Mineral Processing and Metallurgical Treatment of Lead Vanadate Ores

 , , , ,
, , , , 
 and
and
Abstract
:1. Introduction
- Water-splitting catalysts: Vanadium-containing electrocatalysts for the oxygen evolution reaction (OER) in fuel cells and photosynthetic devices converting solar energy into solar fuels [6];
- Vanadium oxides as cathode materials in Li-ion batteries (the layered lithium transition metal oxides) [7];
- Material for energy-efficient smart windows [8].
2. Background of Vanadium Sources
3. Lead-Vanadate-Containing Sources
3.1. Geochemistry and Deposit Formation
3.2. Economically-Valuable Minerals
3.3. Lead Vanadate Minerals and Their Properties
4. Processing of Lead Vanadate Ore Minerals
4.1. General Information
4.2. Gravity Concentration
4.3. Froth Flotation
- After sulfidization stage using sodium sulfide (0.22–1.36 kg/t), the valuable lead vanadate minerals were recovered in a low alkaline circuit (pH at 6.5–9). The pH level above 9.5 shows a depression effect when xanthates are used; highly acidic circuits are undesirable due to oxidation and destruction of xanthates and poor froth generation;
- The optimal concentration of sodium sulfide in flotation pulp, which depends on the pH-level and -modifier, the type and amount of collector as well as conditioning time is strongly recommended.
- Recommended reagents were ethyl- and/or amyl xanthate as main collectors (0.11–0.22 kg/t) and Aerofloat 25 (aryl dithiophosphates collector based on the reaction of cresylic acid with 25% P2S5 [78]) as additional collectors with frothing properties, cresylic acid, and pine oil (0.05–0.18 kg/t) were used as frothers;
- For descloizite and zinc-rich lead vanadate ores, the dosage of an activator after sulfidization stage is recommended (copper sulfate; 0.22–2.26 kg/t);
- A stepwise addition of collector during rougher flotation is preferred, while the addition of sulfuric acid (0.22 kg/t) improves the concentrate grade in cleaner stages;
