The Reduction Behavior of Ocean Manganese Nodules by Pyrolysis Technology Using Sawdust as the Reductant

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Experimental Methods
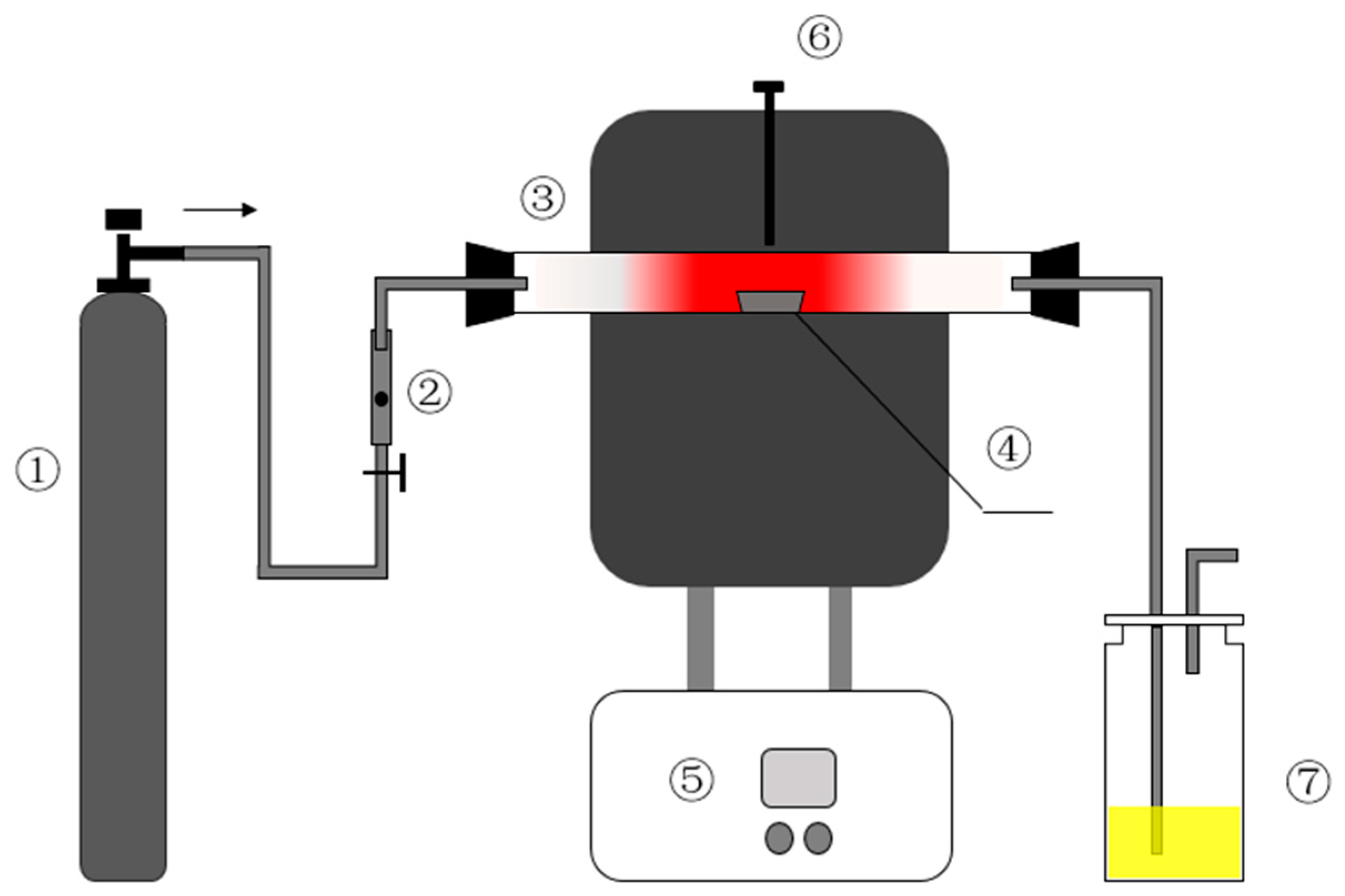
2.2.1. Experimental Apparatus and Procedure
2.2.2. Extraction Efficiencies of Valuable Metals
2.2.3. Pyrolysis and Reduction Process
3. Results
3.1. Pyrolysis and Reduction Process in the Tube Furnace
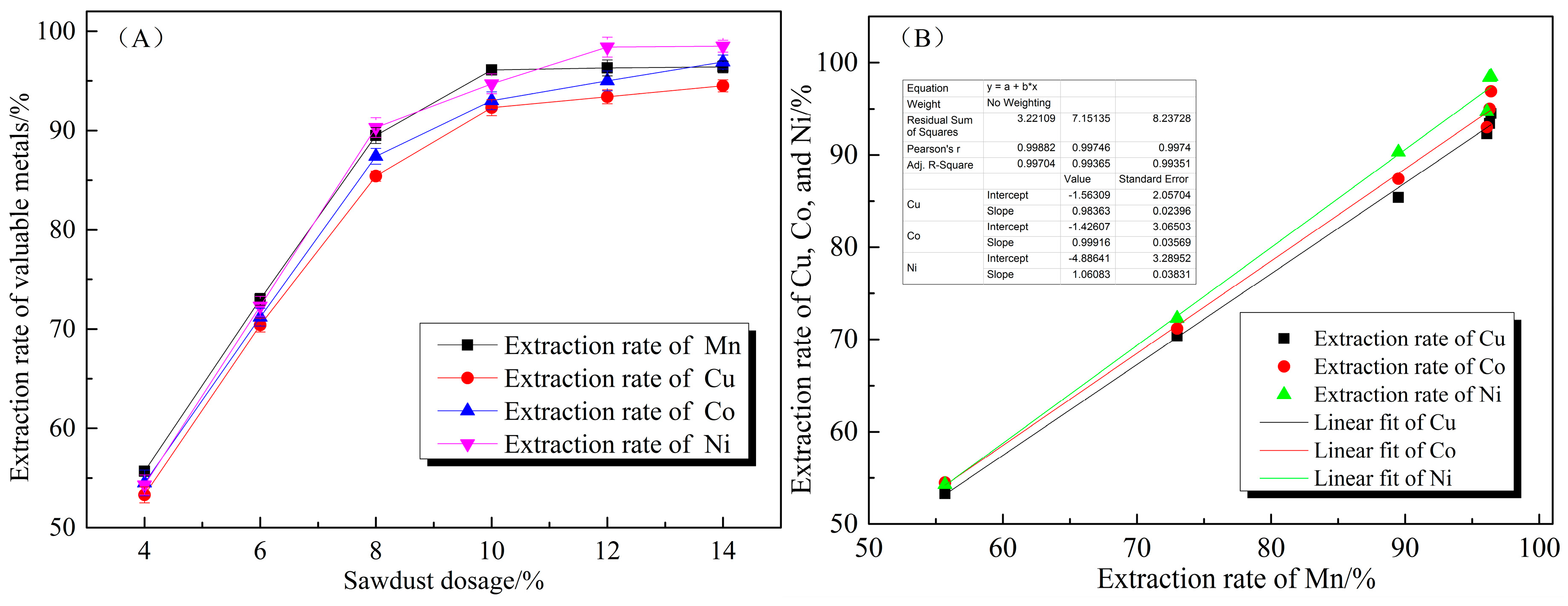
3.1.1. The Effect of Sawdust Dosage on Valuable Metal Extraction
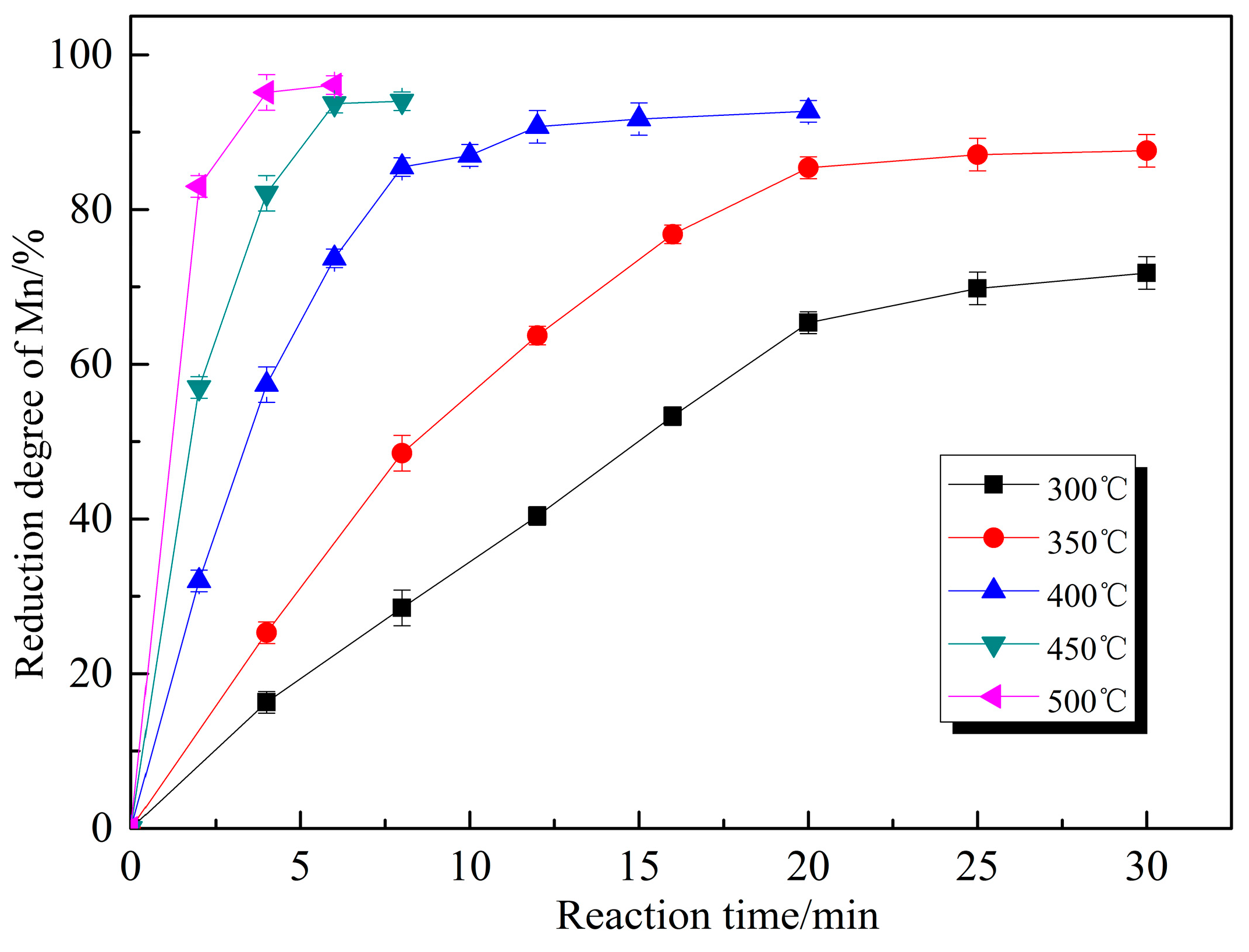
3.1.2. The Effect of Temperature on the Reduction Degree of MnO2
3.2. Sawdust Pyrolysis Properties
