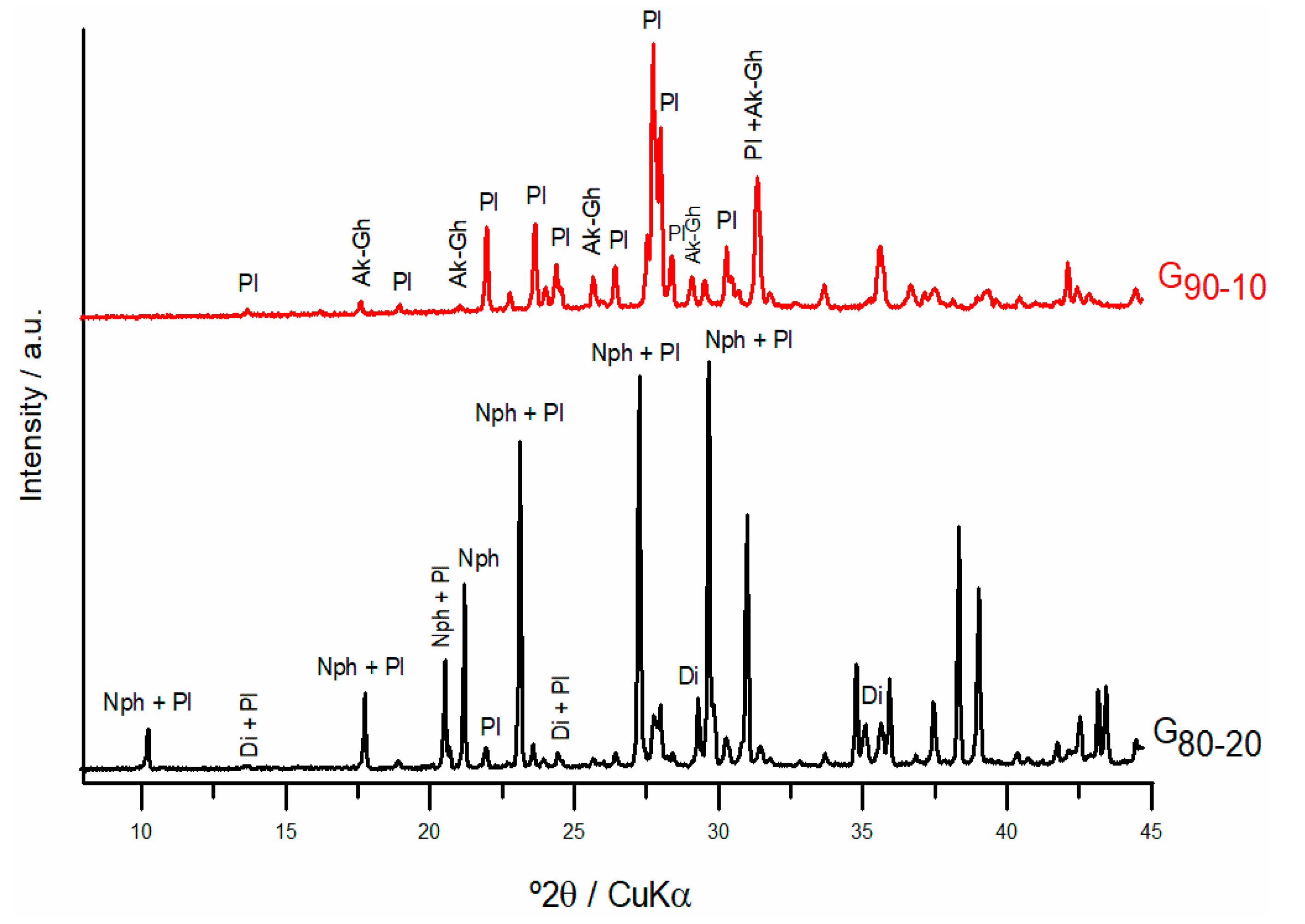
3.2. Characterization of Glasses
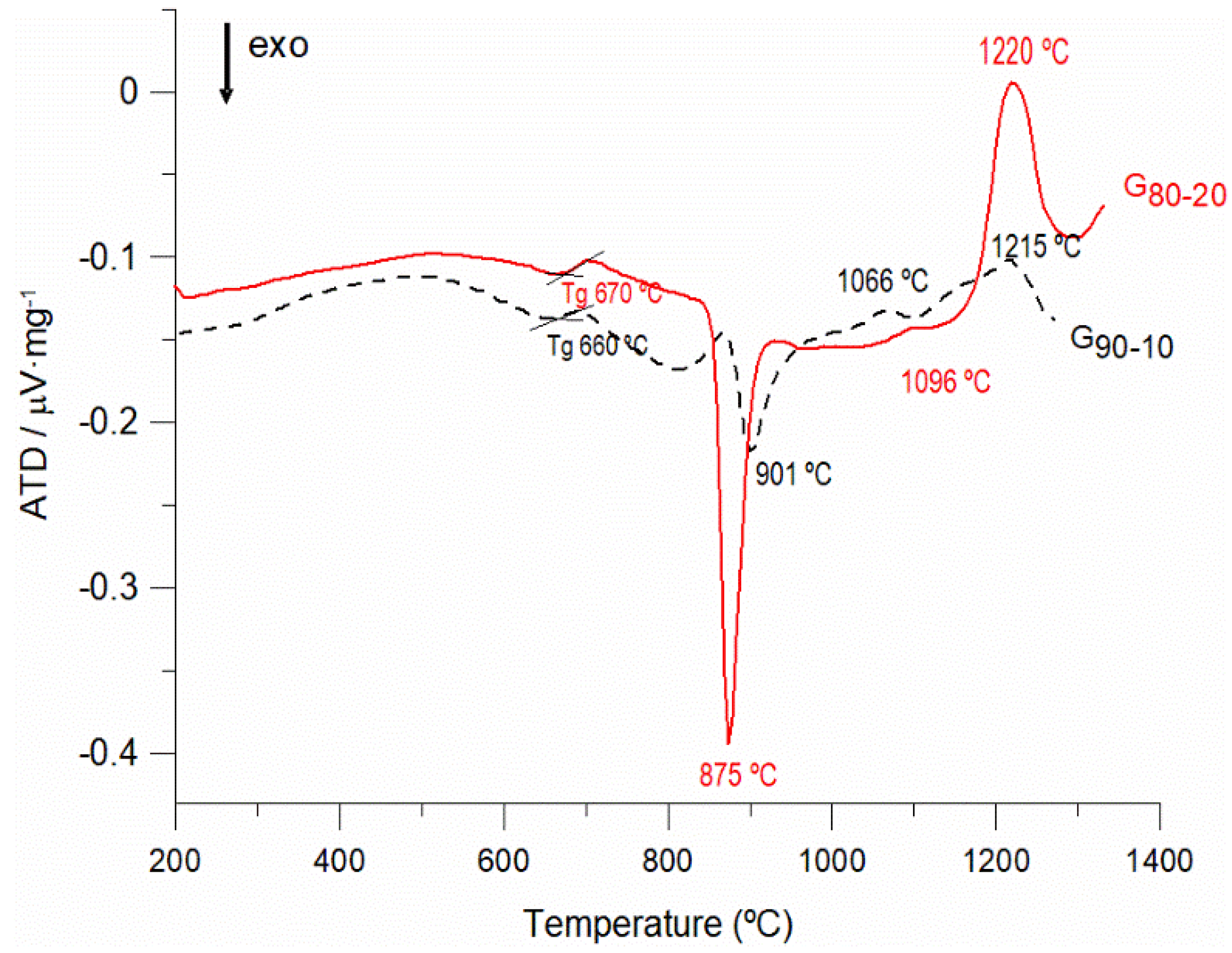
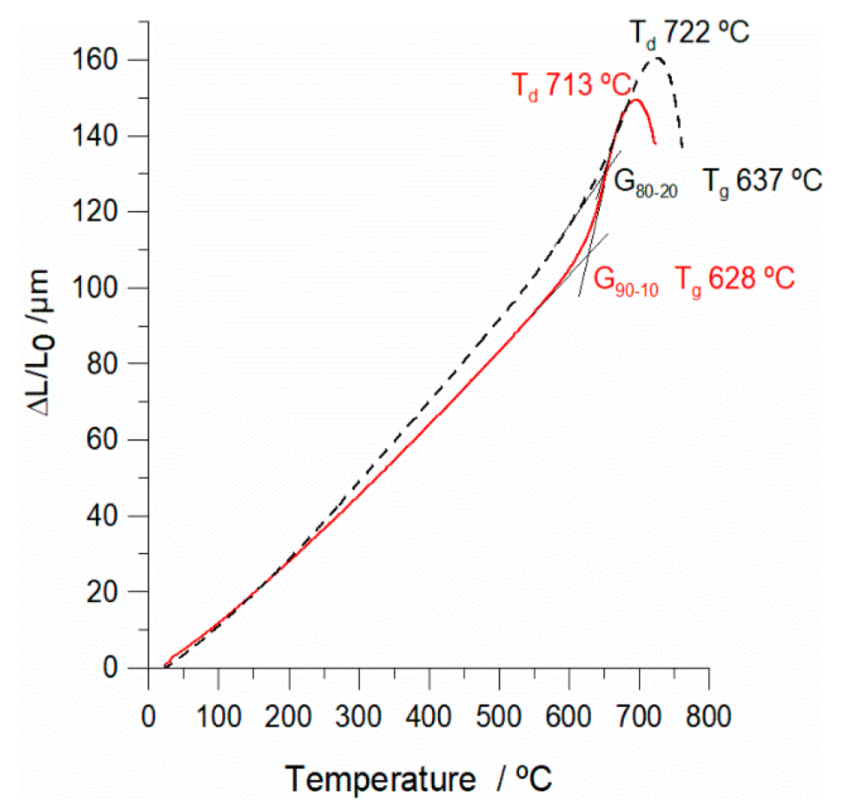
3.3. Thermal Behaviour
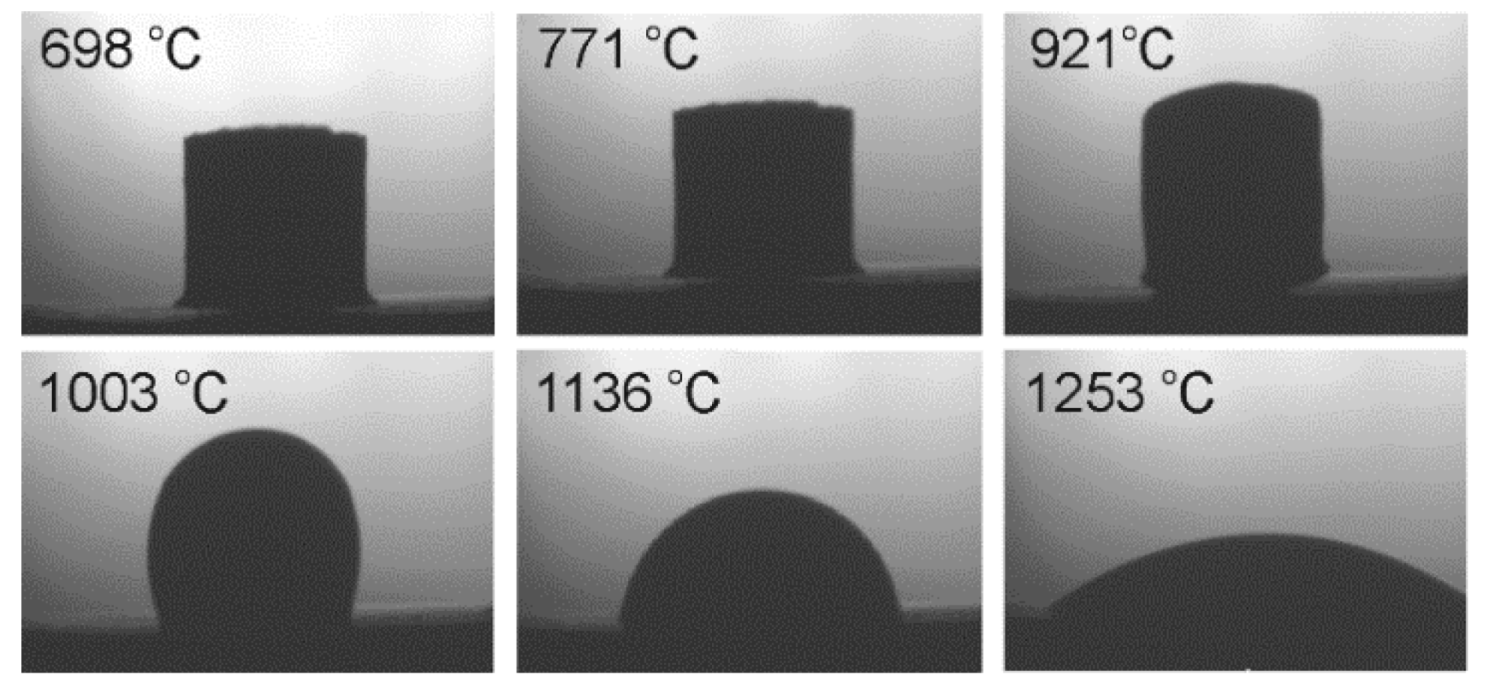
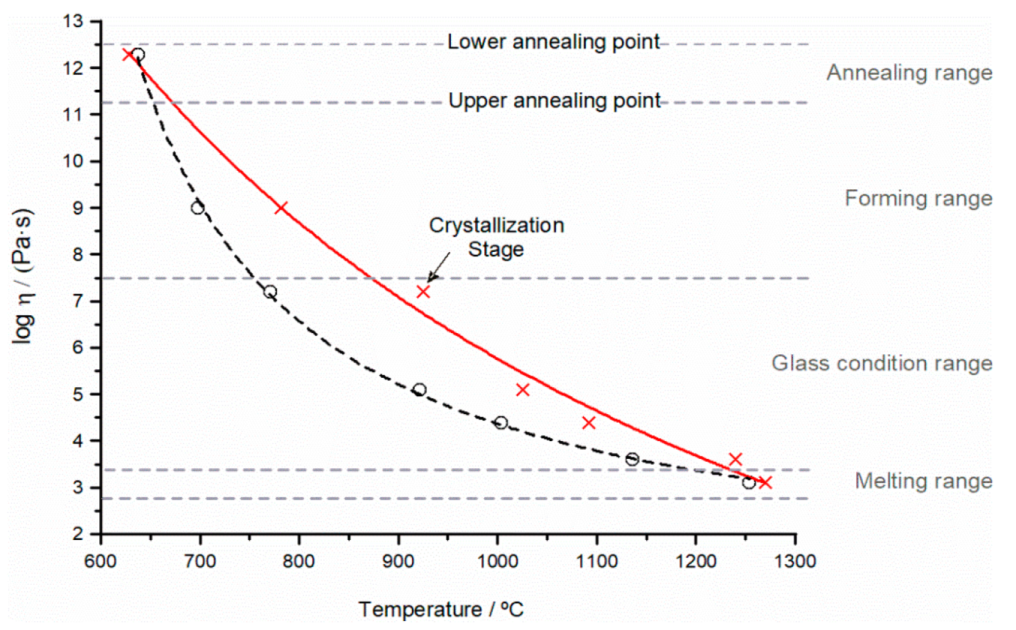
3.4. Rheological Properties
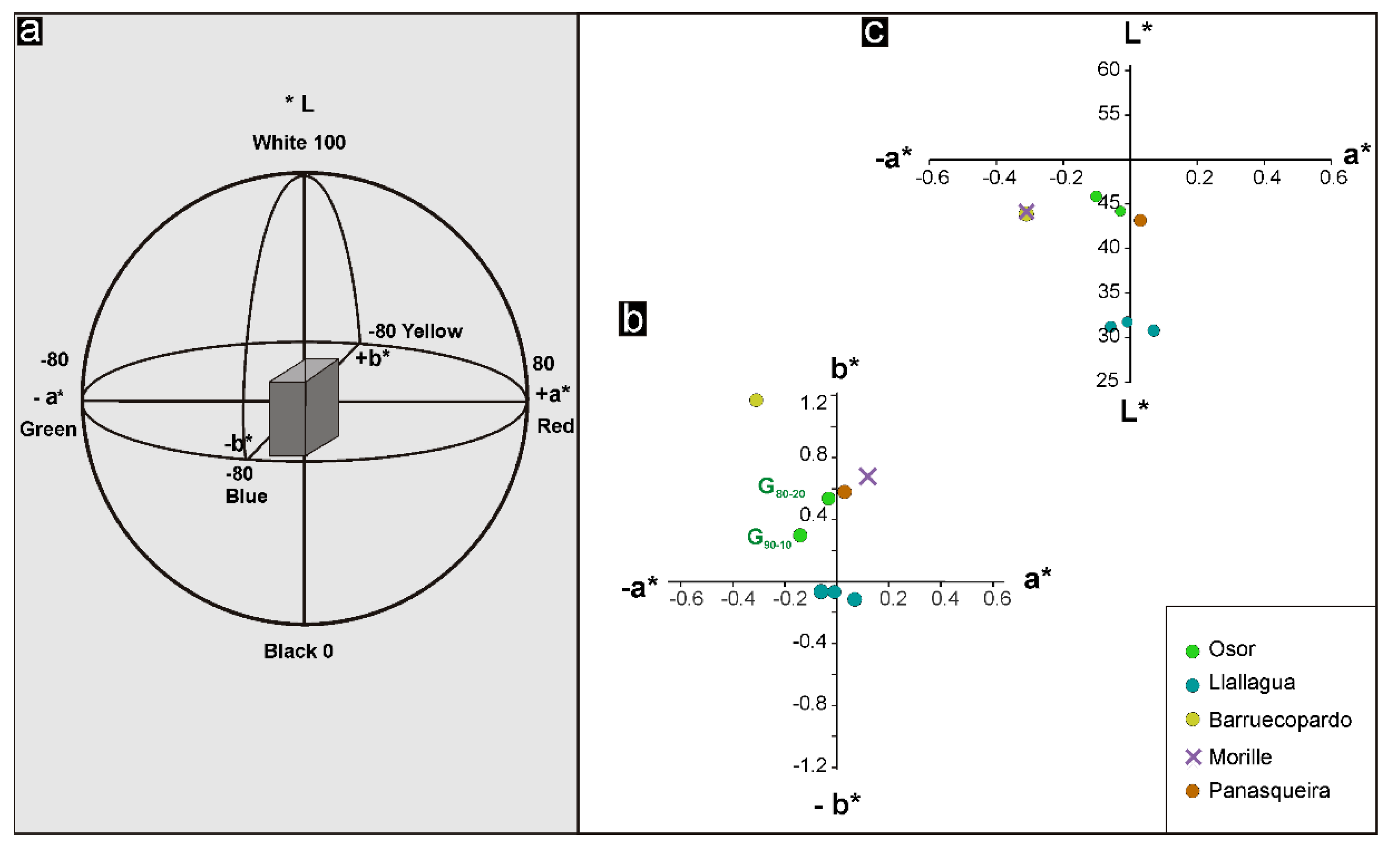
3.5. Optical Properties
3.6. Leaching Behaviour
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Grangeia, C.; Ávila, P.; Matias, M.; Da Silva, E.F. Mine tailings integrated investigations: The case of Rio tailings (Panasqueira Mine. Central Portugal). Eng. Geol. 2011, 123, 359–372. [Google Scholar] [CrossRef]
- Ritcey, G. Tailings Management: Problems and Solutions in the Mining Industry; Elsevier: Amsterdam, The Netherlands, 1989. [Google Scholar]
- Dold, B. Evolution of Acid Mine Drainage Formation in Sulphidic Mine Tailings. Minerals 2014, 4, 621–641. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.; Yan, Z.A.; Xu, D.; Wang, M.; Huang, J.; Yan, B.; Xiao, X.; Ning, X. Current situation and forecast of environmental risks of a typical lead-zinc sulfide tailings impoundment based on its geochemical characteristics. J. Environ. Sci. 2020, 93, 120–128. [Google Scholar] [CrossRef] [PubMed]
- Jamieson, H.E.; Walker, S.R.; Parsons, M.B. Mineralogical characterization of mine waste. Appl. Geochem. 2015, 57, 85–105. [Google Scholar] [CrossRef]
- Mudd, G.M.; Boger, D.V. The Ever Growing Case for Paste and Thickened Tailings-towards More Sustainable Mine Waste Management. J. Aust. Inst. Min. Metall. 2013, 2, 56–59. [Google Scholar]
- Schoenberger, E. Environmentally sustainable mining: The case of tailings storage facilities. Resource. Policy 2016, 49, 119–128. [Google Scholar] [CrossRef]
