

Design and Validation of Automated Sensor-Based Artificial Ripening System Combined with Ultrasound Pretreatment for Date Fruits



Abstract
:1. Introduction
2. Materials and Methods
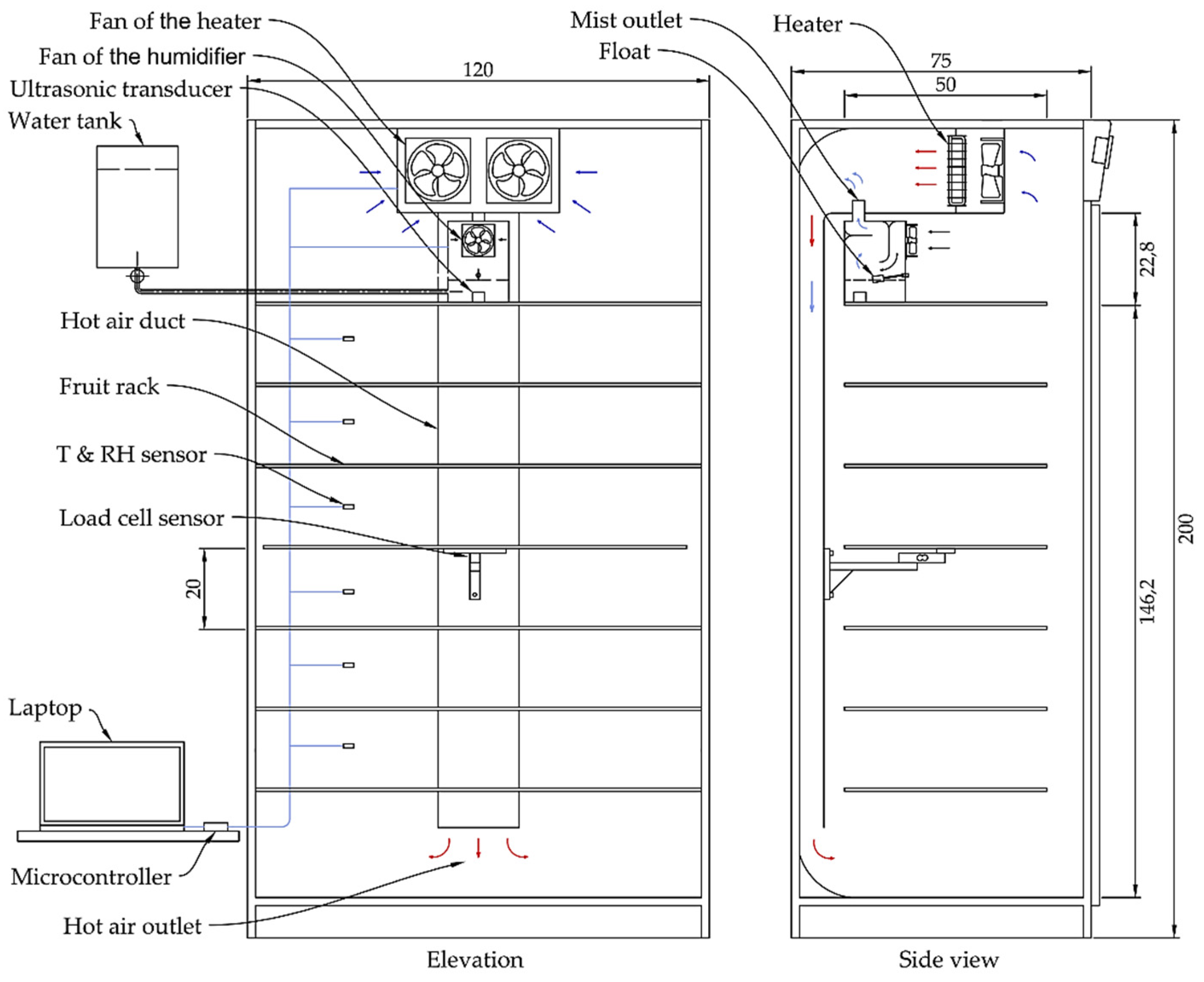
2.1. Design of the Sensor-Based Artificial Ripening System
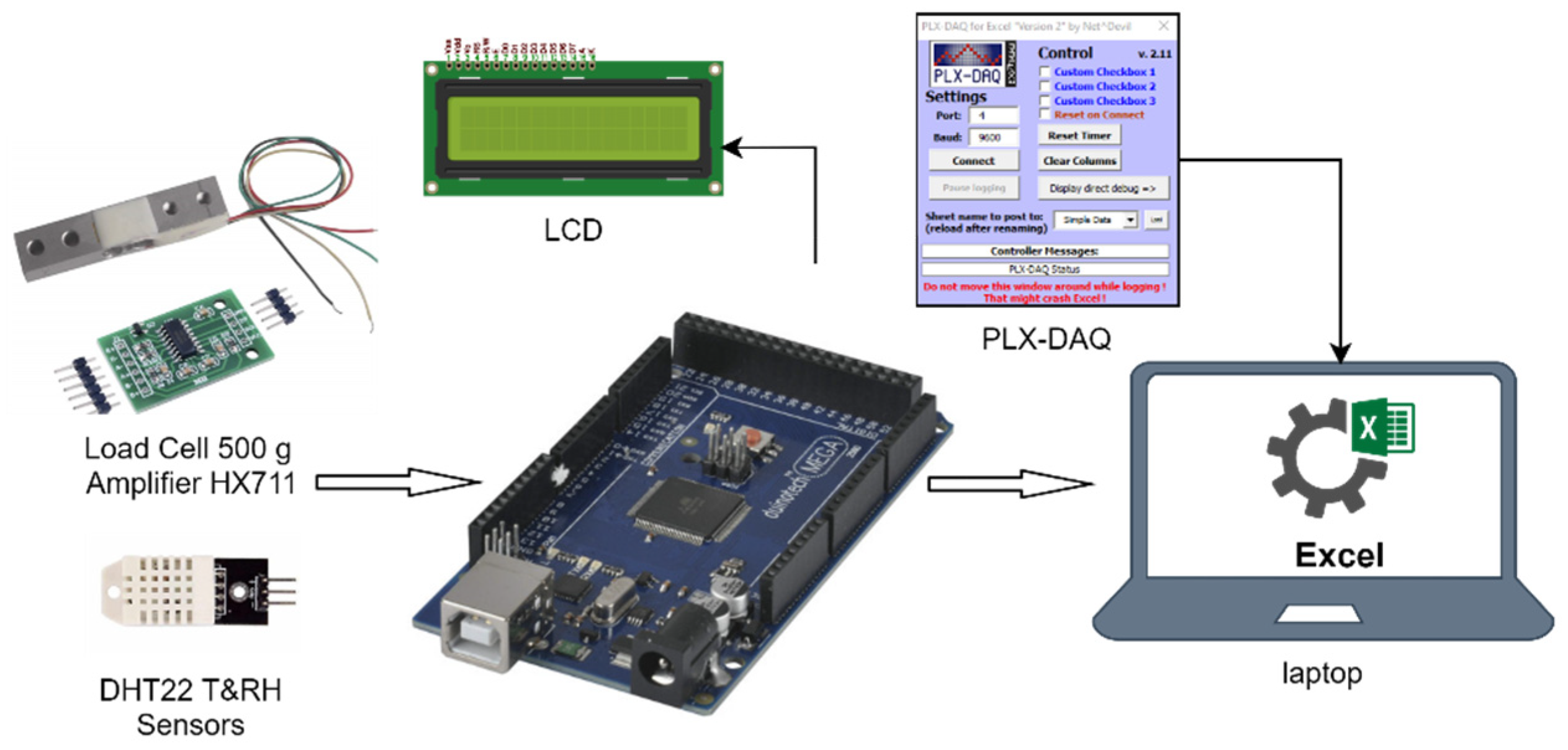
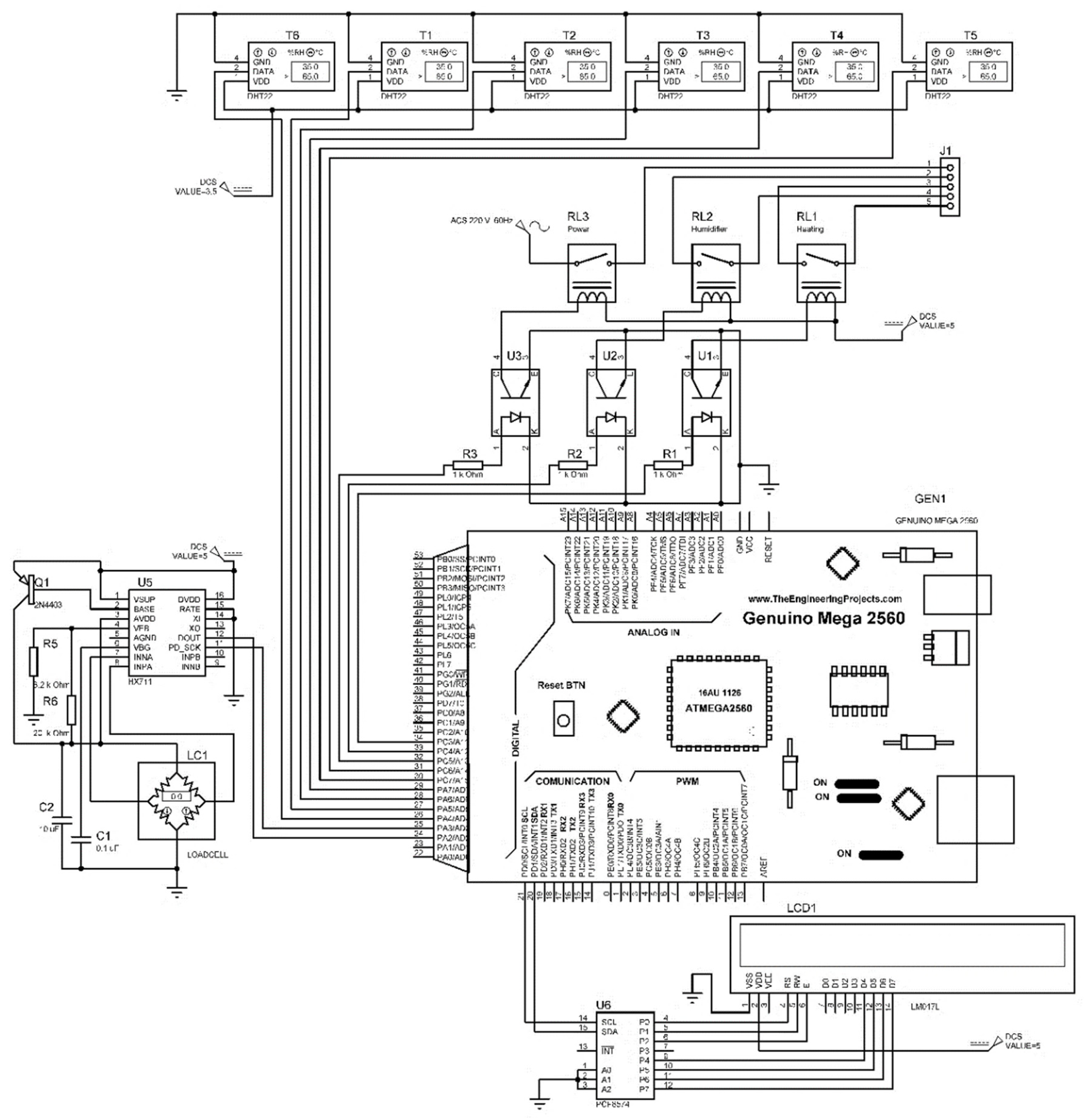
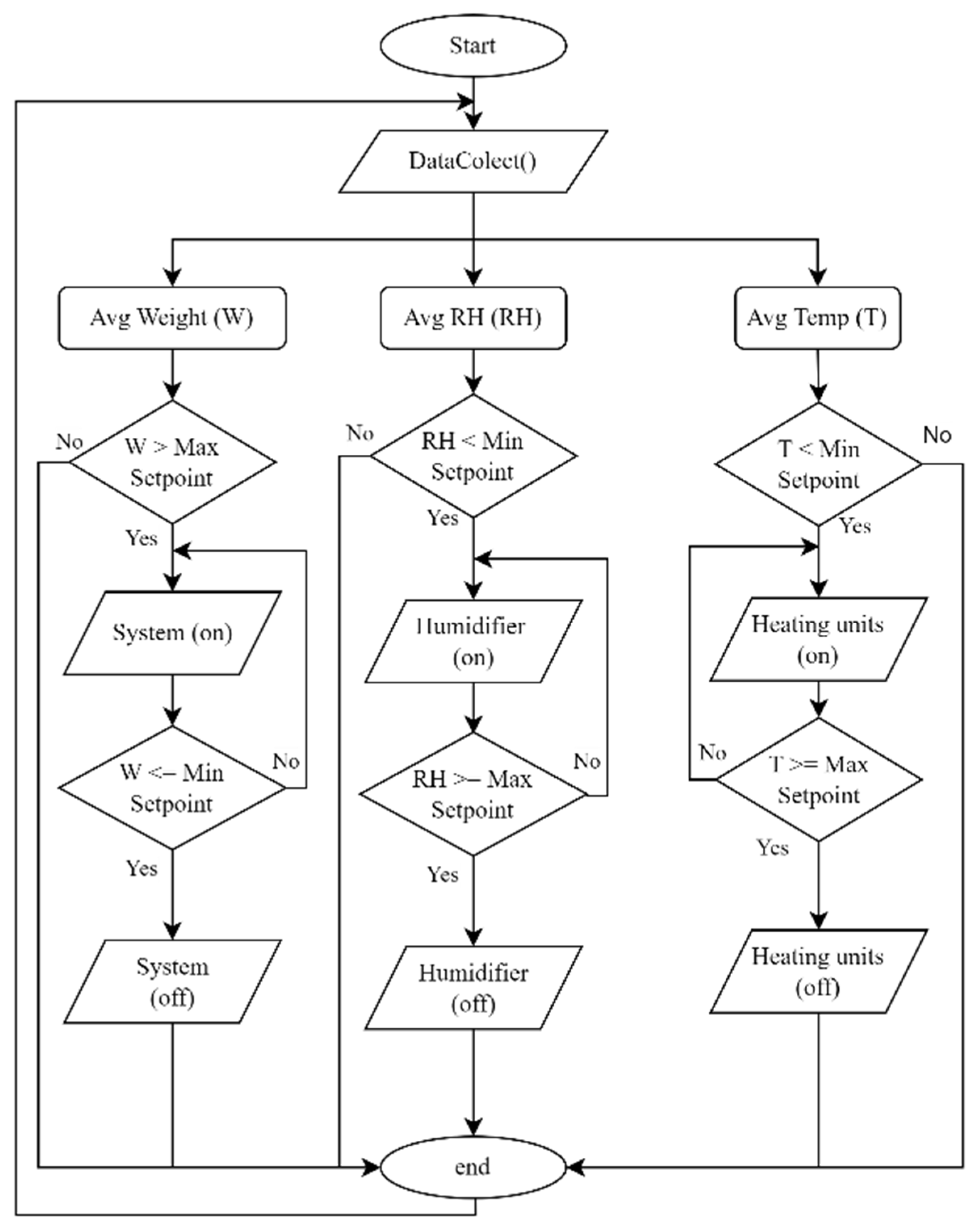