3.2.1. Thermogravimetric Analysis of Sawdust
3.2.2. Pyrolysis Kinetic Model of Sawdust
3.3. The Analysis of the Reduction Process Using Sawdust Pyrolysis
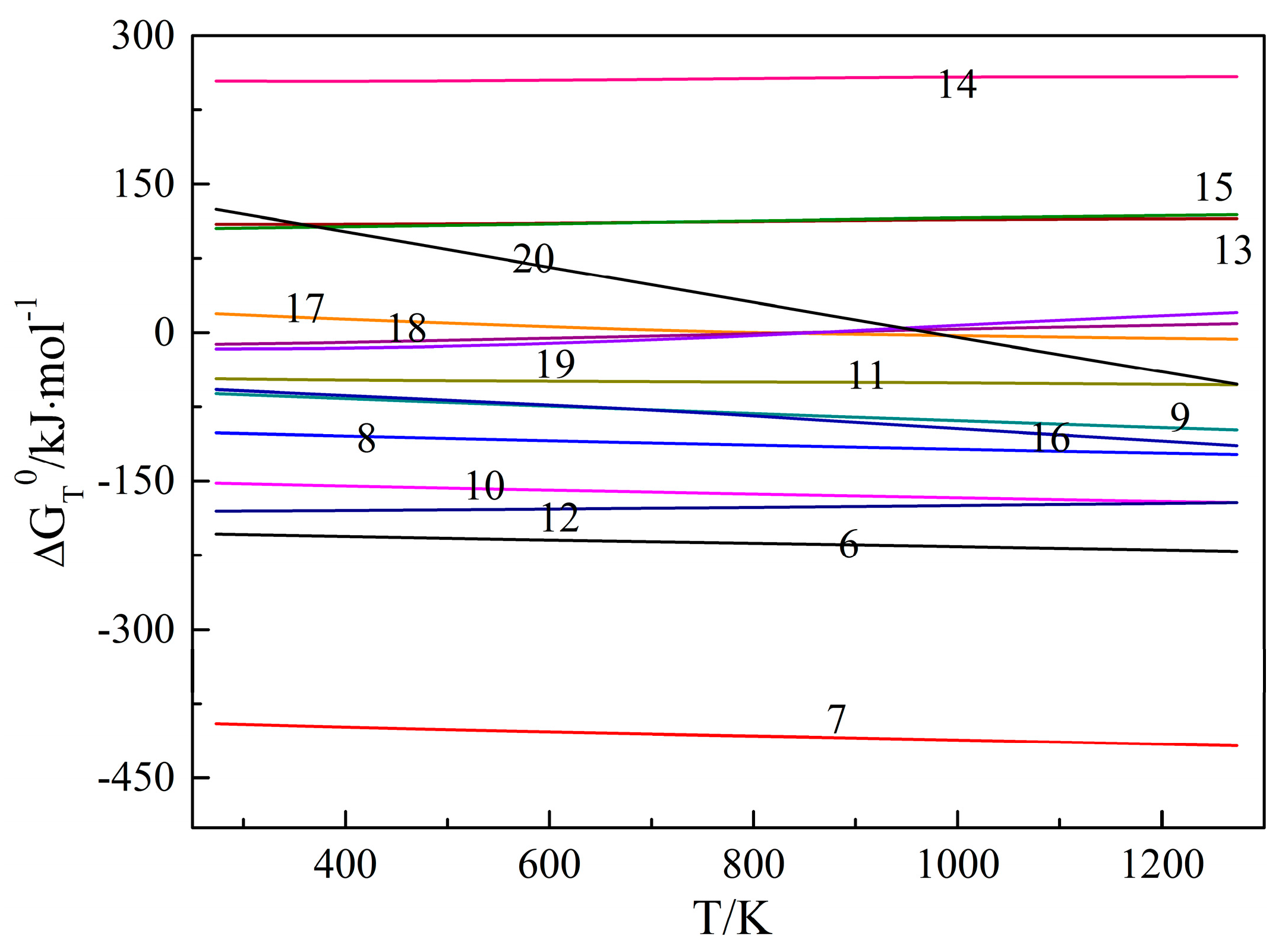
3.4. Thermodynamic Analysis
△GT0 = [−0.0173T − 198.92] J·mol−1, Spontaneous
△GT0 = [−0.0217T − 390.06] J·mol−1, Spontaneous
△GT0 = [−0.0217T − 95.828] J·mol−1, Spontaneous
△GT0 = [−0.0368T − 52.07] J·mol−1, Spontaneous
△GT0 = [−0.0195T − 147.38] J·mol−1, Spontaneous
△GT0 = [−0.0054T − 45.898] J·mol−1, Spontaneous
△GT0 = [0.0086T − 183.34] J·mol−1, Spontaneous
△GT0 = [0.0069T + 106.75] J·mol−1, Nonreactive
△GT0 = [0.0059T + 251.96] J·mol-1, Nonreactive
△GT0 = [0.0141T + 101.45] J·mol−1, Nonreactive