- Tayebi-Khorami, M.; Edraki, M.; Corder, G.; Golev, A. Re-Thinking Mining Waste through an Integrative Approach Led by Circular Economy Aspirations. Minerals 2019, 9, 286. [Google Scholar] [CrossRef] [Green Version]
- Lèbre, É.; Corder, G.; Golev, A. The role of the mining industry in a circular economy: A framework for resource management at the mine site level. J. Ind. Ecol. 2017, 21, 662–672. [Google Scholar] [CrossRef]
- Marabini, A.M.; Plescia, P.; Maccari, D.; Burragato, F.; Pelino, M. New materials from industrial mining wastes: Glass–ceramic and glass and rock-wool fibre. Int. J. Miner. Process. 1998, 53, 121–134. [Google Scholar] [CrossRef]
- Bingham, P.A.; Hand, R.J.; Forder, S.D.; Lavaysierre, A. Vitrified Metal Finishing Wastes II. Thermal and Structural Characterisation. J. Hazard. Mater. 2005, 122, 129–138. [Google Scholar] [CrossRef] [PubMed]
- Park, H.S.; Park, J.H. Vitrification of red mud with mine wastes through melting and granulation process–Preparation of glass ball. Non-Cryst. Solids 2017, 475, 129–135. [Google Scholar] [CrossRef]
- Alfonso, P.; Tomasa, O.; Garcia-Valles, M.; Tarragó, M.; Martínez, S.; Esteves, H. Potential of tungsten tailings as glass raw materials. Mater. Lett. 2018, 228, 456–458. [Google Scholar] [CrossRef]
- Okereafor, U.; Makhatha, M.; Mekuto, L.; Mavumengwana, V. Gold Mine Tailings: A Potential Source of Silica Sand for Glass Making. Minerals 2020, 10, 488. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, M.; Sohn, J.; Park, H. Applicability of gold tailings, waste limestone, red mud, and ferronickel slag for producing glass fibers. J. Clean. Prod. 2018, 203, 957–965. [Google Scholar] [CrossRef]
- Shao, H.; Liang, K.; Peng, F.; Zhou, F.; Hu, A. Production and properties of cordierite-based glass-ceramics from gold tailings. Miner. Eng. 2005, 18, 635–637. [Google Scholar] [CrossRef]