4.3.1. Flotation of Harmful Minerals
4.3.2. Issues of Non-Sulfide Flotation
5. Processing Plants for Recovery of Lead Vanadate Concentrate
5.1. Abenab West Mine (Namibia)
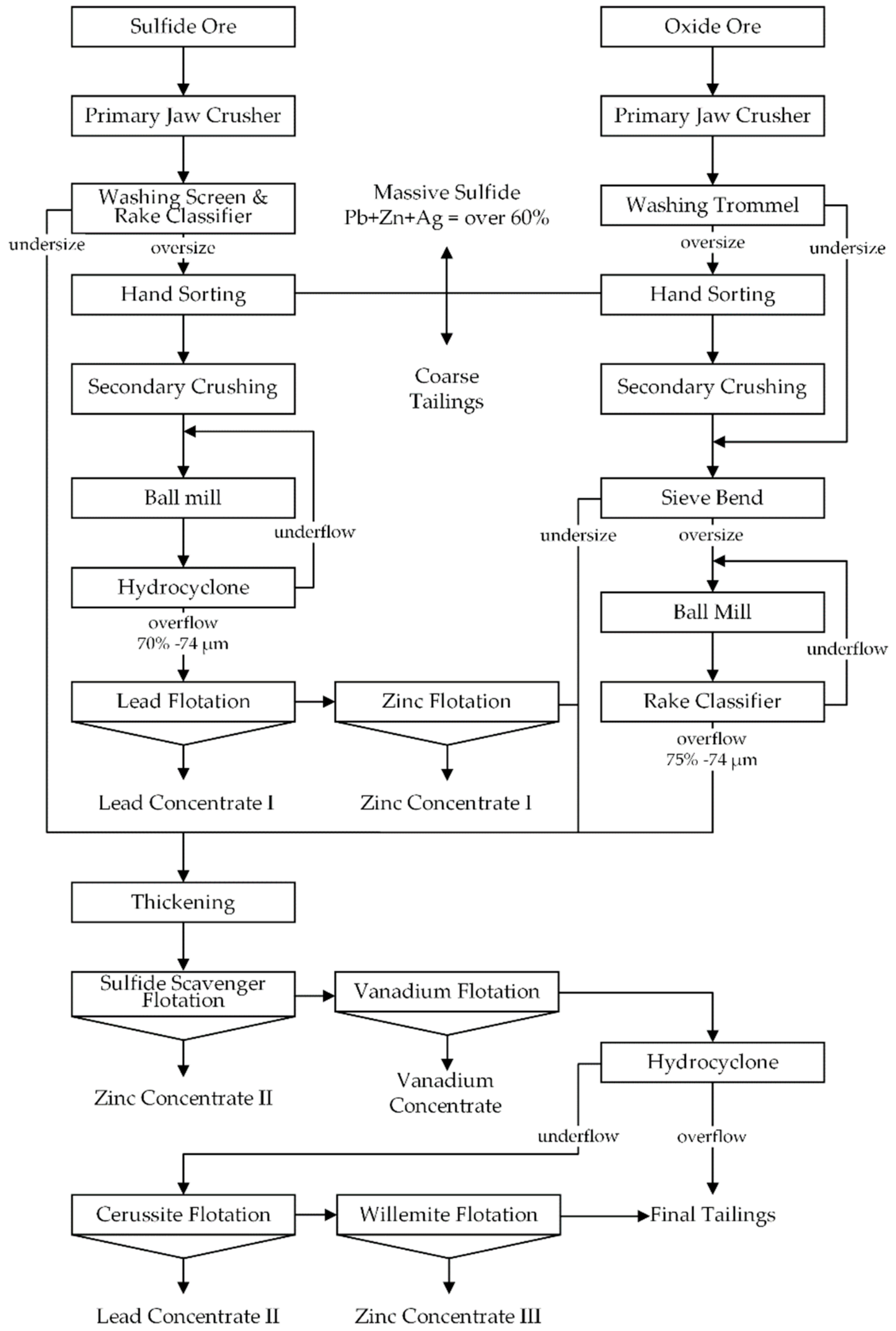
5.2. Berg Aukas Mine (Namibia)
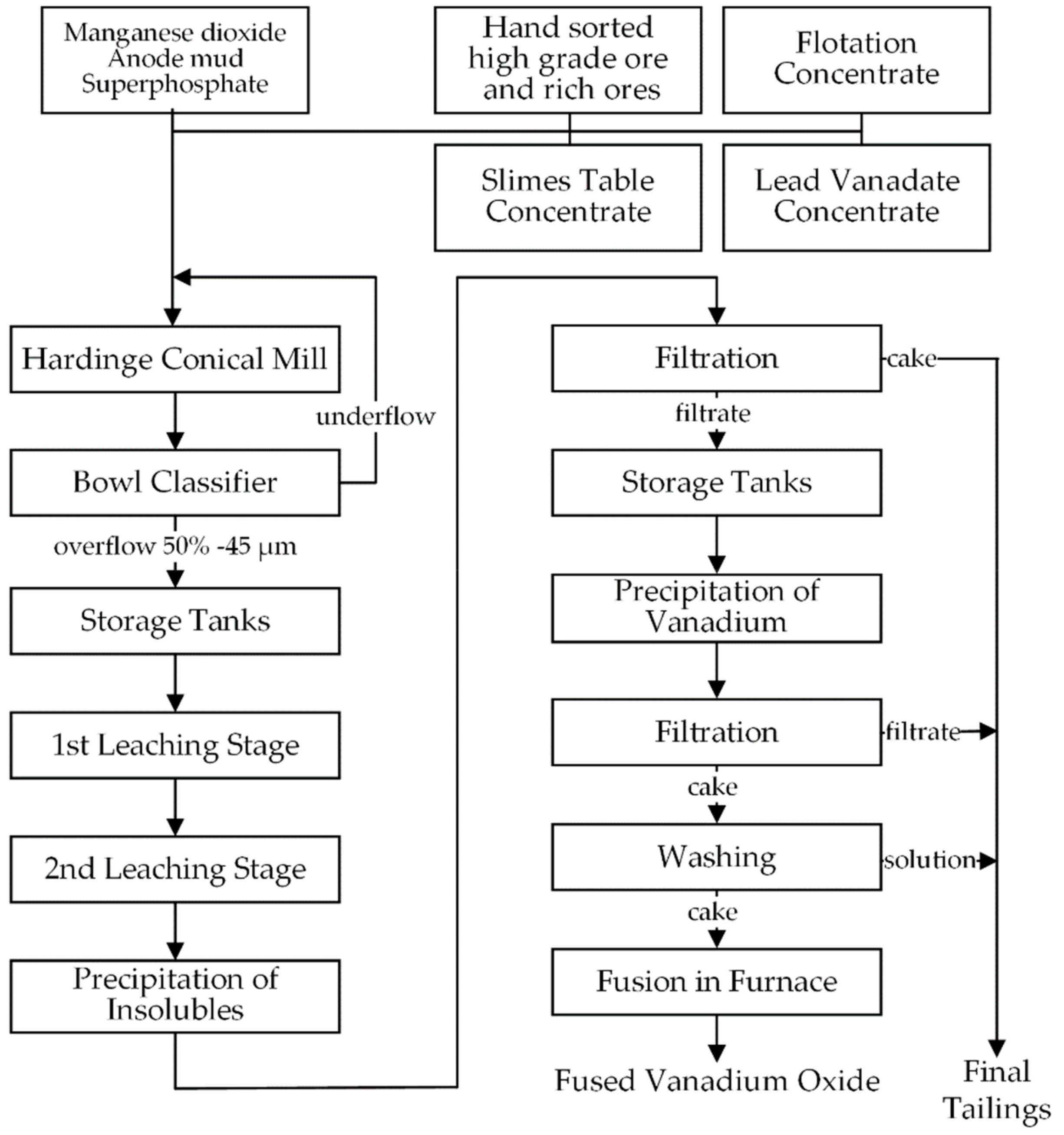
5.3. Broken Hill Plant (Zambia)
6. Possibilities for Metallurgical Treatment of Lead Vanadate Sources
6.1. Combined Pyro-Hydrometallurgical Method
6.2. Hydrometallurgical Methods
6.2.1. Leaching with Sulfuric Acid
6.2.2. Leaching with Nitric Acid
6.2.3. Leaching with Sodium Sulfide
6.2.4. Alkaline Leaching
6.2.5. Chloride Volatilization
7. Discussion
8. Outlook: Beyond State-of-the-Art
9. Conclusions
- The base-metal vanadate deposits are characterized as the richest vanadium deposits in the world. Besides, there are other critical raw materials, which are partially associated in vanadate deposits.
- Additionally, there are numerous amounts of small deposits that require small-scale operations, which is nowadays also a challenge regarding the scale of processing plants that are producing all over the world. The design and realization of smaller plants require less time and enable the production of vanadium as primary source.
- Several researchers investigated the mechanical processing and metallurgical treatment of lead vanadates at the beginning of the last century. Meanwhile, the processing methods have improved, and there are new techniques that could provide the recovery of the valuable minerals and a more efficient metallurgical treatment of the concentrates. Additionally, processing of tailings of the mentioned deposits in Namibia and Zambia becomes an opportunity.
- Still, the research on processing lead vanadate ores needs more investigation to ensure economic feasibility and environmentally-friendly processes.