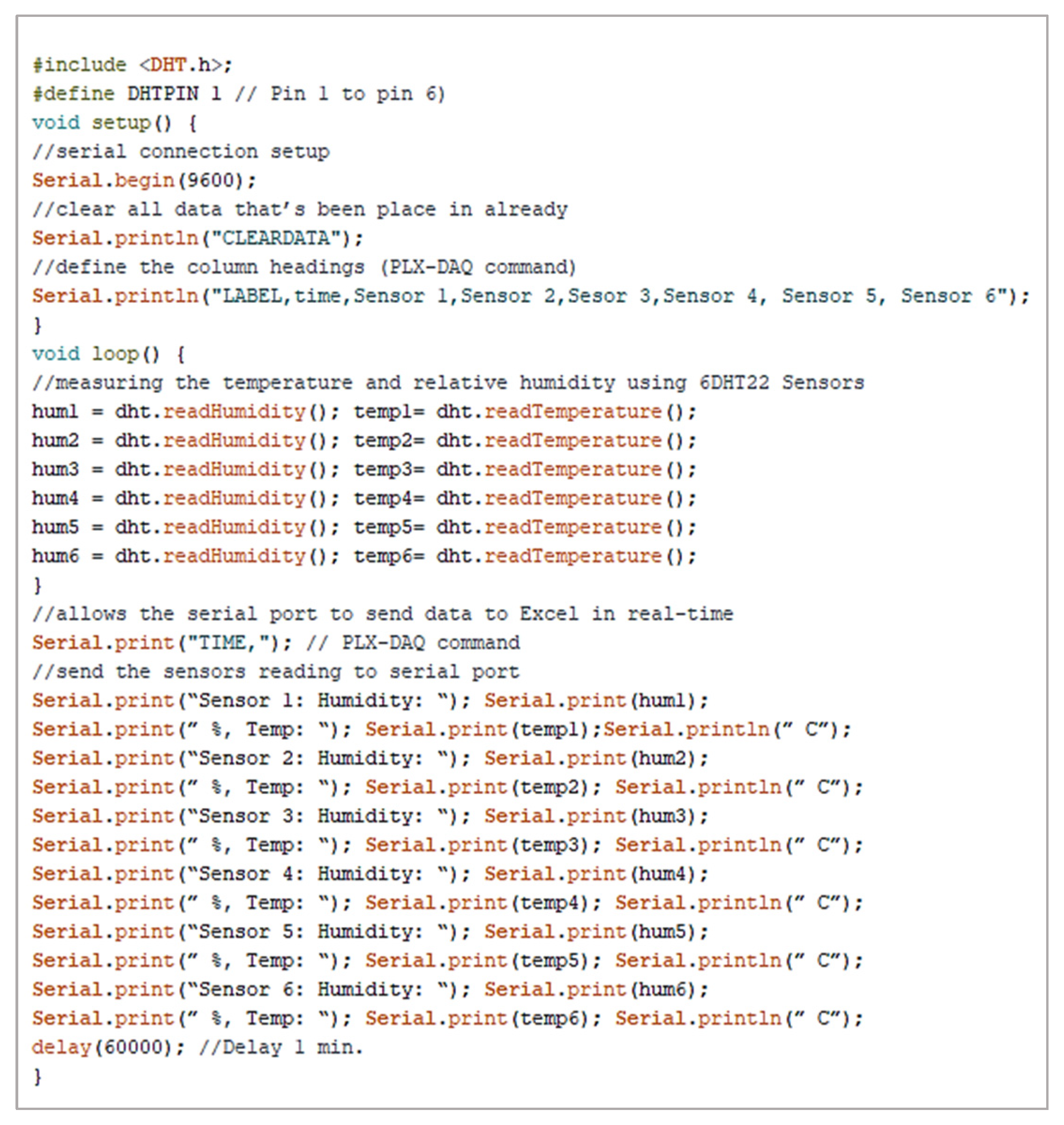
2.2. System Control and Data Acquisition
2.3. Samples Collection
2.4. Ultrasound Pretreatment
2.5. Experimental Design
2.6. Physical and Chemical Properties of Date Fruit
2.7. Percentage of Ripened Fruit
2.8. Percentage of Damaged Fruit
2.9. Energy Consumption
2.10. Statistical Analysis
3. Results
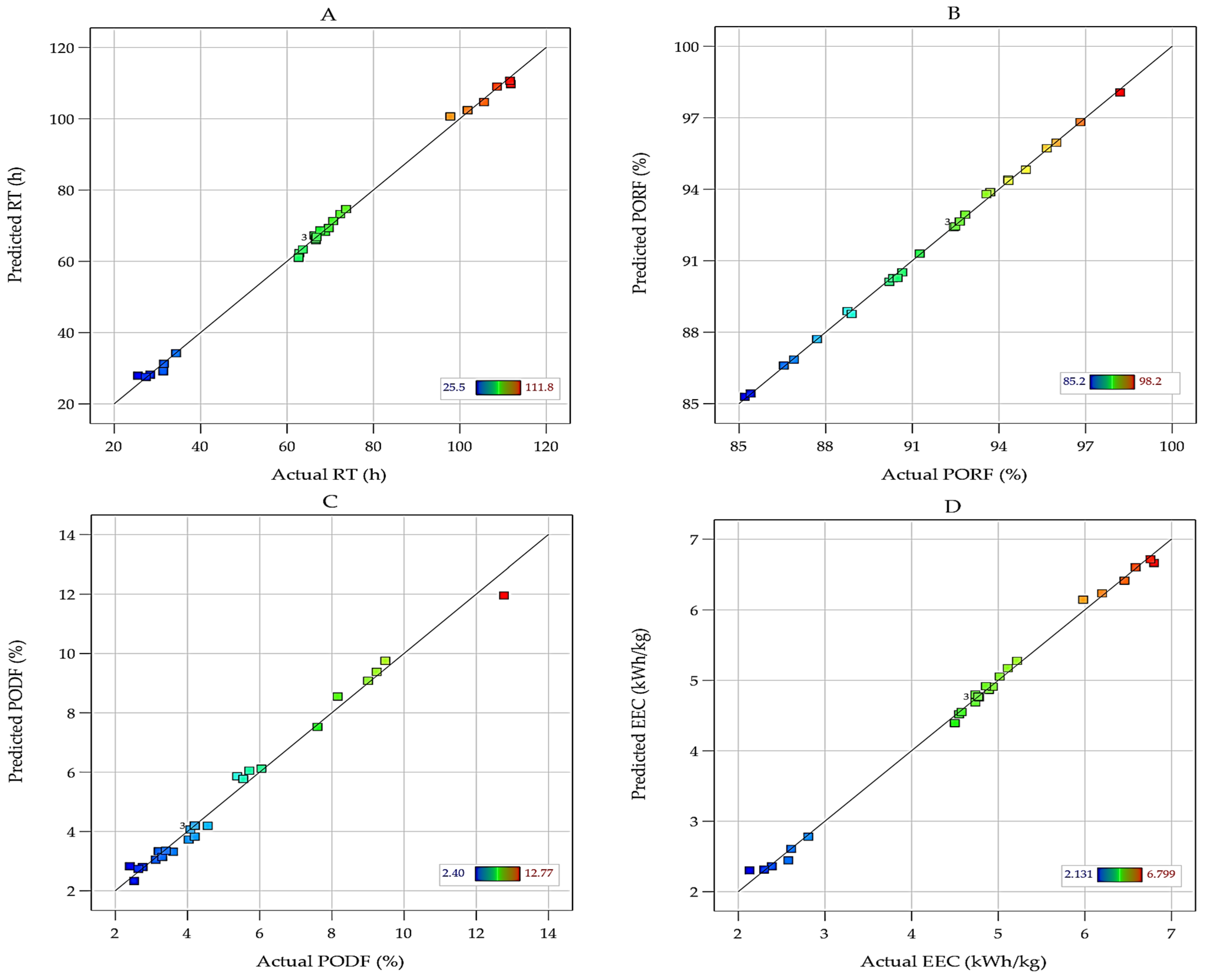
3.1. Modeling of RT, PORF, PODF, and EEC
