Industrial Experiment of Goaf Filling Using the Filling Materials Based on Hemihydrate Phosphogypsum

Abstract
:1. Introduction
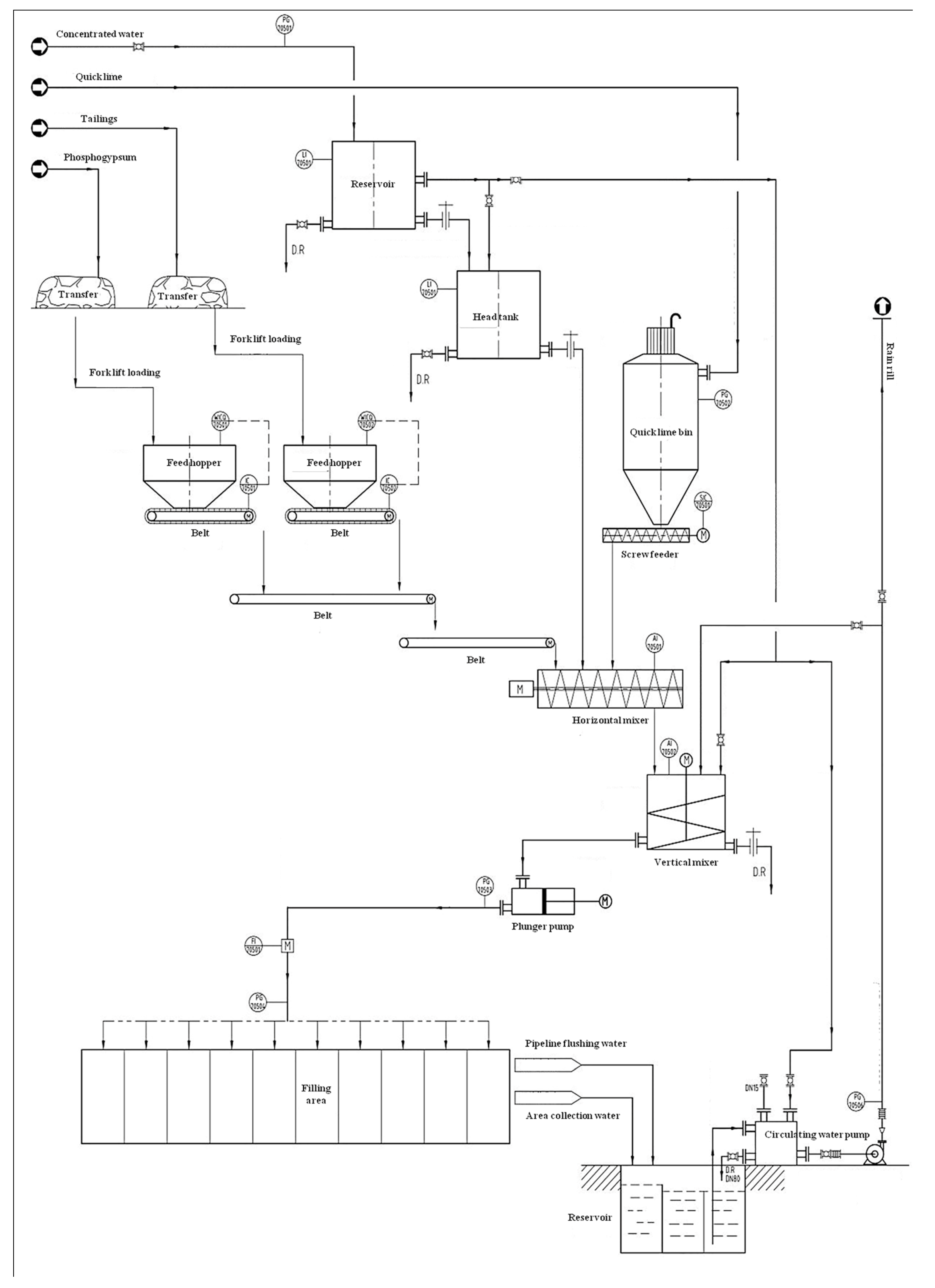
2. Filling System and Process Flow
2.1. Filling Material Ratio
2.2. Metering and Loading
2.3. Preparation and Transportation of Slurry
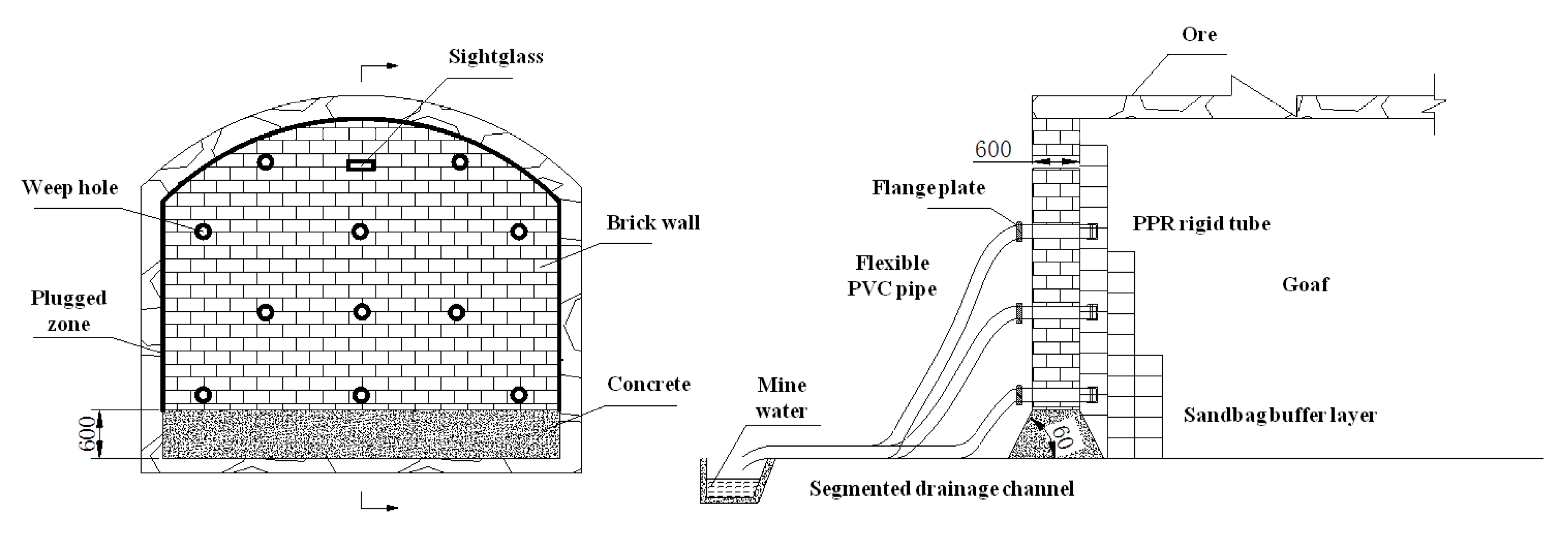
2.4. Retaining Wall Construction and Goaf Filling
3. Monitoring of Filling Process
3.1. Monitoring of Filling Slurry Preparation
3.2. Monitoring of Filling Slurry Transportation
3.3. Monitoring of Filling Body Strength
3.3.1. Test of Slurry Molding
3.3.2. Worksite Cutting Ring Sampling Test
3.3.3. Final Borehole Sampling Test
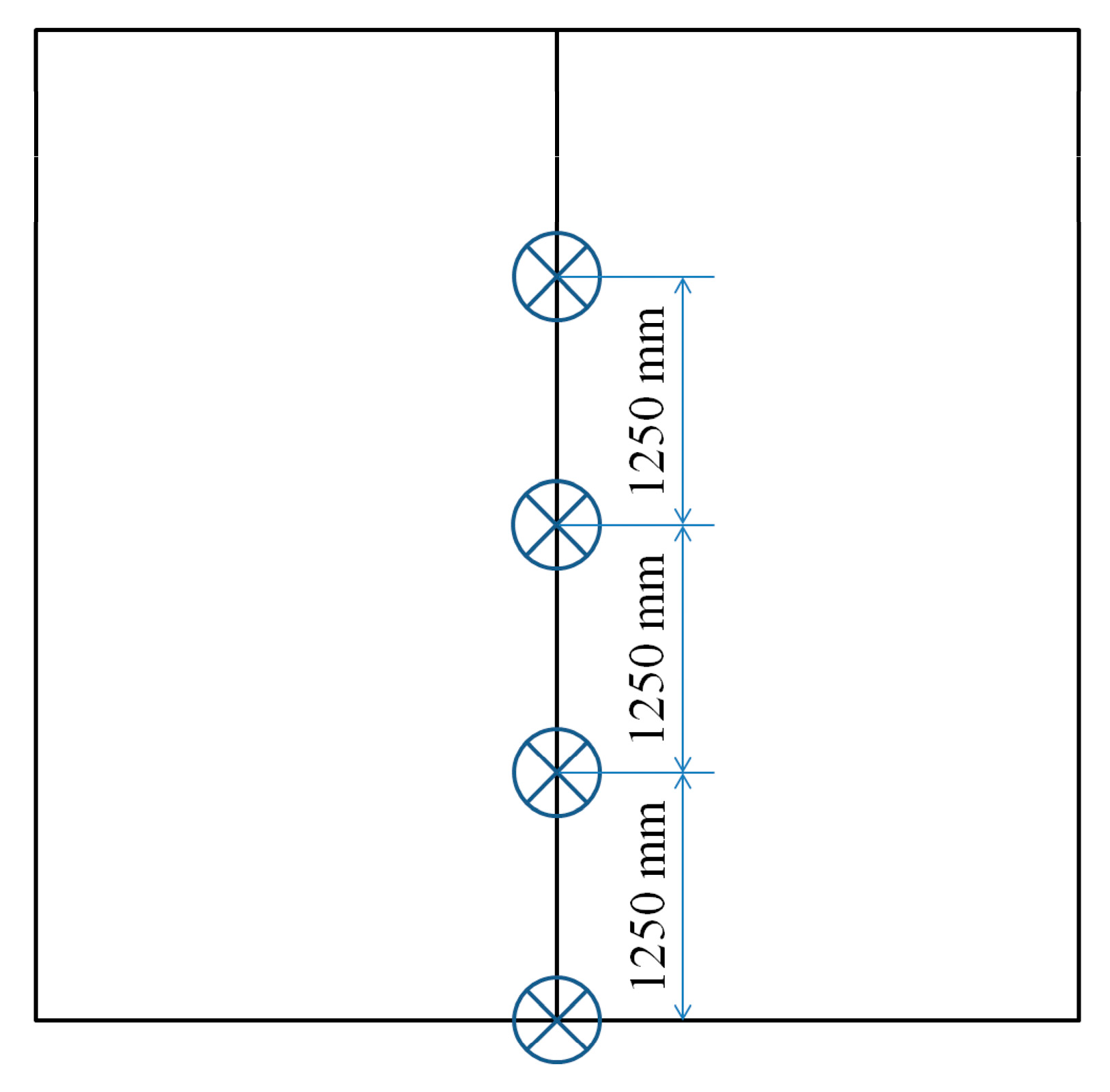
3.4. Monitoring of Filling Body Consolidation
4. Results and Discussion
4.1. Preparation of Filling Slurry
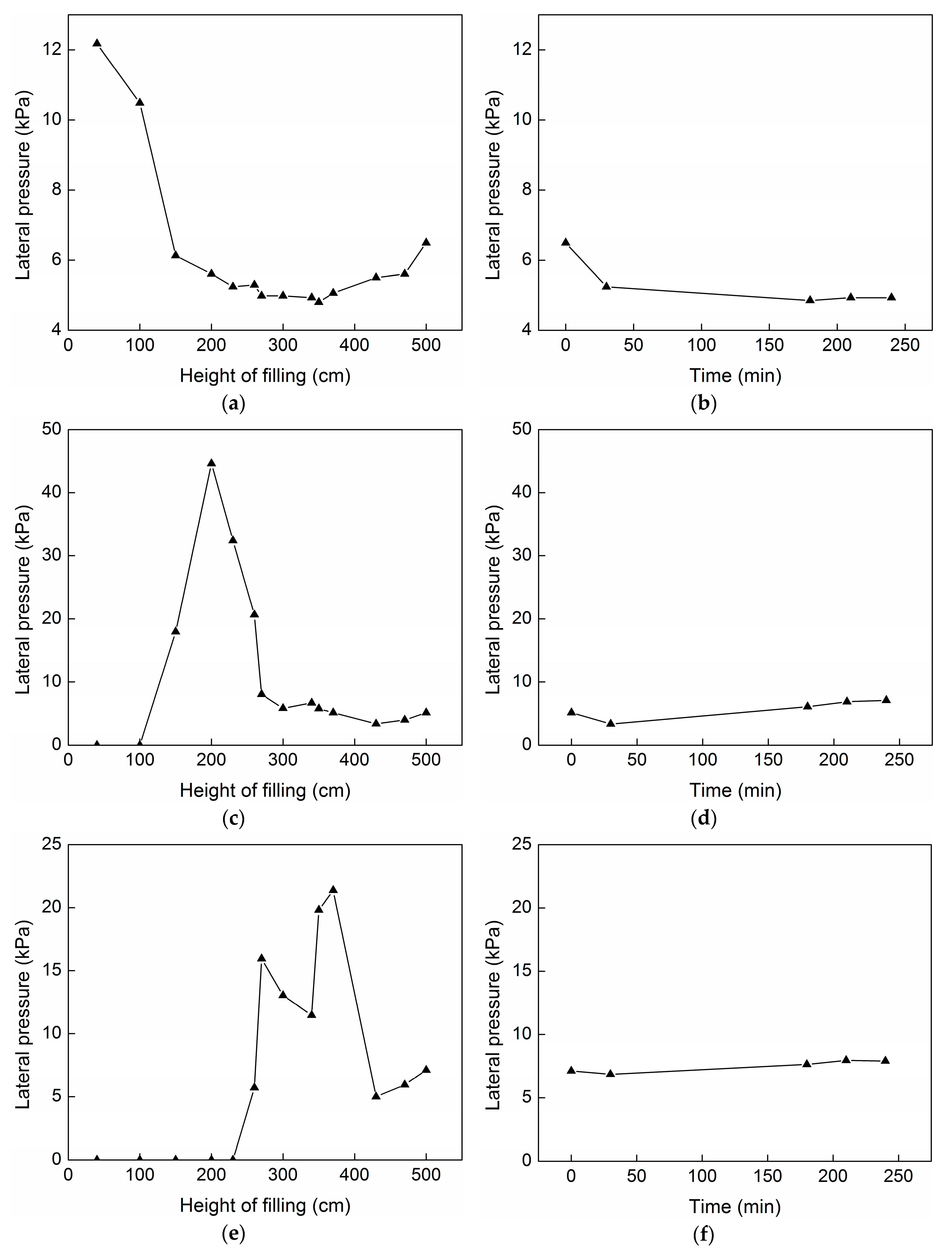
4.2. Pipeline Pressure and Pipeline Flow
4.3. Filling Slurry Preparation Quality
4.4. Consolidation of Filling Body
5. Technological and Economic Advantages
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tian, T.; Yan, Y.; Hu, Z.H.; Xu, Y.Y.; Chen, Y.P.; Shi, J. Utilization of original phosphogypsum for the preparation of foam concrete. Constr. Build. Mater. 2016, 115, 143–152. [Google Scholar] [CrossRef]
- Lopez, F.A.; Gazquez, M.; Alguacil, F.J.; Bolivar, J.P.; Garcia-Diaz, I.; Lopez-Coto, I. Microencapsulation of phosphogypsum into a sulfur polymer matrix: Physico-chemical and radiological characterization. J. Hazard. Mater. 2011, 192, 234–245. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tayibi, H.; Choura, M.; Lopez, F.A.; Alguacil, F.J.; Lopez-Delgado, A. Environmental impact and management of phosphogypsum. J. Environ. Manag. 2009, 90, 2377–2386. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cuadri, A.A.; Navarro, F.J.; Garcia-Morales, M.; Bolivar, J.P. Valorization of phosphogypsum waste as asphaltic bitumen modifier. J. Hazard. Mater. 2014, 279, 11–16. [Google Scholar] [CrossRef] [Green Version]