Author Contributions
Funding
Conflicts of Interest
References
- Kelley, K.D.; Scott, C.T.; Polyak, D.E.; Kimball, B.E. Vanadium—U.S. Geological Survey Professional Paper 1802. In Critical Mineral Resources of the United States—Economic and Environmental Geology and Prospects for Future Supply; Schulz, K.J., DeYoung, J.H., Jr., Seal, R.R., II, Bradley, D.C., Eds.; U.S. Geological Survey: Reston, VA, USA, 2017; pp. U1–U36. [Google Scholar]
- Espinoza, L.T.; Erdmann, M. Rohstoffprofil: Vanadium; BGR: Karlsruhe/Hannover, Germany; Fraunhofer: Munich, Germany, 2018. [Google Scholar]
- Baran, E.J. Vanadio: Un Nuevo elemento estratégico? Anales Acad. Nac. de Cs. Ex. 2017, 69, 84–114. [Google Scholar]
- Kianfar, E. Recent advances in synthesis, properties, and applications of vanadium oxide nanotube. Microchem. J. 2019, 145, 966–978. [Google Scholar] [CrossRef]
- Patridge, C.J.; Jaye, C.; Zhang, H.; Marschilok, A.C.; Fischer, D.A.; Takeuchi, E.S.; Banerjee, S. Synthesis, structural characterization, and electronic structure of single-crystalline Cu(x)V2O5 nanowires. Inorg. Chem. 2009, 48, 3145–3152. [Google Scholar] [CrossRef]
- Gonçalves, J.M.; Ireno da Silva, M.; Angnes, L.; Araki, K. Vanadium-containing electro and photocatalysts for the oxygen evolution reaction: A review. J. Mater. Chem. A 2020, 8, 2171–2206. [Google Scholar] [CrossRef]
- Bhatt, M.D.; O’Dwyer, C. Recent progress in theoretical and computational investigations of Li-ion battery materials and electrolytes. Phys. Chem. Chem. Phys. 2015, 17, 4799–4844. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cui, Y.Y.; Ke, Y.J.; Liu, C.; Chen, Z.; Wang, N.; Zhang, L.M.; Zhou, Y.; Wang, S.C.; Gao, Y.F.; Long, Y. Thermochromic VO2 for Energy-Efficient Smart Windows. Joule 2018, 2, 1707–1746. [Google Scholar] [CrossRef] [Green Version]
- Söhnge, G. Tsumeb–A Historical Sketch; Committee of the S. W. A. Scientific Society: Windhoek, Namibia, 1967; p. 92. [Google Scholar]
- Imtiaz, M.; Rizwan, M.S.; Xiong, S.; Li, H.; Ashraf, M.; Shahzad, S.M.; Shahzad, M.; Rizwan, M.; Tu, S. Vanadium, recent advancements and research prospects: A review. Environ. Int. 2015, 80, 79–88. [Google Scholar] [CrossRef] [PubMed]
- Hammond, A.D. Vanadium, the new green metal: Mineral deposits in the Colorado Plateau. Min. Eng. Mag. 2013, 12, 2–8. [Google Scholar]
- Wang, M.; Huang, S.; Chen, B.; Wang, X. A review of processing technologies for vanadium extraction from stone coal. Miner. Process. Extr. Metall. 2018, 1–9. [Google Scholar] [CrossRef]
- Moskalyk, R.R.; Alfantazi, A.M. Processing of vanadium: A review. Miner. Eng. 2003, 16, 793–805. [Google Scholar] [CrossRef]
- Bauer, G.; Güther, V.; Hess, H.; Otto, A.; Roidl, R.; Roller, H.; Sattelberger, S. Vanadium and Vanadium Compounds. Ullmann Encycl. Ind. Chem. 2017. [Google Scholar] [CrossRef]
- Ma, Y.Q.; Wang, X.W.; Stopic, S.; Wang, M.Y.; Kremer, D.; Wotruba, H.; Friedrich, B. Preparation of Vanadium Oxides from a Vanadium (IV) Strip Liquor Extracted from Vanadium-Bearing Shale Using an Eco-Friendly Method. Metals 2018, 8, 994. [Google Scholar] [CrossRef] [Green Version]
- Kermer, R.; Hedrich, S.; Bellenberg, S.; Brett, B.; Schrader, D.; Schonherr, P.; Kopcke, M.; Siewert, K.; Gunther, N. Lignite ash: Waste material or potential resource-Investigation of metal recovery and utilization options. Hydrometallurgy 2017, 168, 141–152. [Google Scholar] [CrossRef]
- Cai, Z.L.; Zhang, Y.M.; Liu, T.; Huang, J. Mechanisms of Vanadium Recovery from Stone Coal by Novel BaCO3/CaO Composite Additive Roasting and Acid Leaching Technology. Minerals 2016, 6, 26. [Google Scholar] [CrossRef]
- Li, R.M.; Liu, T.; Zhang, Y.M.; Huang, J.; Xu, C.B. Efficient Extraction of Vanadium from Vanadium-Titanium Magnetite Concentrate by Potassium Salt Roasting Additives. Minerals 2018, 8, 25. [Google Scholar] [CrossRef] [Green Version]
- Perles, T. Ex China Vanadium Market; Ferroalloynet.com Vanadium Forum: Chengde, China, 2019. [Google Scholar]
- Krauss, U.; Bodenforschung, B.F.; Rohstoffe, B.F.G.U. Untersuchungen über Angebot und Nachfrage Mineralischer Rohstoffe; Schweizerbart: Stuttgart, Germany, 1981. [Google Scholar]
- Busch, P.M.; Fischer, R.P. Vanadium: A Materials Survey; U.S. Bureau of Mines: Washington, DC, USA, 1961.
- Fischer, R.P. Geology and Resources of Base-Metal Vanadate Deposits; U.S. Geological Survey: Washington, DC, USA, 1975; p. 13. [Google Scholar]
- Crabtree, E.H.; Padilla, V.E. The Treatment of Vanadium Ores for the Recovery of Vanadium Pentoxide. J. Less Common. Met. 1961, 3, 437–442. [Google Scholar] [CrossRef]
- Duke, V.W.A. Vanadium—A Mineral Commodity Review; 4/82; Department of mineral and energy affairs Republic of South Africa: Johannesburg, South Africa, 1983.
- Misiewicz, J.E. The Geology and Metallogeny of the Otavi Mountain Land, Damara Orogen, SWA/Namibia, with Particular Reference to the Berg Aukas Zn-Pb-V-Deposit: A Model of Ore Genesis; Rhodes University: Grahamstown, South Africa, 1988. [Google Scholar]
- Lesaffer, A. Nature and formation processes of the supergene Pb-Zn-Cu-V mineralisation of Bamba Kilenda, Bas-Congo Province, DR Congo. Master’s Thesis, Universiteit Gent, Gent, Belgium, 2014. [Google Scholar]
- Boni, M.; Terracciano, R.; Evans, N.J.; Laukamp, C.; Schneider, J.; Bechstadt, T. Genesis of Vanadium Ores in the Otavi Mountainland, Namibia. Econ. Geol. 2007, 102, 441–469. [Google Scholar] [CrossRef]
- Cairncross, B. The Otavi Mountain Land Cu-Pb-Zn-V deposits, Namibia. Mineral. Rec. 1997, 28, 109–130. [Google Scholar]
- Borg, G. A Review of Supergene Nonsulphide Zinc (SNSZ) Deposits-the 2014 Update. In Current Perspectives on Zinc Deposits; Archibald, S.M., Piercey, S.J., Eds.; Irish Association for Economic Geology: Dublin, Ireland, 2015. [Google Scholar]
- Hitzman, M.W.; Reynolds, N.A.; Sangster, D.F.; Allen, C.R. Classification, Genesis, and Exploration Guides for Nonsulfide Zinc Deposits. Econ. Geol. 2003, 98, 685–714. [Google Scholar] [CrossRef]
- Verhaert, M.; Bernard, A.; Dekoninck, A.; Lafforgue, L.; Saddiqi, O.; Yans, J. Mineralogical and geochemical characterization of supergene Cu–Pb–Zn–V ores in the Oriental High Atlas, Morocco. Miner. Depos. 2017, 52, 1049–1068. [Google Scholar] [CrossRef]
- Schorn, S. Mineralienatlas-Fossilienatlas. Available online: https://www.mineralienatlas.de/index.php (accessed on 18 November 2019).
