
An Improved Charting Scheme to Monitor the Process Mean Using Two Supplementary Variables
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Design Structures of Some Existing Control Charts
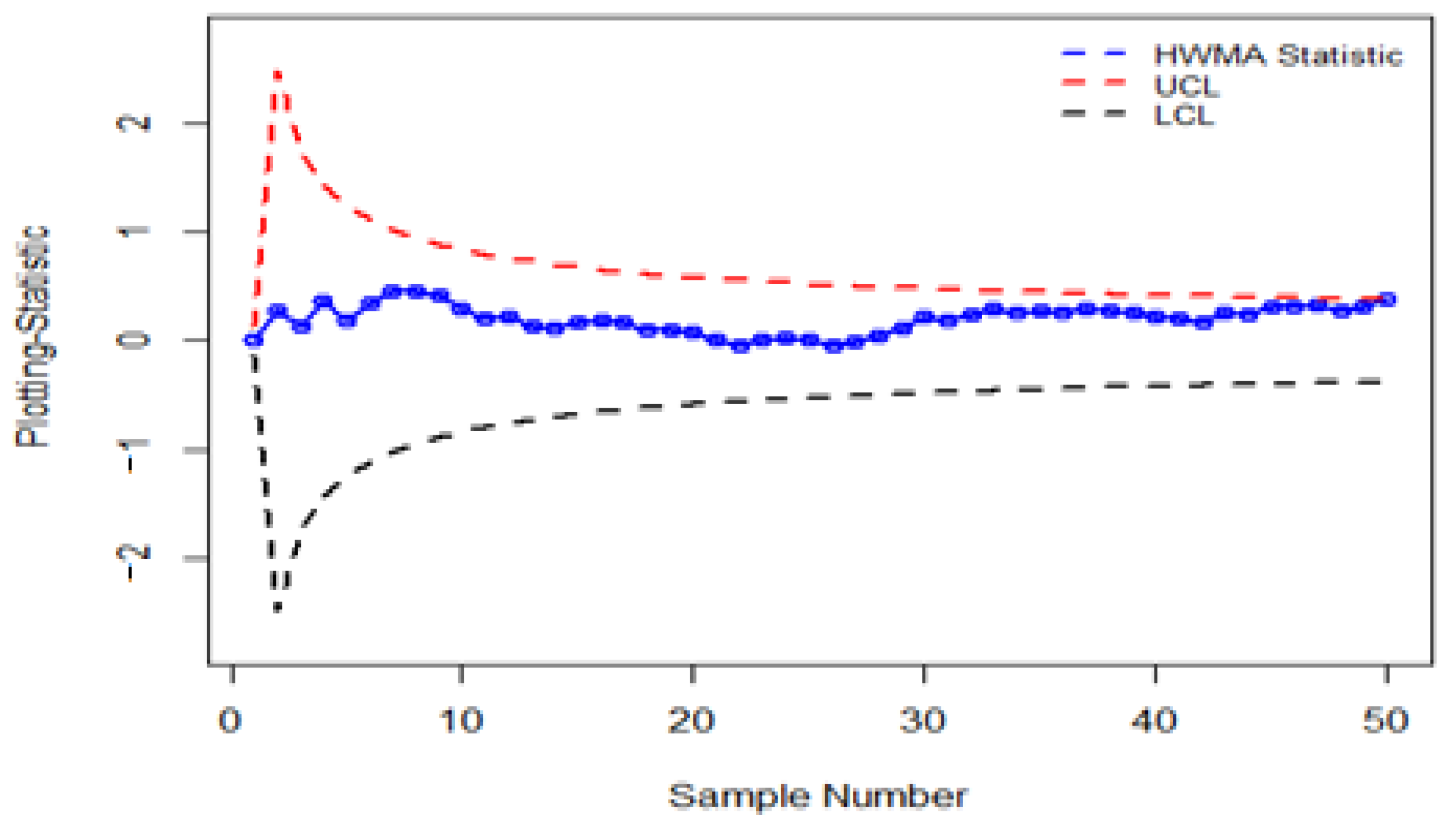
2.1. Design Structure of the HWMA Control Chart
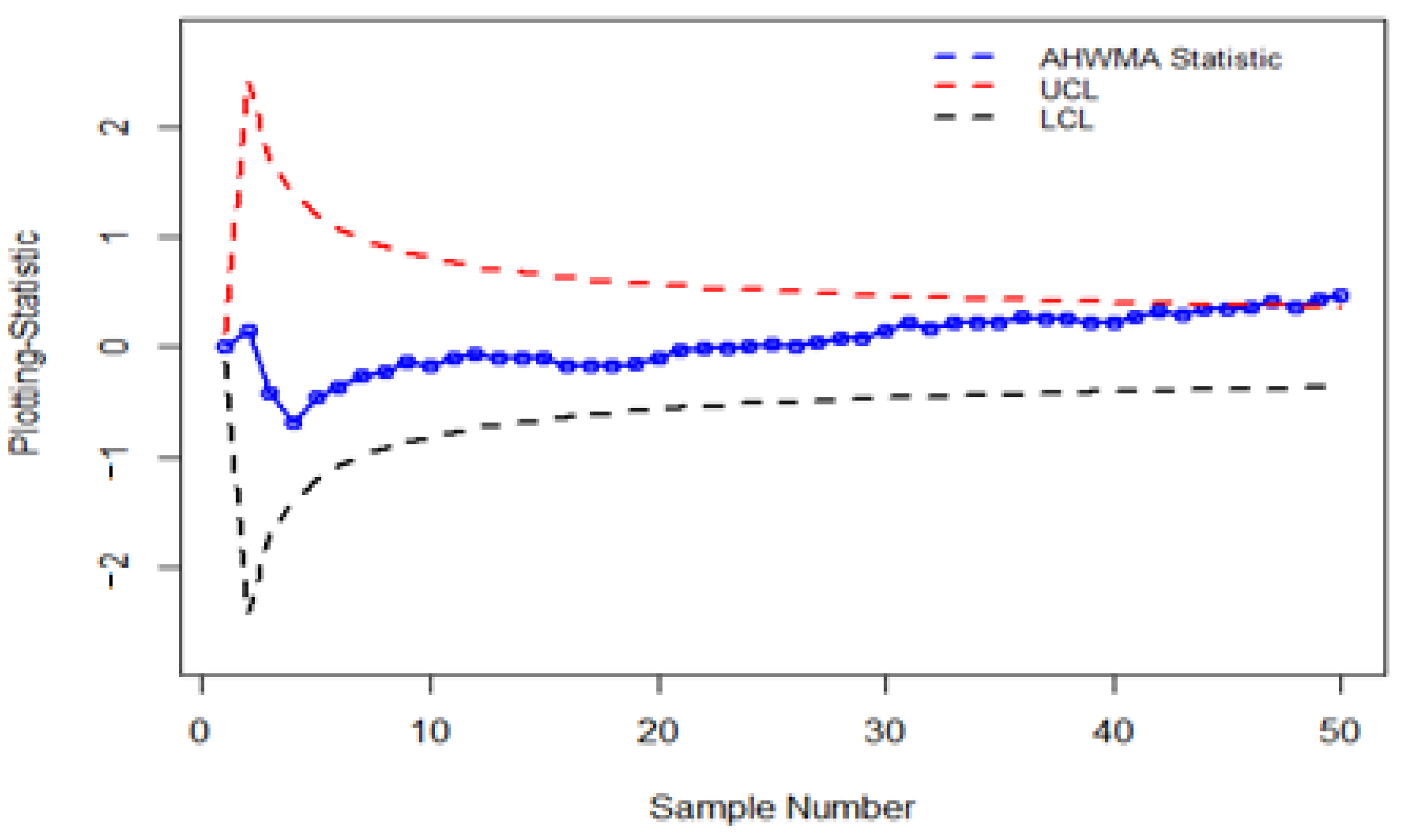
2.2. Design Structure of the AHWMA Control Chart
2.3. Design Structure of the Classical EWMA Control Chart
2.4. Design Structure of the AEWMA Control Chart
3. Proposed TAHWMA Control Chart
3.1. Design Structure of the Proposed TAHWMA Control Chart
3.2. Performance Metrics
3.2.1. Performance of the Proposed TAHWMA Control Chart under the Non-Appearance of Multicollinearity
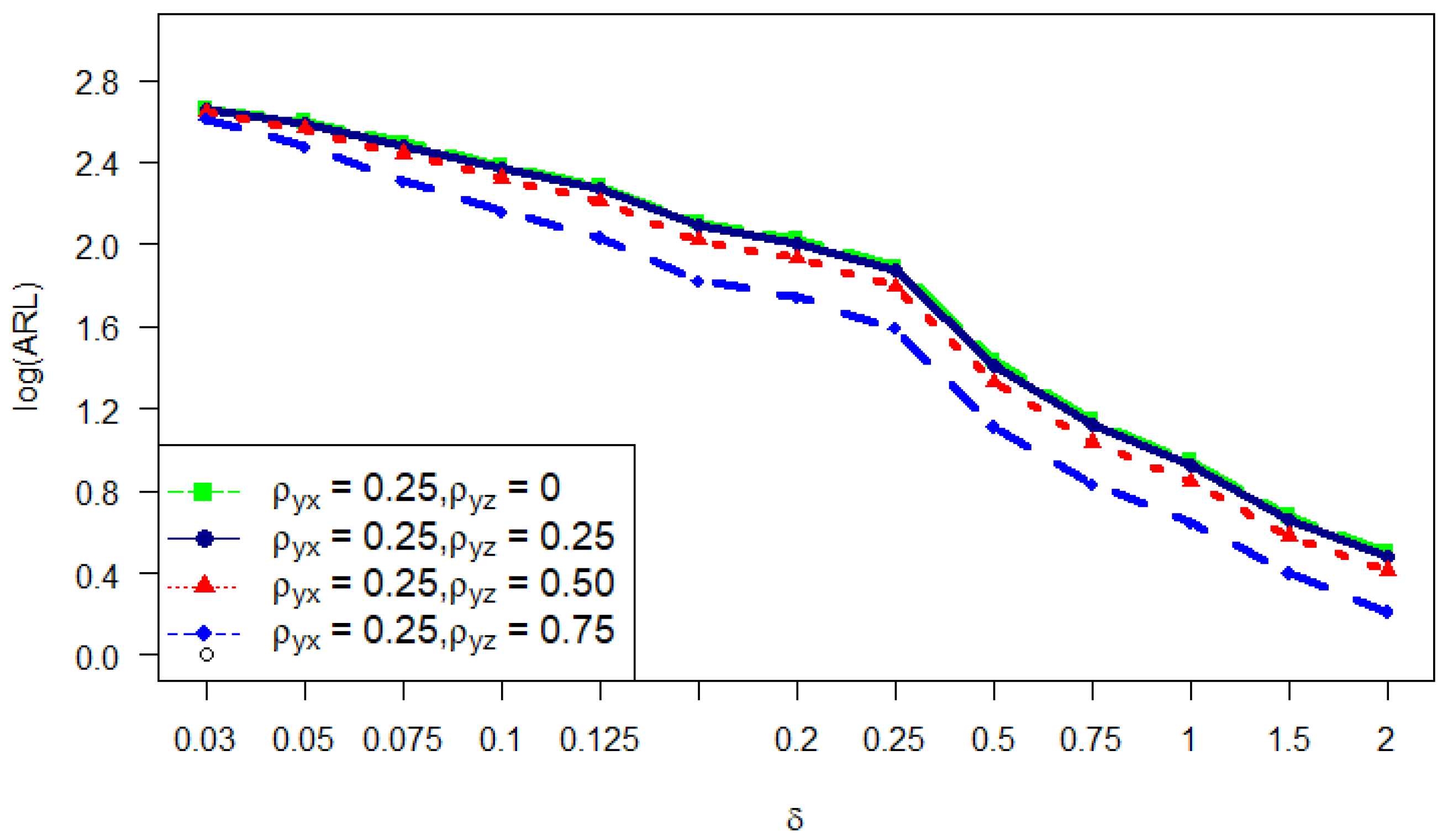
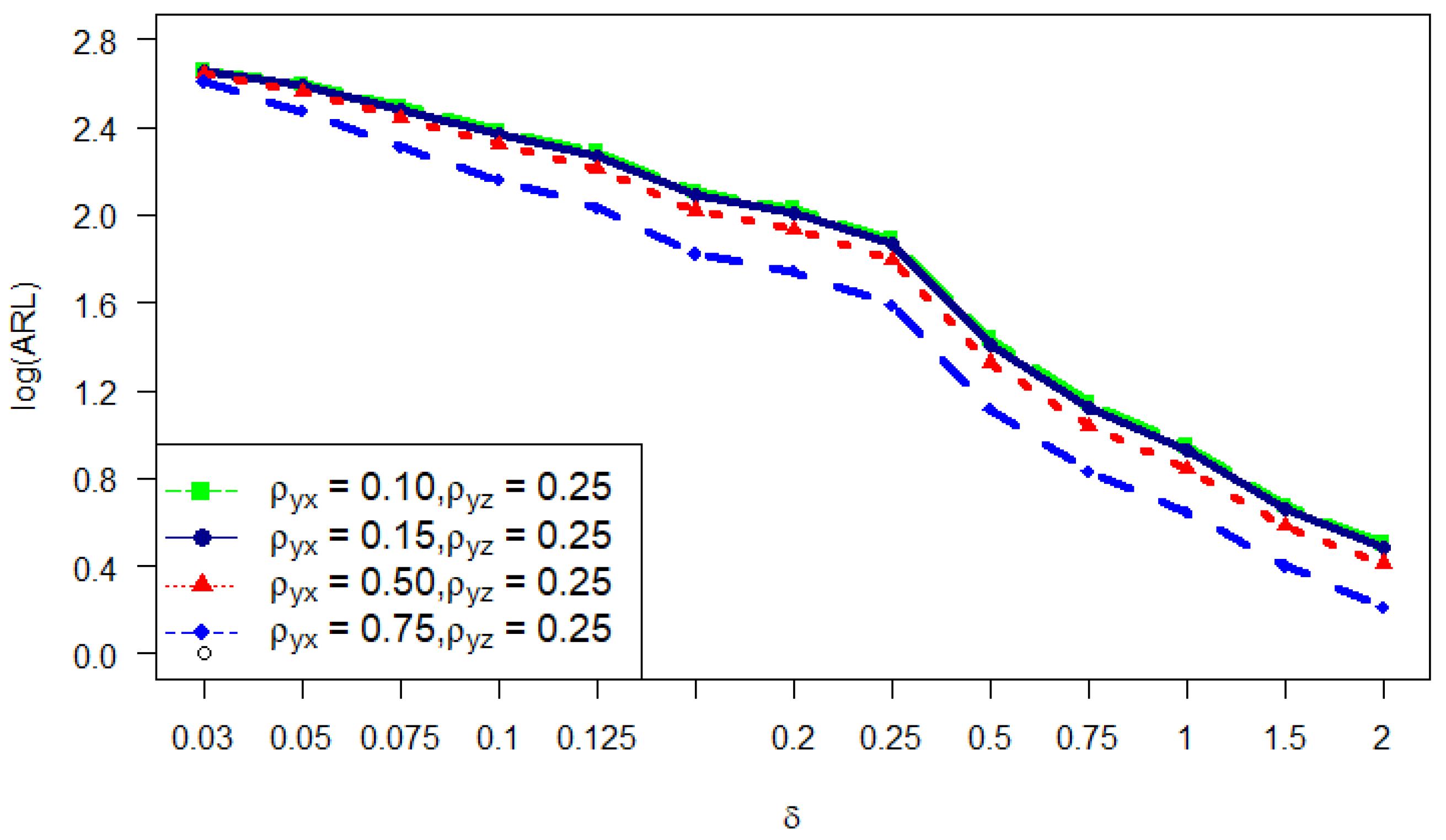
3.2.2. Performance of the Proposed TAHWMA Control Chart under the Appearance of Multicollinearity
4. Comparative Study
4.1. Proposed Versus EWMA and AEWMA Control Charts
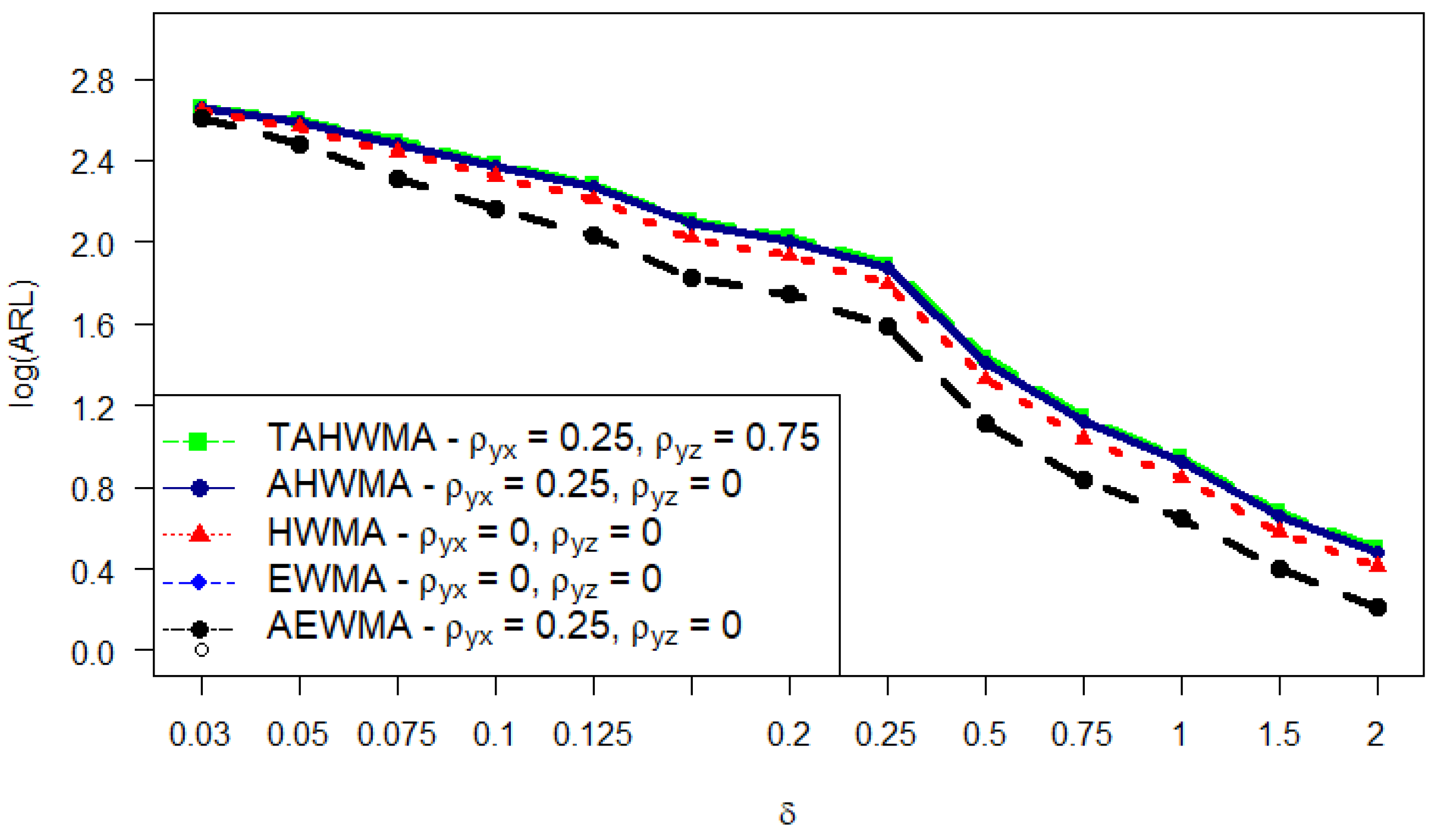
4.2. Proposed Versus HWMA and AHWMA Control Charts
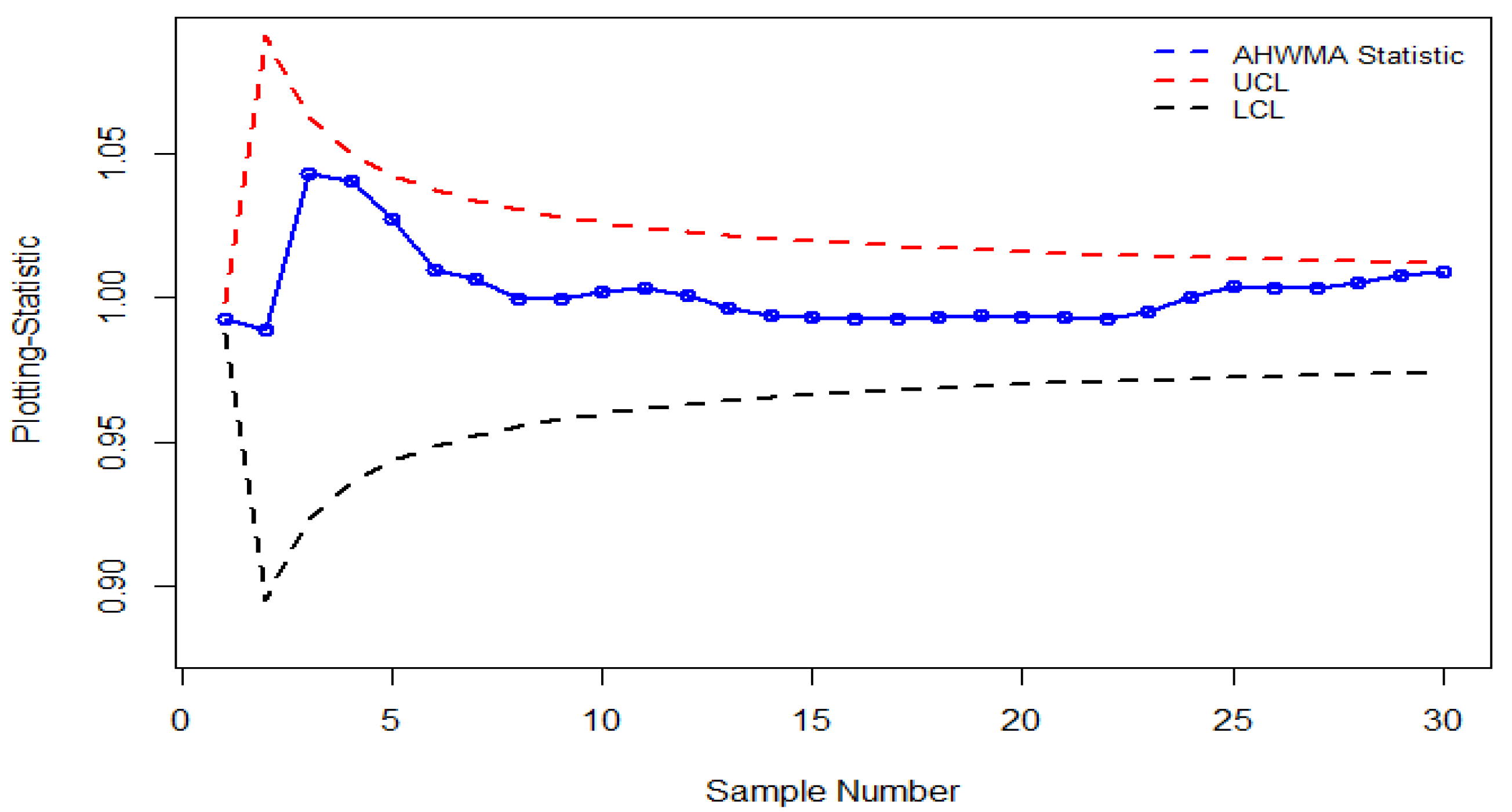
5. Illustrative Example
5.1. Real-Life Application
5.2. Simulation Study
6. Summary, Conclusions and Recommendations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Montgomery, D.C. Introduction to Statistical Quality Control, 7th ed.; John Wiley & Sons: New York, NY, USA, 2012. [Google Scholar]
- Shewhart, W.A. Quality control charts. Bell Syst. Tech. J. 1926, 5, 593–603. [Google Scholar] [CrossRef]
- Page, E.S. Continuous inspection schemes. Biometrika 1954, 41, 100–115. [Google Scholar] [CrossRef]
- Roberts, S. Control chart tests based on geometric moving averages. Technometrics 1959, 1, 239–250. [Google Scholar] [CrossRef]
