Thermodynamic and Experimental Study on Efficient Extraction of Valuable Metals from Polymetallic Nodules


Abstract
:1. Introduction
2. Materials and Methods
2.1. Nodule Materials
2.2. Thermodynamic Consideration
2.2.1. Effect of Flux on the Liquidus Temperature of Resulted Slags
2.2.2. Effect of Carbon Addition on the Reduction Degree
2.3. Experimental Procedure
3. Results and Discussion
3.1. Pre-Reduction
3.2. Reduction Smelting
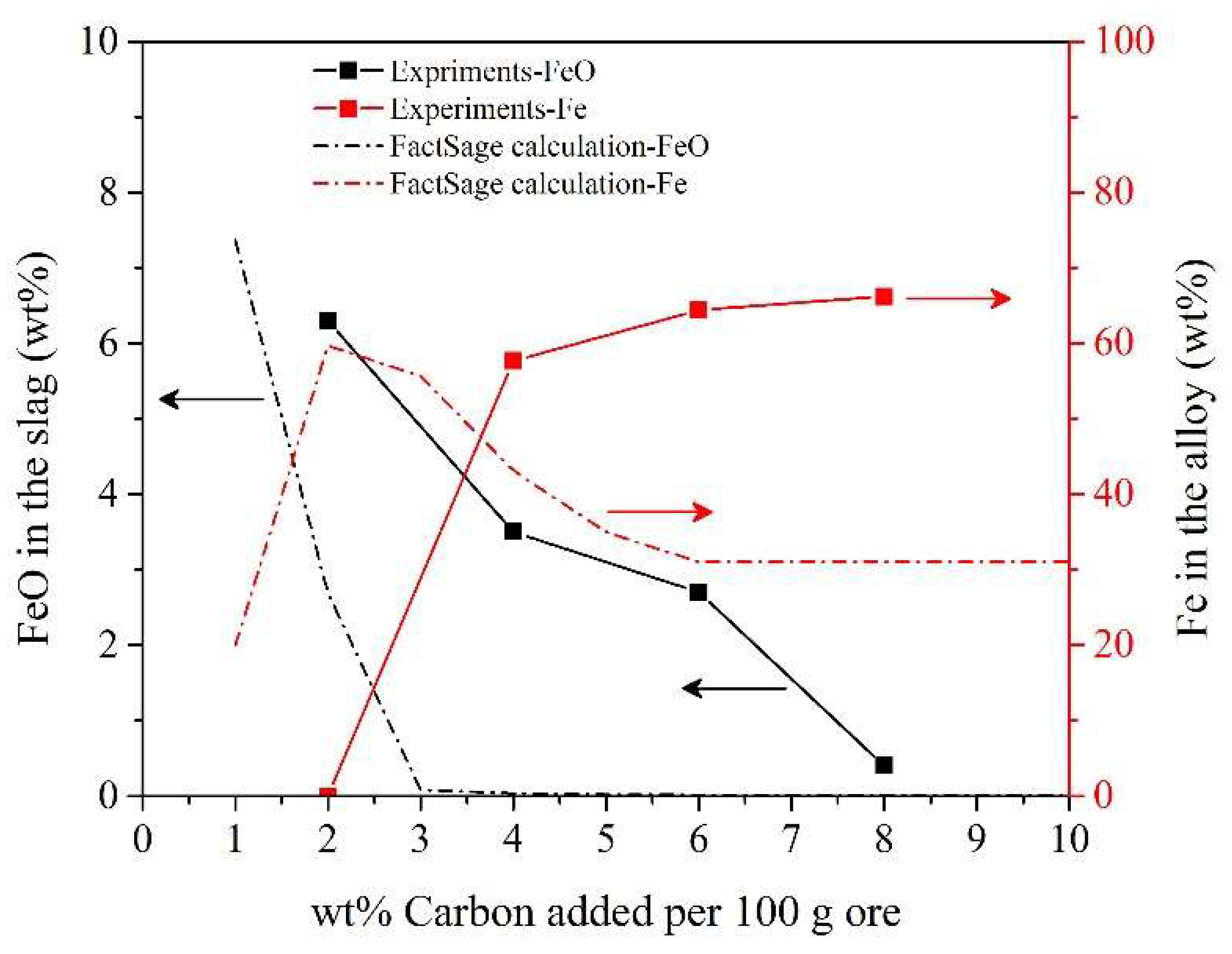
3.2.1. Effect of Reductant Addition on the Alloys and Slags
3.2.2. Effect of Flux Addition
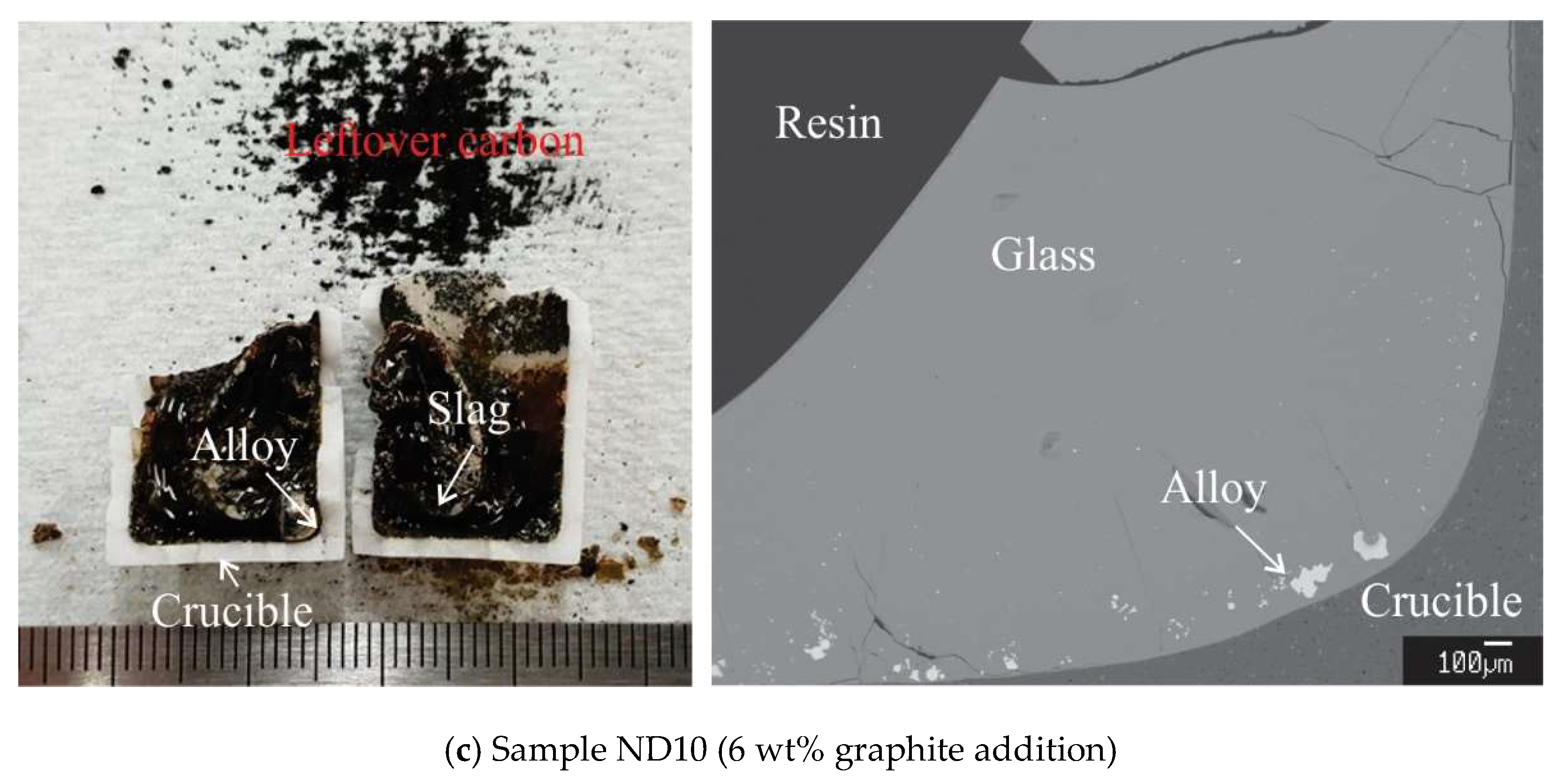
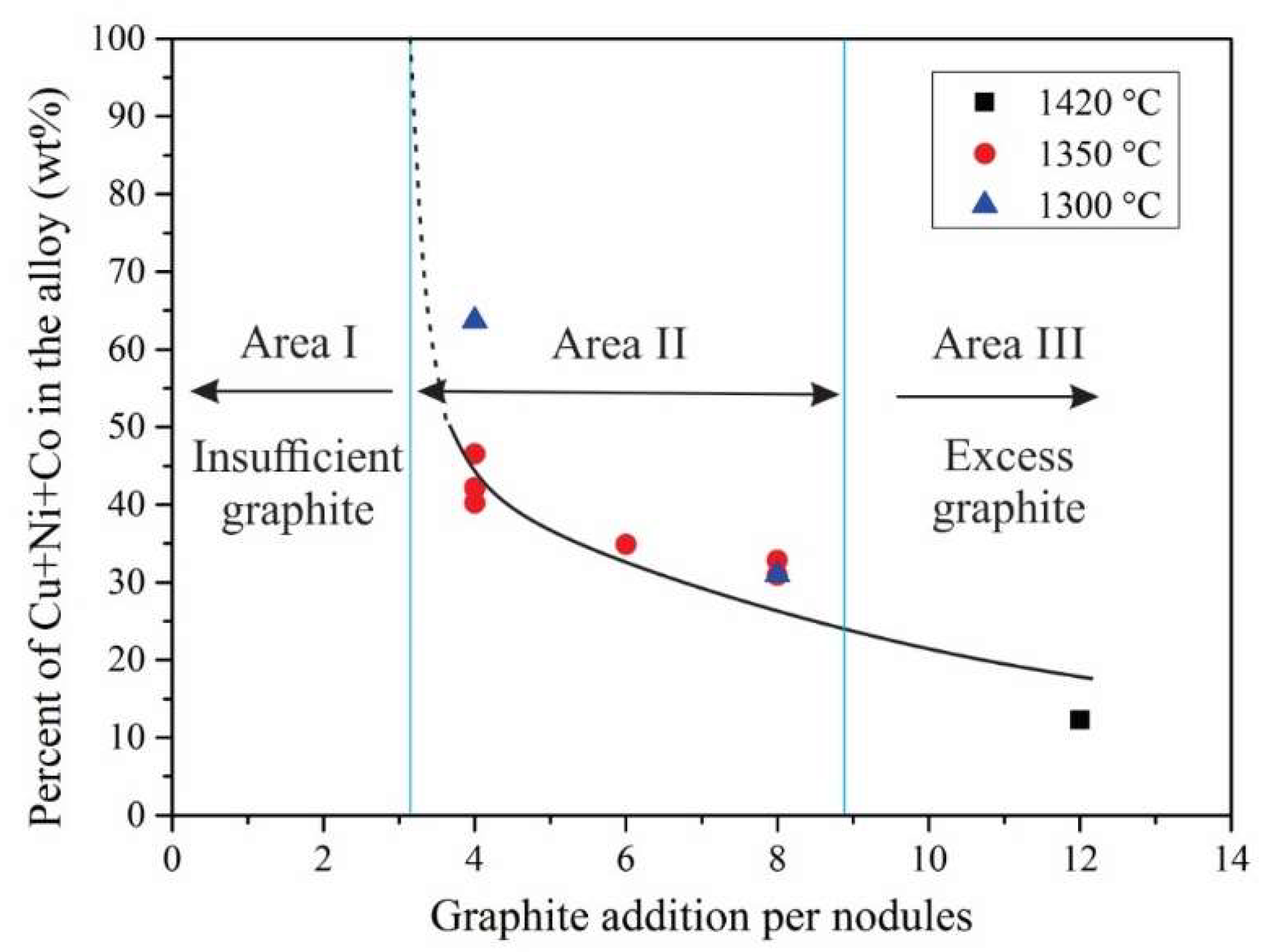
3.3. Effect of Graphite Addition on the Alloy Grade
4. Conclusions
- (1)
- The as-received nodules mainly contain Mn and Fe oxides in striation. Si is incorporated with Al, Na, K and Ca as impurity minerals. Valuable metal elements such as Cu, Co and Ni in low concentrations are uniformly distributed in the nodule matrix. Ba is found to be associated with S, most likely as barite.