- Muséo Geologico y Minero de de Santa Marta de los Barras. La Mineria en Santa Marta. Available online: http://www.santamartadelosbarros.es/mugemisa.php (accessed on 18 November 2019).
- TECMINSA, S.L. Inventario del Patrimonio Geológico y Minero de las Minas de Santa Marta de los Barros (Badajoz); Técnicas Mineras de Santa Marta S.L.: Santa Marta, Spain, 2009. [Google Scholar]
- Baughman, W. Notes on the metallurgy of lead vanadates. Trans. Am. Electrochem. Soc. 1923, 43, 281–315. [Google Scholar]
- Clemmer, J.B.; Cooke, S.R.B. Flotation of Complex Molydenum-Vanadium Ores from Mammoth, Arizona; Report of Investigation No. 3331-3345; Department of the Interior, U.S. Bureau of Mines: Washington, DC, USA, 1937.
- Mondillo, N.; Herrington, R.; Boyce, A.J.; Wilkinson, C.; Santoro, L.; Rumsey, M. Critical elements in non-sulfide Zn deposits: A reanalysis of the Kabwe Zn-Pb ores (central Zambia). Mineral. Mag. 2018, 82, S89–S114. [Google Scholar] [CrossRef] [Green Version]
- Geier, B.H.; Ottemann, J. New primary vanadium-, germanium-, gallium-, and tin-minerals from the Pb-Zn-Cu-deposit Tsumeb, South West Africa. Miner. Depos. 1970, 5, 29–40. [Google Scholar] [CrossRef]
- Heath, K.G.C. Mining and Metallurgical Operations at Rhodesia Broken Hill—Past, Present and Future. Transactions 1960, 70, 60. [Google Scholar]
- Choulet, F.; Charles, N.; Barbanson, L.; Branquet, Y.; Sizaret, S.; Ennaciri, A.; Badra, L.; Chen, Y. Non-sulfide zinc deposits of the Moroccan High Atlas: Multi-scale characterization and origin. Ore Geol. Rev. 2014, 56, 115–140. [Google Scholar] [CrossRef] [Green Version]
- Anthony, J.W.; Bideaux, R.A.; Bladh, K.W.; Nichols, M.C. Handbook of Mineralogy; Mineralogical Society of America: Chantilly, VA, USA, 2010. [Google Scholar]
- Hurlbut, C.S. Manual of Mineralogy; John Wiley & Sons, Inc.: New York, NY, USA, 1944; Volume 4, p. 480. [Google Scholar]
- Antao, S.M.; Dhaliwal, I. Lead apatites: Structural variations among Pb5(BO4)3Cl with B = P (pyromorphite), As (mimetite) and V (vanadinite). J. Synchrotron Radiat 2018, 25, 214–221. [Google Scholar] [CrossRef] [Green Version]
- Dai, Y.S.; Hughes, J.M. Crystal-Structure Refinements of Vanadinite and Pyromorphite. Can. Miner. 1989, 27, 189–192. [Google Scholar]
- Effenberger, H. New Investigations of the Adelite-Descloizite Group. In Proceedings of the 18th General Meeting of the International Mineralogical Association, Edinburgh, UK, 3 September 2002. [Google Scholar]
- Millmann, A.P. The descloizite-mottramite series of vanadates from Minas do Lucea, Angola. Am. Mineral. 1960, 45, 763–773. [Google Scholar]
- Fischer, R.P.; Ohl, J.P. Bibliography on the Geology and Resources of Vanadium to 1968; Publisher: City, Country, 1970; p. 168. [Google Scholar]
- Barthelmy, D. Mineralogy Database. Available online: http://www.webmineral.com/ (accessed on 18 November 2019).
- Svoboda, J.; Guest, A.N.; Venter, W.J.C. The recovery of copper and lead minerals from Tsumeb flotation tailings by magnetic separation. J. South Afr. Inst. Min. Metall. 1988, 88, 9–19. [Google Scholar]
- Powell, H.E.; Ballard, L.N. Magnetic Susceptibility of Copper-, Lead-, And Zinc-Bearing Minerals; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1968.
- Mellor, J.W. A Comprehensive Treatise on Inorganic and Theoretical Chemistry; Longmans, Green and Co.: New York, NY, USA; London, UK, 1952. [Google Scholar]
- Rosenholtz, J.L.; Smith, D.T. The dielectric constant of mineral powders. Am. Mineral. 1936, 21, 115–120. [Google Scholar]
- Gin, G. Memoir on the methods of treatment of simple and complex ores of molybdenum, tungsten, uranium, vanadium. Part III.—Vanadium. Trans. Am. Electrochem. Soc. 1909, 45, 406–473. [Google Scholar]
- Conley, J.E. A proposed metallurgical process for the treatment of vanadinite for the recovery of lead and vanadium. Chem. Metall. Eng. 1919, 20, 514–518. [Google Scholar]
- Conley, J.E. Treatment of cuprodescloizite for extraction and recovery of vanadium, lead and copper. Chem. Metall. Eng. 1919, 20, 465–469. [Google Scholar]
- Fleming, M.G. Effects of soluble sulphide in the flotation of secondary lead minerals. In First International Mineral Processing Congress; IMM: London, UK, 1953; pp. 521–528. [Google Scholar]
- Fleming, M.G. Flotation of vanadium ore from the Abenab West Mine of the South Africa Company. In Extraction and Refining of the Rarer Metals: A Symposium; Institute of Mining and Metallurgy: London, UK, 1957; p. 212. [Google Scholar]
- Habashi, F. Handbook of Extractive Metallurgy-Precious Metals, Refractory Metals, Scattered Metals, Radioactive Metals, Rare Earth Metals; Viley-VCH: Weinheim, Germany, 1997; Volume 3. [Google Scholar]
- Murray, J. Vanadium Ores; Hasell, Watson & Viney: London, UK, 1924; p. 84. [Google Scholar]
- Krusch, P. Vanadium, Uran, Radium; Ferdinand Enke Verlag: Stuttgart, Germany, 1937; Volume 1, p. 148. [Google Scholar]
- Grider, R.L. Concentration and Smelting of Vanadium Ore; Mining and Scientific Press: San Francisco, CA, USA, 1916; Volume 113, pp. 389–391. [Google Scholar]
- Allen, M.A.; Butler, G.M. Vanadium; University of Arizona, Arizona Bureau of Mines: Tucson, AZ, USA, 1921; Volume 115. [Google Scholar]
- Doerner, H.A. Metallurgical Possibilities of the Descloizite Ores at Goodsprings, Nevada-Report of Investigations; Report of Investigations No. 2433; U.S. Department of the Interior, Bureau of Mines, USA: Reno, NV, USA, 1923.