- Abbas, N. Homogeneously weighted moving average control chart with an application in substrate manufacturing process. Comput. Ind. Eng. 2018, 120, 460–470. [Google Scholar] [CrossRef]
- Haq, A.; Khoo, M.B.C. A new double sampling control chart for monitoring process mean using auxiliary information. J. Stat. Comput. Simul. 2017, 88, 869–899. [Google Scholar] [CrossRef]
- Mandel, B. The regression control chart. J. Qual. Technol. 1969, 1, 1–9. [Google Scholar] [CrossRef]
- Zhang, G. Cause-selecting control charts—A new type of quality control charts. QR J. 1985, 12, 221–225. [Google Scholar]
- Riaz, M. Monitoring process mean level using auxiliary information. Stat. Neerl. 2008, 62, 458–481. [Google Scholar] [CrossRef]
- Riaz, M. Monitoring process variability using auxiliary information. Comput. Stat. 2008, 23, 253–276. [Google Scholar] [CrossRef]
- Riaz, M.; Mehmood, R.; Ahmad, S.; Abbasi, S.A. On the Performance of Auxiliary-based Control Charting under Normality and Nonnormality with Estimation Effects. Qual. Reliab. Eng. Int. 2013, 29, 1165–1179. [Google Scholar] [CrossRef]
- Nuriman, M.A.; Mashuri, M.; Ahsan, M. Auxiliary information based generally weighted moving coefficient of variation (AIB-GWMCV) control chart. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1115, 012033. [Google Scholar] [CrossRef]
- Haq, A.; Khoo, M.B.C. A new synthetic control chart for monitoring process mean using auxiliary information. J. Stat. Comput. Simul. 2016, 86, 3068–3092. [Google Scholar] [CrossRef]
- Abbasi, S.A. Efficient Control Charts for Monitoring Process CV Using Auxiliary Information. IEEE Access 2020, 8, 46176–46192. [Google Scholar] [CrossRef]
- Arslan, M.; Ashraf, M.A.; Anwar, S.M.; Rasheed, Z.; Hu, X.; Abbasi, S.A. Novel Mixed EWMA Dual-Crosier CUSUM Mean Charts without and with Auxiliary Information. Math. Probl. Eng. 2022, 1362193. [Google Scholar] [CrossRef]