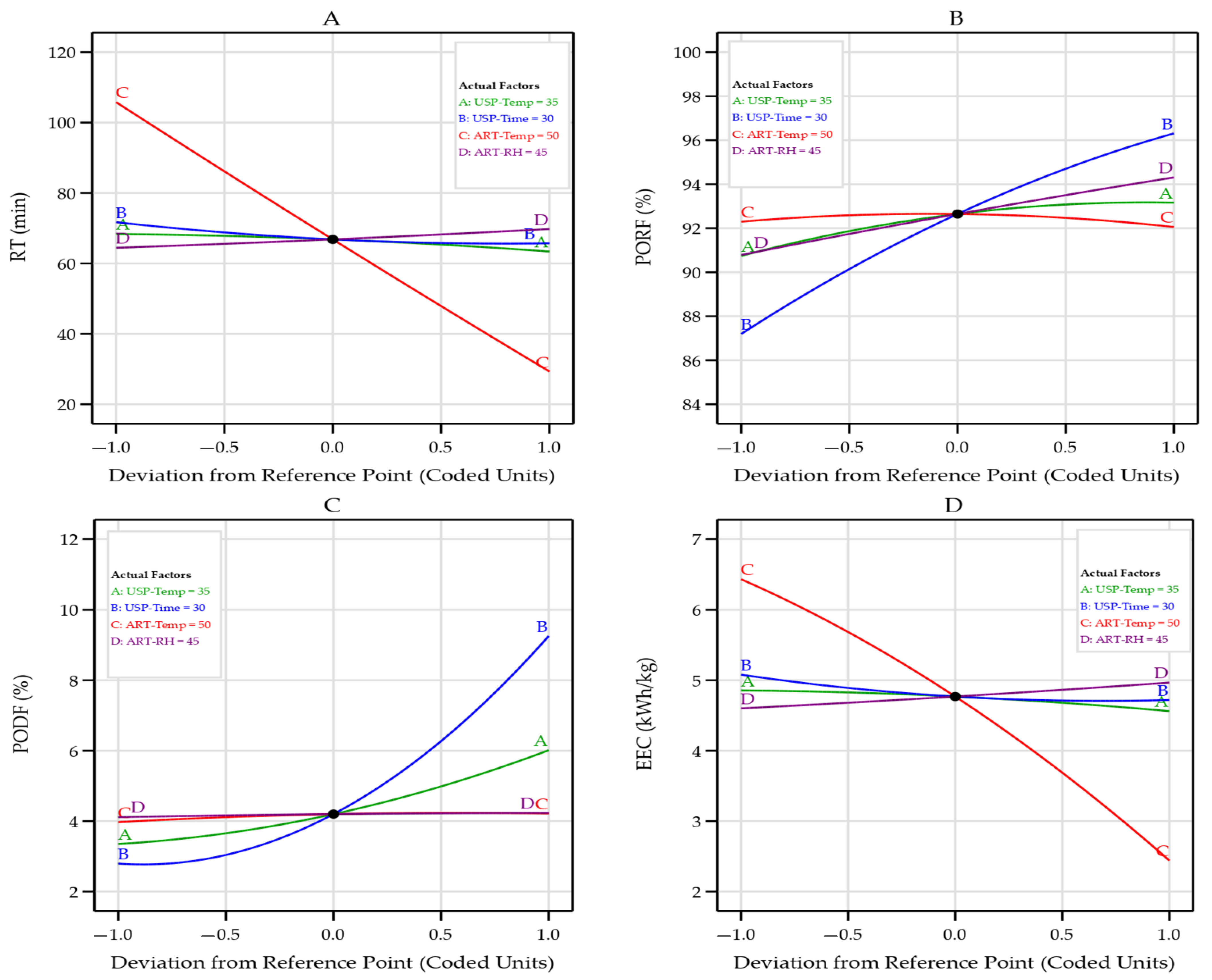
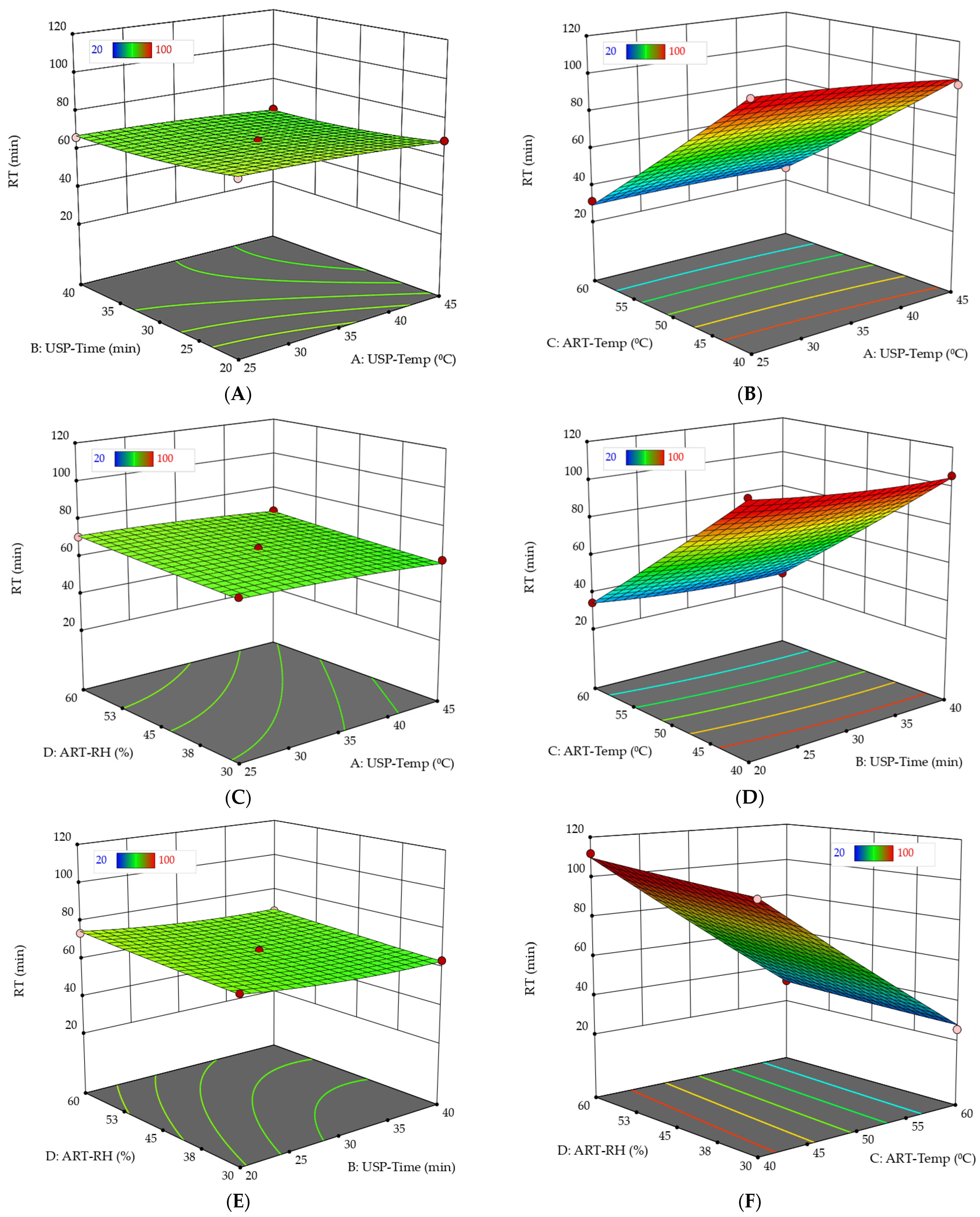
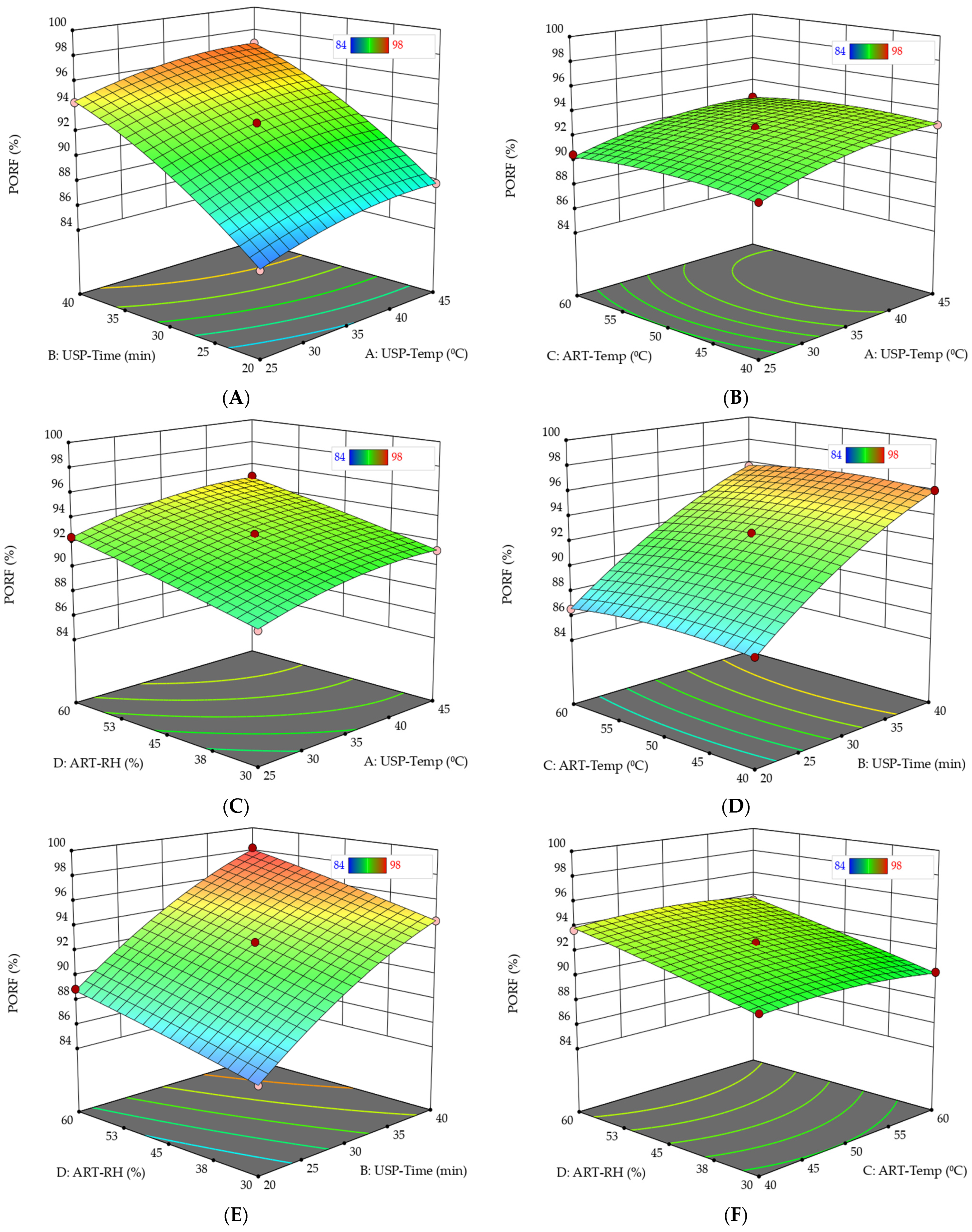
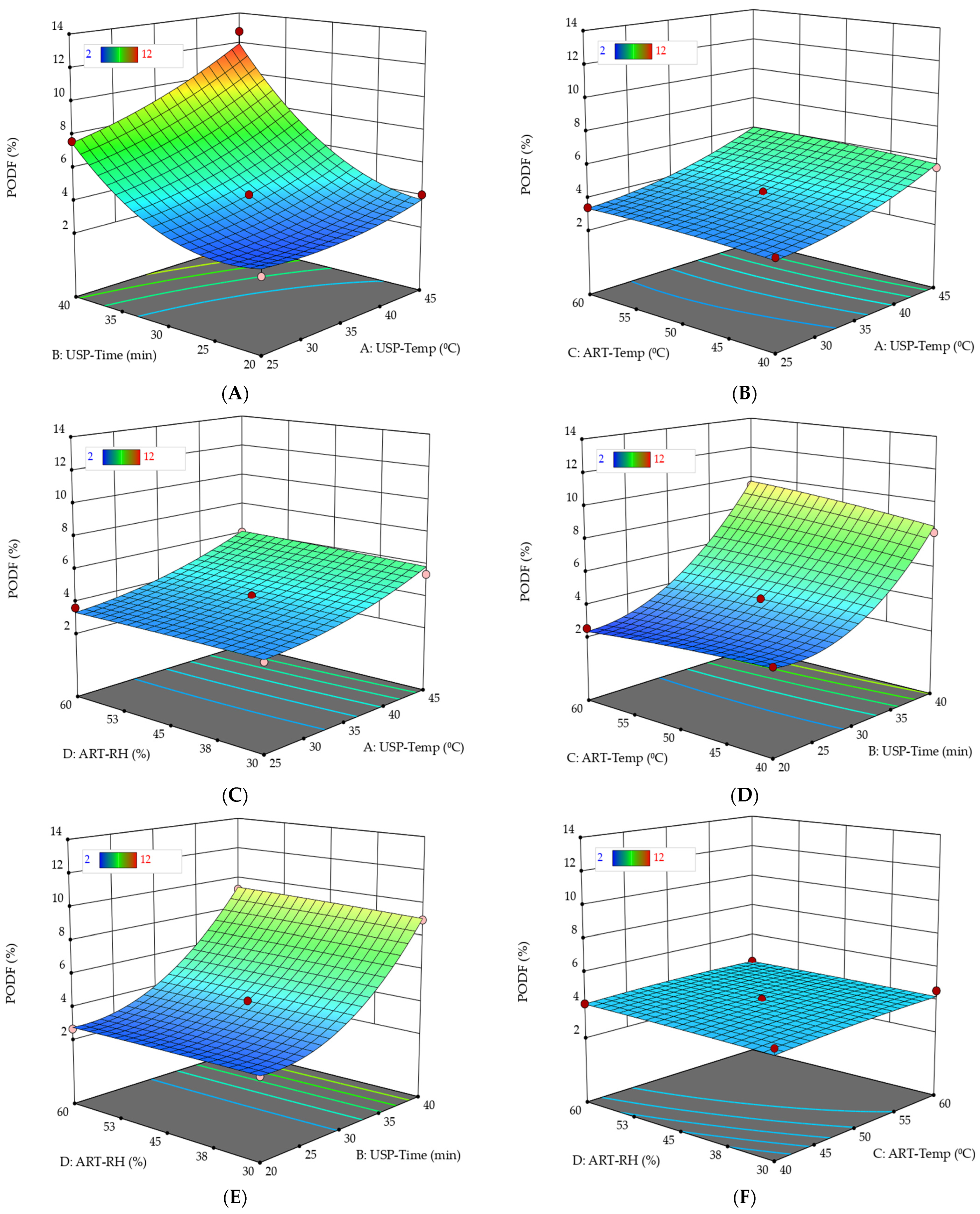
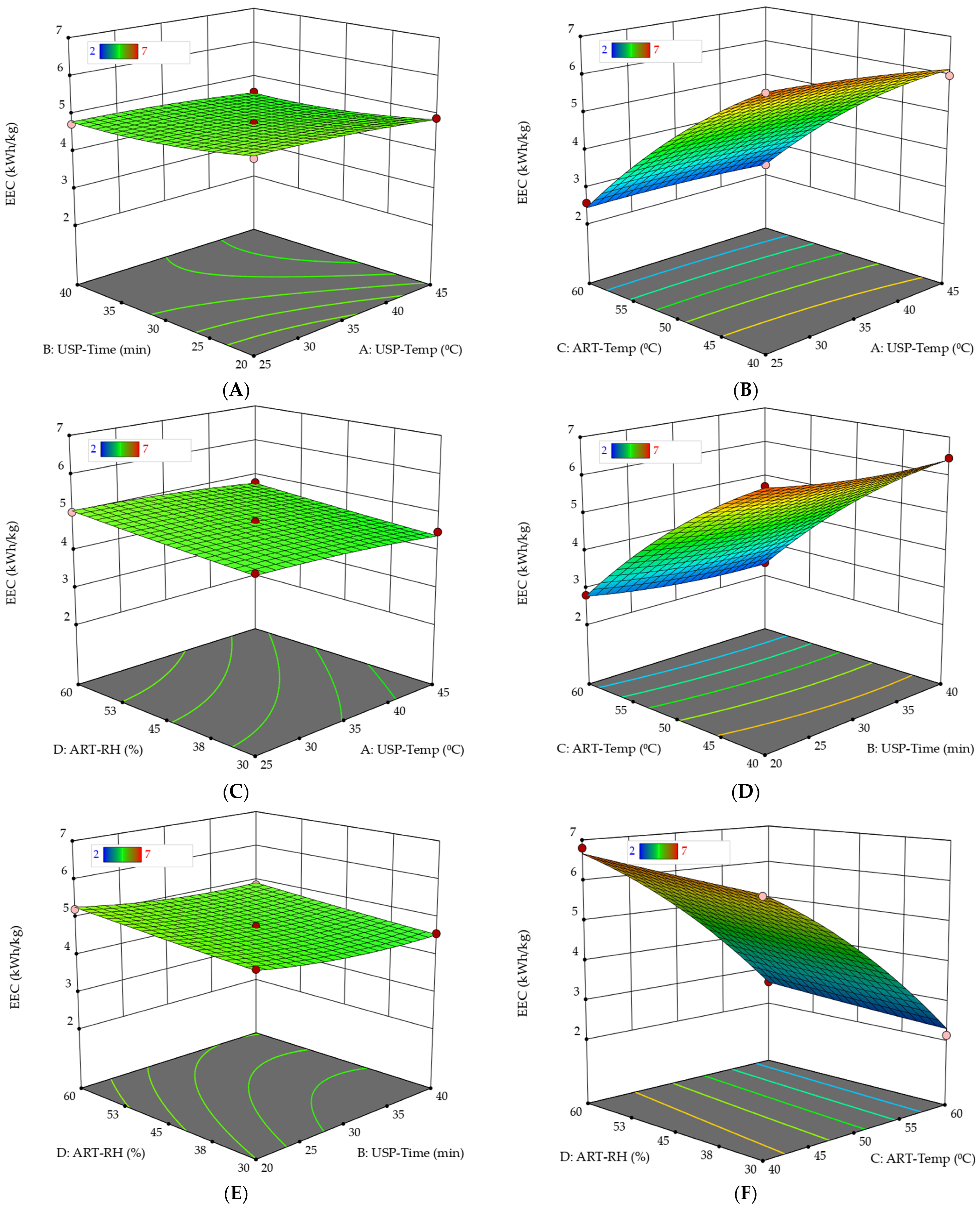
3.2. Effect of the Factors on the RT, PORF, PODF, and EEC
3.3. Simultaneous Optimization of the Parameters
3.4. Models Validation under Optimization Criteria
3.5. Physicochemical Properties of Date Fruit
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al-Khayri, J.M.; Jain, S.M.; Johnson, D.V. Date Palm Genetic Resources and Utilization: Volume 2: Asia and Europe; Al-Khayri, J.M., Jain, S.M., Johnson, D.V., Eds.; Springer: Dordrecht, The Netherlands, 2015; ISBN 9789401797078. [Google Scholar]
- Faostat-FAO Food and Agriculture Organization of the United Nations. Available online: https://www.fao.org/faostat/en/#data/QCL (accessed on 6 March 2022).
