


A Heuristic Integrated Scheduling Algorithm via Processing Characteristics of Various Machines
Abstract
:1. Introduction
2. Problem Analysis and Description
- (1)
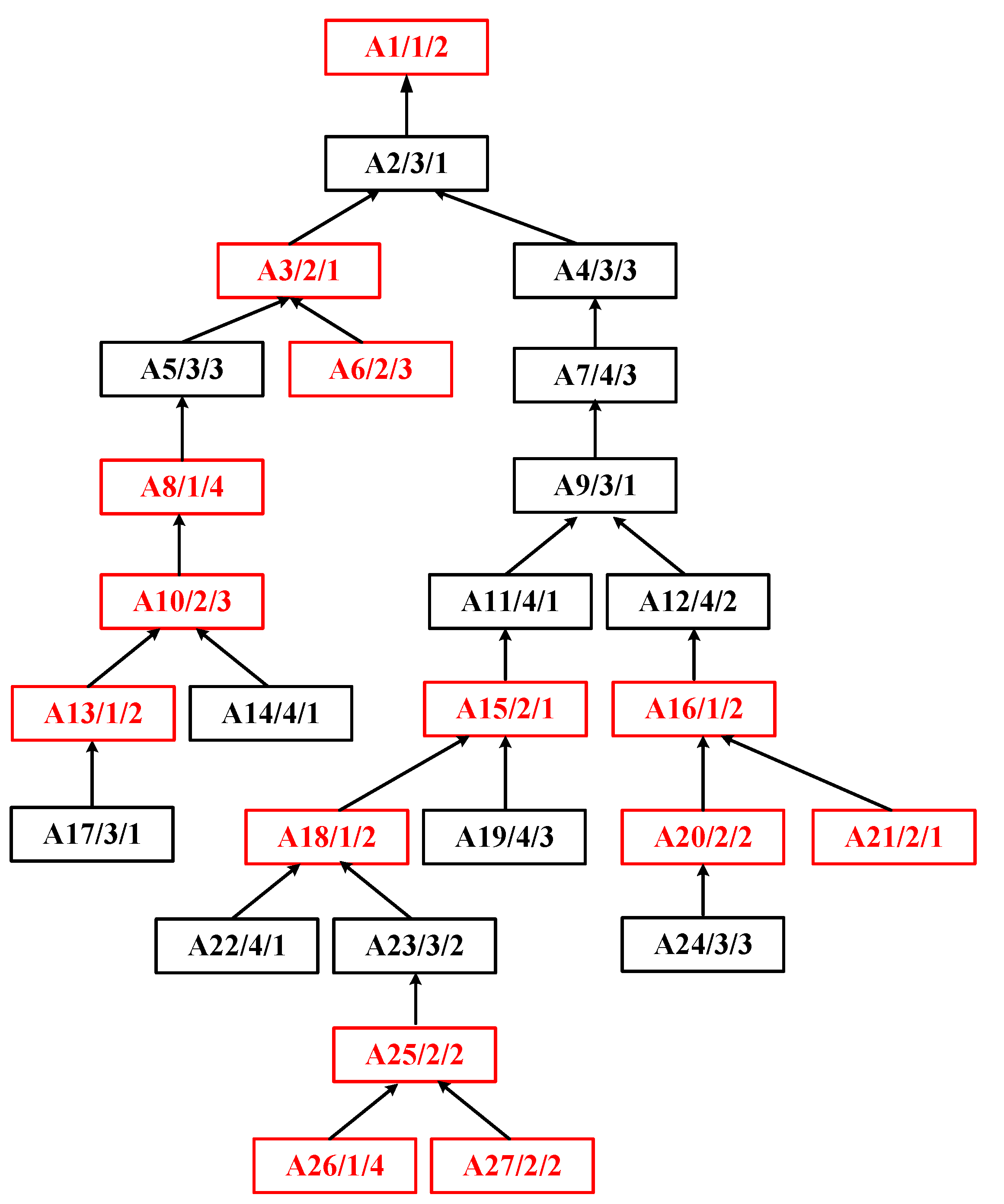
- Each operation has three elements: the operation number, the machine number, and the processing time;
- (2)
- Each occupied machine has two properties: the time certainty and the processing continuity;
- (3)
- Except for leaf node operations, the sufficient and necessary condition of each operation is that all of its immediate predecessor operations are completed;
- (4)