- Abbas, Z.; Nazir, H.Z.; Akhtar, N.; Riaz, M.; Abid, M. On designing a progressive mean chart for efficient monitoring of process location. Qual. Reliab. Eng. Int. 2020, 36, 1716–1730. [Google Scholar] [CrossRef]
- Chen, J.H.; Lu, S.L. A New Sum of Squares Exponentially Weighted Moving Average Control Chart Using Auxiliary In-formation. Symmetry 2020, 12, 1888. [Google Scholar] [CrossRef]
- Rasheed, Z.; Zhang, H.; Anwar, S.M.; Zaman, B. Homogeneously Mixed Memory Charts with Application in the Substrate Production Process. Math. Probl. Eng. 2021, 2021, 2582210. [Google Scholar] [CrossRef]
- Aslam, M.; Anwar, S.M.; Khan, M.; Abiodun, N.L.; Rasheed, Z. Efficient Auxiliary Information–Based Control Charting Schemes for the Process Dispersion with Application of Glass Manufacturing Industry. Math. Probl. Eng. 2022, 1265204. [Google Scholar] [CrossRef]
- Anwar, S.M.; Aslam, M.; Zaman, B.; Riaz, M. Mixed memory control chart based on auxiliary information for simultaneously monitoring of process parameters: An application in glass field. Comput. Ind. Eng. 2021, 156, 107284. [Google Scholar] [CrossRef]
- Rasheed, Z.; Khan, M.; Abiodun, N.L.; Anwar, S.M.; Khalaf, G.; Abbasi, S.A. Improved Nonparametric Control Chart Based on Ranked Set Sampling with Application of Chemical Data Modelling. Math. Probl. Eng. 2022, 7350204. [Google Scholar] [CrossRef]
- Zhang, H.; Rasheed, Z.; Khan, M.; Namangale, J.J.; Anwar, S.M.; Hamid, A. A Distribution-Free THWMA Control Chart under Ranked Set Sampling. Math. Probl. Eng. 2022, 2022, 3823013. [Google Scholar] [CrossRef]
- Zichuan, M.; Arslana, M.; Abbasb, Z.; Abbasic, S.A.; Zafar, H. Improving the Performance of EWMA mean chart using Two Auxiliary Variables. Rev. Argent. Clin. Psicol. 2020, 29, 2016–2024. [Google Scholar]