- Ali-Dinar, H.; Mohammed, M.; Munir, M. Effects of Pollination Interventions, Plant Age and Source on Hormonal Patterns and Fruit Set of Date Palm (Phoenix Dactylifera L.). Horticulturae 2021, 7, 427. [Google Scholar] [CrossRef]
- Ahmed Mohammed, M.E.; Refdan Alhajhoj, M.; Ali-Dinar, H.M.; Munir, M. Impact of a Novel Water-Saving Subsurface Irrigation System on Water Productivity, Photosynthetic Characteristics, Yield, and Fruit Quality of Date Palm under Arid Conditions. Agronomy 2020, 10, 1265. [Google Scholar] [CrossRef]
- Alnaim, M.A.; Mohamed, M.S.; Mohammed, M.; Munir, M. Effects of Automated Irrigation Systems and Water Regimes on Soil Properties, Water Productivity, Yield and Fruit Quality of Date Palm. Agriculture 2022, 12, 343. [Google Scholar] [CrossRef]
- Al-Shahib, W.; Marshall, R.J. The Fruit of the Date Palm: Its Possible Use as the Best Food for the Future? Int. J. Food Sci. Nutr. 2003, 54, 247–259. [Google Scholar] [CrossRef]
- Assirey, E.A.R. Nutritional Composition of Fruit of 10 Date Palm (Phoenix Dactylifera L.) Cultivars Grown in Saudi Arabia. J. Taibah Univ. Sci. 2015, 9, 75–79. [Google Scholar] [CrossRef] [Green Version]
- Hussain, M.I.; Farooq, M.; Syed, Q.A. Nutritional and Biological Characteristics of the Date Palm Fruit (Phoenix Dactylifera L.)—A Review. Food Biosci. 2020, 34, 100509. [Google Scholar] [CrossRef]
- John, P.; Marchal, J. Ripening and Biochemistry of the Fruit. In Bananas and Plantains; Springer: Dordrecht, The Netherlands, 1995; pp. 434–467. [Google Scholar]
- Al-Mazroui, H.S.; Zaid, A.; Bouhouche, N. Morphological Abnormalities in Tissue Culture-Derived Date Palm (Phoenix Dactylifera L.). In Proceedings of the Acta Horticulturae, Santa Barbara, CA, USA, 31 August 2007; Volume 736, pp. 329–335. [Google Scholar]
- Prasanna, V.; Prabha, T.N.; Tharanathan, R.N. Fruit Ripening Phenomena-an Overview. Crit. Rev. Food Sci. Nutr. 2007, 47, 1–19. [Google Scholar] [CrossRef]
- Barry, C.S.; Giovannoni, J.J. Ethylene and Fruit Ripening. J. Plant Growth Regul. 2007, 26, 143–159. [Google Scholar] [CrossRef]
- Pech, J.C.; Purgatto, E.; Bouzayen, M.; Latché, A. Ethylene and Fruit Ripening. Plant Horm. Ethyl. 2012, 44, 275–304. [Google Scholar] [CrossRef]
- Marondedze, C.; Gehring, C.; Thomas, L. Dynamic Changes in the Date Palm Fruit Proteome during Development and Ripening. Hortic. Res. 2014, 1, 14039. [Google Scholar] [CrossRef]
- Sarraf, M.; Jemni, M.; Kahramanoğlu, I.; Artés, F.; Shahkoomahally, S.; Namsi, A.; Ihtisham, M.; Brestic, M.; Mohammadi, M.; Rastogi, A. Commercial Techniques for Preserving Date Palm (Phoenix Dactylifera) Fruit Quality and Safety: A Review. Saudi J. Biol. Sci. 2021, 28, 4408–4420. [Google Scholar] [CrossRef] [PubMed]
- Salomón-Torres, R.; Krueger, R.; García-Vázquez, J.P.; Villa-Angulo, R.; Villa-Angulo, C.; Ortiz-Uribe, N.; Sol-Uribe, J.A.; Samaniego-Sandoval, L. Date Palm Pollen: Features, Production, Extraction and Pollination Methods. Agronomy 2021, 11, 504. [Google Scholar] [CrossRef]
- Chao, C.C.T.; Krueger, R.R. The Date Palm (Phoenix Dactylifera L.): Overview of Biology, Uses, and Cultivation. HortScience 2007, 42, 1077–1082. [Google Scholar] [CrossRef] [Green Version]
- Mohammed, M.; Sallam, A.; Munir, M.; Ali-Dinar, H. Effects of Deficit Irrigation Scheduling on Water Use, Gas Exchange, Yield, and Fruit Quality of Date Palm. Agronomy 2021, 11, 2256. [Google Scholar] [CrossRef]
- Cawthon, D.L.; Morris, J.R. Relationship of Seed Number and Maturity to Berry Development, Fruit Maturation, Hormonal Changes, and Uneven Ripening of ‘Concord’ (Vitis Labrusca L.) Grapes1. J. Am. Soc. Hortic. Sci. 1982, 107, 1097–1104. [Google Scholar] [CrossRef]
- Mohammed, M.; Sallam, A.; Alqahtani, N.; Munir, M. The Combined Effects of Precision-Controlled Temperature and Relative Humidity on Artificial Ripening and Quality of Date Fruit. Foods 2021, 10, 2636. [Google Scholar] [CrossRef]
- Chawla, R.; Sheokand, A.; Rai, M.R.; Kumar, R. Impact of Climate Change on Fruit Production and Various Approaches to Mitigate These Impacts. Trop. Fruits 2021, 10, 564–571. [Google Scholar]
- Felzer, B.S.; Cronin, T.; Reilly, J.M.; Melillo, J.M.; Wang, X. Impacts of Ozone on Trees and Crops. Comptes Rendus Geosci. 2007, 339, 784–798. [Google Scholar] [CrossRef] [Green Version]
- Lloyd, J.; Farquhar, G.D. Effects of Rising Temperatures and [CO2] on the Physiology of Tropical Forest Trees. Philos. Trans. R. Soc. B Biol. Sci. 2008, 363, 1811–1817. [Google Scholar] [CrossRef] [Green Version]
- Moretti, C.L.; Mattos, L.M.; Calbo, A.G.; Sargent, S.A. Climate Changes and Potential Impacts on Postharvest Quality of Fruit and Vegetable Crops: A Review. Food Res. Int. 2010, 43, 1824–1832. [Google Scholar] [CrossRef]
- Martínez-Lüscher, J.; Morales, F.; Sánchez-Díaz, M.; Delrot, S.; Aguirreolea, J.; Gomès, E.; Pascual, I. Climate Change Conditions (Elevated CO2 and Temperature) and UV-B Radiation Affect Grapevine (Vitis Vinifera Cv. Tempranillo) Leaf Carbon Assimilation, Altering Fruit Ripening Rates. Plant Sci. 2015, 236, 168–176. [Google Scholar] [CrossRef] [PubMed]
- van Leeuwen, C.; Philippe, D. The Impact of Climate Change on Viticulture and Wine Quality. J. Wine Econ. 2016, 11, 150–167. [Google Scholar] [CrossRef] [Green Version]
- Mattos, L.M.; Moretti, C.L.; Jan, S.; Sargent, S.A.; Lima, C.E.P.; Fontenelle, M.R. Climate Changes and Potential Impacts on Quality of Fruit and Vegetable Crops. In Emerging Technologies and Management of Crop Stress Tolerance; Parvaiz, A., Saiema, R., Eds.; Academic Press: Cambridge, UK; Elsevier: Amsterdam, The Netherlands, 2014; Volume 1, pp. 467–486. ISBN 9780128010884. [Google Scholar]
- Subedi, S. Climate Change Effects of Nepalese Fruit Production. Adv. Plants Agric. Res. 2019, 9, 141–145. [Google Scholar]
- Vati, L.; Ghatak, A. Phytopathosystm Modification in Response to Climate Change, Climate Dynamics in Horticultural Science. In Impact, Adaptation and Mitigation; Apple Academic Press: New York, NY, USA, 2015. [Google Scholar]
- Nath, V.; Kumar, G.; Pandey, S.D.; Pandey, S. Impact of Climate Change on Tropical Fruit Production Systems and Its Mitigation Strategies. In Climate Change and Agriculture in India: Impact and Adaptation; Springer International Publishing: Cham, Switzerland, 2019; pp. 129–146. [Google Scholar]
- Saleem, S.A.; Baloch, A.K.; Baloch, M.K.; Baloch, W.A.; Ghaffoor, A. Accelerated Ripening of Dhakki Dates by Artificial Means: Ripening by Acetic Acid and Sodium Chloride. J. Food Eng. 2005, 70, 61–66. [Google Scholar] [CrossRef]
- Saleem, S.A.; Saddozai, A.A.; Asif, M.; Baloch, A.K. Impact of Artificial Ripening to Improve Quality and Yield for the Export of “Dhakki” Dates. Acta Hortic. 2010, 882, 1125–1134. [Google Scholar] [CrossRef]
- Yektankhodaei, M.; Bagheri, A.; Mohamadpour, I.; Karami, Y.A. Artificial Ripening of Khuneizi Date Using Physical and Chemical Methods. Acta Hortic. 2007, 736, 87–93. [Google Scholar] [CrossRef]
- Baloch, A.K.; Saleem, S.A.; Dar, N.G.; Baloch, W.A.; Baloch, M.K. Influence of Microwave Radiation on Ripening of Dhakki Dates. J. Food Process. Preserv. 2003, 27, 181–193. [Google Scholar] [CrossRef]
- Haider, M.S.; Rauf, M.; Saleem, N.; Jamil, K.; Mukhtar, O. Studies on Ripening of Dates from Rutab Stage to Ripe Dehydrated Dates. J. Biochem. Mol. Biol. 2012, 45, 31–34. [Google Scholar]
- Mohammed, M.E.A.; Eissa, A.H.A.; Aleid, S.M. Application of Pulsed Electric Field for Microorganisms Inactivation in Date Palm Fruits. J. Food Nutr. Res. 2016, 4, 646–652. [Google Scholar]