- The end time of the last operation is the total processing time of the product.
3. Algorithm Design Ideas
3.1. Relevant Definitions
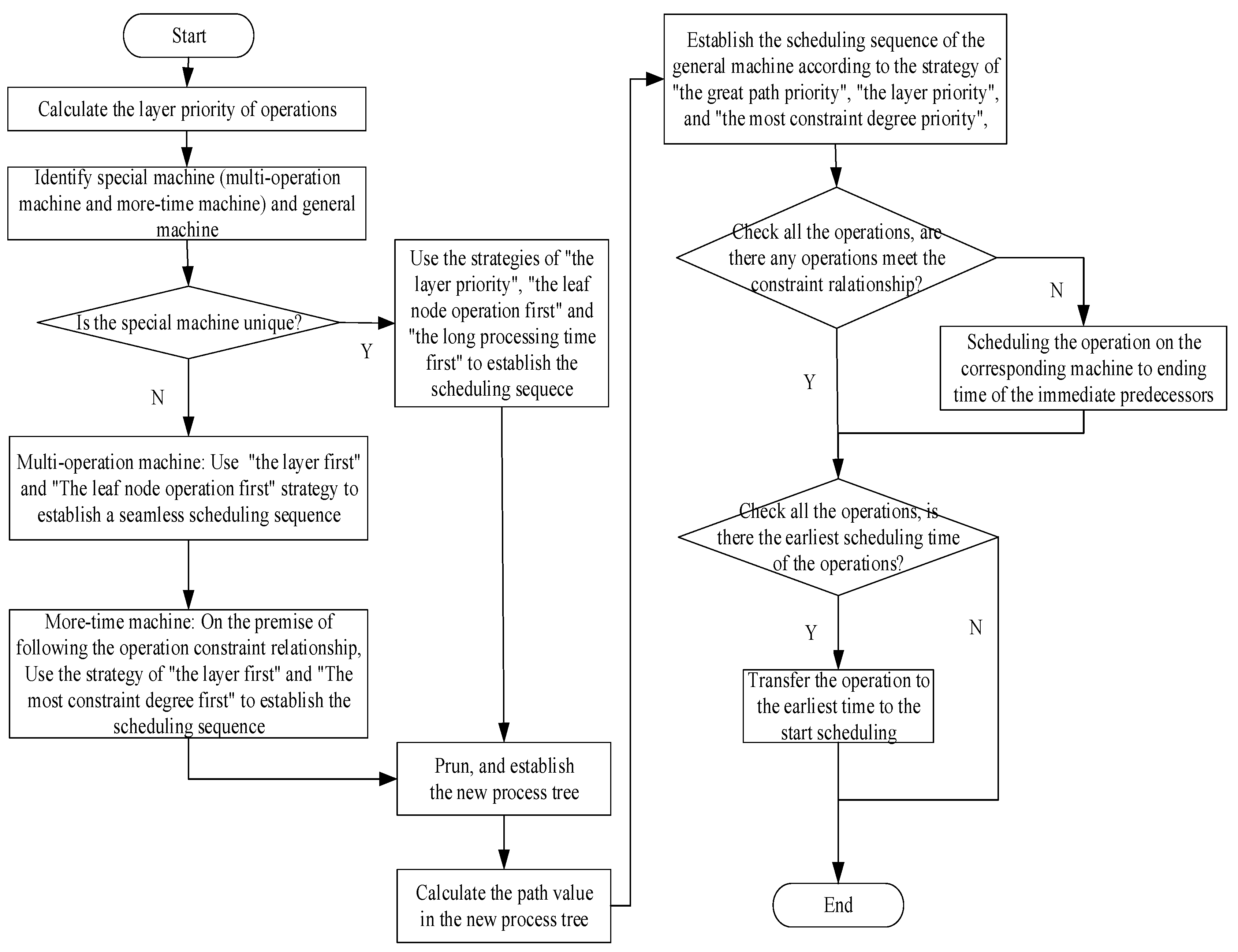
3.2. Description of the Algorithm
3.3. Algorithm Complexity Analysis
4. Example Analysis
4.1. Complex Product Scheduling Demonstration
4.2. Comparison and Analysis of Asymmetric Complex Product Scheduling
- (1)
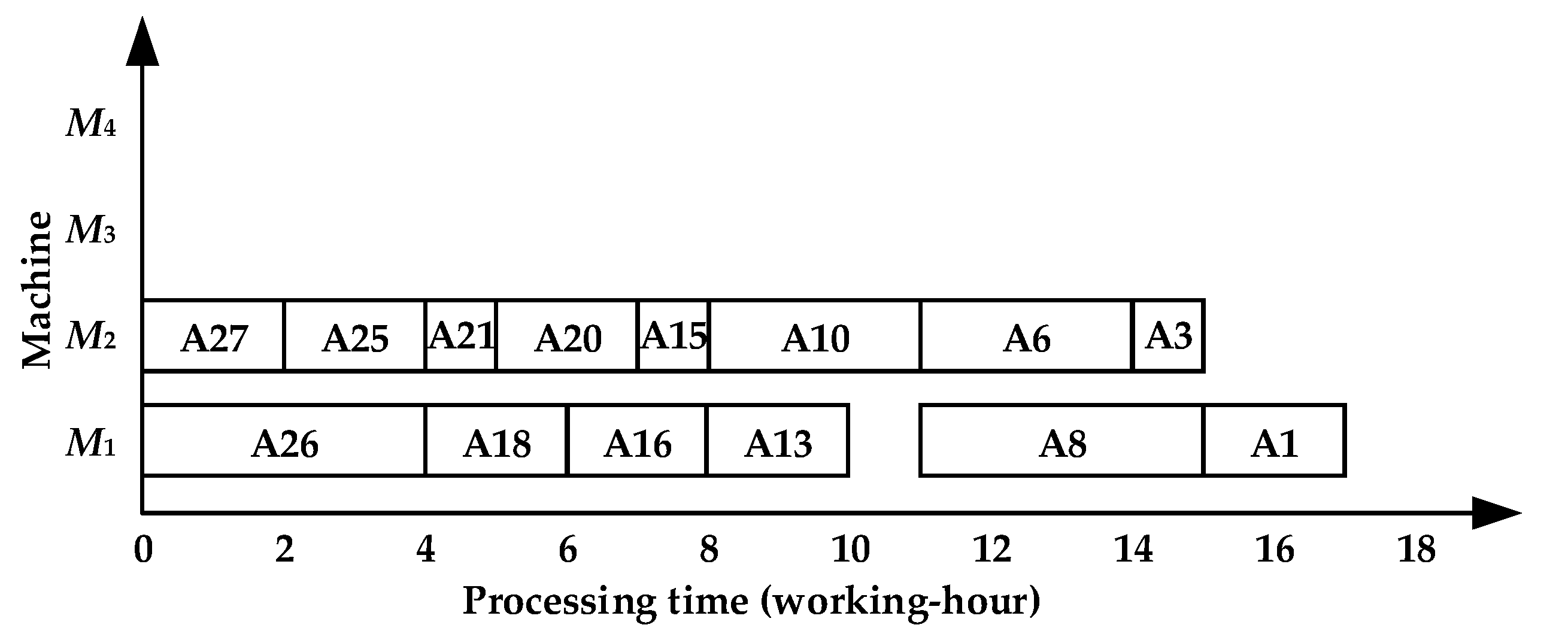
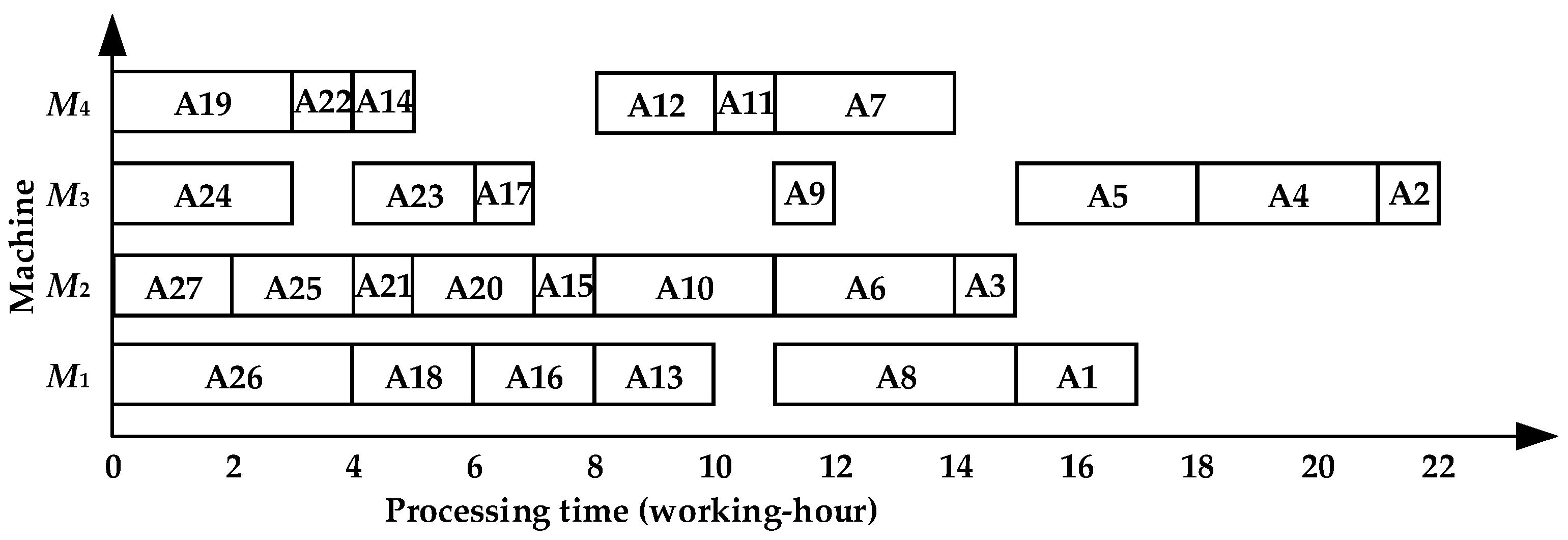
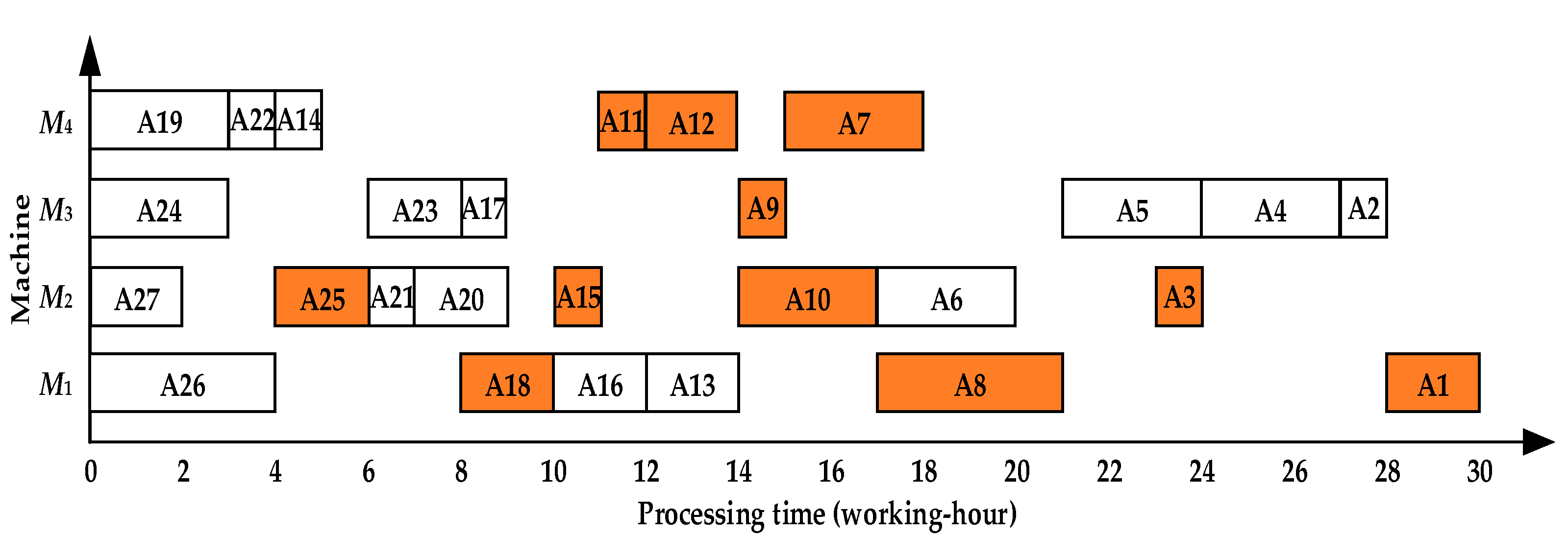
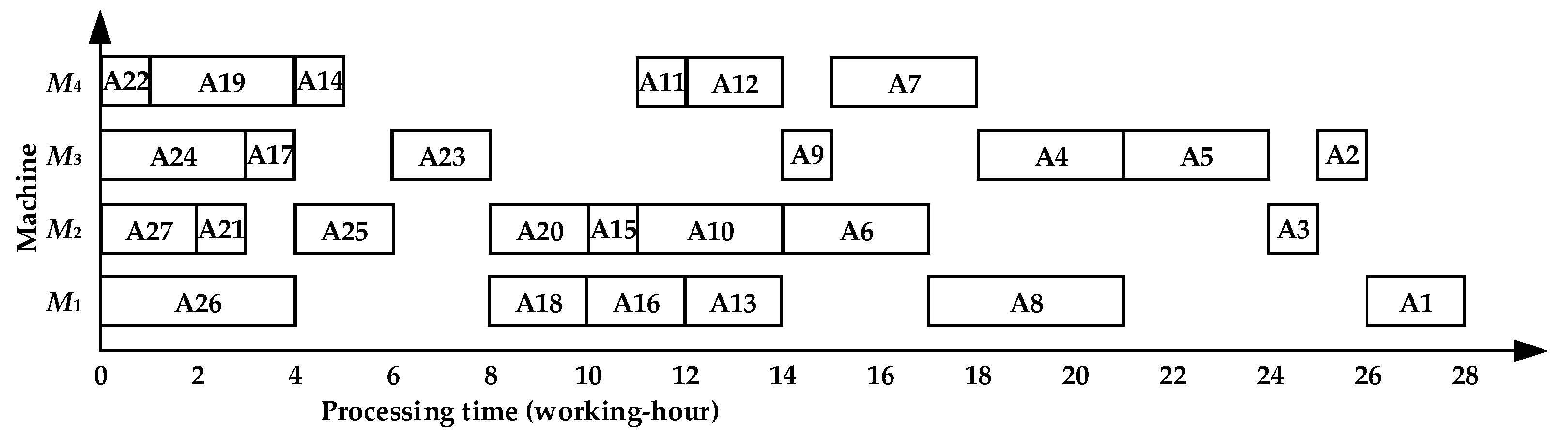
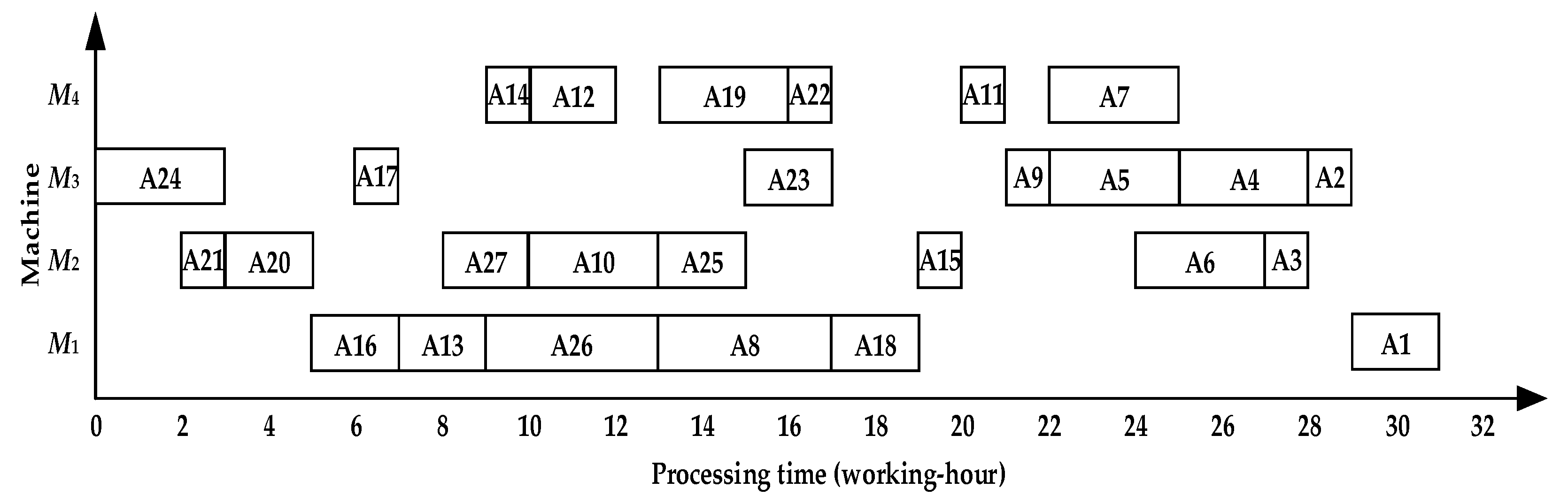
- ANCOG is adopted to prioritize operation scheduling in the closely connecting operation groups, which ignores the influence of the relative position of operations with a low constraint degree on the scheduling results and leads to the idle time periods in the operations during the serial scheduling process. A comparative analysis of Figure 8 and Figure 9 shows that the multi-operation machine M2 in Figure 9 has a long idle time from t = 17 to t = 24 with a total of 10 working hours. Due to the priority scheduling of A20 of the special machine M2, in Figure 8, A16, A12, A9, A7, and A4, are 5, 4, 2, 2, and 4 working hours ahead of those in Figure 9.