- Adegoke, N.A.; Smith, A.N.H.; Anderson, M.J.; Sanusi, R.A.; Pawley, M.D.M. Efficient Homogeneously Weighted Moving Average Chart for Monitoring Process Mean Using an Auxiliary Variable. IEEE Access 2019, 7, 94021–94032. [Google Scholar] [CrossRef]
- Cochran, W.G. Sampling Techniques, 3rd ed.; Wiley: New York, NY, USA, 1977. [Google Scholar]
- Abbas, N.; Ahmad, S.; Riaz, M. Reintegration of auxiliary information based control charts. Comput. Ind. Eng. 2022, 171, 108479. [Google Scholar] [CrossRef]
- Kadilar, C.; Cingi, H. A new estimator using two auxiliary variables. Appl. Math. Comput. 2005, 162, 901–908. [Google Scholar] [CrossRef]
- Abbasi, S.A.; Adegoke, N.A. Auxiliary—information—based efficient variability control charts for Phase I of SPC. Qual. Reliabil. Eng. Int. 2020, 36, 2322–2337. [Google Scholar] [CrossRef]
- Zhang, G. A new type of control charts and a theory of diagnosis with control charts. In World Quality Congress Transactions; American Society for Quality Control: Milwaukee, WI, USA, 1984; pp. 175–185. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Small Shifts | Moderate Shifts | Large Shifts | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| = 0.03, L = 2.272 | = 0.05, L = 2.608 | = 0.10, L = 2.938 | = 0.25, L = 3.075 | |||||||||
| = 0.25 | = 0.5 | = 0.75 | = 0.25 | = 0.5 | = 0.75 | = 0.25 | = 0.5 | = 0.75 | = 0.25 | = 0.5 | = 0.75 | |
| = 0.50, = 0 | = 0.50, = 0 | = 0.50, = 0 | = 0.50, = 0 | |||||||||
| 0 | 499.92 | 500.59 | 500.50 | 500.87 | 500.48 | 500.00 | 499.70 | 499.68 | 500.22 | 500.96 | 499.81 | 500.92 |
| 0.03 | 422.12 | 393.17 | 291.19 | 432.70 | 408.11 | 315.37 | 439.43 | 421.68 | 335.05 | 466.80 | 455.76 | 398.38 |