△GT0 = [−0.0582T − 38.871] J·mol−1, Spontaneous
△GT0 = [−0.0231T + 20.643] J·mol−1, Tr > 620 °C
△GT0 = [0.0218T − 18.535] J·mol−1, Tr < 577 °C
△GT0 = [0.0424T − 34.962] J·mol−1, Tr < 552 °C
△GT0 = [−0.1768T + 172.3] J·mol−1, Tr > 702 °C
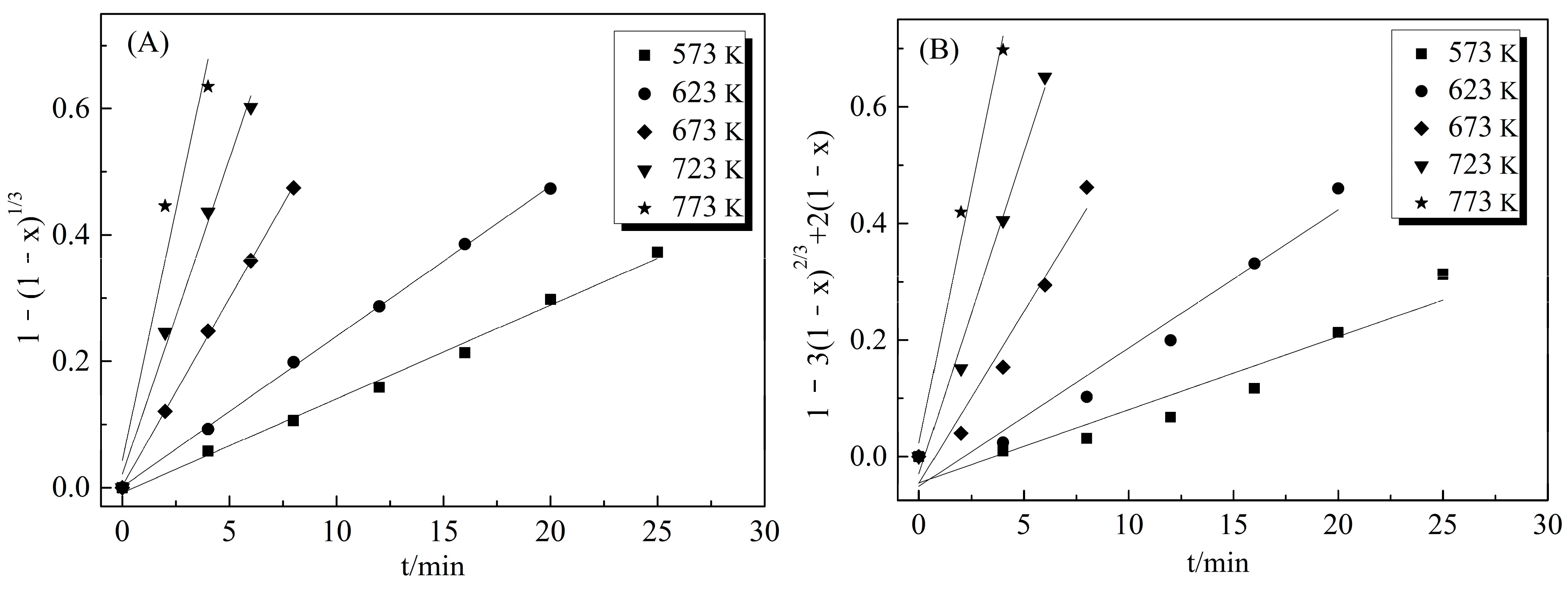
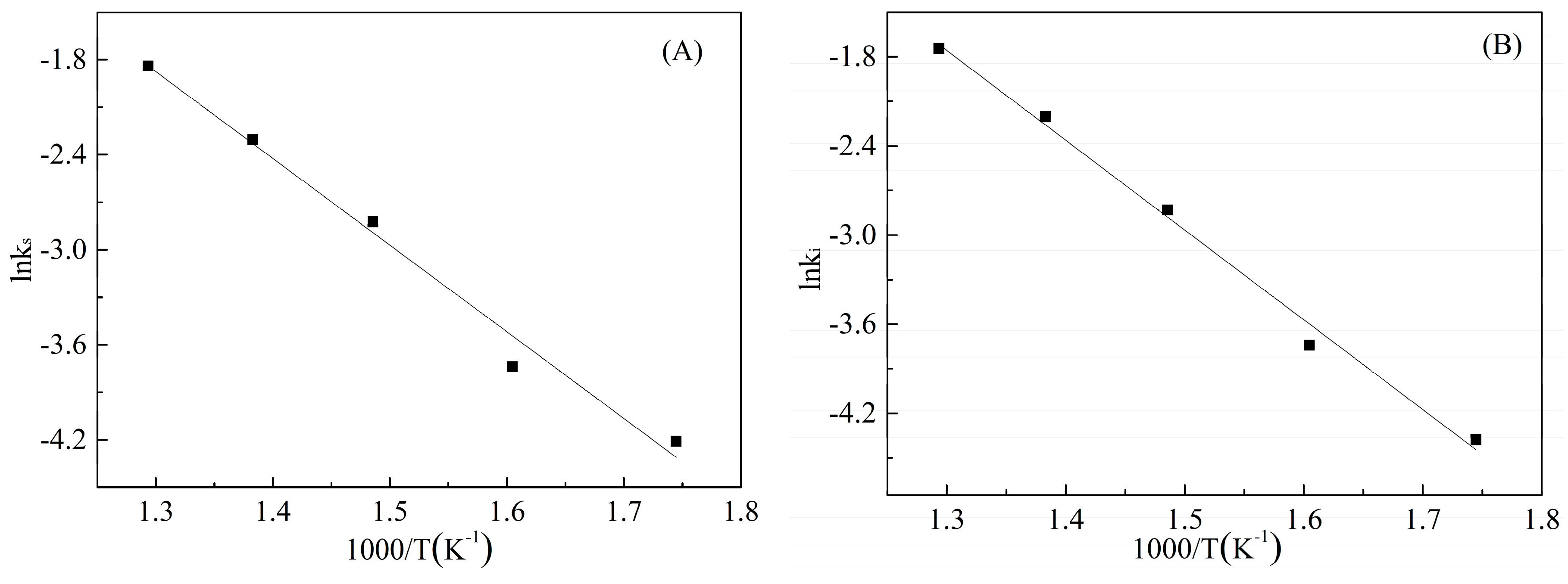
3.5. Reduction Kinetic Analysis
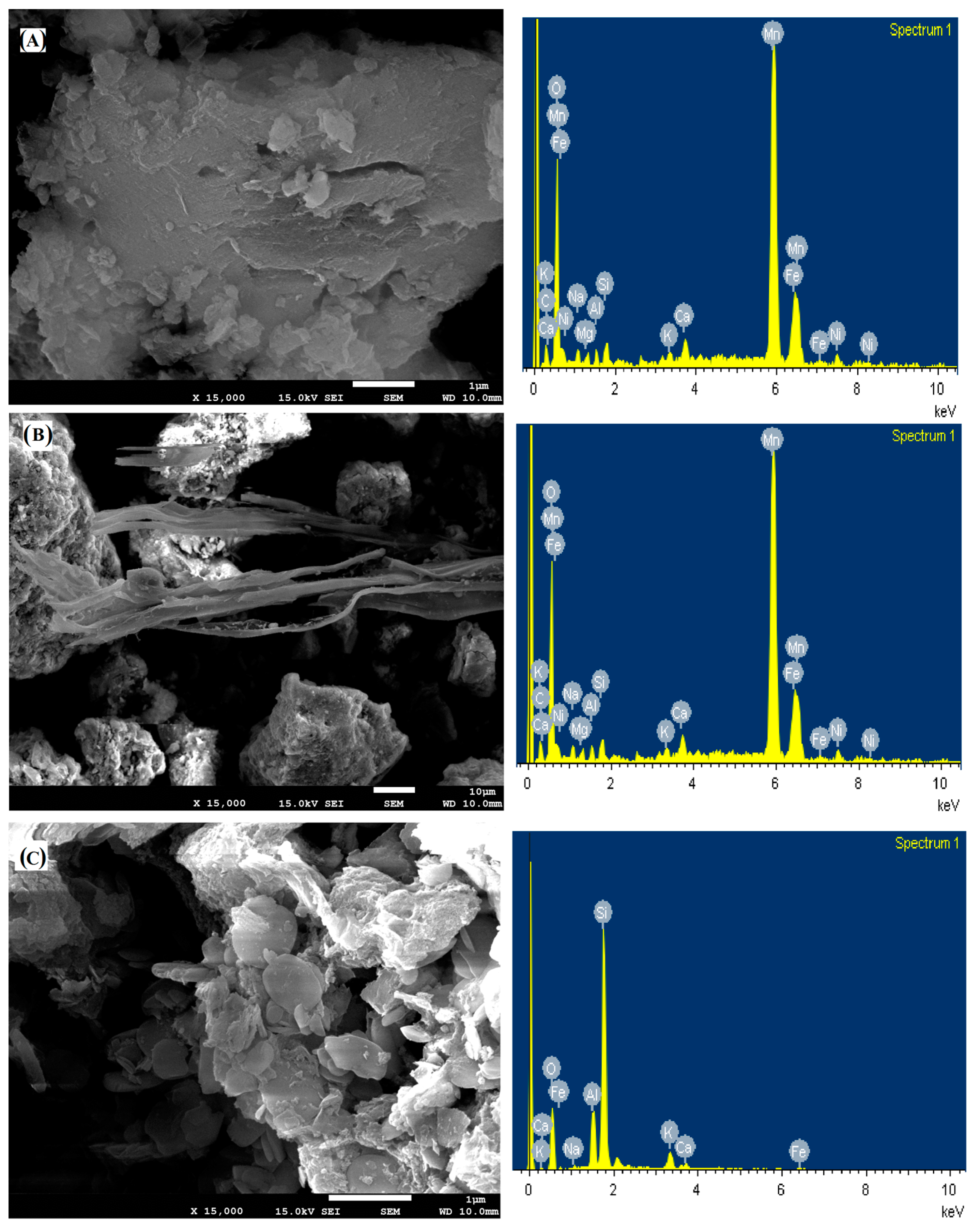
3.6. Microstructure Characterization
4. Conclusions
- The ocean manganese nodules can be reduced by sawdust pyrolysis technology. The valuable metals locked in by high valence manganese minerals can be further extracted by acid leaching after the reduction process. Cu, Co, and Ni in ocean manganese nodules closely coexist with Mn, and their extraction rates keep consistent with the reduction degree of Mn. Under the optimal conditions of sawdust dosage of 10.0%, reduction temperature of 500 °C, and reduction time of 6 min, the extraction rates of Mn, Cu, Co, and Ni reach as high as 96.1%, 91.7%, 92.5%, and 94.4%, respectively. The reduction temperature is lower than for the traditional pyro-hydrometallurgy using a carbon-based reductant. Compared with the hydrometallurgy method, the reduction time is significantly decreased. Moreover, no other impurity ions were introduced into the acid leaching process by the reductant.