- (2)
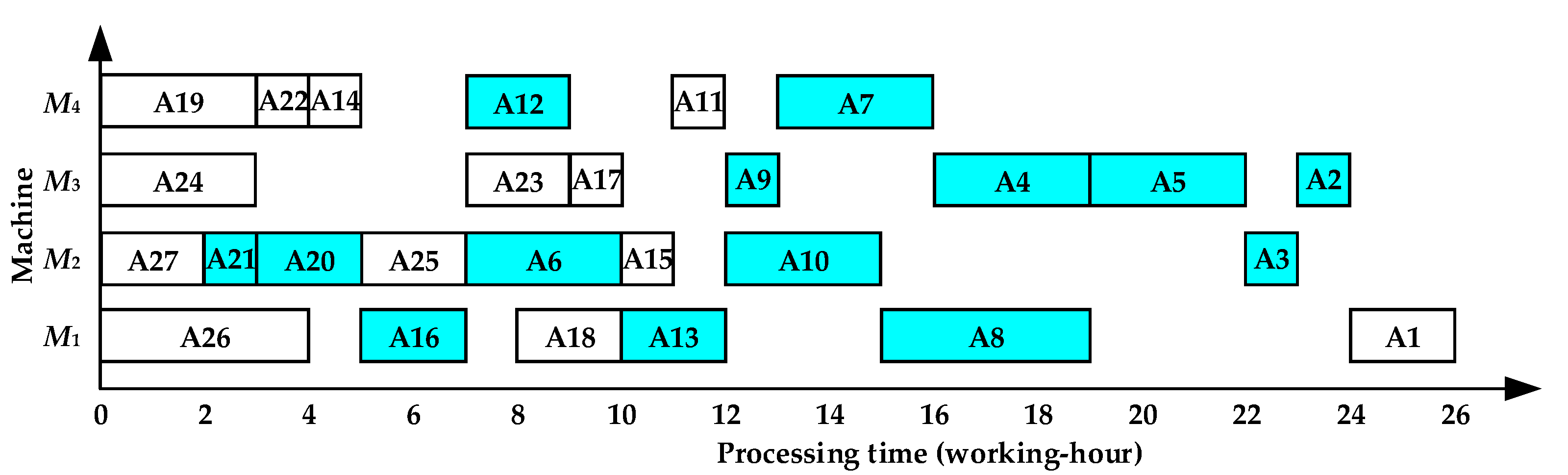
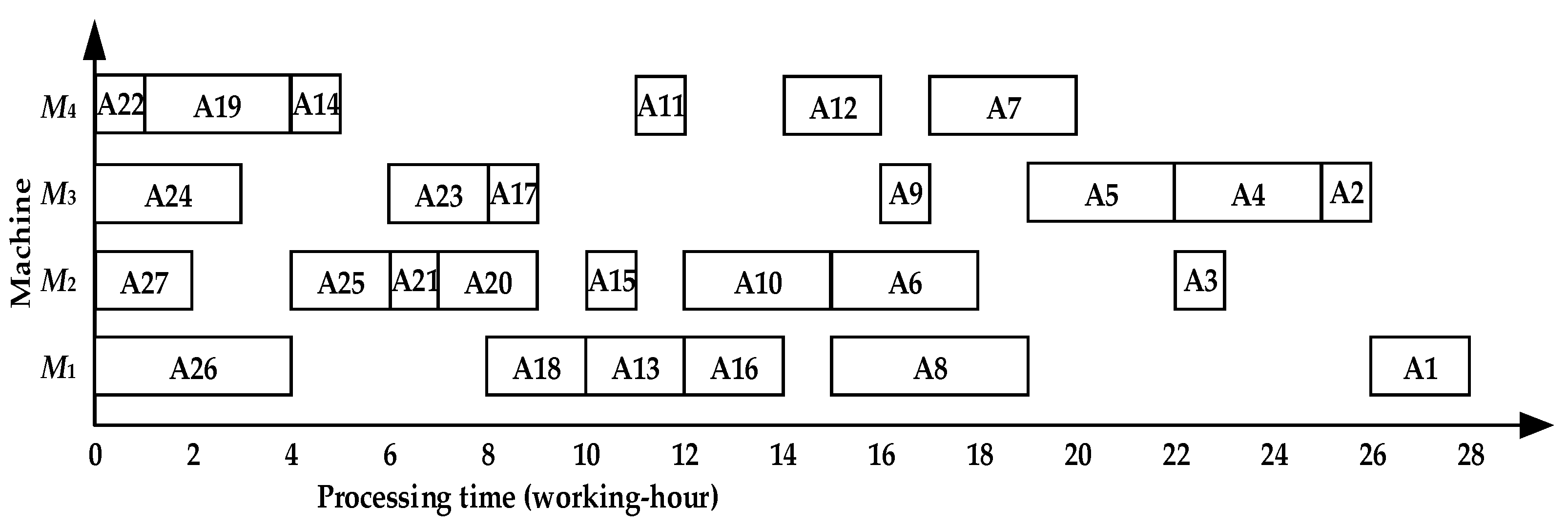
- TSACCSP does not consider the processing and utilization of multi-operation machines during the determination of the starting time of operations, which affects the overall scheduling effect. A comparative analysis of Figure 8 and Figure 10 shows that the more-time machine M2 is idle from t = 0 to t = 2, t = 5 to t = 7, t = 14 to t = 18, and t = 19 to t = 24 in Figure 10. In Figure 8, the starting times of A27, A25, A15, A6, and A3 are 7, 8, 17, and 5 working hours, earlier than those in Figure 10, respectively. This only increases the tightness of continuous processing on M2, but it also increases the more-time machine utilization rate by 9.9%.
- (3)
- In ACHSO, the focus of optimization is operations at the same layer. The strategies of “Layer first” and “Leaf node process of the same layer first” are both horizontal optimization in nature, and the problem of “emphasizing the horizontal while neglecting the vertical” appears. A comparative analysis of Figure 8 and Figure 11 shows that, due to the priority scheduling of process A21 in Figure 8, its subsequent operations {A16, A12, A9, A7, A4} are 7, 7, 4, 4, and 6 working hours earlier than those shown in Figure 11. This realizes the close processing of the operations.
- (4)
- In HIS-PCVM, the multi-operation machines and the more-time machines are added to the integrated scheduling mechanism as special factors. First, the layer priority strategy and leaf node operation priority strategy ensure the parallel processing effect of the special machine. Then, for the general machine, according to the scheduling principles of the path value and the constraint degree from large to small, the subsequent operations of the operations on special equipment can be processed as soon as possible, vertically.