| 0.05 | 330.14 | 288.40 | 174.72 | 345.68 | 310.76 | 194.21 | 362.74 | 330.82 | 218.70 | 419.96 | 392.24 | 290.20 |
| 0.075 | 226.50 | 193.27 | 104.73 | 254.06 | 217.28 | 120.66 | 272.73 | 237.35 | 136.16 | 346.73 | 310.04 | 189.49 |
| 0.1 | 165.07 | 136.69 | 69.23 | 186.99 | 157.06 | 81.87 | 208.11 | 173.65 | 91.86 | 274.62 | 239.11 | 127.87 |
| 0.125 | 125.40 | 100.83 | 48.69 | 144.15 | 118.10 | 59.37 | 160.82 | 132.53 | 66.29 | 223.38 | 184.65 | 89.11 |
| 0.175 | 79.36 | 62.04 | 28.51 | 92.93 | 74.41 | 35.17 | 103.92 | 83.45 | 39.74 | 145.17 | 114.72 | 50.07 |
| 0.2 | 64.22 | 50.32 | 22.92 | 76.32 | 60.70 | 28.69 | 85.96 | 68.58 | 32.40 | 117.87 | 92.28 | 39.13 |
| 0.25 | 45.82 | 35.69 | 15.80 | 55.40 | 43.76 | 19.81 | 62.29 | 48.84 | 22.81 | 82.98 | 63.02 | 26.01 |
| 0.5 | 14.74 | 11.35 | 5.34 | 18.53 | 14.13 | 6.48 | 21.19 | 16.43 | 7.44 | 24.20 | 18.19 | 7.52 |
| 0.75 | 7.69 | 6.09 | 3.08 | 9.40 | 7.33 | 3.61 | 11.02 | 8.57 | 4.08 | 11.53 | 8.76 | 3.95 |
| 1 | 5.01 | 4.02 | 2.11 | 6.00 | 4.75 | 2.46 | 6.88 | 5.44 | 2.71 | 7.09 | 5.44 | 2.61 |
| 1.5 | 2.89 | 2.36 | 1.21 | 3.40 | 2.76 | 1.35 | 3.81 | 3.08 | 1.50 | 3.68 | 2.93 | 1.45 |
| 2 | 1.97 | 1.58 | 1.02 | 2.31 | 1.84 | 1.03 | 2.58 | 2.07 | 1.06 | 2.44 | 1.95 | 1.06 |
| = 0.05 | = 0.15 | = 0.25 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| = 0.05, = 2.633 | = 0.05, = 2.679 | = 0.05, = 2.719 | |||||||
| ARL | SDRL | MDRL | ARL | SDRL | MDRL | ARL | SDRL | MDRL | |
| 0 | 501.18 | 372.02 | 438 | 499.75 | 372.26 | 437 | 495.53 | 368.77 | 436 |
| 0.03 | 434.94 | 329.12 | 376 | 434.31 | 331.05 | 373 | 429.45 | 329.72 | 367 |
| 0.05 | 349.49 | 274.23 | 291 | 353.02 | 278.69 | 295 | 354.30 | 279.99 | 294 |
| 0.075 | 253.89 | 200.40 | 210 | 261.87 | 204.59 | 216 | 262.13 | 205.74 | 218 |