- Lay, G.F.T.; Rockwell, M.C.; Wiltshire, J.C.; Ketata, C. Characteristics of silicate glasses derived from vitrification of manganese crust tailings. Ceram Int. 2009, 35, 1961–1967. [Google Scholar]
- Baowei, L.; Leibo, D.; Xuefeng, Z.; Xiaolin, J. Structure and performance of glass–ceramics obtained by Bayan Obo tailing and fly ash. J. Non-Cryst. Solids 2013, 380, 103–108. [Google Scholar] [CrossRef]
- Alfonso, P.; Castro, D.; García-Vallès, M.; Tarragó, M.; Tomasa, O.; Martínez, S. Recycling of tailings from the Barruecopardo tungsten deposit for the production of glass. J. Therm. Anal. Calorim. 2016, 125, 681–687. [Google Scholar] [CrossRef] [Green Version]
- Karamanov, A.; Hamzawy, E.M.; Karamanova, E.; Jordanov, N.B.; Darwish, H. Sintered glass-ceramics and foams by metallurgical slag with addition of CaF2. Ceram. Int. 2020, 46, 6507–6516. [Google Scholar] [CrossRef]
- Hill, R.; Wood, D.; Thomas, M. Trimethylsilylation analysis of the silicate structure of fluoro-alumino-silicate glasses and the structural role of fluorine. J. Mater. Sci. 1999, 34, 1767–1774. [Google Scholar] [CrossRef]
- Pei, F.; Zhu, G.; Li, P.; Guo, H.; Yang, P. Effects of CaF2 on the sintering and crystallisation of CaO–MgO–Al2O3–SiO2 glass-ceramics. Ceram. Int. 2020, 46, 17825–17835. [Google Scholar] [CrossRef]
- Cormier, L.; Neuville, D.R. Ca and Na environments in Na2O–CaO–Al2O3–SiO2 glasses: Influence of cation mixing and cation-network interactions. Chem. Geol. 2004, 213, 103–113. [Google Scholar] [CrossRef]
- Angeli, F.; Gaillard, M.; Jollivet, P.; Charpentier, T. Contribution of 43Ca MAS NMR for probing the structural configuration of calcium in glass. Chem. Phys. Lett. 2007, 440, 324–328. [Google Scholar] [CrossRef]
- Ligero, F.B. La mineria a Osor. Quad. Selva 1995, 8, 137. [Google Scholar]