- Abril, J.M.; Garcia-Tenorio, R.; Perianez, R.; Enamorado, S.M.; Andreu, L.; Delgado, A. Occupational dosimetric assessment (inhalation pathway) from the application of phosphogypsum in agriculture in South West Spain. J. Environ. Radioact. 2009, 100, 29–34. [Google Scholar] [CrossRef]
- Yang, F.; Li, G.X.; Shi, H.; Wang, Y.M. Effects of phosphogypsum and superphosphate on compost maturity and gaseous emissions during kitchen waste composting. Waste Manag. 2015, 36, 70–76. [Google Scholar] [CrossRef]
- Rosales, J.; Perez, S.M.; Cabrera, M.; Gazquez, M.J.; Bolivar, J.P.; de Brito, J.; Agrela, F. Treated phosphogypsum as an alternative set regulator and mineral addition in cement production. J. Clean Prod. 2020, 244, 118752. [Google Scholar] [CrossRef]
- Torres-Sanchez, R.; Sanchez-Rodas, D.; de la Campa, A.M.S.; de la Rosa, J.D. Long term geochemical variation of brines derived from a major phosphogypsum pond of SW Europe. J. Environ. Manag. 2020, 254, 109832. [Google Scholar] [CrossRef]
- Lieberman, R.N.; Izquierdo, M.; Cordoba, P.; Palmerola, N.M.; Querol, X.; de la Campa, A.M.S.; Font, O.; Cohen, H.; Knop, Y.; Torres-Sanchez, R.; et al. The geochemical evolution of brines from phosphogypsum deposits in Huelva (SW Spain) and its environmental implications. Sci. Total Environ. 2020, 700, 134444. [Google Scholar] [CrossRef]
- Attallah, M.F.; Metwally, S.S.; Moussa, S.I.; Soliman, M.A. Environmental impact assessment of phosphate fertilizers and phosphogypsum waste: Elemental and radiological effects. Microchem. J. 2019, 146, 789–797. [Google Scholar] [CrossRef]
- Perez-Moreno, S.M.; Gazquez, M.J.; Perez-Lopez, R.; Vioque, I.; Bolivar, J.P. Assessment of natural radionuclides mobility in a phosphogypsum disposal area. Chemosphere 2018, 211, 775–783. [Google Scholar] [CrossRef]