- Engel, L.A.; Shelton, S.M. Report of Investigations 3628; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1942.
- Davis, H.W. Vanadium. In Minerals Yearbook Metals and Minerals 1952; U.S. Government Printing Office: Washington, DC, USA, 1955; Volume 1, pp. 1109–1113. [Google Scholar]
- Engel, L.A.; Shelton, S.M. Report of Investigations 3564; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1941.
- WorldMining. Mining and floating complex sulphide oxide vanadium, lead, and zinc ores at Berg Aukas. World Min. 1965, 8, 28–32. [Google Scholar]
- Davis, C.W. Vanadium Ore-Investigation 28; Report of Investigations No. 3328; Department of the Interior, U.S. Bureau of Mines: Washington, DC, USA, 1937.
- Davis, C.W. Report of Investigations 2433; Department of the Interior, U.S. Bureau of Mines: Washington, DC, USA, 1938.
- Doerner, H.A. Centrifugal Concentration: Its Theory, Mechanical Development and Experimental Results; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1929.
- U.S. Bureau of Mines. Centrifugal Concentration. Can. Min. J. 1923, 921. [Google Scholar]
- Falconer, A. Gravity Separation: Old Technique/New Methods. Phys. Sep. Sci. Eng. 2003, 12, 31–48. [Google Scholar] [CrossRef] [Green Version]
- Wagner, P.A.; Marchand, B.d.C. A new occurence of vanadinite in Marico district, Transvaal. Trans. Geol. Soc. South Afr. 1910, 23, 59–63. [Google Scholar]
- Pryor, E.J. Some Aspects of the Flotation of Oxidized Minerals. In Recent Developments in Mineral Dressing, Symposium; Institution of Mining and Metallurgy: London, UK, 1953. [Google Scholar]
- Pellegrin, A.I. Process of Treating Ores. U.S. Patent Number 1233398, 17 July 1917. [Google Scholar]
- Allen, G.L. Flotation of Oxidized Ores of Lead. Chem. Metall. Eng. 1919, 20, 169–175. [Google Scholar]
- Leja, J. Surface Chemistry of Froth Flotation; Plenum Press: New York, NY, USA, 1982. [Google Scholar]
- Somasundaran, P. Reagents in Mineral Technology; Marcel Dekker Inc.: New York, USA, 1988. [Google Scholar]
- Rausch, D.O.; Mariacher, B.C. Mining and Concentrating of Lead and Zinc; AIME World Symposium on Mining & Metallurgy of lead and zinc: New York, NY, USA, 1970. [Google Scholar]
- Fine, M.M. Ore Dressing Investigation of Oxidized Lead Ores from Missouri and Illinois; Report of Investigation No. 4301; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1948.
- Floyd, P.H.; Stickney, W.A.; Wells, R.R. Beneficiation of Sherman Pyromorphite Lead Ore; Report of Investigation No. 4908; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1952.
- Frommer, D.W.; Fine, M.M. Mineral-Dressing Investigations of the Recovery of Pyromorphite from a Newton County Mo., Deposit; Report of Investigation No. 5246; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1956.
- Hahn, A.W. Flotation of Oxidized Lead-Silver Ore; A.I.M.E.: Salt Lake City, UT, USA, 1927. [Google Scholar]
- Glembovsky, V.A.; Anfimova, E.A. Specific Crystallochemical and Structural Features of Oxidized Minerals of Lead and Their Influence on the Choice of Reagents for the Flotation of These Minerals. In Proceedings of the VII International Mineral Processing Congress; Gordon and Breach Publishers: New York, NY, USA, 1965; pp. 329–365. [Google Scholar]
- Bakakin, V.V. The Relationship between the Structure of Minerals and Their Flotation Properties. Inorg. Chem. Inst. USSR 1960, 1, 162–169. [Google Scholar]
- Abramov, A.A. Theoretical Basics for Optimization of Selective Flotation of Sulphide Ores; Nedra: Moscow, Russia, 1978; p. 281. (In Russian) [Google Scholar]
- Madhavan, N.; Subramanian, V. Sulphide mining as a source of arsenic in the environment. Curr. Sci. 2000, 78, 702–708. [Google Scholar]
- Engel, L.A.; Guggenheim, M. Treatment of Mill Water for Flotation; Report of Investigation No. 3425; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1938.
