Agglomeration-Flotation of Finely Ground Chalcopyrite and Quartz: Effects of Agitation Strength during Agglomeration Using Emulsified Oil on Chalcopyrite


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
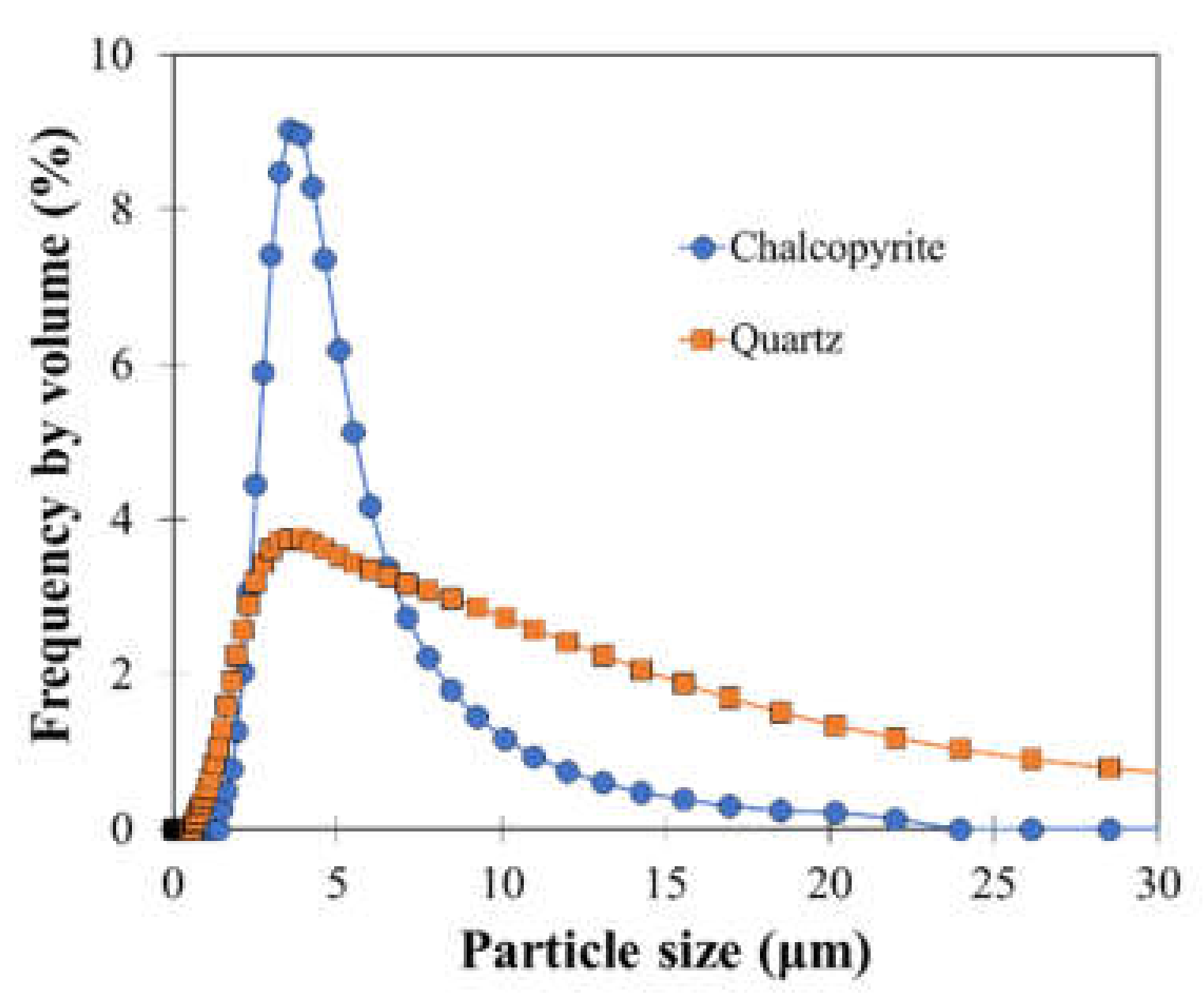
2.1. Materials
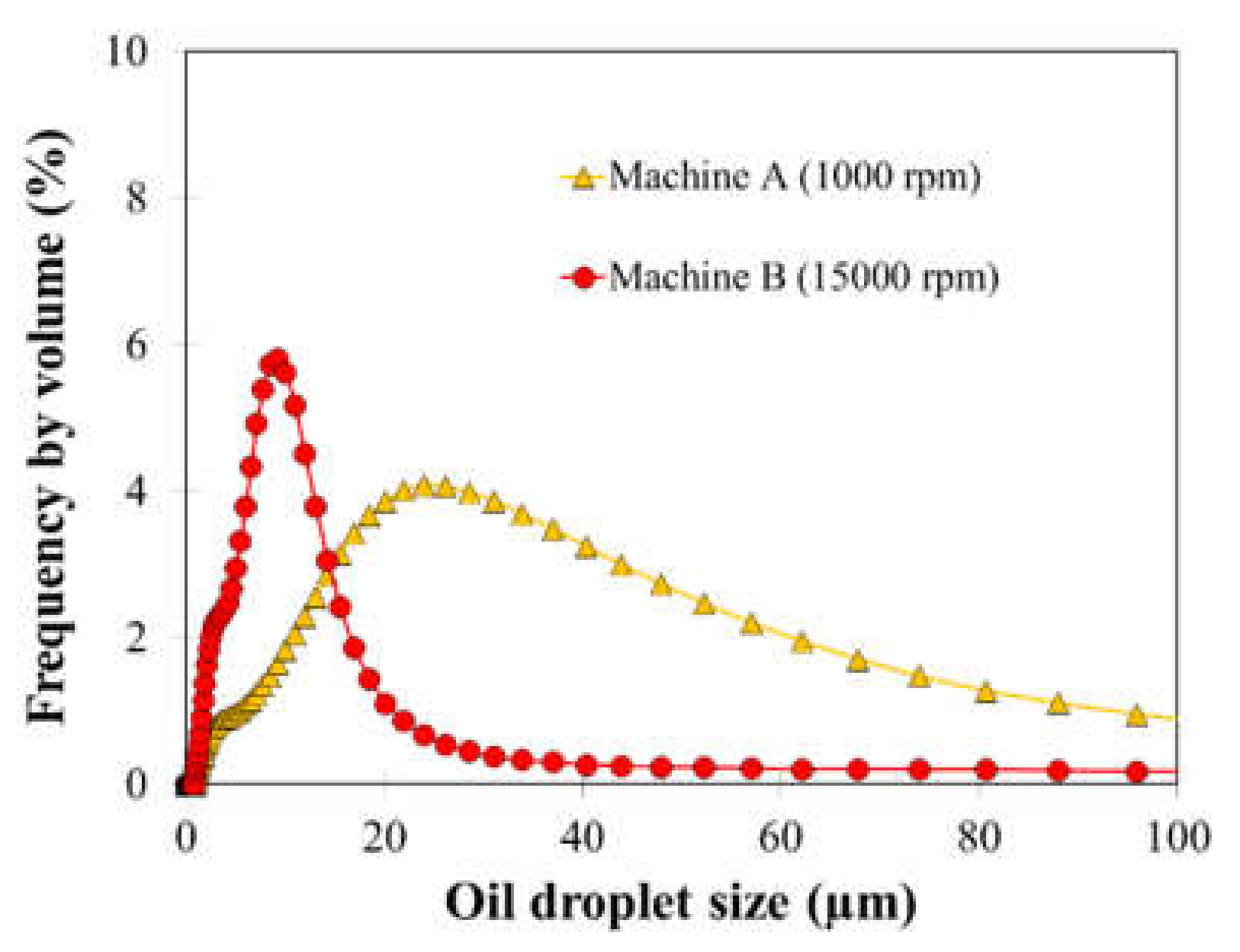
2.2. Preparation of Emulsified Oil
2.3. KAX Conditioning in the Conditioning Cell and Agglomeration in the Agglomeration Vessel
2.4. Flotation Tests
3. Results and Discussion