- Corcoll, N.; Bonet, B.; Morin, S.; Tlili, A.; Leira, M.; Guasch, H. The effect of metals on photosynthesis processes and diatom metrics of biofilm from a metal-contaminated river: A translocation experiment. Ecol. Indic. 2012, 18, 620–631. [Google Scholar] [CrossRef]
- Navarro, A.; Font, X.; Viladevall, M. Metal Mobilization and Zinc-Rich Circumneutral Mine Drainage from the Abandoned Mining Area of Osor (Girona. NE Spain). Mine Water Environ. 2015, 34, 329–342. [Google Scholar] [CrossRef] [Green Version]
- Bori, J.; Vallès, B.; Navarro, A.; Riva, M.C. Ecotoxicological risks of the abandoned F–Ba–Pb–Zn mining area of Osor (Spain). Environ. Geochem. Health 2017, 39, 665–679. [Google Scholar] [CrossRef] [PubMed]
- Piqué, À.; Canals, À.; Grandia, F.; Banks, D.A. Mesozoic fluorite veins in NE Spain record regional base metal-rich brine circulation through basin and basement during extensional events. Chem. Geol. 2008, 257, 139–152. [Google Scholar] [CrossRef]
- UNE-EN 993-2:1996. Métodos de Ensayo para Productos Refractarios Conformados Densos. Parte 2: Determinación de la Densidad Absoluta. Spanish Standard; AENOR: Madrid, Spain, 1996. [Google Scholar]
- Engels, M.; Link, S. Bubble control in ceramic glazes. Interceram 2006, 3, 152–156. [Google Scholar]
- Scholze, H. Der Einfluss von Viskosität und Oberflächenspannung auf erhitzungsmikroskopische Messungen an Gläsern. Ber. Dtsch. Keram. Ges. 1962, 39, 63–68. [Google Scholar]
- DIN 51730. Determination of ash Fusion Behaviour, German Standard; DIN Deutsches Institut für Normung, E.V.: Berlin, Germany, 1976. [Google Scholar]
- Garcia-Valles, M.; Hafez, H.; Cruz-Matías, I.; Vergés, E.; Aly, M.H.; Nogués, J.M.; Ayala, D.; Martinez, S. Calculation of viscosity–temperature curves for glass obtained from four wastewater treatment plants in Egypt. J. Therm. Anal. Calorim. 2013, 111, 107–114. [Google Scholar] [CrossRef]