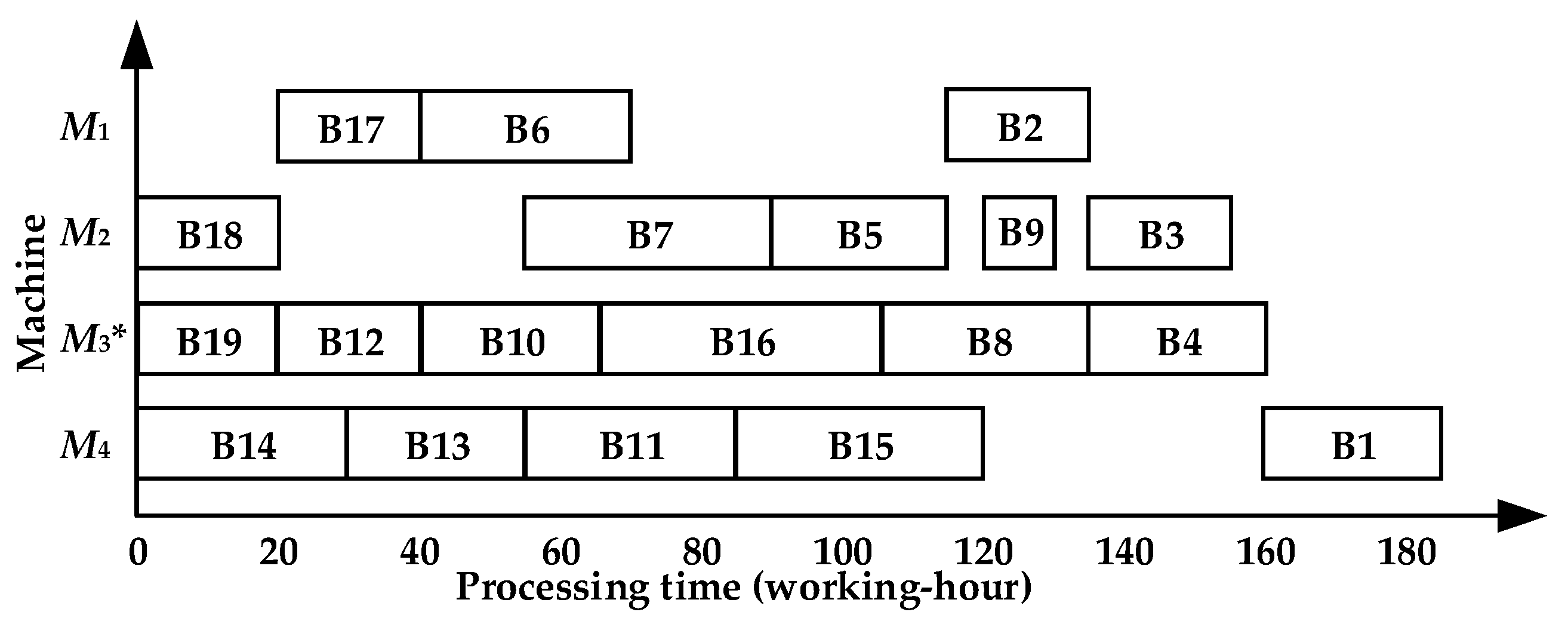
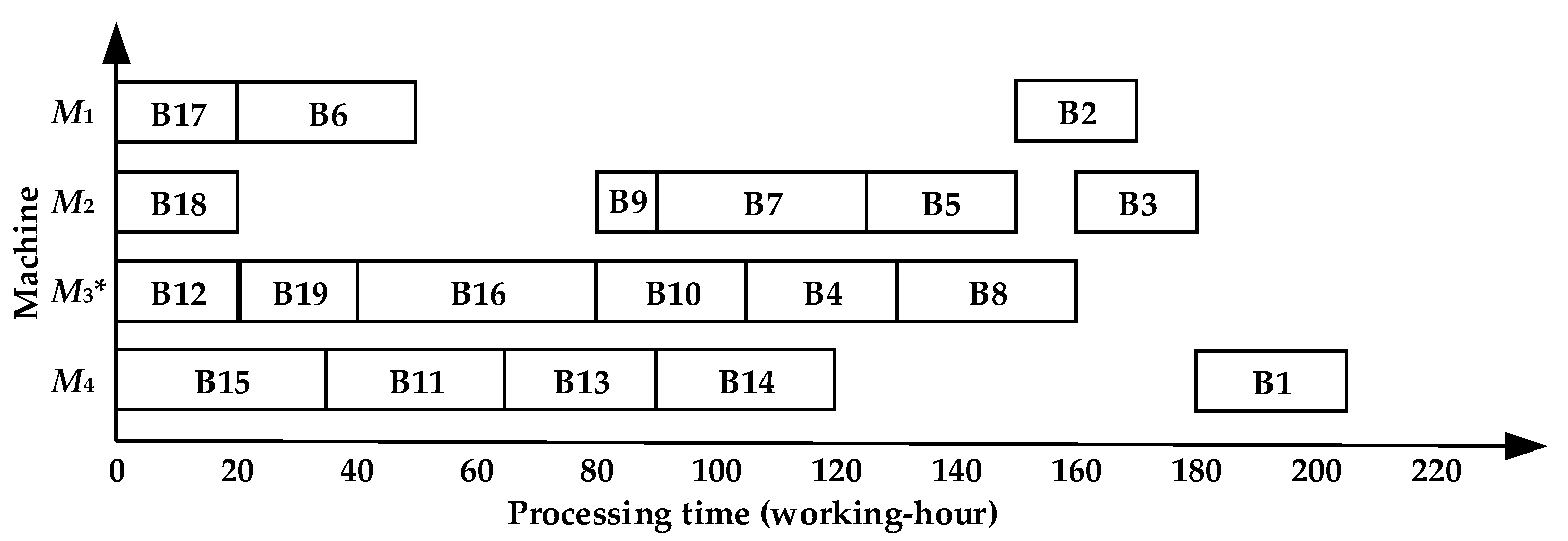
4.3. Comparison and Analysis of Symmetric Complex Product Scheduling
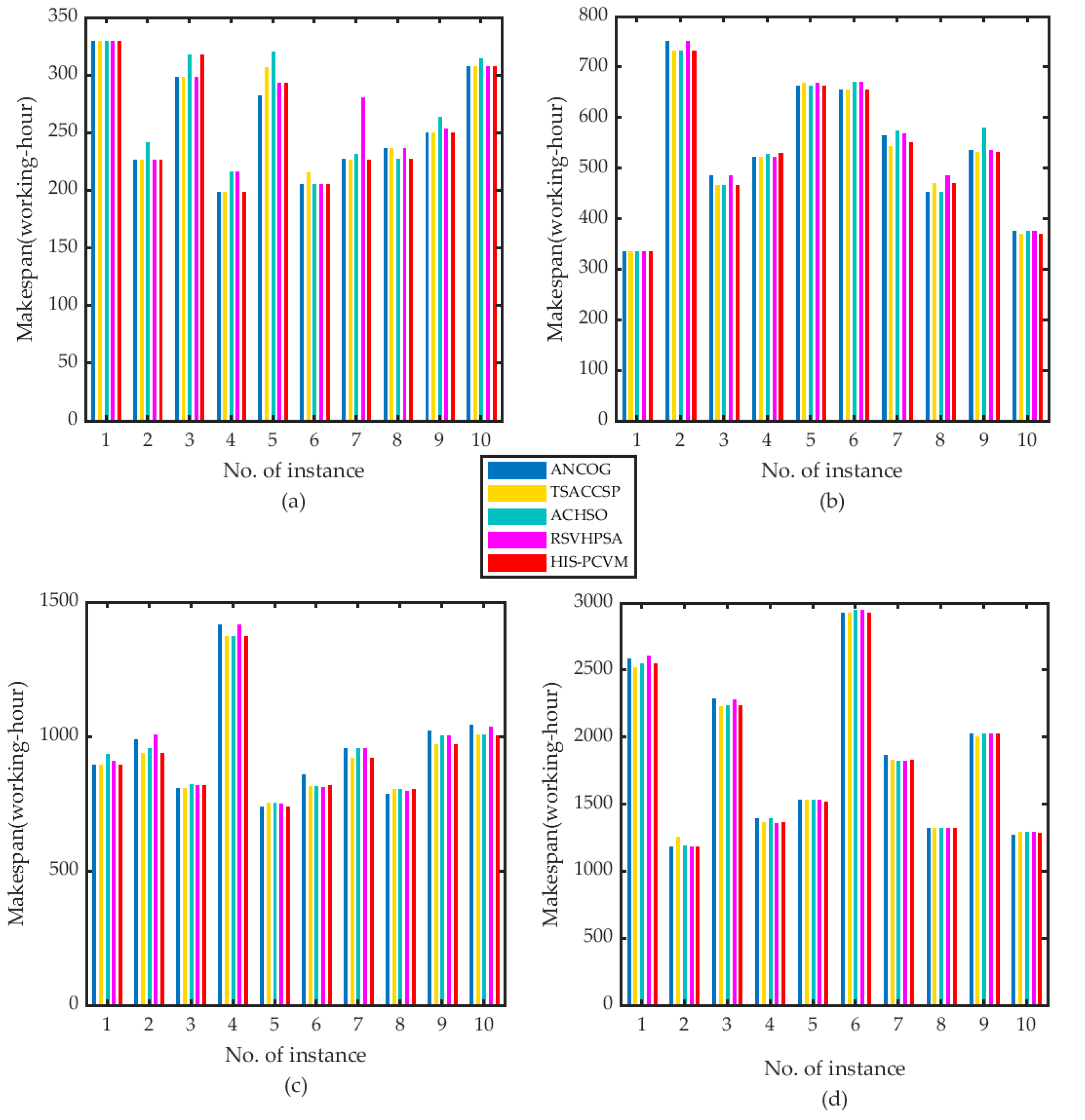
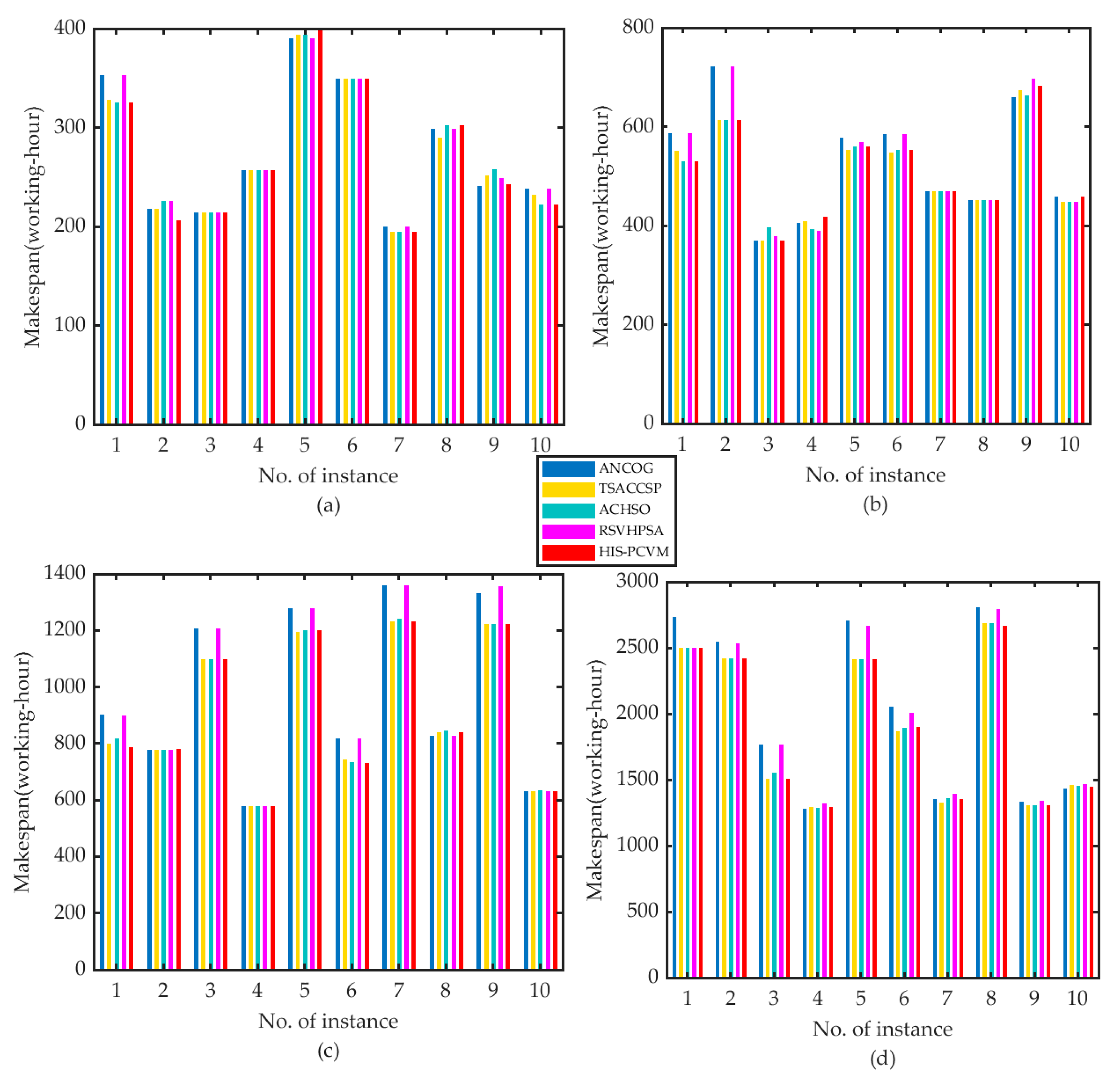
4.4. Comparison and Analysis of Five Scheduling Algorithms
- (1)
- HIS-PCVM adopts the optimization strategy of “special equipment”. It takes the particularity of machine resources as the research perspective. Additionally, it internalizes the overall optimization effect of integrated scheduling into the optimization of special equipment, so as to drive further optimization of the other machines.
- (2)
- The strategies of “the layer priority” and “the path value” fully compensate for the disadvantages of “attaching importance to horizontal optimization and discarding vertical optimization“ and “attaching importance to vertical optimization and discarding horizontal optimization“ in integrated scheduling. HIS-PCVM not only considers the leaf node operations with low layer priority but also considers the scheduling problem on the long path.
- (3)
- HIS-PCVM adopts the strategy of “the earliest scheduling time”, which effectively uses the scheduling gap between the serial operations caused by inserting the relevant operations into the idle time of the machine.
- (4)
- HIS-PCVM adopts the strategy of “the constraint degree”, which is based on the structure properties of the product itself, to comprehensively consider the various constraint relations between the processing operations. It solves the problem of processing gaps on machines due to a weak tight cohesion between the operations.
5. Conclusions and Future Research
- (1)
- This paper takes “the special equipment processing characteristics” as the important optimization factors. It considers the variety of machine processing characteristics and the influence of complex products on scheduling results. It achieves the effect of optimizing integrated scheduling by scheduling the operations corresponding to the special equipment.