- (2)
- FactSage software was used to simulate/predict the liquidus temperature of the slag system, which is not sensitive to FeO, CaO and Al2O3, but decreases most significantly with decreasing MnO/SiO2 mass ratio. The SiO2 flux to decrease the liquidus temperature of slag was experimentally verified.
- (3)
- The alloy grade was found to decrease with increasing graphite addition. The optimal reduction was achieved by adding a 4 wt% graphite at the MnO/SiO2 mass ratio of 1.6 in slag. The most effective metal-slag separation was achieved at 1350 °C. This relatively low-temperature smelting process for the utilization of polymetallic nodules is promising for industrial applications.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hein, J.R.; Mizell, K.; Koschinsky, A.; Conrad, T.A. Deep-ocean mineral deposits as a source of critical metals for high- and green-technology applications: Comparison with land-based resources. Ore Geol. Rev. 2013, 51, 1–14. [Google Scholar] [CrossRef]
- Mittal, N.; Anand, S. Techno-economic Perspective on Processing of Polymetallic Ocean Nodules. In Environmental Issues of Deep-Sea Mining, 1st ed.; Sharma, R., Ed.; Springer: Cham, Switzerland, 2019; pp. 547–566. [Google Scholar]
- Lipton, I.T.; Nimmo, M.J.; Parianos, J.M. Technical Report NI 43-101 TOML Clarion Clipperton Zone Project, Pacific Ocean; Nautilus Minerals Inc.: Toronto, ON, Canada, July 2016. [Google Scholar]
- Mohwinkel, D.; Kleint, C.; Koschinsky, A. Phase associations and potential selective extraction methods for selected high-tech metals from ferromanganese nodules and crusts with siderophores. Appl. Geochem. 2014, 43, 13–21. [Google Scholar] [CrossRef]
- Premchand, J.E.; Jana, R.K. Processing of polymetallic sea nodules: An overview. In Proceedings of the Third Ocean Mining Symposium, Goa, India, 8–10 November 1999; pp. 237–245. [Google Scholar]
- Das, R.P.; Anand, S. Metallurgical Processing of Polymetallic Ocean Nodules. In Deep-Sea Mining, 1st ed.; Sharma, R., Ed.; Springer: Cham, Switzerland, 2017; pp. 365–394. [Google Scholar]
- Sridhar, R.; Jones, W.E.; Warner, J.S. Extraction of copper, nickel and cobalt from sea nodules. JOM 1976, 28, 32–37. [Google Scholar] [CrossRef]
- Sen, P.K. Metals and materials from deep sea nodules: An outlook for the future. Int. Mater. Rev. 2010, 55, 364–391. [Google Scholar] [CrossRef]
- Acharya, S.; Das, R.P. Kinetics and Mechanism of the Reductive Ammonia Leaching of Ocean Nodules by Manganous Ion. Hydrometallurgy 1987, 19, 169–186. [Google Scholar] [CrossRef]