3.1. Effects of Agitation Strength
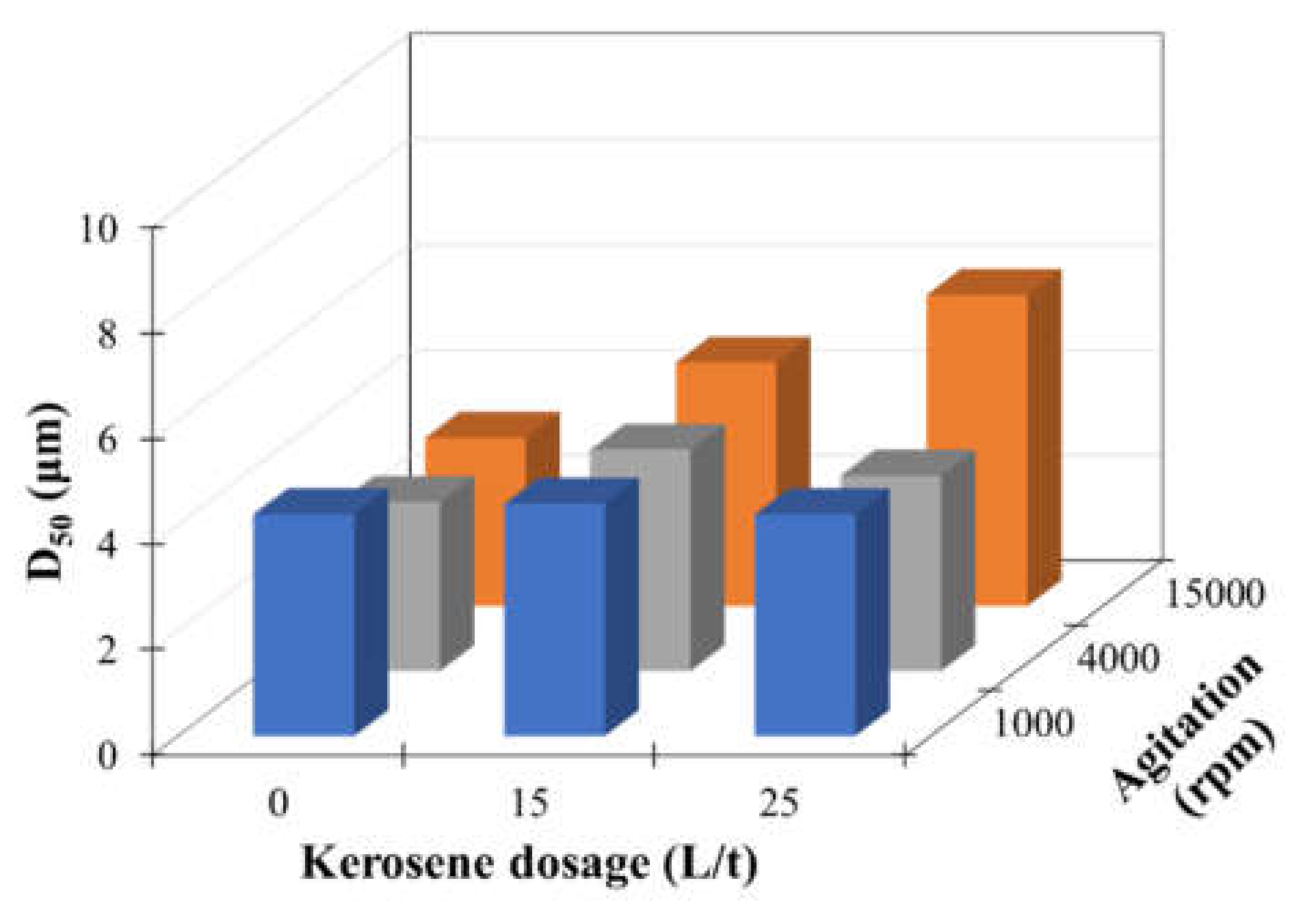
3.2. Effects of Kerosene Dosage
3.3. Effects of KAX Dosage
3.4. Separation of Finely Ground Chalcopyrite and Quartz by Agglomeration-Flotation
3.4.1. Effects of KAX Dosage and Agitation Strength on Separation Efficiency
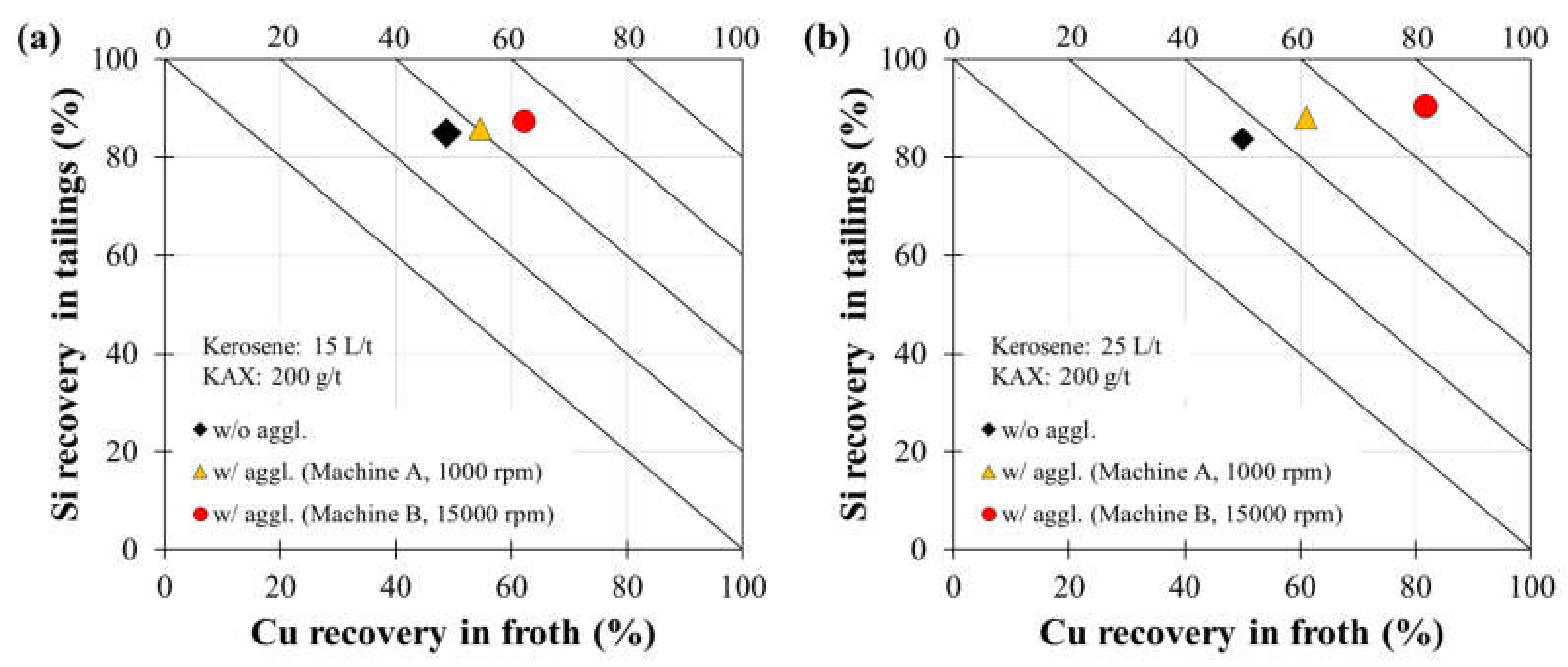
3.4.2. Effects of Kerosene Dosage and Agitation Strength on Separation Efficiency
4. Summary
- Strong agitation is important to produce small oil droplets, which increases the number of oil droplets available for a higher frequency of collision with fine particles.
- Increasing kerosene dosage is not effective to improve Cu recovery when low agitation strength is applied, while at high agitation strength, Cu recovery is improved. High agitation strength and high dosage of kerosene provide high Cu recovery.
- Increasing the KAX amount is also effective to improve Cu recovery, probably by assisting the attachment of small oil droplets to mineral particles, of which the hydrophobicity increased by the addition of KAX.
- In the agglomeration-flotation of a mixed sample containing chalcopyrite and quartz with a 1:1 ratio (w/w), Si recovery in froth is low and is not affected by agitation strength, KAX and kerosene dosages, while Cu recovery increases with increasing agitation strength, KAX and kerosene dosages, making separation efficiency higher.