- Mohammed, M.E.A.; El-Shafie, H.A.; Sallam, A.A.A. A Solar-Powered Heat System for Management of Almond Moth, Cadra Cautella (Lepidoptera: Pyralidae) in Stored Dates. Postharvest Biol. Technol. 2019, 154, 121–128. [Google Scholar] [CrossRef]
- Mohammed, M.E.A.; El-Shafie, H.A.F.; Alhajhoj, M.R. Design and Efficacy Evaluation of a Modern Automated Controlled Atmosphere System for Pest Management in Stored Dates. J. Stored Prod. Res. 2020, 89, 101719. [Google Scholar] [CrossRef]
- Barreveld, W.H. Date Palm Products; Food and Agriculture Organization of the United Nations: Rome, Italy, 1993; Volume 101, ISBN 92-5-193251-3. [Google Scholar]
- Deng, L.Z.; Mujumdar, A.S.; Zhang, Q.; Yang, X.H.; Wang, J.; Zheng, Z.A.; Gao, Z.J.; Xiao, H.W. Chemical and Physical Pretreatments of Fruits and Vegetables: Effects on Drying Characteristics and Quality Attributes–A Comprehensive Review. Crit. Rev. Food Sci. Nutr. 2019, 59, 1408–1432. [Google Scholar] [CrossRef] [PubMed]
- Khiari, R.; Zemni, H.; Mihoubi, D. Raisin Processing: Physicochemical, Nutritional and Microbiological Quality Characteristics as Affected by Drying Process. Food Rev. Int. 2019, 35, 246–298. [Google Scholar] [CrossRef]
- Jayaraman, K.S.; Gupta, D.D. Handbook of Industrial Drying; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2020; ISBN 9780429289774. [Google Scholar]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Fatemi, H.; Aziz, M. Combined Hot Air, Microwave, and Infrared Drying of Hawthorn Fruit: Effects of Ultrasonic Pretreatment on Drying Time, Energy, Qualitative, and Bioactive Compounds’ Properties. Foods 2021, 10, 1006. [Google Scholar] [CrossRef] [PubMed]
- Titikshya, S.; Sahoo, M.; Kumar, V.; Naik, S.N. Microbial Inactivation with Heat Treatments. In Thermal Food Engineering Operations; Kumar, N., Anil Panghal, M.K.G., Eds.; Wiley: Hoboken, NJ, USA, 2022; pp. 45–74. ISBN 9781119776437. [Google Scholar]
- Wang, C.Y. Effect of Moist Hot Air Treatment on Some Postharvest Quality Attributes of Strawberries. J. Food Qual. 2000, 23, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Suresh Kumar, P.; Sagar, V.R. Recent Advances in Drying and Dehydration of Fruits and Vegetables: A Review. J. Food Sci. Technol. 2010, 47, 15–26. [Google Scholar]
- Kong, C.H.Z.; Hamid, N.; Liu, T.; Sarojini, V. Effect of Antifreeze Peptide Pretreatment on Ice Crystal Size, Drip Loss, Texture, and Volatile Compounds of Frozen Carrots. J. Agric. Food Chem. 2016, 64, 4327–4335. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, L.; Feng, Y.; ElGasim, A.; Yagoub, A.; Sun, Y.; Ma, H.; Zhou, C. Vacuum Pulsation Drying of Okra (Abelmoschus Esculentus L. Moench): Better Retention of the Quality Characteristics by Flat Sweep Frequency and Pulsed Ultrasound Pretreatment. Food Chem. 2020, 326, 127026. [Google Scholar] [CrossRef]
- Fernandes, F.; Rodrigues, S. Ultrasound Applications in Fruit Processing. In New Food Engineering Research Trends; Nova Science Publishers: New York, NY, USA, 2012; pp. 51–86. ISBN 6312317269. [Google Scholar]
- Mohammed, M.E.A.; Alhajhoj, M.R. Importance and Applications of Ultrasonic Technology to Improve Food Quality. In Food Processing; Marc, R.A., Díaz, A.V., Izquierdo, G.D.P., Eds.; IntechOpen: Rijeka, Croatia, 2020. [Google Scholar]
- Song, X.; Capanoglu, E.; Simal-Gandara, J.; Chen, F.; Xiao, J. Different Food Processing Technologies: A General Background. In Retention of Bioactives in Food Processing; Jafari, S.M., Capanoglu, E., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 37–89. ISBN 978-3-030-96885-4. [Google Scholar]
- Ramaswamy, S.; Lindsay, J.D.; Holmf, R.A.; Holm, R.A.; Ryan, M.; Zhang, J.J.; Ramaswamy, S.; Tiwari, G.; Wang, S.; Tang, J.; et al. Application of Ultrasound Technology in the Drying of Food Products. Ultrason. Sonochem. 2020, 25, 104950. [Google Scholar]
- Körzendörfer, A. Vibrations and Ultrasound in Food Processing—Sources of Vibrations, Adverse Effects, and Beneficial Applications—An Overview. J. Food Eng. 2022, 324, 110875. [Google Scholar] [CrossRef]
- Gong, Y.; Li, J.; Li, J.; Fan, L.; Wang, L. Effect of Ultrasound-Assisted Freeze-Dried on Microstructure, Bioactive Substances, and Antioxidant Activity of Flos Sophorae Immaturus. Food Biosci. 2022, 49, 101913. [Google Scholar] [CrossRef]
- Ren, Z.; Bai, Y. Ultrasound Pretreatment of Apple Slice Prior to Vacuum Freeze Drying. In Proceedings of the 2nd International Conference on Material Science, Energy and Environmental Engineering (MSEEE 2018), Xi’an, China, 16–17 August 2018; Atlantis Press: Paris, France, 2018; pp. 112–117. [Google Scholar]
- Fernandes, F.A.N.; Rodrigues, S. Dehydration of Sapota (Achras Sapota L.) Using Ultrasound as Pretreatment. Dry. Technol. 2008, 26, 1232–1237. [Google Scholar] [CrossRef]
- Xu, B.; Chen, J.; Sylvain Tiliwa, E.; Yan, W.; Roknul Azam, S.M.; Yuan, J.; Wei, B.; Zhou, C.; Ma, H. Effect of Multi-Mode Dual-Frequency Ultrasound Pretreatment on the Vacuum Freeze-Drying Process and Quality Attributes of the Strawberry Slices. Ultrason. Sonochem. 2021, 78, 105714. [Google Scholar] [CrossRef] [PubMed]
- Jahanbakhshi, A.; Yeganeh, R.; Momeny, M. Influence of Ultrasound Pre-Treatment and Temperature on the Quality and Thermodynamic Properties in the Drying Process of Nectarine Slices in a Hot Air Dryer. J. Food Process. Preserv. 2020, 44, e14818. [Google Scholar] [CrossRef]
- Taghinezhad, E.; Kaveh, M.; Khalife, E.; Chen, G. Drying of Organic Blackberry in Combined Hot Air-Infrared Dryer with Ultrasound Pretreatment. Dry. Technol. 2021, 39, 2075–2091. [Google Scholar] [CrossRef]
- Magalhães, M.L.; Cartaxo, S.J.M.; Gallão, M.I.; García-Pérez, J.V.; Cárcel, J.A.; Rodrigues, S.; Fernandes, F.A.N. Drying Intensification Combining Ultrasound Pre-Treatment and Ultrasound-Assisted Air Drying. J. Food Eng. 2017, 215, 72–77. [Google Scholar] [CrossRef]
- Nwakuba, N.R.; Asoegwu, S.N.; Nwaigwe, K.N. Energy Consumption of Agricultural Dryers: An Overview. Agric. Eng. Int. CIGR J. 2016, 18, 119–132. [Google Scholar]
- Kemp, I.C. Modern Drying Technology: Energy Savings. Energy Sav. 2012, 4, 1–45. [Google Scholar]
- Mohammed, M.; El-Shafie, H.; Alqahtani, N. Design and Validation of Computerized Flight-Testing Systems with Controlled Atmosphere for Studying Flight Behavior of Red Palm Weevil, Rhynchophorus Ferrugineus (Olivier). Sensors 2021, 21, 2112. [Google Scholar] [CrossRef]
- Mohammed, M.; Alqahtani, N.; El-Shafie, H. Development and Evaluation of an Ultrasonic Humidifier to Control Humidity in a Cold Storage Room for Postharvest Quality Management of Dates. Foods 2021, 10, 949. [Google Scholar] [CrossRef]
- Chemat, F.; Zill-E-Huma; Khan, M.K. Applications of Ultrasound in Food Technology: Processing, Preservation and Extraction. Ultrason. Sonochem. 2011, 18, 813–835. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, M.; Riad, K.; Alqahtani, N. Design of a Smart IoT-Based Control System for Remotely Managing Cold Storage Facilities. Sensors 2022, 22, 4680. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, M.; Riad, K.; Alqahtani, N. Efficient Iot-Based Control for a Smart Subsurface Irrigation System to Enhance Irrigation Management of Date Palm. Sensors 2021, 21, 3942. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, M.; Munir, M.; Aljabr, A. Prediction of Date Fruit Quality Attributes during Cold Storage Based on Their Electrical Properties Using Artificial Neural Networks Models. Foods 2022, 11, 1666. [Google Scholar] [CrossRef]
- Fernandes, F.A.N.; Rodrigues, S. Application of Ultrasound and Ultrasound-Assisted Osmotic Dehydration in Drying of Fruits. Dry. Technol. 2008, 26, 1509–1516. [Google Scholar] [CrossRef]