- Fluegel, A. Glass viscosity calculation based on a global statistical modeling approach. Glass Technol. 2007, 48, 13–30. [Google Scholar]
- CIE. Technical Report, Colorimetry; Commission Internationale de L’Eclairage: Vienna, Austria, 1931. [Google Scholar]
- McGuire, R.G. Reporting of objective color measurements. HortScience 1992, 27, 1254–1255. [Google Scholar] [CrossRef] [Green Version]
- DIN 38414-S4. Schlamm und Sedimente, Bestimmung der Eluierbarkeit mit Wasser; DIN Deutsches Institut für Normung, E.V.: Berlin, Germany, 1984. [Google Scholar]
- Mysen, B.O. Structure and Properties of Silicate Melts; Elsevier: Amsterdam, The Netherlands, 1988. [Google Scholar]
- Barbieri, L.; Lancettotti, I.; Manffredini, T.; Queralt, I.; Rincon, J.M.; Romero, M. Design, obtainment and properties of glasses and glass–ceramics from coal fly ash. Fuel 1999, 78, 271–276. [Google Scholar] [CrossRef] [Green Version]
- Hrubý, A. Evaluation of glass-forming tendency by means of DTA. Czechoslov. J. Phys. B 1972, 22, 1187–1193. [Google Scholar] [CrossRef]
- Kozmidis-Petrovic, A.; Šesták, J. Forty years of the Hrubý glass-forming coefficient via DTA when comparing other criteria in relation to the glass stability and vitrification ability. J. Therm. Anal. Calorim. 2012, 110, 997–1004. [Google Scholar] [CrossRef]
- Donald, I.W.; Metcalfe, B.L.; Taylor, R.J. The immobilization of high level radioactive wastes using ceramics and glasses. J. Mater. Sci. 1997, 32, 5851–5887. [Google Scholar] [CrossRef]
- Wu, J.P.; Rawlings, R.D.; Boccaccini, A.R. A glass–ceramic derived from high TiO2-containing slag: Microstructural development and mechanical behaviour. J. Am. Ceram. Soc. 2006, 89, 2426–2433. [Google Scholar] [CrossRef] [Green Version]