- Huang, Y.B.; Qian, J.S.; Lu, L.C.; Zhang, W.S.; Wang, S.D.; Wang, W.L.; Cheng, X. Phosphogypsum as a component of calcium sulfoaluminate cement: Hazardous elements immobilization, radioactivity and performances. J. Clean Prod. 2020, 248, 119287. [Google Scholar] [CrossRef]
- Al-Hwaiti, M.; Ibrahim, K.A.; Harrara, M. Removal of heavy metals from waste phosphogypsum materials using polyethylene glycol and polyvinyl alcohol polymers. Arab. J. Chem. 2019, 12, 3141–3150. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Shu, J.C.; Yang, L.; Tao, C.Y.; Chen, M.J.; Liu, Z.H.; Liu, R.L. An innovative method for simultaneous stabilization/solidification of PO43– and F– from phosphogypsum using phosphorus ore flotation tailings. J. Clean Prod. 2019, 235, 308–316. [Google Scholar] [CrossRef]
- Gasser, M.S.; Ismail, Z.H.; Abu Elgoud, E.M.; Hai, F.A.; Ali, O.I.; Aly, H.F. Process for lanthanides-Y leaching from phosphogypsum fertilizers using weak acids. J. Hazard. Mater. 2019, 378, 120762. [Google Scholar] [CrossRef]
- Shu, J.C.; Chen, M.J.; Wu, H.P.; Li, B.B.; Wang, B.; Li, B.; Liu, R.L.; Liu, Z.H. An innovative method for synergistic stabilization/solidification of Mn2+, NH4+-N, PO43– and F– in electrolytic manganese residue and phosphogypsum. J. Hazard. Mater. 2019, 376, 212–222. [Google Scholar] [CrossRef]
- Vasconez-Maza, M.D.; Martinez-Segura, M.A.; Bueso, M.C.; Faz, A.; Garcia-Nieto, M.C.; Gabarron, M.; Acosta, J.A. Predicting spatial distribution of heavy metals in an abandoned phosphogypsum pond combining geochemistry, electrical resistivity tomography and statistical methods. J. Hazard. Mater. 2019, 374, 392–400. [Google Scholar] [CrossRef]
- Jalali, J.; Gaudin, P.; Capiaux, H.; Ammar, E.; Lebeau, T. Fate and transport of metal trace elements from phosphogypsum piles in Tunisia and their impact on soil bacteria and wild plants. Ecotox. Environ. Safe. 2019, 174, 12–25. [Google Scholar] [CrossRef]