- Fernandes, F.A.N.; Gallão, M.I.; Rodrigues, S. Effect of Osmotic Dehydration and Ultrasound Pre-Treatment on Cell Structure: Melon Dehydration. Lwt 2008, 41, 604–610. [Google Scholar] [CrossRef]
- Concha-Meyer, A.; Eifert, J.; Wang, H.; Sanglay, G. Volume Estimation of Strawberries, Mushrooms, and Tomatoes with a Machine Vision System. Int. J. Food Prop. 2018, 21, 1867–1874. [Google Scholar] [CrossRef]
- Lee, H.S. Principles and Experimental Techniques of Plant Physiology and Biochemistry; Higher Education Press: Beijing, China, 2000; ISBN 10: 7040080761. [Google Scholar]
- Cárcel, J.A.; García-Pérez, J.V.; Benedito, J.; Mulet, A. Food Process Innovation through New Technologies: Use of Ultrasound. J. Food Eng. 2012, 110, 200–207. [Google Scholar] [CrossRef]
- Bal, E. Effects of Exogenous Polyamine and Ultrasound Treatment to Improve Peach Storability. Chil. J. Agric. Res. 2013, 73, 435–440. [Google Scholar] [CrossRef] [Green Version]
- Dore, A.; Molinu, M.G.; Pani, G.; Ladu, G.; Venditti, T.; D’Hallewin, G. Ultrasound Application for the Control of Decay on Apple at Different Stage of Ripening. Commun. Agric. Appl. Biol. Sci. 2012, 77, 503–507. [Google Scholar]
- de São José, J.F.B.; de Andrade, N.J.; Ramos, A.M.; Vanetti, M.C.D.; Stringheta, P.C.; Chaves, J.B.P. Decontamination by Ultrasound Application in Fresh Fruits and Vegetables. Food Control 2014, 45, 36–50. [Google Scholar] [CrossRef]
- Gallo, M.; Ferrara, L.; Naviglio, D. Application of Ultrasound in Food Science and Technology: A Perspective. Foods 2018, 7, 164. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maryam, A.; Anwar, R.; Malik, A.U.; Raheem, M.I.U.; Khan, A.S.; Hasan, M.U.; Hussain, Z.; Siddique, Z. Combined Aqueous Ozone and Ultrasound Application Inhibits Microbial Spoilage, Reduces Pesticide Residues and Maintains Storage Quality of Strawberry Fruits. J. Food Meas. Charact. 2021, 15, 1437–1451. [Google Scholar] [CrossRef]
- Moreira Azoubel, P.; do Amparo Melo Baima, M.; da Rocha Amorim, R.; Belém Oliveira, S.S. Effect of Ultrasound on Banana Cv Pacovan Drying Kinetics. J. Food Eng. 2010, 97, 194–198. [Google Scholar] [CrossRef]
- Chen, Q.; Bi, J.; Wu, X.; Yi, J.; Zhou, L.; Zhou, Y. Drying Kinetics and Quality Attributes of Jujube (Zizyphus Jujuba Miller) Slices Dried by Hot-Air and Short- and Medium-Wave Infrared Radiation. LWT Food Sci. Technol. 2015, 64, 759–766. [Google Scholar] [CrossRef]
- Feng, Y.; Xu, B.; ElGasim, A.; Yagoub, A.; Ma, H.; Sun, Y.; Xu, X.; Yu, X.; Zhou, C. Role of Drying Techniques on Physical, Rehydration, Flavor, Bioactive Compounds and Antioxidant Characteristics of Garlic. Food Chem. 2021, 343, 128404. [Google Scholar] [CrossRef]
- Xu, Y.; Xiao, Y.; Lagnika, C.; Song, J.; Li, D.; Liu, C.; Jiang, N.; Zhang, M.; Duan, X. A Comparative Study of Drying Methods on Physical Characteristics, Nutritional Properties and Antioxidant Capacity of Broccoli. Dry. Technol. 2020, 38, 1378–1388. [Google Scholar] [CrossRef]
- Nowak, K.W.; Zielinska, M.; Waszkielis, K.M. The Effect of Ultrasound and Freezing/Thawing Treatment on the Physical Properties of Blueberries. Food Sci. Biotechnol. 2019, 28, 741–749. [Google Scholar] [CrossRef] [Green Version]
- Sakurai, N. Physical Properties of Fruit Firmness and Chemical Structure of Cell Walls during Fruit Softening. In Physical Methods in Agriculture; Springer: Boston, MA, USA, 2002; pp. 311–341. [Google Scholar]
- Fuchigami, M. Relationship Between Pectic Compositions and the Softening of the Texture of Japanese Radish Roots During Cooking. J. Food Sci. 1987, 52, 1317–1320. [Google Scholar] [CrossRef]
- Li, L.; Zhao, W.; Feng, X.; Chen, L.; Zhang, L.; Zhao, L. Changes in Fruit Firmness, Cell Wall Composition, and Transcriptional Profile in the Yellow Fruit Tomato 1 (Yft1) Mutant. J. Agric. Food Chem. 2019, 67, 463–472. [Google Scholar] [CrossRef]
- Waldron, K.W.; Parker, M.L.; Smith, A.C. Plant Cell Walls and Food Quality. Compr. Rev. Food Sci. Food Saf. 2003, 2, 128–146. [Google Scholar] [CrossRef] [PubMed]
- Terefe, N.S.; Sikes, A.L.; Juliano, P. Ultrasound for Structural Modification of Food Products. In Innovative Food Processing Technologies; Woodhead Publishing: Sawston, UK, 2016; pp. 209–230. ISBN 9780081002988. [Google Scholar]
- Terefe, N.S.; Gamage, M.; Vilkhu, K.; Simons, L.; Mawson, R.; Versteeg, C. The Kinetics of Inactivation of Pectin Methylesterase and Polygalacturonase in Tomato Juice by Thermosonication. Food Chem. 2009, 117, 20–27. [Google Scholar] [CrossRef]
- Terefe, N.S.; Buckow, R.; Versteeg, C. Quality-Related Enzymes in Fruit and Vegetable Products: Effects of Novel Food Processing Technologies, Part 1: High-Pressure Processing. Crit. Rev. Food Sci. Nutr. 2014, 54, 24–63. [Google Scholar] [CrossRef] [PubMed]
- Shiferaw Terefe, N.; Buckow, R.; Versteeg, C. Quality-Related Enzymes in Plant-Based Products: Effects of Novel Food-Processing Technologies Part 3: Ultrasonic Processing. Crit. Rev. Food Sci. Nutr. 2015, 55, 147–158. [Google Scholar] [CrossRef] [PubMed]
- Fong-in, S.; Nimitkeatkai, H.; Prommajak, T.; Nowacka, M. Ultrasound-Assisted Osmotic Dehydration of Litchi: Effect of Pretreatment on Mass Transfer and Quality Attributes during Frozen Storage. J. Food Meas. Charact. 2021, 15, 3590–3597. [Google Scholar] [CrossRef]
- Roueita, G.; Hojjati, M.; Noshad, M. Study of Physicochemical Properties of Dried Kiwifruits Using the Natural Hypertonic Solution in Ultrasound-Assisted Osmotic Dehydration as Pretreatment. Int. J. Fruit Sci. 2020, 20, S491–S507. [Google Scholar] [CrossRef]
- Noshad, M.; Mohebbi, M.; Shahidi, F.; Mortazavi, S.A. Effect of Osmosis and Ultrasound Pretreatment on the Moisture Adsorption Isotherms of Quince. Food Bioprod. Process. 2012, 90, 266–274. [Google Scholar] [CrossRef]
- Garcia-Noguera, J.; Oliveira, F.I.P.; Gallão, M.I.; Weller, C.L.; Rodrigues, S.; Fernandes, F.A.N. Ultrasound-Assisted Osmotic Dehydration of Strawberries: Effect of Pretreatment Time and Ultrasonic Frequency. Dry. Technol. 2010, 28, 294–303. [Google Scholar] [CrossRef]
- Fernandes, F.A.N.; Linhares, F.E.; Rodrigues, S. Ultrasound as Pre-Treatment for Drying of Pineapple. Ultrason. Sonochem. 2008, 15, 1049–1054. [Google Scholar] [CrossRef]
- Phisut, N. Factors Affecting Mass Transfer during Osmotic Dehydration of Fruits. Int. Food Res. J. 2012, 19, 7–18. [Google Scholar]
- Dias da Silva, G.; Barros, Z.M.P.; de Medeiros, R.A.B.; de Carvalho, C.B.O.; Rupert Brandão, S.C.; Azoubel, P.M. Pretreatments for Melon Drying Implementing Ultrasound and Vacuum. LWT 2016, 74, 114–119. [Google Scholar] [CrossRef]
- Cárcel, J.A.; Benedito, J.; Rosselló, C.; Mulet, A. Influence of Ultrasound Intensity on Mass Transfer in Apple Immersed in a Sucrose Solution. J. Food Eng. 2007, 78, 472–479. [Google Scholar] [CrossRef]
- Fernandes, F.A.N.; Rodrigues, S. Ultrasound Application as Pre-Treatment for Drying of Fruits. J. Food Eng. 2007, 82, 261–267. [Google Scholar] [CrossRef]
- Mothibe, K.J.; Zhang, M.; Nsor-Atindana, J.; Wang, Y.C. Use of Ultrasound Pretreatment in Drying of Fruits: Drying Rates, Quality Attributes, and Shelf Life Extension. Dry. Technol. 2011, 29, 1611–1621. [Google Scholar] [CrossRef]
- Mierzwa, D.; Szadzińska, J.; Pawłowski, A.; Pashminehazar, R.; Kharaghani, A. Nonstationary Convective Drying of Raspberries, Assisted by Microwaves and Ultrasound. Dry. Technol. 2019, 37, 988–1001. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Aziz, M. Ultrasonic-Microwave and Infrared Assisted Convective Drying of Carrot: Drying Kinetic, Quality and Energy Consumption. Appl. Sci. 2020, 10, 6309. [Google Scholar] [CrossRef]