- (2)
- The proposed algorithm realizes both horizontal optimization and vertical optimization by the layer priority strategy, the earliest scheduling time strategy, and the path value strategy. The layer priority strategy realizes parallel optimization in landscape orientation. The other two strategies realize optimization in the longitudinal direction.
- (3)
- It reduces the serial gap between operations, improves machine utilization, and shortens the makespan of complex products. Thus, it provides a new method to solve the integrated scheduling problem and expands the ideas on solving the problem. Therefore, the proposed algorithm has a certain theoretical and practical significance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, G.; Chen, Y. Petri-net-based scheduling of flexible manufacturing systems using an estimate function. Symmetry 2022, 14, 1052. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, Z.; Hu, Z.; Yang, Y. Research on optimal scheduling strategy for multi-energy interconnection. In China Intelligent Automation Conference; Springer: Singapore, 2021; pp. 185–197. [Google Scholar]
- Li, M.; Xiong, H.; Lei, D. An artificial bee colony with adaptive competition for the unrelated parallel machine scheduling problem with additional resources and maintenance. Symmetry 2022, 14, 1380. [Google Scholar] [CrossRef]
- Tang, Y.; Pan, Z.; Pedrycz, W.; Ren, F.; Song, X. Viewpoint-based kernel fuzzy clustering with weight information granules. In Proceedings of the IEEE Transactions on Emerging Topics in Computational Intelligence, Piscataway, NJ, USA, 2 September 2022. [Google Scholar] [CrossRef]
- Tang, Y.; Ren, F.; Pedrycz, W. Fuzzy c-means clustering through SSIM and patch for image segmentation. Appl. Soft Comput. 2020, 87, 105928. [Google Scholar] [CrossRef]
- Ibrahim, A.M.; Tawhid, M.A. An improved artificial algae algorithm integrated with differential evolution for job-shop scheduling problem. J. Intell. Manuf. 2022, 1–16. [Google Scholar] [CrossRef]
- Wu, K.; Dai, A.; Zheng, X.; Xi, W.; Shun, F. Economically optimized scheduling of cogeneration micro-grid considering pollution emission cost. In Proceedings of the China Process Control Conference, Taiyuan, China, 30 July 2021. [Google Scholar] [CrossRef]
- Xia, Y.; Xie, Z.; Xin, Y.; Zhang, X. A multi-shop integrated scheduling algorithm with fixed output constraint. J. Intell. Fuzzy Syst. 2021, 41, 4609–4617. [Google Scholar] [CrossRef]
- Samee, N.M.A.; Ahmed, S.; Abul, S. Metaheuristic algorithms for independent task scheduling in symmetric and asymmetric cloud computing environment. J. Comput. Sci. 2019, 15, 594–611. [Google Scholar] [CrossRef] [Green Version]
- Hidri, L.; Elsherbeeny, A.M. Optimal Solution to the two-stage hybrid flow shop scheduling problem with removal and transportation times. Symmetry 2022, 14, 1424. [Google Scholar] [CrossRef]
- Mao, L.; Guo, W. Research on collaborative planning and symmetric scheduling for parallel shipbuilding projects in the open distributed manufacturing environment. Symmetry 2020, 12, 161. [Google Scholar] [CrossRef]
- Vincent, T.; Lei, S.; Federico, D. Exponential time algorithms for just-in-time scheduling problems with common due date and symmetric weights. J. Comb. Optim. 2020, 39, 764–775. [Google Scholar]
- Zhang, F.; Bai, J.; Yang, D.; Wang, Q. Digital twin data-driven proactive job-shop scheduling strategy towards asymmetric manufacturing execution decision. Sci. Rep. 2022, 12, 1546. [Google Scholar] [CrossRef] [PubMed]
- Fabry, Q.; Agnetis, A.; Berghman, L.; Briand, C. Complexity of flow time minimization in a crossdock truck scheduling problem with asymmetric handover relations. Oper. Res. Lett. 2022, 50, 50–56. [Google Scholar] [CrossRef]
- Nanthini, S.; Nithya, K.; Sudhakar, S. Dominating set based virtual backbone cluster scheduling for ensuring energy efficiency in asymmetric radio WSN. J. Ambient. Intell. Humaniz. Comput. 2021, 13, 4569. [Google Scholar]
- Yonghee, Y.; Eun, J.; Young, H. Adaptive genetic algorithm for energy-efficient task scheduling on asymmetric multiprocessor system-on-chip. Microprocess. Microsyst. 2019, 66, 19–30. [Google Scholar]
- Wang, Q.; Chen, G. Robust control for asymmetric saturated systems based on gain scheduling. In Proceedings of the 29th China Control and Decision Making Conference, Chongqing, China, 28–30 May 2017. [Google Scholar]
- Xie, Z. Study on Operation Scheduling of Complex Product with Constraint among Jobs. Ph.D. Thesis, Harbin University of Science and Technology, Harbin, China, 2009. [Google Scholar]
- Xie, Z.; Yang, D.; Ma, M.; Yu, X. An improved artificial bee colony algorithm for the flexible integrated scheduling problem using networked machines collaboration. Int. J. Coop. Inf. Syst. 2020, 29, 2040003–2040022. [Google Scholar] [CrossRef]
- Gao, Y.; Xie, Z.; Liu, X.; Zhou, W.; Yu, X. Integrated scheduling algorithm based on the priority constraint table for complex products with tree structure. Adv. Mech. Eng. 2020, 12, 1687814020985206. [Google Scholar] [CrossRef]
- Defersha, F.; Obimuyiwa, D.; Yimer, A. Mathematical model and simulated annealing algorithm for setup operator constrained flexible job shop scheduling problem. Comput. Ind. Eng. 2022, 171, 108487–108509. [Google Scholar] [CrossRef]
- Hou, L.; Tian, E.; Zhou, Y.; Lu, P.; Wang, T.; Zhang, Y.; Liu, Z.; Yang, Y.; Li, P. Robust optimization of multiple microgrids scheduling for integrated energy system with uncertain sources and loads. In Proceedings of the 2020 International Conference on Green Energy, Environment and Sustainable Development (GEESD), Wuhan, China, 24–25 April 2020. [Google Scholar]
- Chen, J.; Du, W.; Wang, H.; Guo, D. Research on integrated scheduling optimization of double-trolley quay crane and AGV in automated terminal. In Proceedings of the 2019 2nd International Conference on Communication, Network and Artificial Intelligence (CNAI), Guangzhou, China, 27–29 December 2019. [Google Scholar]
- Sun, F.; Cao, J.; Lu, Z. HEFT-dynamic scheduling algorithm in workflow scheduling. In Proceedings of the 34th China Control and Decision Making Conference, Hefei, China, 21–23 May 2022. [Google Scholar]
- Yu, M.; Wang, Y.; Lv, Y.; Zhou, Y. Research on cooperative scheduling of yard crane and external container truck based on hybrid genetic algorithm and grey wolf optimization. In Proceedings of the 2022 World Transport Conference (WTC), Copenhagen, Denmark, 2–8 September 2022. [Google Scholar]
- Xie, Z.; Teng, Y.; Yang, J. Integrated scheduling algorithm with no-wait constraint operation group. Acta Autom. Sin. 2011, 122, 371–379. [Google Scholar] [CrossRef]
- Xie, Z.; Zhang, X.; Gao, Y.; Xin, Y. Time selective integrated scheduling algorithm considering the compactness of serial processes. J. Mech. Eng. 2018, 54, 191–202. [Google Scholar] [CrossRef]
- Xie, Z.; Zhou, W.; Yang, J. Resource cooperative integrated scheduling algorithm considering hierarchical scheduling order. Comput. Integr. Manuf. Syst. 2022, 1–17. Available online: http://kns.cnki.net/kcms/detail/11.5946.TP.20220104.1623.002.html (accessed on 7 September 2022).