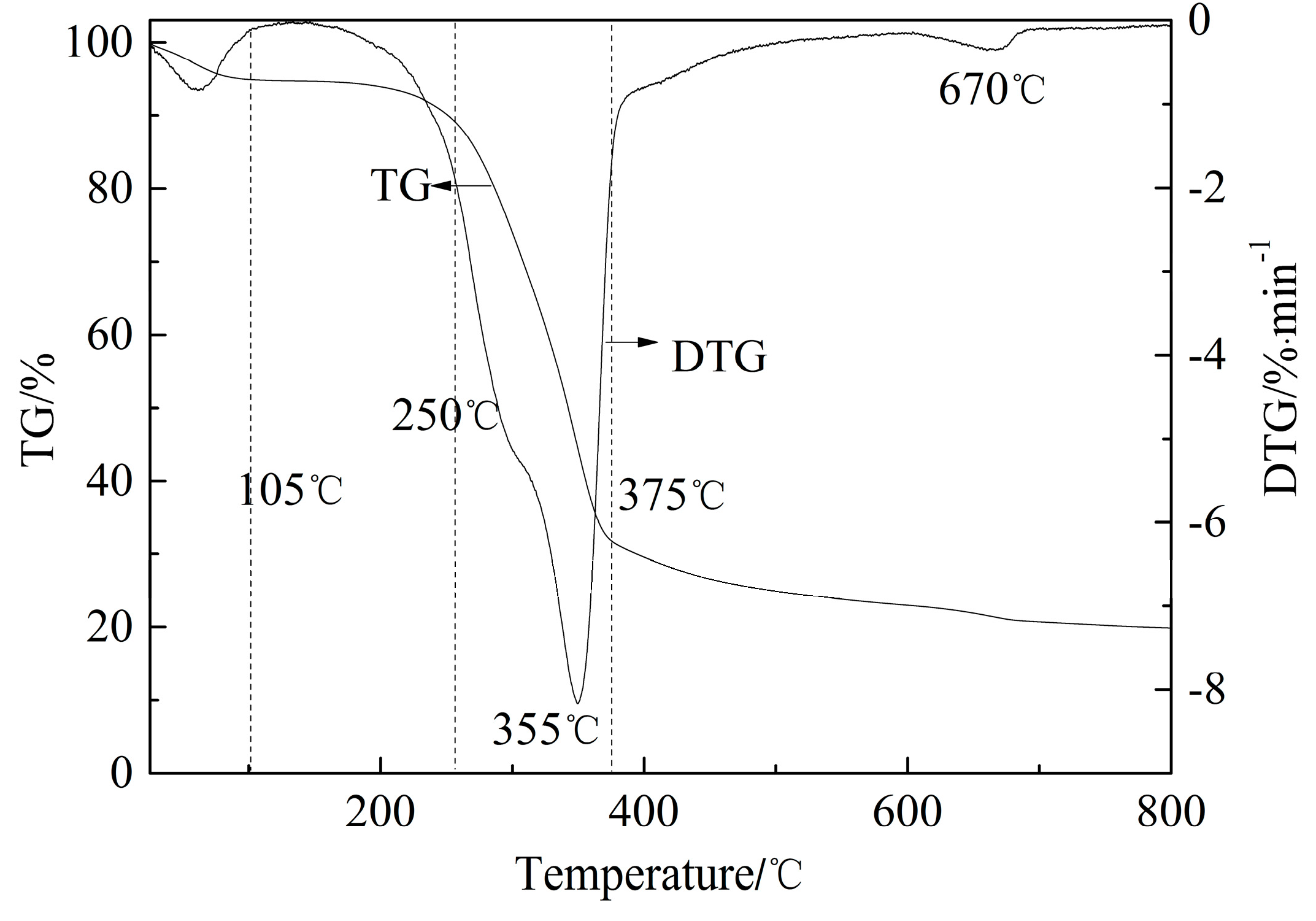
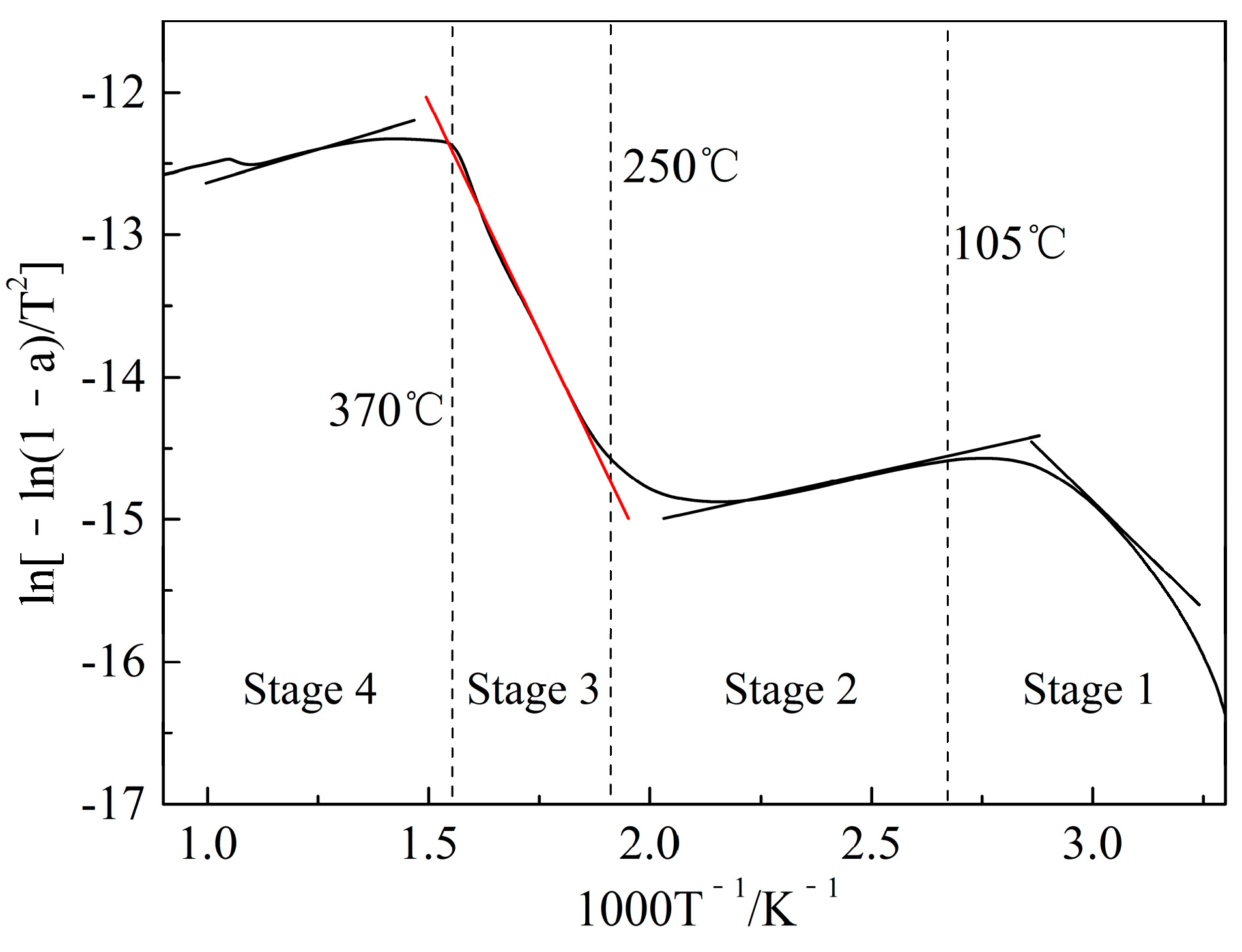
- The sawdust pyrolysis process involved four stages: moisture evaporation (25–105 °C), bound water removal (105–250 °C), the main pyrolysis process (250–375 °C), and afterward, slight pyrolysis (375–800 °C). Large amounts of volatile substances are released in the main pyrolysis process with a mass loss of 59%. Additionally, the main pyrolysis’s reductive volatile gas is CO with a content of 28.82%. According to the pyrolysis’s non-isothermal kinetic model established by thermogravimetric analysis, the sawdust’s main pyrolysis process is an endothermic reaction with the activation energy of 52.68 kJ∙mol−1; the kinetic model can be established as: .
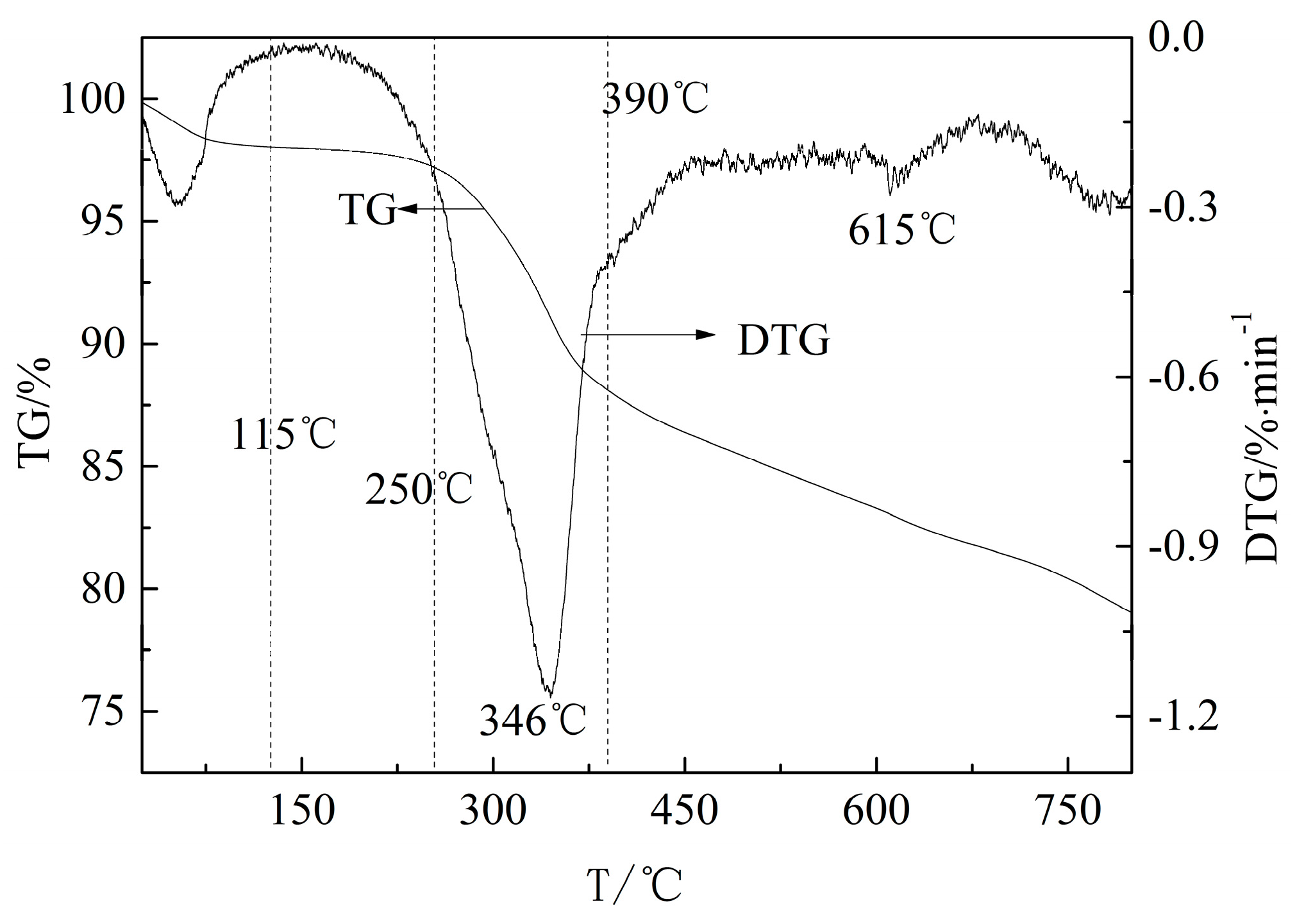
- The main reduction process of ocean manganese nodules occurs at a temperature higher than 390 °C—see comparison with the assumed and actual TG curves. The high valence manganese nodules are gradually reduced to Mn2O3, Mn3O4, and MnO by reductive volatile gas generated in the pyrolysis process. The shrinking core model shows that the reduction process is controlled by the surface chemical reaction with activation energy Ea of 45.5 kJ∙mol−1; the kinetic equation is expressed as . The surface of reduced ore exhibited a structure composed of relatively finer pores and had a rougher morphology than the raw ore. After the acid leaching process, Mn, Cu, Co, and Ni are dissolved into solution, leading to a more complex porous structure.