- Anand, S.; Das, S.C.; Das, R.P.; Jena, P.K. Leaching of manganese nodule in ammoniacal medium using ferrous sulfate as the reductant. Metall. Trans. B 1988, 19, 331–334. [Google Scholar] [CrossRef]
- Das, R.P.; Anand, S.; Das, S.C.; Jena, P.K. Leaching of manganese nodules in ammoniacal medium using glucose as reductant. Hydrometallurgy 1986, 16, 335–344. [Google Scholar] [CrossRef]
- Jana, R.K.; Akerkar, D.D. Studies of the metal-ammonia-carbon dioxide-water system in extraction metallurgy of polymetallic sea nodules. Hydrometallurgy 1989, 22, 363–378. [Google Scholar] [CrossRef]
- Jana, R.K.; Pandey, B.D.; Premchand, J.E. Ammoniacal leaching of roast reduced deep-sea manganese nodules. Hydrometallurgy 1999, 53, 45–56. [Google Scholar] [CrossRef]
- Mishra, D.; Srivastava, R.R.; Sahu, K.K.; Singh, T.B.; Jana, R.K. Leaching of roast-reduced manganese nodules in NH3–(NH4)2CO3 medium. Hydrometallurgy 2011, 109, 215–220. [Google Scholar] [CrossRef]
- Acharya, R.; Ghosh, M.K.; Anand, S.; Das, R.P. Leaching of metals from Indian Ocean nodules in SO2–H2O–H2SO4–(NH4)2SO4 medium. Hydrometallurgy 1999, 53, 169–175. [Google Scholar] [CrossRef]
- Han, K.N.; Fuerstenau, D.W. Acid leaching of ocean manganese nodules at elevated temperatures. Int. J. Miner. Process. 1975, 2, 163–171. [Google Scholar] [CrossRef]
- Anand, S.; Das, S.C.; Das, R.P.; Jena, P.K. Leaching of manganese nodules at elevated temperature and pressure in the presence of oxygen. Hydrometallurgy 1988, 20, 155–167. [Google Scholar] [CrossRef]
- Parhi, P.K.; Park, K.H.; Nam, C.W.; Park, J.T.; Barik, S.P. Extraction of rare earth metals from deep sea nodule using H2SO4 solution. Int. J. Miner. Process. 2013, 119, 89–92. [Google Scholar] [CrossRef]
- Kanungo, S.B.; Jena, P.K. Studies on the dissolution of metal values in manganese nodules of Indian Ocean origin in dilute hydrochloric acid. Hydrometallurgy 1988, 21, 23–39. [Google Scholar] [CrossRef]
- Khalafalla, S.E.; Pahlman, J.E. Selective Extraction of Metals from Pacific Sea Nodules with Dissolved Sulfur Dioxide. JOM 1981, 33, 37–42. [Google Scholar] [CrossRef]
- Senanayake, G. Acid leaching of metals from deep-sea manganese nodules—A critical review of fundamentals and applications. Miner. Eng. 2011, 24, 1379–1396. [Google Scholar] [CrossRef]
- Sridhar, V.; Verma, J.K. Extraction of copper, nickel and cobalt from the leach liquor of manganese-bearing sea nodules using LIX 984N and ACORGA M5640. Miner. Eng. 2011, 24, 959–962. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhang, W.; Pranolo, Y.; Cheng, C.Y. Separation and recovery of copper, nickel, cobalt and zinc in chloride solutions by synergistic solvent extraction. Hydrometallurgy 2012, 127–128, 1–7. [Google Scholar] [CrossRef]