- Shelby, J.E. Introduction to Glass Science and Technology; Royal Society of Chemistry: Cambridge, UK, 2005. [Google Scholar]
- Cheng, J.; Xiao, Z.; Yang, K.; Wu, H. Viscosity, fragility and structure of Na2O–CaO–Al2O3–SiO2 glasses of increasing Al/Si ratio. Ceram. Int. 2013, 39, 4055–4062. [Google Scholar] [CrossRef]
- Fernández Navarro, J.M. La Sociedad Española de Cerámica y Vidrio a lo Largo de Medio Siglo; Sociedad Española de Cerámica y Vidrio: Madrid, Spain, 1991. [Google Scholar]
- Karamanov, A.; Di Gioacchino, R.; Pisciella, P.; Pelino, M.; Hreglich, A. Viscosity of iron rich glasses obtained from industrial wastes. Glass Technol. 2002, 43, 34–38. [Google Scholar]
- Pascual, M.J.; Pascual, L.; Duran, A. Determination of the viscosity-temperature curve for glasses on the basis of fixed viscosity-temperature determined by hot stage microscopy. Phys. Chem. Glasses 2001, 42, 61–66. [Google Scholar]
- Khalil, T.K.; Boccaccini, A.R. Heating microscopy study of the sintering behaviour of glass powder compacts in the binary system SiO2–TiO2. Mater. Lett. 2002, 56, 317–321. [Google Scholar] [CrossRef]
- Arancibia, J.R.H.; Alfonso, P.; Garcia Vallès, M.; Martínez Manent, S.; Parcerisa, D.; Canet, C.; Romero, F.M. Manufacturing of glass from tin mining tailings in Bolivia. Bol. Soc. Esp. Ceram. Vidr. 2013, 52, 143–150. [Google Scholar] [CrossRef] [Green Version]
- Mirti, P.; Davit, P.; Gulmini, M. Colourants and opacifiers in seventh and eighth century glass investigated by spectroscopic techniques. Anal. Bioanal. Chem. 2002, 372, 221–229. [Google Scholar] [CrossRef]
- Pisciella, P.; Crisucci, S.; Karamanov, A.; Pelino, M. Chemical durability of glasses obtained by vitrification of industrial wastes. Waste Manag. 2001, 21, 1–9. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Os-1 | Os-2 | Os-3 |
|---|---|---|---|