- Deng, R.; Hu, Y.; Ku, J.; Ma, Y.; Yang, Z. Ion migration law in flotation pulp and its influence on the separation of smithsonite and quartz. Sep. Sci. Technol. 2017, 53, 833–841. [Google Scholar] [CrossRef]
- Cao, S.; Cao, Y.; Ma, Z.; Liao, Y. Metal Ion Release in Bastnaesite Flotation System and Implications for Flotation. Minerals 2018, 8, 203. [Google Scholar] [CrossRef] [Green Version]
- Ren, L.; Qiu, H.; Qin, W.; Zhang, M.; Li, Y.; Wei, P. Inhibition mechanism of Ca2+, Mg2+ and Fe3+ in fine cassiterite flotation using octanohydroxamic acid. R. Soc. Open Sci. 2018, 5, 180158. [Google Scholar] [CrossRef] [PubMed]
- Ruan, Y.; Zhang, Z.; Luo, H.; Xiao, C.; Zhou, F.; Chi, R. Effects of Metal Ions on the Flotation of Apatite, Dolomite and Quartz. Minerals 2018, 8, 141. [Google Scholar] [CrossRef] [Green Version]
- Mitrofanov, S.I. Selective Flotation; Nedra: Moscow, Russia, 1967. (In Russian) [Google Scholar]
- MacAfee, M.W. Flotation. U.S. Patent Number 2060815, 17 November 1936. [Google Scholar]
- Pryor, E.J.; Fleming, M.G.; Wrobel, S.A. Separation of Minerals by Froth Flotation. U.S. Patent Number 2698088, 28 December 1954. [Google Scholar]
- Klimpel, R.R.; Leonard, D.E.; Frazier, K.A. Dialkylated Aryl Monosulfonate Collectors Useful in the Flotation of Minerals. U.S. Patent Number 5173176, 22 December 1992. [Google Scholar]
- Klimpel, R.R.; Leonard, D.E.; McCann, G.D. Sulfonated and Carboxylate Collector Compositions Useful in the Flotation of Minerals. U.S. Patent Number 5171427, 15 December 1992. [Google Scholar]
- Clark, A.W. The Ore Deposits of the Otavi Mountains. Min. Mag. 1931, 44, 265–272. [Google Scholar]
- Cross, H.E.; Read, F.O. Waelz Treating of Complex Zinc-Lead Ores, Kiln Products Limited, Berg Aukas, South West Africa; AIME World Symposium on Mining and Metallurgy of Lead and Zinc: New York, NY, USA, 1970. [Google Scholar]
- Barlin, B. The Evolution of Lead Smelting Practice at Zambia Broken Hill Company. In Extractive Metallurgy of Lead and Zinc; Cotteril, C., Cigan, J., Eds.; AIME: New York, NY, USA, 1970; pp. 649–699. [Google Scholar]
- Skerl, A.C. Vanadium at the Rhodesia Broken Hill. Min. Mag. 1931, 50, 280–283. [Google Scholar]
- Jackson, O.A.E. The Production of Electrolytic Zinc and Vanadic Oxide at Broken Hill, Northern Rhodesia. J. Chem. Metall. Min. Soc. South Afr. 1936, 36, 117–118. [Google Scholar]
- Walker, G.L. Lead-Zinc-Vanadium Ore in Northern Rhodesia. Eng. Min. J. 1928, 125, 733–736. [Google Scholar]
- RBHD-Company, Report—The Recovery of Vanadium Pentoxide at the Rhodesia Broken Hill. Min. Mag. 1931, 44, 88–89.
- Stevens, R.H.; Norris, G.C.; Watson, W.N. Recovery of Vanadium. U.S. Patent Number 1733700, 29 October 1929. [Google Scholar]
- Van Arsdale, G.D. Hydrometallurgy of Base Metals, 1st ed.; The Maple Press Company: New York, NY, USA, 1953. [Google Scholar]
- Pickard, T.R. Recovering Zinc and Vanadium at the Rhodesia Broken Hill Plant. Eng. Min. J. 1935, 136, 489–493. [Google Scholar]
- McLaren, D.C. Vanadium. Min. Mag. 1944, 71, 203–211. [Google Scholar]
- Porro, E.D.; Eding, H.J.; Wilder, A.G. Process of Treating Vanadium and Molybdenum Ores. U.S. Patent Number 2823113, 11 February 1958. [Google Scholar]
- Campagne, E. Process for Treating Vanadium Ores and Particularly Vanadates of Lead and Other Metals. U.S. Patent Number 1834236, 1 December 1931. [Google Scholar]
- Peng, H. A literature review on leaching and recovery of vanadium. J. Environ. Chem. Eng. 2019, 7(5), 130313. [Google Scholar] [CrossRef]
- Fester, G. Verfahren zur Auslaugung von Vanadinerzen durch Behandeln mit Alkalisulfid. German Patent Number 294932, 26 October 1914. [Google Scholar]
- Kissock, A. Process for Treating Molybdenum Ores. U.S. Patent Number 1403035, 10 January 1922. [Google Scholar]
- Golden Deeps Ltd. Abenab Vanadium Project. Available online: https://www.goldendeeps.com/projects/abenab-project/ (accessed on 20 February 2020).
- Robben, C.; Wotruba, H. Sensor-Based Ore Sorting Technology in Mining—Past, Present and Future. Minerals 2019, 9, 523. [Google Scholar] [CrossRef] [Green Version]
- Wills, B.; Finch, J. Wills’ Mineral Processing Technology, 8th ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; p. 512. [Google Scholar]
- Silin, I.; Huben, J.; Wotruba, H.; Ognyanova, A. Study on the Characterisation and Processing of Iron Ore after Grinding by HPGR. In Proceedings of XXIX International Mineral Processing Congress, Moscow, Russia, 17–21 September 2018. [Google Scholar]
- Katzmarzyk, J.; Silin, I.; Hahn, K.M.; Wotruba, H.; Gerold, C.; Stapelmann, M. Investigation on Flotation Behavior of a Copper Sulfide Ore After Dry Grinding by Loesche Vertical Roller Mill. In COM Hosting Copper 2019; CIM: Vancouver, BC, Canada, 2019. [Google Scholar]
- Wotruba, H.; Weitkämper, L.; Gerold, C. Development and performance of a new separation for the dry gravity separation of fines. In In Proceedings of the XXIV International Mineral Processing Congres, Beijing, China, 24–28 September 2008. [Google Scholar]