| 0.1 | 190.50 | 147.65 | 160 | 192.57 | 150.72 | 161 | 196.71 | 154.48 | 164 |
| 0.125 | 145.68 | 110.16 | 123 | 150.41 | 114.68 | 127 | 151.95 | 116.03 | 127 |
| 0.175 | 94.24 | 69.61 | 81 | 96.52 | 71.67 | 82 | 98.10 | 73.09 | 83 |
| 0.2 | 78.06 | 56.57 | 67 | 79.25 | 57.85 | 68 | 81.47 | 59.95 | 69 |
| 0.25 | 56.42 | 40.24 | 49 | 57.62 | 41.41 | 50 | 58.68 | 41.95 | 51 |
| 0.5 | 18.59 | 12.44 | 16 | 19.24 | 12.93 | 17 | 19.58 | 13.27 | 17 |
| 0.75 | 9.53 | 5.95 | 8 | 9.87 | 6.20 | 9 | 10.08 | 6.33 | 9 |
| 1 | 6.17 | 3.49 | 6 | 6.23 | 3.51 | 6 | 6.41 | 3.67 | 6 |
| 1.5 | 3.44 | 1.74 | 3 | 3.52 | 1.77 | 3 | 3.60 | 1.85 | 3 |
| 2 | 2.34 | 1.26 | 3 | 2.40 | 1.28 | 3 | 2.44 | 1.31 | 3 |
| EWMA | AEWMA ( = 0.25) | |||||||
|---|---|---|---|---|---|---|---|---|
| = 0.03 = 2.483 | = 0.05 = 2.639 | = 0.1 = 2.824 | = 0.25 = 3.001 | = 0.03 = 2.483 | = 0.05 = 2.639 | = 0.1 = 2.824 | = 0.25 = 3.001 | |
| 0 | 500.64 | 499.68 | 500.94 | 499.79 | 500.33 | 500.36 | 500.39 | 500.78 |
| 0.03 | 456.41 | 462.91 | 480.81 | 488.19 | 453.72 | 466.58 | 475.58 | 484.32 |
| 0.05 | 388.18 | 412.31 | 438.70 | 466.30 | 382.72 | 408.43 | 438.29 | 462.55 |
| 0.075 | 304.78 | 338.65 | 376.08 | 435.67 | 301.97 | 328.86 | 372.44 | 427.63 |
| 0.1 | 232.24 | 266.78 | 318.91 | 390.56 | 229.75 | 262.54 | 314.47 | 384.82 |
| 0.125 | 181.85 | 211.65 | 264.66 | 346.91 | 177.55 | 202.55 | 251.93 | 336.03 |
| 0.175 | 113.49 | 135.20 | 177.02 | 262.29 | 110.97 | 130.36 | 168.29 | 254.75 |
| 0.2 | 93.56 | 111.53 | 148.70 | 224.77 | 90.34 | 106.50 | 139.50 | 219.07 |
| 0.25 | 67.29 | 76.75 | 102.97 | 169.33 | 63.26 | 73.58 | 97.39 | 161.22 |
| 0.5 | 21.19 | 23.74 | 29.12 | 47.85 | 20.25 | 22.26 | 26.81 | 44.31 |
| 0.75 | 10.77 | 11.93 | 13.58 | 19.27 | 10.14 | 11.18 | 12.78 | 18.02 |