Author Contributions
Funding
Conflicts of Interest
References
- Toro, N.; Robles, P.; Jeldres, R.I. Seabed mineral resources, an alternative for the future of renewable energy: A critical review. Ore Geol. Rev. 2020, 103699. [Google Scholar] [CrossRef]
- Zhao, F.; Jiang, X.X.; Wang, S.D.; Feng, L.Y.; Li, D. The recovery of valuable metals from ocean polymetallic nodules using solid-state metalized reduction technology. Minerals 2019, 10, 20. [Google Scholar] [CrossRef] [Green Version]
- Xiao, L.J.; Fang, M.; Zhang, W.M. Advance and present state of the research in oceanic metalliferous nodule mining. Met. Mine 2000, 8, 11–14. [Google Scholar]
- Senanayake, G. Acid leaching of metals from deep-sea manganese nodules—A critical review of fundamentals and applications. Min. Eng. 2011, 24, 1379–1396. [Google Scholar] [CrossRef]
- Feng, Y.L.; Kang, J.X.; Li, H.R.; Du, Z.W.; Deng, X.Y.; Wang, H.J. Characteristics of polymetallic nodules and low-grade nickel sulfide ore coupled leaching. J. Cent. South Univ. 2018, 49, 1582–1589. [Google Scholar]
- Courtois, C.; Clauer, N. Rare earth elements and strontium isotopes of polymetallic nodules from southeastern Pacific Ocean. Sedimentology 2010, 27, 687–695. [Google Scholar] [CrossRef]
- Toro, N.; Jeldres, R.I.; Órdenes, J.A.; Robles, P. Manganese nodules in Chile, an alternative for the production of Co and Mn in the future—A review. Minerals 2020, 10, 674. [Google Scholar] [CrossRef]
- Hein, J.R.; Mizell, K.; Koschinsky, A.; Conrad, T.A. Deep-ocean mineral deposits as a source of critical metals for high-and green-technology applications: Comparison with land-based resources. Ore Geol. Rev. 2013, 51, 1–14. [Google Scholar] [CrossRef]
- Wegorzewski, A.V.; Kuhn, T.; Dohrmann, R.; Wirth, R.; Grangeon, S. Mineralogical characterization of individual growth structures of Mn-nodules with different Ni + Cu content from the central Pacific Ocean. Am. Miner. 2015, 100, 2497–2508. [Google Scholar] [CrossRef]
- Zhao, F.; Jiang, X.X. Effect of sulfur-bearing substance on metallic reduction of oceanic polymetallic nodules. Nonferrous Met. 2014, 1, 15–18. [Google Scholar]
- Wegorzewski, A.V.; Grangeon, S.; Webb, S.M.; Heller, C.; Kuhn, T. Mineralogical transformations in polymetallic nodules and the change of Ni, Cu and Co crystal-chemistry upon burial in sediments. Geochim. Cosmochim. Ac. 2020, 282, 19–37. [Google Scholar] [CrossRef]
- Wegorzewski, A.V.; Kuhn, T. The influence of suboxic diagenesis on the formation of manganese nodules in the Clarion Clipperton nodule belt of the Pacific Ocean. Mar. Geol. 2014, 1, 123–138. [Google Scholar] [CrossRef]
- Pelegrin, R.M.; Aja, R.; Miyares, R.C. Optimization of the existing methods for recovery of base metals from polymetallic nodules. Int. J. Offshore Polar 2015, 25, 71–78. [Google Scholar]
- Kang, J.X.; Feng, Y.L.; Li, H.R.; Du, Z.W.; Deng, X.Y.; Wang, H.J. Enhancement of Acidithiobacillus ferrooxidans on polymetallic nodule and low-grade nickel sulfide ore simultaneous bioleaching. Chin. J. Nonferrous Met. 2018, 28, 2580–2589. [Google Scholar]
- Wegorzewski, A.V.; Köpcke, M.; Kuhn, T.; Stinikova, M.A.; Wotruba, H. Thermal pre-treatment of polymetallic nodules to create metal (Ni, Cu, Co)-rich individual particles for further processing. Minerals 2018, 8, 523. [Google Scholar] [CrossRef] [Green Version]
- Sommerfeld, M.; Friedmann, D.; Kuhn, T.; Friedrich, B. “Zero-waste”: A sustainable approach on pyrometallurgical processing of manganese nodule slags. Minerals 2018, 8, 544. [Google Scholar] [CrossRef] [Green Version]
- Barik, R.; Sanjay, K.; Mishra, B.K.; Mohapatra, M. Micellar mediated selective leaching of manganese nodule in high temperature sulfuric acid medium. Hydrometallurgy 2016, 165, 44–50. [Google Scholar] [CrossRef]
- Parhi, P.K.; Park, K.H.; Nam, C.W.; Park, J.T.; Barik, S.P. Extraction of rare earth metals from deep sea nodule using H2SO4 solution. Int. J. Min. Process. 2013, 119, 89–92. [Google Scholar] [CrossRef]
- Zhou, C.; Li, T.; Xie, T.; Zhang, Y. Optimization and kinetics of treating cassava bioethanol wastewater with low-grade pyrolusite in sulfuric acid solution. Desalin. Water Treat. 2016, 57, 16822–16830. [Google Scholar] [CrossRef]
- Kang, J.X.; Feng, Y.L.; Li, H.R.; Du, Z.W.; Deng, X.Y.; Wang, H.J. Electrochemical behavior of ocean polymetallic nodules and low-grade nickel sulfide ore in acidithiobacillus ferrooxidans-coupled bio-leaching. Minerals 2019, 9, 70. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Ju, D.C.; Zhou, X.Z.; Xu, Y.S. The distribution of polymetallic nodules in deep sea and progress in extraction process of their valuable elements. Acta Mineral. Sin. 2019, 39, 649–656. [Google Scholar]
- Toro, N.; Herrera, N.; Castillo, J.; Torres, C.M.; Sepulveda, R. Initial investigation into the leaching of manganese from nodules at room temperature with the use of sulfuric acid and the addition of foundry slag—Part I. Minerals 2018, 8, 565. [Google Scholar] [CrossRef] [Green Version]