- Wotruba, H.; Weitkämper, L.; Steinberg, M. Development of a new dry density separator for fine-grained materials. In Proceedings of XXV International Mineral Processing Congress, Brisbane, Australia, 6–10 September 2010; pp. 1393–1398. [Google Scholar]
- Miettinen, T.; Ralston, J.; Fornasiero, D. The limits of fine particle flotation. Miner. Eng. 2010, 23, 420–437. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Country | Deposit | Grade (V2O5, %) | V2O5 Content (Million Metric Tons) | Resource (V2O5, Million Metric Tons) |
|---|---|---|---|---|
| Australia | Speewah | 0.3 | 14.10 | 19.83 |
| Balla Balla | 0.64 | 2.91 | ||
| Windimurra | 0.48 | 1.16 | ||
| Gabanintha | 0.7 | 0.88 | ||
| Mount Peak | 0.3 | 0.48 | ||
| Barrambie | 0.63 | 0.3 | ||
| Brazil | Maracas | 1.11 | 0.27 | 0.27 |
| Canada | Banks Island | 0.6 | 0.018 | 1.74 |
| Lac Dore | 0.49 | 0.49 | ||
| Lac Tio | 0.3 | 1.05 | ||
| LaBlache-Hervieux-Shamoo Lakes | 0.18 | 0.18 | ||
| China | Nalaqing, Gongshan, Damakan, Lanjian | 0.3 | 10.4 | 10.40 |
| Russia | Gusevogorks | 0.084 | 13.6 | 13.60 |
| South Africa | Mapochs Mine | 1.5 | 1.5 | 1.60 |
| Rhovan Mine | 0.52 | 1.06 |
| Type of Minerals | Base-Metals | ||
|---|---|---|---|
| Lead | Zinc | Copper | |
| Carbonate | Cerussite PbCO3 | Smithsonite ZnCO3 | Malachite Cu2(CO3)(OH)2 |
| Hydrozincite Zn5(CO3)2(OH)6 | Azurite Cu3(CO3)2(OH)2 | ||
| Sulfate | Anglesite PbSO4 | Goslarite ZnSO4·7H2O | Chalcanthite CuSO4·5H2O |
| Plumbojarosite PbFe6(SO4)4(OH)12 | Brochantite Cu4(SO4)(OH)6 | ||
| Arsenate | Beudantite PbFe3 (AsO4)(SO4)(OH)6 | Arsendescloizite PbZn(AsO4)(OH) | Duftite (PbCu(AsO4)(OH)) |
| Mimetite Pb5(AsO4)3Cl | |||
| Phosphate | Pyromorphite Pb5(PO4)3Cl | Tarbuttite Zn2(PO4)(OH) | Pseudomalachite Cu5(PO4)2(OH)4 |
| Silicate | - | Willemite Zn2SiO4 | Chrysocolla (Cu2−xAlx)H2−xSi2O5(OH)4·nH2O |
| Hemimorphite Zn4Si2O7(OH)2·H2O | |||
| Sauconite Na0.3Zn3(Si,Al)4O10(OH)2·4H2O | |||
| Sulfide | Galena PbS | Sphalerite ZnS | Bornite Cu5FeS4 |
| Chalcocite Cu2S | |||
| Chalcopyrite CuFeS2 | |||
| Group | Crystal System | Mineral Formula | Chemical Composition (Theoretical) | Color | Specific Gravity, g/cm3 | Mohs Hard-ness | Magnetic Susceptibility, cm3/g × 10−6 | Di-Electric Constant | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PbO Pb | CuO Cu | MnO Mn | FeO Fe | ZnO Zn | V2O5 V | As2O5 As | P2O5 P | Cl H2O | ||||||||
| Adelite-Descloizite group | Orthorhombic | Descloizite PbZn(VO4)(OH) | 55.17 51.22 | - | - | - | 20.12 16.16 | 22.48 12.59 | - | - | 2.2 3 | red-orange, reddish brown to blackish brown, nearly black | 6.1–6.2 | 3–3.5 | 0.38–2.55 | 7.8–8.6 |
| Mottramite PbCu(VO4)(OH) | 55.43 51.45 | 19.75 15.78 | - | - | - | 22.58 12.65 | - | - | 2.2 4 | Greenish grass, olive, yellow, blackish brown, nearly black | 5.9–6 | 3–3.5 | 3.38–3.45 | - | ||
| Cechite Pb(Fe,Mn)(VO4)(OH) | 56.57 52.52 | - | 8.99 6.96 | 9.11 7.08 | - | 23.05 12.91 | - | - | 2.2 8 | Black | 5.88 | 4.5–5 | magnetic | - | ||
| Pyro-belonite PbMn(VO4)(OH) | 56.64 52.58 | - | 18 13.94 | - | - | 23.07 12.93 | - | - | 2.2 9 | Fire-red to black | 5.82 | 3.5 | - | - | ||
| Arsendescloizite PbZn(AsO4)(OH) | 52.09 48.35 | - | - | - | 18.99 15.26 | - | 26.82 17.48 | - | 2.1 | Pale yellow to pale green | 5.37 | 4–5 | - | - | ||
| Duftite PbCu(AsO4)(OH) | 52.31 48.56 | 18.64 14.89 | - | - | - | - | 26.93 17.56 | - | 2.11 | Bright olive-green to gray-green, pale apple-green | 6.4 | 3 | 4.2 | - | ||
| Apatite group/Pyrom-orphite Subgroup | Hexagonal | Vanadinite Pb5(VO4)3Cl | 78.8 73.15 | - | - | - | - | 19.26 10.79 | - | - | 2.5 | Ruby-red, orange-yellow, yellow-brown | 6.8–7.1 | 2.75–3 | −0.2−0.27 | 10.8–11.2 |
| Mimetite Pb5(AsO4)3Cl | 74.99 69.61 | - | - | - | - | - | 23.17 15.1 | - | 2.38 | Yellow, orange, brown | 7.1–7.24 | 3.5 | −1.7–−0.21 | - | ||
| Pyromorphite Pb5(PO4)3Cl | 82.28 (76.38) | - | - | - | - | - | - | 15.7 6.85 | 2.61 | Green, brown, yellow | 6.5–7.1 | 3.5–4 | −0.1−0.23 | 5.87 | ||
| Deposit Location/Year(s) of Processing Activity | Economically-Valuable Minerals | Gangue Minerals | Processing | Target Grind Size, µm | Element | Grade in Ore, wt.% | Concentrate | |
|---|---|---|---|---|---|---|---|---|
| Grade, wt.% | Recovery, % | |||||||
| Cutter, New Mexiko (USA)/1916 [61,62] | Vanadinite, galena | Calcite, quartz, barite, manganese oxide, fluorite, iron minerals | Gravity separation (table concentration) | <2000 | V2O5 | 1.77 | 7.8–16.89 | 69–89 |
| Goodsprings, Nevada (USA)/1923 [63] | Galena, cerussite, calamine, vanadinite, descloizite, pyromorphite, mimetite, cuprodescloizite | Calcite, dolomite, limonite, comparatively little silica | Gravity separation (table concentration) | <250 | V2O5 | 1.98–2.32 | 10.8–14.8 | 54.5–55.4 |
| Pb | 6.68–7.65 | 32–46.7 | 48.3–53.2 | |||||
| Cutter, New Mexiko (USA)/1937 [68] | Vanadinite | Calcite, quartz, barite, fluorite, magnetite, chalcedony, goethite | Flotation | <106 | V2O5 | 1.32 | 12.56 | 72.8 |
| Pb | 5.07 | 49.41 | 74.5 | |||||