- Nowacka, M.; Wiktor, A.; Anuszewska, A.; Dadan, M.; Rybak, K.; Witrowa-Rajchert, D. The Application of Unconventional Technologies as Pulsed Electric Field, Ultrasound and Microwave-Vacuum Drying in the Production of Dried Cranberry Snacks. Ultrason. Sonochem. 2019, 56, 1–13. [Google Scholar] [CrossRef]
- Wen, A.; Xie, C.; Mazhar, M.; Zhu, Y.; Zeng, H.; Qin, L.; Zhu, Y. Comparative Evaluation of Drying Methods on Kinetics, Biocompounds and Antioxidant Activity of Bacillus Subtilis -Fermented Dehulled Adlay. Dry. Technol. 2020, 38, 1505–1515. [Google Scholar] [CrossRef]
- Singh, R.P.; Heldman, D.R. Introduction to Food Engineering: Fifth Edition. In Introduction to Food Engineering, 5th ed.; Gulf Professional Publishing: Houston, TX, USA, 2014; pp. 1–861. ISBN 9780123985309. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Independent Variables | Levels | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| A: USP-Temp (°C) | 25 | 35 | 45 |
| B: USP-Time (min) | 20 | 30 | 40 |
| C: ART-Temp (°C) | 40 | 50 | 60 |
| D: ART-RH (%) | 30 | 45 | 60 |
| Run | A | B | C | D | R1 | R2 | R3 | R4 |
|---|---|---|---|---|---|---|---|---|
| 1 | 35 | 20 | 50 | 60 | 73.7 | 88.9 | 2.64 | 5.217 |
| 2 | 35 | 20 | 50 | 30 | 69.7 | 85.4 | 2.76 | 4.937 |
| 3 | 35 | 30 | 50 | 45 | 66.8 | 92.6 | 4.2 | 4.769 |
| 4 | 45 | 30 | 50 | 60 | 66.7 | 94.9 | 6.05 | 4.779 |
| 5 | 45 | 30 | 50 | 30 | 62.7 | 91.3 | 5.38 | 4.499 |
| 6 | 35 | 30 | 60 | 60 | 31.5 | 93.6 | 4.2 | 2.611 |
| 7 | 25 | 30 | 40 | 45 | 108.6 | 90.3 | 3.3 | 6.586 |
| 8 | 25 | 40 | 50 | 45 | 66.3 | 94.3 | 7.6 | 4.737 |
| 9 | 25 | 30 | 50 | 60 | 70.7 | 92.4 | 3.6 | 5.017 |
| 10 | 45 | 30 | 40 | 45 | 97.8 | 92.8 | 5.54 | 5.98 |
| 11 | 45 | 30 | 60 | 45 | 27.3 | 92.5 | 5.71 | 2.299 |
| 12 | 35 | 30 | 50 | 45 | 66.6 | 92.7 | 4.28 | 4.795 |
| 13 | 35 | 30 | 40 | 60 | 111.8 | 93.7 | 4.08 | 6.799 |
| 14 | 35 | 20 | 40 | 45 | 111.6 | 86.9 | 3.12 | 6.757 |
| 15 | 35 | 30 | 40 | 30 | 101.8 | 90.7 | 4.2 | 6.199 |
| 16 | 35 | 20 | 60 | 45 | 34.3 | 86.5 | 2.52 | 2.807 |
| 17 | 45 | 20 | 50 | 45 | 68.8 | 87.7 | 4.03 | 4.893 |
| 18 | 25 | 20 | 50 | 45 | 72.3 | 85.2 | 2.4 | 5.11 |
| 19 | 35 | 30 | 60 | 30 | 25.5 | 90.2 | 4.56 | 2.131 |
| 20 | 35 | 40 | 40 | 45 | 105.6 | 96 | 8.16 | 6.457 |
| 21 | 25 | 30 | 50 | 30 | 66.7 | 88.8 | 3.2 | 4.737 |
| 22 | 35 | 40 | 60 | 45 | 28.3 | 95.7 | 9.48 | 2.388 |
| 23 | 25 | 30 | 60 | 45 | 31.3 | 90.5 | 3.4 | 2.577 |
| 24 | 45 | 40 | 50 | 45 | 62.8 | 96.8 | 12.77 | 4.548 |
| 25 | 35 | 40 | 50 | 30 | 63.7 | 94.3 | 9 | 4.578 |
| 26 | 35 | 40 | 50 | 60 | 67.7 | 98.2 | 9.24 | 4.858 |
| Criteria | Responses | |||
|---|---|---|---|---|
| RT | PORF | PODF | EEC | |
| STDEV | 1.68 | 0.15 | 0.414 | 0.105 |
| Mean | 67.69 | 91.69 | 5.17 | 4.66 |
| C.V. % | 2.48 | 0.163 | 8.01 | 2.26 |
| R2 | 0.998 | 0.999 | 0.988 | 0.997 |
| Adjusted R2 | 0.996 | 0.998 | 0.975 | 0.994 |
| Predicted R2 | 0.989 | 0.995 | 0.933 | 0.985 |
| Adeq Precision | 66.51 | 114.31 | 31.2 | 56.3 |
| Conditions | Criterion: 1 | Criterion: 2 | Criterion: 3 | Lower Limit | Upper Limit | Lower Weight | Upper Weight | Importance |
|---|---|---|---|---|---|---|---|---|
| A: USP-Temp | Minimize | In range | In range | 25 | 45 | 1 | 1 | 3 |
| B: USP-Time | Minimize | In range | In range | 20 | 40 | 1 | 1 | 3 |
| C: ART-Temp | Minimize | Minimize | In range | 40 | 60 | 1 | 1 | 3 |
| D: ART-RH | Maximize | In range | In range | 40 | 50 | 1 | 1 | 3 |
| RT | Minimize | Minimize | Minimize | 25.5 | 111.8 | 1 | 1 | 3 |
| PORF | Maximize | Maximize | Maximize | 85.2 | 98.2 | 1 | 1 | 3 |
| PODF | Minimize | Minimize | Minimize | 2.4 | 12.8 | 1 | 1 | 3 |
| EEC | Minimize | Minimize | Minimize | 2.1 | 6.8 | 1 | 1 | 3 |
| Criteria | USP-Temp (°C) | USP-Time (min) | ART-Temp (°C) | ART-RH (%) | RT (h) | PORF (%) | PODF (%) | EEC (kWh/kg) | Desirability |
|---|---|---|---|---|---|---|---|---|---|
| Criterion: 1 | 34.11 | 29.01 | 53.43 | 55.01 | 55.98 | 93.11 | 3.79 | 4.20 | 0.71 |
| Criterion: 2 | 35.34 | 32.21 | 53.09 | 50.03 | 55.26 | 94.16 | 5.13 | 4.14 | 0.58 |
| Criterion: 3 | 32.49 | 32.03 | 60.00 | 59.98 | 30.87 | 94.38 | 4.66 | 2.58 | 0.82 |
| Parameter | Criteria | Predicted | Actual ± STDEV | n | RMSE | MAPE (%) |
|---|---|---|---|---|---|---|
| RT (h) | Criterion: 1 | 55.89 | 55.01 ± 2.15 | 3 | 1.96 | 2.58 |
| Criterion: 2 | 55.26 | 54.82 ± 1.01 | 3 | 0.94 | 1.15 | |
| Criterion: 3 | 30.87 | 31.29 ± 1.18 | 3 | 1.15 | 2.95 | |
| PORF (%) | Criterion: 1 | 93.11 | 92.37 ± 0.97 | 3 | 0.89 | 0.74 |
| Criterion: 2 | 94.16 | 93.08 ± 2.25 | 3 | 2.13 | 2.18 | |
| Criterion: 3 | 94.38 | 93.62 ± 2.37 | 3 | 2.08 | 2.17 | |
| PODF (%) | Criterion: 1 | 3.79 | 3.76 ± 0.42 | 3 | 0.35 | 8.44 |
| Criterion: 2 | 5.13 | 5.31 ± 0.17 | 3 | 0.22 | 3.57 | |
| Criterion: 3 | 4.66 | 4.59 ± 0.55 | 3 | 0.456 | 9.59 | |
| EEC (kWh/kg) | Criterion: 1 | 4.20 | 4.42 ± 0.69 | 3 | 0.61 | 10.61 |
| Criterion: 2 | 4.14 | 4.99 ± 0.12 | 3 | 0.86 | 20.61 | |
| Criterion: 3 | 2.58 | 2.53 ± 0.16 | 3 | 0.143 | 4.39 |
| Properties | Control | Trial: 1 | Trial: 2 | Trial: 3 | Trial: 4 | Trial: 5 | Trial: 6 |
|---|---|---|---|---|---|---|---|
| FL (mm) | 34.36 ± 0.6 A | 34.37 ± 2.0 A | 33.63 ± 1.4 A | 34.43 ± 2.4 A | 35.17 ± 0.9 A | 35.57 ± 0.6 A | 35.1 ± 4.4 A |
| FD (mm) | 21.03 ± 1.3 A | 21.1 ± 1.0 A | 21.7 ± 0.2 A | 21.93 ± 1.9 A | 21.43 ± 1.5 A | 21.93 ± 0.4 A | 20.83 ± 1.6 A |
| FW (g) | 8.75 ± 0.4 A | 7.8 ± 0.4 AB | 7.2 ± 0.9 B | 7.43 ± 0.3 B | 7.6 ± 0.3 B | 7.27 ± 1.1 B | 7.33 ± 0.3 B |
| De (g/cm3) | 0.93 ± 0.1 A | 0.81 ± 0.1 AB | 0.77 ± 0.1 B | 0.7 ± 0.1 B | 0.82 ± 0.1 AB | 0.78 ± 0.1 AB | 0.8 ± 0.1 AB |
| FF (N) | 11.21 ± 0.8 BC | 11.45 ± 0.5 BC | 12.75 ± 0.9 AB | 13.7 ± 0.9 A | 9.62 ± 1.2 C | 11.46 ± 1.1 BC | 12.6 ± 1.4 AB |
| L | 31.14 ± 1.2 AB | 34.7 ± 3.9 AB | 34.47 ± 6.1 AB | 27.53 ± 6.7 B | 39.7 ± 3.9 A | 39.47 ± 6.1 A | 32.53 ± 6.7 AB |
| a | 15.65 ± 4.5 A | 15.73 ± 4.9 A | 15.83 ± 2.7 A | 15.2 ± 4.4 A | 16.73 ± 4.9 A | 16.83 ± 2.7 A | 16.2 ± 4.4 A |
| b | 25.97 ± 1.5 BC | 31.17 ± 2.6 AB | 28.57 ± 2.5 AC | 25 ± 4.3 C | 33.17 ± 2.6 A | 30.57 ± 2.5 AC | 27 ± 4.3 BC |
| pH | 5.48 ± 0.1 A | 5.4 ± 0.1 A | 5.47 ± 0.1 A | 5.4 ± 0.1 A | 5.52 ± 0.1 A | 5.39 ± 0.2 A | 5.48 ± 0.1 A |
| MC (%) | 17.7 ± 1 AB | 18.6 ± 1.3 AB | 19.3 ± 0.6 A | 17.76 ± 1.2 AB | 18.36 ± 1.1 AB | 19.13 ± 0.6 AB | 17.267 ± 1.1 B |
| FC (%) | 26.3 ± 0.1 C | 27.53 ± 0.6 A | 27.5 ± 0.4 A | 27.97 ± 0.9 A | 24.93 ± 0.6 B | 26.17 ± 0.8 B | 26.1 ± 0.7 B |
| GC (%) | 27.67 ± 0.2 B–D | 29.07 ± 0.9 AB | 28.43 ± 0.2 A–C | 29.47 ± 0.3 A | 26.27 ± 0.8 D | 27.7 ± 1.5 B–D | 27.05 ± 0.8 CD |
| TSC (%) | 53.97 ± 0.1 DE | 56.47 ± 0.8 AB | 55.93 ± 0.5 BC | 57.43 ± 0.7 A | 54.97 ± 0.1 D | 55.47 ± 0.8 BC | 54.93 ± 0.5 CD |
| TSS (%) | 70.67 ± 5.8 A | 68.71 ± 1.4 A | 68.37 ± 0.8 A | 71.5 ± 0.7 A | 69.67 ± 5.8 A | 66.74 ± 0.5 A | 66.49 ± 0.2 A |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, M.; Alqahtani, N.K. Design and Validation of Automated Sensor-Based Artificial Ripening System Combined with Ultrasound Pretreatment for Date Fruits. Agronomy 2022, 12, 2805. https://doi.org/10.3390/agronomy12112805
Mohammed M, Alqahtani NK. Design and Validation of Automated Sensor-Based Artificial Ripening System Combined with Ultrasound Pretreatment for Date Fruits. Agronomy. 2022; 12(11):2805. https://doi.org/10.3390/agronomy12112805
Chicago/Turabian StyleMohammed, Maged, and Nashi K. Alqahtani. 2022. "Design and Validation of Automated Sensor-Based Artificial Ripening System Combined with Ultrasound Pretreatment for Date Fruits" Agronomy 12, no. 11: 2805. https://doi.org/10.3390/agronomy12112805