| SiO2 | 66.11 | 61.76 | 65.69 |
| Al2O3 | 11.69 | 11.11 | 11.09 |
| TiO2 | 0.42 | 0.38 | 0.39 |
| Fe2O3 | 2.85 | 2.79 | 2.76 |
| CaO | 12.07 | 12.15 | 11.31 |
| MgO | 1.05 | 1.03 | 1.00 |
| BaO | 0.50 | 0.45 | 0.61 |
| MnO | 0.12 | 0.10 | 0.11 |
| Na2O | 1.43 | 1.54 | 1.33 |
| K2O | 2.66 | 2.46 | 2.52 |
| P2O5 | 0.09 | 0.10 | 0.11 |
| Zn | 0.02 | 0.61 | 0.02 |
| Pb | 0.33 | 0.45 | 0.34 |
| S | 0.22 | 0.48 | 0.29 |
| F− | 3.70 | 2.03 | |
| –O = F2 | −1.56 | −0.85 | |
| ∑ | 99.59 | 98.51 | 98.74 |
| Sample | Qz | Kfs | Ab | Ms | Chl | Cal | Fl | Gy | Sp |
|---|---|---|---|---|---|---|---|---|---|
| Os-1 | 44 | 5 | 13 | 22 | 5 | 11 | 0 | 0 | 0 |
| Os-2 | 40 | 4 | 12 | 19 | 6 | 8 | 8 | 2.5 | 0.5 |
| Os-3 | 39 | 6 | 16 | 19 | 5 | 10 | 5 | 0 | 0 |
| Samples | SiO2 | Al2O3 | TiO2 | Fe2O3 | P2O5 | ZnO | PbO |
|---|---|---|---|---|---|---|---|
| G90-10 | 58.22 | 10.47 | 0.36 | 2.63 | 0.10 | 0.48 | 0.40 |
| G80-20 | 54.10 | 9.73 | 0.33 | 2.40 | 0.10 | 0.45 | 0.37 |
| CaO | MgO | BaO | MnO | Na2O | K2O | F− | |
| G90-10 | 11.45 | 0.97 | 0.42 | 0.89 | 7.55 | 2.32 | 3.49 |
| G80-20 | 10.64 | 0.90 | 0.39 | 0.82 | 14.10 | 2.15 | 3.24 |
| Viscosity/Pa·s | Temperature of Fixed Viscosity Points/°C | |
|---|---|---|
| G90-10 | G80-20 | |
| Glass transition point a/1012.3 | 628 | 637 |
| First shrinkage/109 | 782 | 698 |
| Maximum shrinkage/107.2 | 925 | 771 |
| Softening 105.1 | 1025 | 921 |
| Ball 104.4 | 1092 | 1003 |
| Half ball 103.6 | 1240 | 1136 |
| Flow 103.1 | 1270 | 1253 |
| Calculated temperatures of the significant production viscosities b | ||
| Lower annealing point/1013.5 | 620 | 585 |
| Upper annealing point/1012 | 641 | 641 |
| Forming range/108–103 | 735–1318 | 840–1282 |
| Glass condition range/103–102 | 1318–1583 | 1282–1420 |
| Melting range/102–101 | >1583 | >1420 |