- Liu, D.S.; Wang, C.Q.; Mei, X.D.; Zhang, C. An effective treatment method for phosphogypsum. Environ. Sci. Pollut. Res. 2019, 26, 30533–30539. [Google Scholar] [CrossRef]
- Grabas, K.; Pawelczyk, A.; Strek, W.; Szeleg, E.; Strek, S. Study on the Properties of Waste Apatite Phosphogypsum as a Raw Material of Prospective Applications. Waste Biomass Valorization 2019, 10, 3143–3155. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.H.; Wang, L.; Yu, B.Y. Effect of modified phosphogypsum on the hydration properties of the phosphogypsum-based supersulfated cement. Constr. Build. Mater. 2019, 214, 9–16. [Google Scholar] [CrossRef]
- Romero-Hermida, M.I.; Borrero-Lopez, A.M.; Alejandre, F.J.; Flores-Ales, V.; Santos, A.; Franco, J.M.; Esquivias, L. Phosphogypsum waste lime as a promising substitute of commercial limes: A rheological approach. Cem. Concr. Compos. 2019, 95, 205–216. [Google Scholar] [CrossRef]
- Huang, Y.B.; Qian, J.S.; Kang, X.J.; Yu, J.C.; Fan, Y.R.; Dang, Y.D.; Zhang, W.S.; Wang, S.D. Belite-calcium sulfoaluminate cement prepared with phosphogypsum: Influence of P2O5 and F on the clinker formation and cement performances. Constr. Build. Mater. 2019, 203, 432–442. [Google Scholar] [CrossRef]
- Ennaciri, Y.; Bettach, M. Procedure to convert phosphogypsum waste into valuable products. Mater. Manuf. Process. 2018, 33, 1727–1733. [Google Scholar] [CrossRef]
- Tariq, A.; Yanful, E.K. A review of binders used in cemented paste tailings for underground and surface disposal practices. J. Environ. Manag. 2013, 131, 138–149. [Google Scholar] [CrossRef]
- Khaldoun, A.; Ouadif, L.; Baba, K.; Bahi, L. Valorization of mining waste and tailings through paste backfilling solution, Imiter operation, Morocco. Int. J. Miner. Sci. Technol. 2016, 26, 511–516. [Google Scholar] [CrossRef]
- Ouattara, D.; Yahia, A.; Mbonimpa, M.; Belem, T. Effects of superplasticizer on rheological properties of cemented paste backfills. Int. J. Miner. Process. 2017, 161, 28–40. [Google Scholar] [CrossRef]