Author Contributions
Funding
Conflicts of Interest
References
- Ralston, J. Colloid Chemistry in Mineral Processing (Vol. 12), 1st ed.; Elsevier: New York, NY, USA, 1992; pp. 203–224. [Google Scholar]
- Finch, J.A. Column flotation: A selected review—Part IV: Novel flotation devices. Miner. Eng. 1995, 8, 587–602. [Google Scholar] [CrossRef]
- Fuerstenau, M.C.; Jameson, G.J.; Yoon, R.-H. Froth Flotation: A Century of Innovation, 1st ed.; SME: Littleton, Co, USA, 2007; pp. 681–705. [Google Scholar]
- Bhaskar Raju, G.; Khangaonkar, P.R. Electro-flotation of chalcopyrite fines. Int. J. Miner. Proc. 1982, 9, 133–143. [Google Scholar] [CrossRef]
- Ahmadi, R.; Khodadadi, D.A.; Abdollahy, M.; Fan, M. Nano-microbubble flotation of fine and ultrafine chalcopyrite particles. Int. J. Min. Sci. Technol. 2014, 24, 559–566. [Google Scholar] [CrossRef]
- Yoon, R. Microbubble Flotation. Miner. Eng. 1993, 6, 619–630. [Google Scholar] [CrossRef]
- Li, X.; Xu, H.; Liu, J.; Zhang, J.; Li, J.; Gui, Z. Cyclonic state micro-bubble flotation column in oil-in-water emulsion separation. Sep. Purif. Technol. 2016, 165, 101–106. [Google Scholar] [CrossRef]
- Tao, D.; Yu, S.; Zhou, X.; Honaker, R.; Parekh, B. Picobubble column flotation of fine coal. Int. J. Coal Prep. Util. 2008, 28, 1–14. [Google Scholar] [CrossRef]
- Waters, K.E.; Hadler, K.; Cilliers, J.J. The flotation of fine particles using charged microbubbles. Miner. Eng. 2008, 21, 918–923. [Google Scholar] [CrossRef]
- Rodrigues, R.T.; Rubio, J. DAF–dissolved air flotation: Potential applications in the mining and mineral processing industry. Int. J. Miner. Process. 2007, 82, 1–13. [Google Scholar] [CrossRef]
- Miettinen, T.; Ralston, J.; Fornasiero, D. The limits of fine particle flotation. Miner. Eng. 2010, 23, 420–437. [Google Scholar] [CrossRef]
- Warren, L.J. Shear-flocculation of ultrafine scheelite in sodium oleate solutions. J. Colloid Interf. Sci. 1975, 50, 307–318. [Google Scholar] [CrossRef]
- Ateşok, G.; Boylu, F.; Çelĭk, M.S. Carrier flotation for desulfurization and deashing of difficult-to-float coals. Miner. Eng. 2001, 14, 661–670. [Google Scholar] [CrossRef]
- Rubio, J.; Hoberg, H. The process of separation of fine mineral particles by flotation with hydrophobic polymeric carrier. Int. J. Miner. Proc. 1993, 37, 109–122. [Google Scholar] [CrossRef]
- Acar, S.; Somasundaran, P. Flocculation of sulfides and the role of a complexing agent in it. Int. J. Miner. Proc. 1989, 27, 111–123. [Google Scholar] [CrossRef]
- Mandre, N.R.; Panigrahi, D. Studies on selective flocculation of complex sulphides using cellulose xanthate. Int. J. Miner. Proc. 1997, 50, 177–186. [Google Scholar] [CrossRef]
- Ng, W.S.; Sonsie, R.; Forbes, E.; Franks, G.V. Flocculation/flotation of hematite fines with anionic temperature-responsive polymer acting as a selective flocculant and collector. Miner. Eng. 2015, 77, 64–71. [Google Scholar] [CrossRef]
- Alonso, M.I.; Valdés, A.F.; Martínez-Tarazona, R.M.; Garcia, A.B. Coal recovery from coal fines cleaning wastes by agglomeration with vegetable oils: Effects of oil type and concentration. Fuel 1999, 78, 753–759. [Google Scholar] [CrossRef]
- Mehrotra, V.P.; Sastry, K.V.S.; Morey, B.W. Review of oil agglomeration techniques for processing of fine coals. Int. J. Miner. Proc. 1983, 11, 175–201. [Google Scholar] [CrossRef]
- Van Netten, K.; Moreno-Atanasio, R.; Galvin, K.P. Selective agglomeration of fine coal using a water-in-oil emulsion. Chem. Eng. Res. Des. 2016, 110, 54–61. [Google Scholar] [CrossRef]