| 1 | 6.60 | 7.40 | 8.25 | 10.38 | 6.34 | 6.92 | 7.71 | 9.76 |
| 1.5 | 3.42 | 3.77 | 4.17 | 4.79 | 3.29 | 3.59 | 3.98 | 4.49 |
| 2 | 2.25 | 2.41 | 2.65 | 2.93 | 2.15 | 2.31 | 2.52 | 2.80 |
| HWMA | AHWMA ( = 0.25) | |||||||
|---|---|---|---|---|---|---|---|---|
| = 0.03 = 2.272 | = 0.05 = 2.608 | = 0.1 = 2.938 | = 0.25 = 3.075 | = 0.03 = 2.272 | = 0.05 = 2.608 | = 0.1 = 2.938 | = 0.25 = 3.075 | |
| 0 | 500.70 | 499.35 | 499.48 | 499.69 | 499.98 | 500.18 | 500.96 | 500.34 |
| 0.03 | 440.12 | 449.24 | 456.35 | 473.57 | 442.47 | 448.12 | 453.61 | 473.88 |
| 0.05 | 359.03 | 382.47 | 397.11 | 441.31 | 359.39 | 380.54 | 393.94 | 445.27 |
| 0.075 | 274.16 | 298.00 | 313.35 | 382.72 | 266.64 | 286.42 | 310.21 | 377.80 |
| 0.1 | 205.43 | 229.66 | 250.83 | 329.77 | 199.38 | 222.00 | 242.77 | 317.69 |
| 0.125 | 158.89 | 179.95 | 201.22 | 270.99 | 151.54 | 174.35 | 191.82 | 265.10 |
| 0.175 | 101.43 | 119.55 | 133.63 | 187.62 | 97.86 | 115.19 | 127.79 | 179.99 |
| 0.2 | 84.52 | 99.66 | 111.81 | 158.76 | 80.32 | 96.17 | 106.49 | 148.73 |
| 0.25 | 61.19 | 73.06 | 81.59 | 113.01 | 58.59 | 69.15 | 78.16 | 106.86 |
| 0.5 | 20.08 | 25.26 | 28.57 | 33.96 | 19.09 | 23.76 | 27.27 | 31.84 |
| 0.75 | 10.36 | 12.80 | 14.89 | 16.12 | 9.82 | 12.25 | 14.07 | 15.24 |
| 1 | 6.64 | 7.99 | 9.37 | 9.74 | 6.28 | 7.63 | 8.81 | 9.14 |
| 1.5 | 3.72 | 4.41 | 4.97 | 4.92 | 3.56 | 4.22 | 4.75 | 4.66 |
| 2 | 2.55 | 3.00 | 3.33 | 3.18 | 2.44 | 2.85 | 3.18 | 3.05 |
| TAHWMA | EWMA | AEWMA | HWMA | AHWMA | ||||
|---|---|---|---|---|---|---|---|---|
| Shift | = 0.03 | = 0.05 | = 0.1 | = 0.25 | = 0.03 | = 0.03 | = 0.03 | = 0.03 |
| 0 | 500.5 | 500 | 500.22 | 500.92 | 500.64 | 500.33 | 500.7 | 499.98 |
| 0.03 | 291.19 | 315.37 | 335.05 | 398.38 | 456.41 | 453.72 | 440.12 | 442.47 |