| Mammoth district, Pinal country, Arizona (USA)/1937 [36] | Gold, silver, cerussite, wulfenite, vanadinite, descloizite, anglesite | Calcite, quartz, barite, fluorite, feldspars, magnetite, goethite, hematite | Gravity separation (table concentration) | <212–300 | V2O5 | 0.3 | 4.61 | 32.9–33.7 |
| Pb | 1.23 | 26.9 | 42.1 | |||||
| MoO3 | 0.45 | 8.16 | 57.2–64.1 | |||||
| Au | 4.25 g/t | 34.47 g/t | 75.1–83 | |||||
| Flotation | <212 | V2O5 | 0.23 | 7.9 | 72.5 | |||
| Pb | 1.21 | 47.46 | 82.87 | |||||
| MoO3 | 0.36 | 16.09 | 94.1 | |||||
| Au | 4.53 g/t | 173.5 g/t | 78.2 | |||||
| Goodsprings, Nevada (USA)/1938 [69] | Vanadinite and descloizite | Calcite, dolomite, quartz, siderite | Flotation | <74 | V2O5 | 1.61 | 17 | 90 |
| Nevada (USA)/1941 [66] | Cuprodescloizite (8%) and vanadinite (2%) | Calcite (85%), quartz (5%), iron oxides | Flotation | <74 | V2O5 | 1.68 | 11.28 | 62.5 |
| Pb | 4.58 | 28.45 | 58.5 | |||||
| Cu | 0.82 | 6.38 | 72.5 | |||||
| Zn | 0.82 | 4.25 | 48.3 | |||||
| Arizona vanadinite ore (USA)/1942 [64] | Vanadinite, calamine | Calcite, quartz, hornblende, chlorite, mimetite and pyromorphite | Gravity separation (table concentration) after hydraulic classification | <212 | V2O5 | 0.3 | 0.83 | 78.1 |
| Pb | 1 | 4 | 89.7 | |||||
| Zn | 0.7 | 0.67 | 29.2 | |||||
| Flotation | <150 | V2O5 | 0.35 | 15.4 | 75 | |||
| Pb | 1.1 | 59.7 | 92.3 | |||||
| Arizona descloizite ore (USA)/1942 [64] | Vanadinite (disseminated grains), descloizite (earthy), Zinc silicate | Calcite, quartz | Gravity separation (table concentration) after hydraulic classification | <74 | V2O5 | 1.8 | 3.36 | 38.3 |
| Pb | 5.3 | 9.3 | 36 | |||||
| Zn | 11 | 31.5 | 58.4 | |||||
| Flotation | <74 | V2O5 | 1.91 | 11.3 | 80.6 | |||
| Pb | 6.3 | 37 | 79.6 | |||||
| Zn | 10 | 9.3 | 12.6 | |||||
| Broken Hill (Sambia)/1950–1970 [39] | Vanadinite, descloizite, mottramite | Calcite, dolomite | Gravity separation (table concentration) | - | V2O5 | - | 16.5 and 8.5 | - |
| Hydrometallurgical treatment of middling products and slimes concentrates | <74 | V2O5 | 8.5 | 90-95 | - | |||
| Abenab West Mine (Namibia)/1956–1978 [57] | Vanadinite, descloizite, cerussite | Calcite, dolomite, quartz, iron oxides, ferruginous clay | Flotation | <150 | V2O5 | 5.5 | 16 | 96.1 |
| Pb | 30.4 | 62.2 | 67.4 | |||||
| Sector | Challenges | Opportunities | Effect and Value |
|---|---|---|---|
| Mining | Production of vanadium as by- product | Small-scale processing plants of lead vanadate deposits | Lower investment costs and faster execution |
| Design and realization of plants for VTM deposits require high investment costs and last up to several years until first production | Enables production of vanadium as primary source within a short time compared to VTM deposit plants | ||
| Inefficient selective mining led to massive losses in recovery in the past | Sensor-based detection systems | Current technologies support selective mining methods and increase efficiency | |
| Mineral processing | Hand sorting of coarse material depends on employed person and leads to varying separation results | Sensor-based sorting systems | XRT is applicable for the separation of low-dense gangue and valuable high-dense minerals |
| Overgrinding of brittle, friable, and heavy minerals | Vibratory screens instead of hydrocyclones | The substitution decreases overgrinding and water consumption | |
| Composition of the ore influenced the flotation results negatively | Development of flotation in the last decades | New reagent regimes, conditioning methods, and cell design increase flotation efficiency and enables recovery of fine particles | |
| Arid regions restrict wet processing methods | Development of dry alternative separation processes | Dry jigging for pre-concentration of material +1 mm | |
| Heavy non-vanadium minerals lead to impurities of pre-concentrates | Application of dry magnetic and electrostatic separation | Impurities are recovered as by-products and decrease material disposal | |
| Metallurgy | Composition of the ore requires high energy and material consumption in acid leaching | Development of alternative leaching processes | Alkaline leaching decreases solubility of non-valuable elements |
| No current industrial scale for lead vanadate ore treatment | Investment in research activities | Support of research to develop a process from lab- to industrial-scale |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silin, I.; Hahn, K.M.; Gürsel, D.; Kremer, D.; Gronen, L.; Stopić, S.; Friedrich, B.; Wotruba, H. Mineral Processing and Metallurgical Treatment of Lead Vanadate Ores. Minerals 2020, 10, 197. https://doi.org/10.3390/min10020197
Silin I, Hahn KM, Gürsel D, Kremer D, Gronen L, Stopić S, Friedrich B, Wotruba H. Mineral Processing and Metallurgical Treatment of Lead Vanadate Ores. Minerals. 2020; 10(2):197. https://doi.org/10.3390/min10020197
Chicago/Turabian StyleSilin, Ivan, Klaus M. Hahn, Devrim Gürsel, Dario Kremer, Lars Gronen, Srećko Stopić, Bernd Friedrich, and Hermann Wotruba. 2020. "Mineral Processing and Metallurgical Treatment of Lead Vanadate Ores" Minerals 10, no. 2: 197. https://doi.org/10.3390/min10020197