- Monhemius, A.J. The extractive metallurgy of deep-sea manganese nodules. In Topics in Non-Ferrous Extractive Metallurgy, 1st ed.; Burkin, A.R., Ed.; Wiley: London, UK, 1980; pp. 42–49. [Google Scholar]
- Agarwal, S.; Sahu, K.K.; Jana, R.K.; Mehrotra, S.P. Recovery of Cu, Ni, Co and Mn from Sea Nodules by Direct Reduction Smelting. In Proceedings of the 8th ISOPE Ocean Mining Symposium, Chennai, India, 20–24 September 2009; pp. 131–136. [Google Scholar]
- Agarwal, A.; Sahu, K.K.; Godiwalla, K.M.; Rajak, D.K.; Smita, K.; Jana, R.K. An experimental and thermodynamic study on reduction smelting of sea nodules to recover valuable metals. In Proceedings of the XI International Seminar on Mineral Processing Technology, Jamshedpur, India, 15–17 December 2010; pp. 1024–1031. [Google Scholar]
- Friedmann, D.; Friedrich, B. Optimized Slag Design for Maximum Metal Recovery during the Pyrometallurgical Processing of Polymetallic Deep-Sea Nodules. In Proceedings of the 10th International Conference on Molten Slags, Fluxes and Salts, Seattle, WA, USA, 22–25 May 2016; pp. 97–104. [Google Scholar]
- Friedmann, D.; Friedrich, B.; Kuhn, T.; Ruhlemann, C. Optimized, zero waste pyrometallurgical processing of polymetallic nodules from the German CCZ license area. In Proceedings of the 46th Underwater Mining Conference, Berlin, Germany, 24–29 September 2017. [Google Scholar]
- Friedmann, D.; Pophanken, A.K.; Friedrich, B. Pyrometallurgical Treatment of High Manganese Containing Deep Sea Nodules. J. Sustain. Metall. 2017, 3, 219–229. [Google Scholar] [CrossRef]
- Sommerfeld, M.; Friedmann, D.; Kuhn, T.; Friedrich, B. “Zero-Waste”: A Sustainable Approach on Pyrometallurgical Processing of Manganese Nodule Slags. Minerals 2018, 8, 544. [Google Scholar] [CrossRef] [Green Version]
- Keskinkilic, E. Nickel Laterite Smelting Processes and Some Examples of Recent Possible Modifications to the Conventional Route. Metals 2019, 9, 974. [Google Scholar] [CrossRef] [Green Version]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.-H.; Kang, Y.-B.; Melançon, J.; et al. FactSage thermochemical software and databases, 2010–2016. CALPHAD 2016, 54, 35–53. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MnO | SiO2 | Fe2O3 | Al2O3 | MgO | Na2O | CaO | NiO | CuO | CoO |
| 40.25 | 13.48 | 8.28 | 4.67 | 3.48 | 3.01 | 2.16 | 1.71 | 1.65 | 0.30 |
| K2O | TiO2 | P2O5 | BaO | ZnO | SO3 | PbO | Cr2O3 | LOI | MnO/SiO2 |
| 1.24 | 0.52 | 0.32 | 0.22 | 0.20 | 0.17 | 0.03 | 0.01 | 17.28 | 3.0 |
| CaO | MnO/SiO2 | “FeO” | Al2O3 | MgO | Na2O | K2O |
| 0–15 | 1.0 | 9.6 | 6.2 | 4.6 | 4.0 | 1.6 |