| 0.05 | 174.72 | 194.21 | 218.7 | 290.2 | 388.18 | 382.72 | 359.03 | 359.39 |
| 0.075 | 104.73 | 120.66 | 136.16 | 189.49 | 304.78 | 301.97 | 274.16 | 266.64 |
| 0.1 | 69.23 | 81.87 | 91.86 | 127.87 | 232.24 | 229.75 | 205.43 | 199.38 |
| 0.125 | 48.69 | 59.37 | 66.29 | 89.11 | 181.85 | 177.55 | 158.89 | 151.54 |
| 0.175 | 28.51 | 35.17 | 39.74 | 50.07 | 113.49 | 110.97 | 101.43 | 97.86 |
| 0.2 | 22.92 | 28.69 | 32.4 | 39.13 | 93.56 | 90.34 | 84.52 | 80.32 |
| 0.25 | 15.8 | 19.81 | 22.81 | 26.01 | 67.29 | 63.26 | 61.19 | 58.59 |
| 0.5 | 5.34 | 6.48 | 7.44 | 7.52 | 21.19 | 20.25 | 20.08 | 19.09 |
| 0.75 | 3.08 | 3.61 | 4.08 | 3.95 | 10.77 | 10.14 | 10.36 | 9.82 |
| 1 | 2.11 | 2.46 | 2.71 | 2.61 | 6.6 | 6.34 | 6.64 | 6.28 |
| 1.5 | 1.21 | 1.35 | 1.5 | 1.45 | 3.42 | 3.29 | 3.72 | 3.56 |
| 2 | 1.02 | 1.03 | 1.06 | 1.06 | 2.25 | 2.15 | 2.55 | 2.44 |
| EQL | 2.12 | 2.37 | 2.61 | 2.60 | 6.28 | 6.01 | 6.48 | 6.18 |
| RMI | 0.00 | 0.17 | 0.30 | 0.52 | 2.21 | 2.10 | 2.03 | 1.91 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arslan, M.; Anwar, S.; Gunaime, N.M.; Shahab, S.; Lone, S.A.; Rasheed, Z. An Improved Charting Scheme to Monitor the Process Mean Using Two Supplementary Variables. Symmetry 2023, 15, 482. https://doi.org/10.3390/sym15020482
Arslan M, Anwar S, Gunaime NM, Shahab S, Lone SA, Rasheed Z. An Improved Charting Scheme to Monitor the Process Mean Using Two Supplementary Variables. Symmetry. 2023; 15(2):482. https://doi.org/10.3390/sym15020482
Chicago/Turabian StyleArslan, Muhammad, Sadia Anwar, Nevine M. Gunaime, Sana Shahab, Showkat Ahmad Lone, and Zahid Rasheed. 2023. "An Improved Charting Scheme to Monitor the Process Mean Using Two Supplementary Variables" Symmetry 15, no. 2: 482. https://doi.org/10.3390/sym15020482