- Benzaazoua, M.; Fall, M.; Belem, T. A contribution to understanding the hardening process of cemented pastefill. Miner. Eng. 2004, 17, 141–152. [Google Scholar] [CrossRef]
- Min, C.D.; Li, X.B.; He, S.Y.; Zhou, S.T.; Zhou, Y.N.; Yang, S.; Shi, Y. Effect of mixing time on the properties of phosphogypsum-based cemented backfill. Constr. Build. Mater. 2019, 210, 564–573. [Google Scholar] [CrossRef]
- Li, X.B.; Du, J.; Gao, L.; He, S.Y.; Gan, L.; Sun, C.; Shi, Y. Immobilization of phosphogypsum for cemented paste backfill and its environmental effect. J. Clean Prod. 2017, 156, 137–146. [Google Scholar] [CrossRef]
- Chen, Q.S.; Zhang, Q.L.; Qi, C.C.; Fourie, A.; Xiao, C.C. Recycling phosphogypsum and construction demolition waste for cemented paste backfill and its environmental impact. J. Clean Prod. 2018, 186, 418–429. [Google Scholar] [CrossRef]
- Chen, Q.S.; Zhang, Q.L.; Fourie, A.; Xin, C. Utilization of phosphogypsum and phosphate tailings for cemented paste backfill. J. Environ. Manag. 2017, 201, 19–27. [Google Scholar] [CrossRef]
- Li, X.B.; Zhou, Y.N.; Zhu, Q.Q.; Zhou, S.T.; Min, C.D.; Shi, Y. Slurry Preparation Effects on the Cemented Phosphogypsum Backfill through an Orthogonal Experiment. Minerals 2019, 9, 31. [Google Scholar] [CrossRef] [Green Version]
- Li, X.B.; Zhou, S.T.; Zhou, Y.N.; Min, C.D.; Cao, Z.W.; Du, J.; Luo, L.; Shi, Y. Durability Evaluation of Phosphogypsum-Based Cemented Backfill Through Drying-Wetting Cycles. Minerals 2019, 9, 321. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.K.; Zhang, Q.L.; Chen, Q.S.; Qi, C.C.; Su, Z.; Huang, Z.D. Utilisation of Water-Washing Pre-Treated Phosphogypsum for Cemented Paste Backfill. Minerals 2019, 9, 175. [Google Scholar] [CrossRef] [Green Version]
- Cao, Z.W.; Liu, B.; Li, X.B.; Li, D.Y.; Dong, L.J. Experimental Study on Backfilling Mine Goafs with Chemical Waste Phosphogypsum. Geofluids 2019, UNSP 9218916. [Google Scholar] [CrossRef]