- Papatya, S.; Tusan, D.; İmdat, K. Solution approaches for the parallel machine order acceptance and scheduling problem with sequence-dependent setup times, release dates and deadlines. Eur. J. Ind. Eng. 2021, 15, 295–318. [Google Scholar]
- Xie, Z.; Xin, Y.; Yang, J. Machine-driven integrated scheduling algorithm with rollback-preemptive. Autom. Sin. 2011, 37, 1332–1343. [Google Scholar]
- Xie, Z.; Li, S.; Liu, S. A scheduling algorithm based on key machine compact procedures. J. Harbin Univ. Technol. 2003, 37, 41–45. [Google Scholar]
- Xie, Z.; Zheng, Q.; Liu, S. A dynamic scheduling algorithm based on key machine’s compact procedures. J. Harbin Univ. Technol. 2003, 50–53. [Google Scholar] [CrossRef]
- Xie, Z.; Yang, G.; Tan, G. An algorithm of JSSP with dynamic collection of job with priority. Inst. Eng. Technol. Chin. Mech. Eng. Soc. 2006, 11, 398–402. [Google Scholar] [CrossRef]
- Zhang, H. Hybrid Gs-Ga algorithm for parallel machine scheduling problem with different transport vehicles. In Proceedings of the 2021 International Conference on Applied Mathematics, Modeling and Computer Simulation (AMMCS), Wuhan, China, 13–14 November 2021. [Google Scholar]
- Luo, C.; Geng, Z. Single machine scheduling problem with controllable setup and job processing times and position-dependent workloads. In Proceedings of the 2019 2nd International Conference on Communication, Network and Artificial Intelligence (CNAI), Guangzhou, China, 27–29 December 2019. [Google Scholar]
- Zheng, Y.; Xiao, Y. A mathematical formulation for integrated scheduling problem of handling equipment in container terminals. In Proceedings of the 2nd International Conference on Economics and Management, Education, Humanities and Social Sciences (EMEHSS), Wuhan, China, 29–30 March 2018. [Google Scholar]
- Xie, Z.; Teng, H. Anak Agung Ayu Putri Ardyanti1. An integrated scheduling algorithm for the same equipment process sequencing based on the root-subtree vertical and horizontal pre-scheduling. Comput. Model. Eng. Sci. 2022, 21550–21572. [Google Scholar] [CrossRef]
- Jin, L.; Yu, X.; Dong, Z. Single-machine scheduling with piece-rate maintenance, interval constrained processing times and rejection penalties. In Proceedings of the 2018 3rd Joint International Information Technology, Mechanical and Electronic Engineering Conference (JIMEC), Chongqing, China, 15–16 December 2018. [Google Scholar]
- Xu, B.; Zhang, Y.; Sun, K. Maintenance scheduling of power equipment considering opportunistic maintenance strategy. In Proceedings of the 2019 4th Asia Conference on Power and Electrical Engineering (ACPEE), Hangzhou, China, 28–31 March 2019. [Google Scholar]
- Zhu, C.; Feng, S.; Zhang, C.; Jin, L.; Wang, L. Research on open shop scheduling problem considering equipment preventive maintenance. China Mech. Eng. 2022, 1–12. Available online: http://kns.cnki.net/kcms/detail/42.1294.th.20220810.1600.002.html (accessed on 7 September 2022).



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operation | Layer Priority | Constraint Degree | Leaf Node |
|---|---|---|---|
| A1 | 1 | 1 | No |
| A2 | 2 | 3 | No |
| A3 | 3 | 3 | No |
| A4 | 3 | 2 | No |
| A5 | 4 | 2 | No |
| A6 | 4 | 1 | Yes |
| A7 | 4 | 2 | No |
| A8 | 5 | 2 | No |
| A9 | 5 | 3 | No |
| A10 | 6 | 3 | No |
| A11 | 6 | 2 | No |
| A12 | 6 | 2 | No |
| A13 | 7 | 2 | No |
| A14 | 7 | 1 | Yes |
| A15 | 7 | 3 | No |
| A16 | 7 | 3 | No |
| A17 | 8 | 1 | Yes |
| A18 | 8 | 3 | No |
| A19 | 8 | 1 | Yes |
| A20 | 8 | 2 | No |
| A21 | 8 | 1 | Yes |
| A22 | 9 | 1 | Yes |
| A23 | 9 | 2 | No |
| A24 | 9 | 1 | Yes |
| A25 | 10 | 3 | No |
| A26 | 11 | 1 | Yes |
| A27 | 11 | 1 | Yes |
| Multi-Operation Machine Utilization Ratio | More-Time Machine Utilization Ratio | Overall Utilization Rate of Machine | Relative Improvement Ratio of Overall Machine Utilization | |
|---|---|---|---|---|
| ANCOG | 60% | 57.1% | 57.7% | 5.2% |
| TSACCSP | 53.6% | 51.6% | 48.2% | 14.7% |
| ACHSO | 65.2% | 57.1% | 56.7% | 6.2% |
| HIS-PCVM | 65.2% | 61.5% | 62.9% | ------ |
| HIS-PCVM | RSVHPSA | |
|---|---|---|
| Algorithm idea | 1. On the special machine: using the strategies of “the layer priority”, “the leaf node operation first”, and “the long processing time first” to establish the scheduling sequence; 2. On the general machine: using the strategies of “the highest path value priority”, “the layer priority”, and “the highest constraint degree priority” to establish the scheduling sequence. | 1. Split symmetric process tree into several sub-trees; 2. Establish the pre-scheduling sequence according to the descending order of processing time of sub-trees; 3. On the same machine: establish the scheduling sequence by the machine process pre-start time. |
| Schedule sequence | {B19, B16, B10, B12, B8, B4, B18, B13, B11, B17, B6, B5, B15, B14, B3, B2, B9, B1} | M1: {B17, B6, B2}; M2: {B18, B7, B5, B9, B3}; M3: {B12, B19, B16, B10, B4, B8}; M4: {B15, B11, B13, B14}. |
| Total processing time | 185 | 205 |
| Overall utilization rate of machine | 75.4% | 67.8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, W.; Zhou, P.; Zheng, Y.; Xie, Z. A Heuristic Integrated Scheduling Algorithm via Processing Characteristics of Various Machines. Symmetry 2022, 14, 2150. https://doi.org/10.3390/sym14102150
Zhou W, Zhou P, Zheng Y, Xie Z. A Heuristic Integrated Scheduling Algorithm via Processing Characteristics of Various Machines. Symmetry. 2022; 14(10):2150. https://doi.org/10.3390/sym14102150
Chicago/Turabian StyleZhou, Wei, Pengwei Zhou, Ying Zheng, and Zhiqiang Xie. 2022. "A Heuristic Integrated Scheduling Algorithm via Processing Characteristics of Various Machines" Symmetry 14, no. 10: 2150. https://doi.org/10.3390/sym14102150