| CaO | MnO/SiO2 | “FeO” | Al2O3 | MgO | Na2O | K2O |
| 0–15 | 2.0 | 9.6 | 6.2 | 4.6 | 4.0 | 1.6 |
| CaO | MnO/SiO2 | “FeO” | Al2O3 | MgO | Na2O | K2O |
| 0–15 | 3.0 | 9.6 | 6.2 | 4.6 | 4.0 | 1.6 |
| Al2O3 | MnO/SiO2 | “FeO” | CaO | MgO | Na2O | K2O |
| 0–15 | 1.0 | 9.6 | 2.9 | 4.6 | 4.0 | 1.6 |
| Al2O3 | MnO/SiO2 | “FeO” | CaO | MgO | Na2O | K2O |
| 0–15 | 2.0 | 9.6 | 2.9 | 4.6 | 4.0 | 1.6 |
| Al2O3 | MnO/SiO2 | “FeO” | CaO | MgO | Na2O | K2O |
| 0–15 | 3.0 | 9.6 | 2.9 | 4.6 | 4.0 | 1.6 |
| “FeO” | MnO/SiO2 | Al2O3 | CaO | MgO | Na2O | K2O |
| 0–15 | 1.0 | 6.2 | 2.9 | 4.6 | 4.0 | 1.6 |
| “FeO” | MnO/SiO2 | Al2O3 | CaO | MgO | Na2O | K2O |
| 0–15 | 2.0 | 6.2 | 2.9 | 4.6 | 4.0 | 1.6 |
| “FeO” | MnO/SiO2 | Al2O3 | CaO | MgO | Na2O | K2O |
| 0–15 | 3.0 | 6.2 | 2.9 | 4.6 | 4.0 | 1.6 |
| Exp. No. | Nodules (G) | Flux | Reductant | Crucible | Pre-Reduction | Reduction Smelting | ||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Graphite | Temp. (°C) | Time (Min) | Temp. (°C) | Time (Min) | |||
| ND1 | 10 | 9% | 0.8% | Al2O3 | 1000 | 60 | 1420 | 60 |
| ND2 | 10 | 9% | 1.2% | Al2O3 | 1000 | 60 | 1420 | 60 |
| ND3 | 10 | 9% | 12% | Al2O3 | 1000 | 60 | 1420 | 60 |
| ND4 | 10 | 17.5% | 4% | Al2O3 | 1000 | 60 | 1350 | 60 |
| ND5 | 10 | 17.5% | 8% | Al2O3 | 1000 | 60 | 1350 | 60 |
| ND6 | 10 | 35% | 4% | Al2O3 | 1000 | 60 | 1300 | 60 |
| ND7 | 10 | 35% | 8% | Al2O3 | 1000 | 60 | 1300 | 60 |
| ND8 | 10 | 15% | 2% | Al2O3 | 1000 | 60 | 1350 | 60 |
| ND9 | 10 | 15% | 4% | Al2O3 | 1000 | 60 | 1350 | 60 |
| ND10 | 10 | 15% | 6% | Al2O3 | 1000 | 60 | 1350 | 60 |
| ND11 | 10 | 15% | 8% | Al2O3 | 1000 | 60 | 1350 | 60 |
| ND12 | 10 | 10% | 4% | Al2O3 | 1000 | 60 | 1350 | 60 |
| ND13 | 10 | 5% | 4% | Al2O3 | 1000 | 60 | 1350 | 60 |
| Sample No. | Slag | MnO | SiO2 | Al2O3 | “FeO” | MgO | CaO | Na2O | K2O | TiO2 | Cu2O | NiO | CoO |
| ND1 | Glass | 36.4 | 29.8 | 8.2 | 5.6 | 3.8 | 3.0 | 7.6 | 1.7 | 0.6 | 1.9 | 1.2 | 0.2 |
| Spinel | 62.2 | 0.5 | 8.2 | 19.7 | 3.3 | 0.1 | 0.0 | 0.0 | 0.8 | 0.7 | 4.1 | 0.4 | |
| ND2 | Glass | 36.0 | 30.4 | 9.4 | 4.4 | 3.7 | 3.1 | 7.9 | 1.6 | 0.5 | 1.9 | 0.8 | 0.2 |
| Spinel | 63.1 | 0.4 | 6.8 | 20.9 | 3.0 | 0.0 | 0.0 | 0.0 | 0.8 | 0.5 | 4.0 | 0.4 | |
| ND3 | Glass | 36.1 | 32.1 | 15.2 | 0.1 | 4.8 | 3.3 | 6.2 | 1.4 | 0.8 | 0.0 | 0.0 | 0.0 |
| ND4 | Glass | 41.4 | 31.7 | 10.5 | 3.8 | 4.1 | 2.4 | 4.1 | 1.1 | 0.7 | 0.1 | 0.0 | 0.0 |
| ND5 | Glass | 44.0 | 34.3 | 6.8 | 1.2 | 4.3 | 2.6 | 4.8 | 1.3 | 0.7 | 0.0 | 0.1 | 0.0 |
| ND6 | Glass | 36.1 | 41.7 | 5.0 | 6.2 | 3.3 | 2.0 | 3.7 | 1.1 | 0.5 | 0.1 | 0.1 | 0.0 |
| ND7 | Glass | 38.0 | 44.7 | 4.8 | 0.7 | 3.6 | 2.2 | 4.1 | 1.2 | 0.5 | 0.0 | 0.0 | 0.0 |