| Workability interval/105–102 | 1130–1583 | 1066–1420 |
| Glass Type | L* | a* | b* | C* | h* |
|---|---|---|---|---|---|
| G90-10 | 45.83 | −0.10 | 0.27 | 0.29 | 110.32° |
| G80-20 | 44.23 | −0.03 | 0.54 | 0.54 | 93.18° |
| Material | Sample | Cu | Zn | Pb | As | Cr | Ni | Cd | Hg |
|---|---|---|---|---|---|---|---|---|---|
| Glass | G90-10 | 238 | 4.050 | 4.437 | 10.85 | 31.95 | 17.10 | 11.88 | 57.60 |
| Glass | G80-20 | 211 | 3.600 | 3.944 | 9.65 | 28.40 | 15.20 | 10.56 | 51.20 |
| Leachate | G90-10 | 0.098 | 0.231 | 0.230 | 0.008 | 0.017 | 0.076 | 0.001 | 0.001 |
| Leachate | G80-20 | 0.079 | 0.244 | 0.060 | 0.006 | 0.013 | 0.020 | 0.001 | 0.002 |
| TL | 2.00 | 4.00 | 0.50 | 0.50 | 0.50 | 0.40 | 0.04 | 0.01 | |
| Wt.% leachate | |||||||||
| Glass | G90-10 | 0.004 | 0.001 | 0.0005 | 0.006 | 0.005 | 0.040 | 0.001 | 0.203 |
| Glass | G80-20 | 0.003 | 0.001 | 0.0001 | 0.005 | 0.004 | 0.012 | 0.001 | 0.347 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alfonso, P.; Tomasa, O.; Domenech, L.M.; Garcia-Valles, M.; Martinez, S.; Roca, N. The Use of Tailings to Make Glass as an Alternative for Sustainable Environmental Remediation: The Case of Osor, Catalonia, Spain. Minerals 2020, 10, 819. https://doi.org/10.3390/min10090819
Alfonso P, Tomasa O, Domenech LM, Garcia-Valles M, Martinez S, Roca N. The Use of Tailings to Make Glass as an Alternative for Sustainable Environmental Remediation: The Case of Osor, Catalonia, Spain. Minerals. 2020; 10(9):819. https://doi.org/10.3390/min10090819
Chicago/Turabian StyleAlfonso, Pura, Oriol Tomasa, Luis Miguel Domenech, Maite Garcia-Valles, Salvador Martinez, and Núria Roca. 2020. "The Use of Tailings to Make Glass as an Alternative for Sustainable Environmental Remediation: The Case of Osor, Catalonia, Spain" Minerals 10, no. 9: 819. https://doi.org/10.3390/min10090819