- Bensley, C.N.; Swanson, A.R.; Nicol, S.K. The effect of emulsification on the selective agglomeration of fine coal. Int. J. Miner. Proc. 1977, 4, 173–184. [Google Scholar] [CrossRef]
- Sahinoglu, E.; Uslu, T. Use of ultrasonic emulsification in oil agglomeration for coal cleaning. Fuel 2013, 113, 719–725. [Google Scholar] [CrossRef]
- Jiangang, F.; Kaida, C.; Hui, W.; Chao, G.; Wei, L. Recovering molybdenite from ultrafine waste tailings by oil agglomerate flotation. Miner. Eng. 2012, 39, 133–139. [Google Scholar] [CrossRef]
- Song, S.; Lopez-Valdivieso, A.; Reyes-Bahena, J.L.; Lara-Valenzuela, C. Floc flotation of galena and sphalerite fines. Miner. Eng. 2001, 14, 87–98. [Google Scholar] [CrossRef]
- House, C.I.; Veal, C.J. Selective recovery of chalcopyrite by spherical agglomeration. Miner. Eng. 1989, 2, 171–184. [Google Scholar] [CrossRef]
- Rubio, J.; Capponi, F.; Rodrigues, R.T.; Matiolo, E. Enhanced flotation of sulfide fines using the emulsified oil extender technique. Int. J. Miner. Proc. 2007, 84, 41–50. [Google Scholar] [CrossRef]
- Wheelock, T.D.; Milana, G.; Vettor, A. The role of air in oil agglomeration of coal at a moderate shear rate. Fuel 1994, 73, 1103–1107. [Google Scholar] [CrossRef]
- Mort, P.R. Scale-up of Binder Agglomeration Processes. Powder. Technol. 2005, 150, 86–103. [Google Scholar] [CrossRef]
- Trahar, W.J.; Warren, L.J. The floatbility of very fine particles—A review. Int. J. Miner. Proc. 1976, 3, 103–131. [Google Scholar] [CrossRef]
- Muganda, S.; Zanin, M.; Grano, S.R. Influence of particle size and contact angle on the flotation of chalcopyrite in a laboratory batch flotation cell. Int. J. Miner. Proc. 2011, 98, 150–162. [Google Scholar] [CrossRef]
- King, R.P. Modeling and Simulation of Mineral Processing Systems, 1st ed.; Butterworth Heinemann: Oxford, UK, 2001; pp. 312–313. [Google Scholar]
- Feng, D.; Aldrich, C. Effect of particle size on flotation performance of complex sulphide ores. Miner. Eng. 1999, 12, 721–731. [Google Scholar] [CrossRef]
- Hornn, V.; Ito, M.; Shimada, H.; Joen, S.; Park, I.; Tabelin, C.B.; Hiroyoshi, N. Agglomeration flotation of finely ground chalcopyrite: Comparison of model calculation vs experimental results. In Proceedings of the 15th International Symposium on East Asian Resources Recycling Technology (EARTH 2019), Pyeongchang, Korea, 13–17 October 2019. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Fe | S | Zn | Si | Ca |
|---|---|---|---|---|---|---|
| wt.% | 26 | 27 | 26 | 0.8 | 6 | 2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hornn, V.; Ito, M.; Shimada, H.; Tabelin, C.B.; Jeon, S.; Park, I.; Hiroyoshi, N. Agglomeration-Flotation of Finely Ground Chalcopyrite and Quartz: Effects of Agitation Strength during Agglomeration Using Emulsified Oil on Chalcopyrite. Minerals 2020, 10, 380. https://doi.org/10.3390/min10040380
Hornn V, Ito M, Shimada H, Tabelin CB, Jeon S, Park I, Hiroyoshi N. Agglomeration-Flotation of Finely Ground Chalcopyrite and Quartz: Effects of Agitation Strength during Agglomeration Using Emulsified Oil on Chalcopyrite. Minerals. 2020; 10(4):380. https://doi.org/10.3390/min10040380
Chicago/Turabian StyleHornn, Vothy, Mayumi Ito, Hiromasa Shimada, Carlito Baltazar Tabelin, Sanghee Jeon, Ilhwan Park, and Naoki Hiroyoshi. 2020. "Agglomeration-Flotation of Finely Ground Chalcopyrite and Quartz: Effects of Agitation Strength during Agglomeration Using Emulsified Oil on Chalcopyrite" Minerals 10, no. 4: 380. https://doi.org/10.3390/min10040380