- Torres, D.; Ayala, L.; Saldaña, M.; Cánovas, M.; Nieto, S.; Castillo, J.; Robles, P.; Toro, N. Leaching manganese nodules in an acid medium and room temperature comparing the use of different Fe reducing agents. Metals 2019, 9, 1316. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Liu, X.M.; Zhao, X.B.; Chen, J.L.; Yin, H.F. Medium-low temperature reduction of high-iron Bayer process red mud using biomass pine sawdust. Chin. J. Eng. 2017, 39, 1331–1338. [Google Scholar]
- Zhang, H.; Zhu, G.; Yan, H.; Zhao, Y.; Li, T.; Feng, X. Reduction of Low-grade Manganese Dioxide Ore Pellets by Biomass Wheat Stalk. Acta Met. Sini. 2013, 26, 167–172. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, G.; Yan, H.; Li, T.; Feng, X. Thermogravimetric analysis and kinetics on reducing low-grade manganese dioxide ore by biomass. Met. Mater. Trans. B 2013, 44, 878–888. [Google Scholar] [CrossRef]
- Mehrabian, R.; Scharler, R.; Obernberger, I. Effects of pyrolysis conditions on the heating rate in biomass particles and applicability of TGA kinetic parameters in particle thermal conversion modelling. Fuel 2012, 93, 567–575. [Google Scholar] [CrossRef]
- Cai, J.M.; Xu, D.; Dong, Z.J.; Yu, X.; Yang, Y.; Banks, S.W.; Bridgwater, A.V. Processing thermogravimetric analysis data for isoconversional kinetic analysis of lignocellulosic biomass pyrolysis: Case study of corn stalk. Renew. Sust. Energ. Rev. 2018, 82, 2705–2715. [Google Scholar] [CrossRef] [Green Version]
- Mishra, R.K.; Mohanty, K. Pyrolysis kinetics and thermal behavior of waste sawdust biomass using thermogravimetric analysis. Bioresour. Technol. 2018, 251, 63–74. [Google Scholar] [CrossRef]
- Coats, A.W.; Redfern, J.P. Kinetic parameters from thermogravimetric data. Nature 1964, 201, 68–69. [Google Scholar] [CrossRef]
- Yang, H.P.; Yan, R.; Chen, H.P.; Lee, D.H.; Zheng, C.G. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Feng, Y.L.; Li, H.R. The study on magnetizing roast hematite with biomass. Min. Eng. 2016, 14, 31–33. [Google Scholar]
- Dai, T.; Gong, Z.J.; Li, B.W.; Wu, W.F. Experiment and mathematical simulation on magnetization reduction roasting of limonite particles with CO at low temperature. Chin. J. Process Eng. 2014, 14, 624–630. [Google Scholar]
- Deng, X.Y.; Feng, Y.L.; Li, H.R.; Du, Z.W.; Kang, J.X.; Guo, C.L. Preparation of sodium manganate from low-grade pyrolusite by alkaline predesilication-fluidized roasting technique. Trans. Nonferrous. Met. Soc. China 2018, 28, 1045–1052. [Google Scholar] [CrossRef]
- Wang, R.C.; Zhai, Y.C.; Ning, Z.Q.; Ma, P.H. Kinetics of SiO2 leaching from Al2O3 extracted slag of fly ash with sodium hydroxide solution. Trans. Nonferrous. Metl. Soc. China 2014, 24, 1928–1936. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Elements Analysis | Industry Analysis | |||||||
|---|---|---|---|---|---|---|---|---|
| C | H | O | N | S | Moisture | Fixed Carbon | Volatiles | Ash |
| 43.69 | 5.13 | 36.92 | 1.37 | 0.08 | 7.42 | 74.51 | 16.61 | 1.46 |
| MnO2 | Fe2O3 | CuO | Co3O4 | NiO | Na2O | K2O | MgO |
| 36.5 | 17.89 | 1.32 | 0.27 | 1.76 | 2.55 | 1.21 | 3.36 |
| Al2O3 | SiO2 | CaO | TiO2 | Cl | S | P | - |
| 6.63 | 21.11 | 2.87 | 1.24 | 1.44 | 0.64 | 0.71 | - |
| CO | CO2 | H2 | CH4 | C2H6 | C2H4 | Total/% |
|---|---|---|---|---|---|---|
| 28.82 | 63.09 | 0.46 | 5.03 | 1.46 | 1.45 | 100.31 |
| Rate Controlling Steps | T/K | k(ks/ki) | lnk | R2 |
|---|---|---|---|---|
| Controlled by surface chemical reaction | 573 | 0.0149 | −4.20976 | 0.992 |
| 623 | 0.0238 | −3.73765 | 0.999 | |
| 673 | 0.0594 | −2.82346 | 0.999 | |
| 723 | 0.0999 | −2.30389 | 0.988 | |
| 773 | 0.1588 | −1.8403 | 0.896 | |
| Controlled by inner diffusion | 573 | 0.0126 | −4.37803 | 0.889 |
| 623 | 0.0237 | −3.74186 | 0.948 | |
| 673 | 0.0589 | −2.83157 | 0.945 | |
| 723 | 0.1104 | −2.20401 | 0.982 | |
| 773 | 0.1744 | −1.74629 | 0.973 |
| Reduction Methods | Reductant | Reduction Conditions | Extration Efficiency | Ref. |
|---|---|---|---|---|
| Hydrometallurgy | Nickel sulfide ore | 30 °C, 168 h, pH 1.8 | 97.3%(Mn), 92.2%(Cu), 97.8%(Co), and 95.4%(Ni) | [20] |
| FeC | 25 °C, 20 min | 97%(Mn) | [23] | |
| Pyro-hydrometallurgy | Anthracite | 1100 °C, 2.5 h | 86.48%(Ni), 86.74%(Co), 83.91%(Cu), 5.63%(Mn), and 91.46%(Fe) | [2] |
| This work | Sawdust (10%) | 500 °C, 6 min | 96.1%(Mn), 91.7%(Cu), 92.5%(Co), and 94.4%(Ni) | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, X.-y.; He, D.-s.; Chi, R.-a.; Xiao, C.-q.; Hu, J.-g. The Reduction Behavior of Ocean Manganese Nodules by Pyrolysis Technology Using Sawdust as the Reductant. Minerals 2020, 10, 850. https://doi.org/10.3390/min10100850
Deng X-y, He D-s, Chi R-a, Xiao C-q, Hu J-g. The Reduction Behavior of Ocean Manganese Nodules by Pyrolysis Technology Using Sawdust as the Reductant. Minerals. 2020; 10(10):850. https://doi.org/10.3390/min10100850
Chicago/Turabian StyleDeng, Xiang-yi, Dong-sheng He, Ru-an Chi, Chun-qiao Xiao, and Jin-gang Hu. 2020. "The Reduction Behavior of Ocean Manganese Nodules by Pyrolysis Technology Using Sawdust as the Reductant" Minerals 10, no. 10: 850. https://doi.org/10.3390/min10100850