- Chen, J.S.; Zhao, B.; Wang, X.M.; Zhang, Q.L.; Wang, L. Cemented backfilling performance of yellow phosphorus slag. Int. J. Miner. Metall. Mater. 2010, 17, 121–126. [Google Scholar] [CrossRef]
- Li, X.B.; Zhang, Q. Hydration Mechanism and Hardening Property of alpha-Hemihydrate Phosphogypsum. Minerals 2019, 9, 733. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.M.; Gao, J.M.; Zhao, Y.S. Investigation on the hydration of hemihydrate phosphogypsum after post treatment. Constr. Build. Mater. 2019, 229, 116864. [Google Scholar] [CrossRef]
- Chen, X.M.; Gao, J.M.; Liu, C.B.; Zhao, Y.S. Effect of neutralization on the setting and hardening characters of hemihydrate phosphogypsum plaster. Constr. Build. Mater. 2018, 190, 53–64. [Google Scholar] [CrossRef]
- Xue, X.L.; Ke, Y.X.; Kang, Q.; Zhang, Q.L.; Xiao, C.C.; He, F.J.; Yu, Q. Cost-Effective Treatment of Hemihydrate Phosphogypsum and Phosphorous Slag as Cemented Paste Backfill Material for Underground Mine. Adv. Mater. Sci. Eng. 2019, 9087538. [Google Scholar] [CrossRef] [Green Version]
- Jiang, G.Z.; Wu, A.X.; Wang, Y.M.; Lan, W.T. Low cost and high efficiency utilization of hemihydrate phosphogypsum: Used as binder to prepare filling material. Constr. Build. Mater. 2018, 167, 263–270. [Google Scholar] [CrossRef]
- Jiang, G.Z.; Wu, A.X.; Wang, Y.M.; Li, J.Q. The rheological behavior of paste prepared from hemihydrate phosphogypsum and tailing. Constr. Build. Mater. 2019, 229, 116870. [Google Scholar] [CrossRef]
- Ministry of Construction, China. Standard for Test Method of Performance on Ordinary Fresh Concrete (GB/T50080-2002); Ministry of Construction: Beijing, China, 2003.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sampling Point | BPG (kg) | T (kg) | W (kg) | L (kg) | TWS (kg) | WBPG (%) | WT (%) | SS (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 3763 | 1363 | 828 | 45.2 | 6000 | 20 | 11.68 | 70.99 |