| ND8 | Glass | 40.3 | 32.2 | 6.3 | 6.3 | 3.9 | 2.5 | 3.1 | 1.7 | 0.5 | 1.4 | 1.5 | 0.3 |
| Spinel | 47.1 | 0.4 | 9.8 | 31.2 | 2.8 | 0.0 | 0.0 | 0.0 | 1.5 | 0.2 | 6.7 | 0.4 | |
| ND9 | Glass | 42.0 | 31.4 | 11.6 | 3.5 | 3.9 | 2.4 | 3.0 | 1.5 | 0.6 | 0.1 | 0.0 | 0.0 |
| ND10 | Glass | 42.9 | 32.8 | 7.6 | 2.7 | 4.2 | 2.5 | 5.5 | 1.1 | 0.6 | 0.0 | 0.0 | 0.0 |
| ND11 | Glass | 43.1 | 33.0 | 8.9 | 0.4 | 4.2 | 2.5 | 5.8 | 1.1 | 0.6 | 0.1 | 0.0 | 0.0 |
| ND12 | Glass | 44.5 | 28.1 | 11.2 | 2.1 | 4.2 | 2.5 | 5.5 | 1.0 | 0.6 | 0.0 | 0.0 | 0.0 |
| ND13 | Glass | 47.1 | 22.9 | 10.5 | 3.4 | 4.2 | 2.8 | 6.7 | 1.1 | 0.7 | 0.0 | 0.0 | 0.0 |
| Monoxide | 86.5 | 0.0 | 0.3 | 6.8 | 5.9 | 0.1 | 0.1 | 0.0 | 0.1 | 0.1 | 0.1 | 0.1 | |
| Sample No. | Alloy | Mn | Si | Al | Fe | Mg | Ca | Na | K | Ti | Cu | Ni | Co |
| ND3 | Alloy | 60.7 | 1.0 | 0.0 | 25.9 | 0.0 | 0.0 | 0.0 | 0.0 | 0.1 | 5.6 | 5.9 | 0.8 |
| ND4 | Alloy | 0.3 | 0.0 | 0.0 | 53.2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 20.2 | 23.1 | 3.2 |
| ND5 | Alloy | 1.1 | 0.0 | 0.0 | 67.9 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 12.8 | 15.5 | 2.6 |
| ND6 | Alloy | 0.1 | 0.0 | 0.0 | 36.1 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 24.8 | 34.5 | 4.4 |
| ND7 | Alloy | 0.3 | 0.0 | 0.0 | 68.6 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 10.6 | 17.6 | 2.8 |
| ND9 | Alloy | 0.2 | 0.0 | 0.0 | 57.7 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 18.3 | 20.7 | 3.1 |
| ND10 | Alloy | 0.4 | 0.0 | 0.0 | 64.4 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 14.4 | 17.7 | 2.8 |
| ND11 | Alloy | 0.9 | 0.0 | 0.0 | 66.2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 13.8 | 16.5 | 2.5 |
| ND12 | Alloy | 0.5 | 0.0 | 0.0 | 57.3 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 13.5 | 25.1 | 3.6 |
| ND13 | Alloy | 0.5 | 0.0 | 0.0 | 59.2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 25.1 | 12.6 | 2.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, K.; Ma, X.; Parianos, J.; Zhao, B. Thermodynamic and Experimental Study on Efficient Extraction of Valuable Metals from Polymetallic Nodules. Minerals 2020, 10, 360. https://doi.org/10.3390/min10040360
Su K, Ma X, Parianos J, Zhao B. Thermodynamic and Experimental Study on Efficient Extraction of Valuable Metals from Polymetallic Nodules. Minerals. 2020; 10(4):360. https://doi.org/10.3390/min10040360
Chicago/Turabian StyleSu, Kun, Xiaodong Ma, John Parianos, and Baojun Zhao. 2020. "Thermodynamic and Experimental Study on Efficient Extraction of Valuable Metals from Polymetallic Nodules" Minerals 10, no. 4: 360. https://doi.org/10.3390/min10040360