| 2 | 3763 | 1363 | 955 | 60 | 6141 | 21.47 | 11.68 | 68.7 |
| 3 | 3763 | 1363 | 955 | 75 | 6156 | 20 | 11.68 | 68.45 |
| 4 | 3763 | 1363 | 825 | 75 | 6026 | 22.08 | 11.68 | 69.88 |
| 5 | 3763 | 1363 | 825 | 150 | 6101 | 22 | 11.68 | 70.3 |
| Sampling Point | BPG (kg) | PG (kg) | W (kg) | L (kg) | TWS (kg) | WBPG (%) | WPG (%) | MSS (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 3693 | 1033 | 1197 | 76.8 | 6000 | 19.43 | 14.19 | 65.64 |
| 2 | 3807 | 1065 | 1049 | 60 | 6000 | 18.84 | 14.19 | 67.73 |
| 3 | 3807 | 1065 | 1207 | 60 | 6139 | 19.28 | 14.19 | 65.92 |
| 4 | 3807 | 1065 | 1207 | 60 | 6139 | 20.57 | 14.19 | 65.12 |
| 5 | 3807 | 1065 | 1360 | 60 | 6292 | 20.00 | 14.19 | 64.88 |
| Monitoring Point | Pipeline Length (m) | Differential Pressure (MPa) | Actual Flow (m3/h) |
|---|---|---|---|
| 1 | 22.59 | 0.450 | 70.71 |
| 2 | 22.59 | 0.445 | 73.89 |
| 3 | 32.59 | 0.645 | 69.39 |
| 4 | 32.59 | 0.667 | 82.98 |
| 5 | 42.59 | 0.824 | 71.15 |
| 6 | 42.59 | 0.822 | 68.80 |
| 7 | 52.59 | 1.063 | 75.92 |
| 8 | 52.59 | 1.118 | 66.22 |
| 9 | 62.59 | 1.447 | 86.42 |
| 10 | 62.59 | 1.420 | 85.63 |
| Mean value | / | / | / |
| Monitoring Point | Pipeline Length (m) | Differential Pressure (MPa) | Actual Flow (m3/h) |
|---|---|---|---|
| 1 | 27.59 | 0.497 | 74.81 |
| 2 | 27.59 | 0.513 | 82.99 |
| 3 | 37.59 | 0.838 | 80.94 |
| 4 | 37.59 | 0.819 | 80.60 |
| 5 | 47.59 | 0.941 | 78.35 |
| 6 | 47.59 | 0.963 | 72.77 |
| 7 | 57.59 | 1.377 | 74.83 |
| 8 | 57.59 | 1.296 | 74.53 |
| Mean value | / | / | / |
| Serial Number | Sample Strength (MPa) | Slump (cm) | Diffusance (cm) | Bleeding Rate (%) | Specific Gravity | ||
|---|---|---|---|---|---|---|---|
| 3 d | 7 d | 28 d | |||||
| 1 | 2.7 | 3.4 | 4.6 | 27.5 | 75.1 | 2.32 | 1.81 |
| 2 | 2.6 | 3.1 | 4.2 | 26.5 | 66.7 | 1.37 | 1.80 |
| 3 | 2.3 | 2.9 | 4.3 | 26.0 | 69.3 | 1.87 | 1.77 |
| Final borehole sampling | 2.6 | 3.5 | 4.4 | - | - | - | - |
| Worksite cutting ring sampling | 2.4 | 3.2 | 4.2 | - | - | - | - |
| Mean value | 2.52 | 3.22 | 4.34 | 26.67 | 70.37 | 1.853 | 1.793 |
| Serial Number | Sample Strength (MPa) | Slump (cm) | Diffusance (cm) | Bleeding Rate (%) | Specific Gravity | ||
|---|---|---|---|---|---|---|---|
| 3 d | 7 d | 28 d | |||||
| 1 | 2.4 | 3.0 | 3.8 | 28.6 | 65.8 | 2.12 | 1.75 |
| 2 | 2.6 | 3.1 | 4.1 | 28.1 | 67.9 | 1.98 | 1.65 |
| 3 | 2.3 | 2.8 | 3.7 | 28.3 | 69 | 2.35 | 1.74 |
| 4 | 2.2 | 2.9 | 3.6 | 28.7 | 67.5 | 2.59 | 1.73 |
| 5 | 2.7 | 3.3 | 4.3 | 27.9 | 62.5 | 2.03 | 1.76 |
| Final borehole sampling | 2.4 | 2.9 | 3.9 | - | - | - | - |
| Worksite cutting ring sampling | 2.5 | 3.2 | 3.8 | - | - | - | - |
| Mean value | 2.44 | 3.03 | 3.89 | 28.32 | 66.54 | 2.214 | 1.726 |
| Filling Material | Unit Price (CNY/t) | Material Dosage (t/m³) | ||
|---|---|---|---|---|
| Tailings-Hemihydrate Phosphogypsum | Dihydrate-Hemihydrate Phosphogypsum | Cement-Tailings | ||
| Hemihydrate phosphogypsum | 0 | 0.769 | 0.873 | 0 |
| Quicklime | 350~370 | 0.0115 | 0.0135 | 0 |
| Cement | 360 | 0 | 0 | 0.2812 |
| Tailings | 0 | 0.461 | 0 | 1.1248 |
| Dihydrate phosphogypsum | 0 | 0 | 0.349 | 0 |
| Water | 0.25 | 0.568 | 0.555 | 0.444 |
| Unit cost (CNY/m³) | / | 4.397 | 5.134 | 101.343 |
| Solid waste ratio in solids | / | 99.07% | 98.90% | 80% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rong, K.; Lan, W.; Li, H. Industrial Experiment of Goaf Filling Using the Filling Materials Based on Hemihydrate Phosphogypsum. Minerals 2020, 10, 324. https://doi.org/10.3390/min10040324
Rong K, Lan W, Li H. Industrial Experiment of Goaf Filling Using the Filling Materials Based on Hemihydrate Phosphogypsum. Minerals. 2020; 10(4):324. https://doi.org/10.3390/min10040324
Chicago/Turabian StyleRong, Kuanwei, Wentao Lan, and Hongyan Li. 2020. "Industrial Experiment of Goaf Filling Using the Filling Materials Based on Hemihydrate Phosphogypsum" Minerals 10, no. 4: 324. https://doi.org/10.3390/min10040324