
Performance of Fabrics with 3D-Printed Photosensitive Acrylic Resin on the Surface


Abstract
:
1. Introduction
1.1. Polyjet Printing Directly on Textiles
1.2. Aim of This Study
2. Materials and Methods
2.1. Fabrics
2.2. The Design for 3DP on Textiles
2.3. The Resin Used in 3DP on Textiles. Color of the Resin—Black Made of Cyan, Magenta, and Yellow
2.4. Colorfastness to Washing
2.5. Colorfastness to Light
2.6. Tensile Properties of the Fabrics
2.7. Abrasion Resistance
3. Results
3.1. Tests Results of Colorfastness to Washing
3.2. Tests Results of Colorfastness to Light
3.3. Tests Results of Tensile Properties
3.4. Tests Results of Abrasion Resistance
4. Discussion
4.1. Colorfastness to Washing
4.2. Colorfastness to Light
4.3. Tensile Properties
4.4. Abrasion Resistance
5. Summary
6. Conclusions
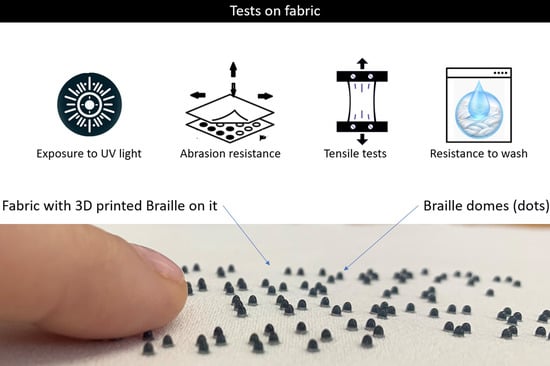
- Woven cotton and polyester fabrics with 3D-printed braille using photosensitive acrylic resin passed colorfastness to washing tests. The fabrics remained unstained by the resin even after three accelerated washing tests, and the resin’s appearance did not change postwashing. However, the cotton fabric experienced shrinkage.
- The 3D-printed black resin on the fabrics significantly faded and turned blue after exposure to as little as 20 h of UV light. This change appears to be related to the resin’s composition. Identifying the specific resin ingredient responsible for this is challenging due to the proprietary nature of the resin components.
- Tensile tests revealed that fabrics with 3D-printed braille, which creates periodic effects on the fabric’s surface, are significantly weaker. In general, periodic 3D printing on fabrics, such as braille, diminishes the strength and elongation of the materials.
- Abrasion resistance tests showed that braille dots could be relatively easily removed from the fabric surfaces during friction. However, they adhered better to cotton fabric due to its hairiness. While cotton fabric tends to retain damaged or smashed braille dots, they tend to chip off the polyester fabric.
7. Future Research
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- International Organization for Standardization. Available online: https://www.iso.org/standard/74514.html (accessed on 1 September 2023).
- Kumar, A.; Prasad, R. Basic principles of additive manufacturing: Different additive manufacturing technologies. In Additive Manufacturing: A Tool for Industrial Revolution 4.0; Manjaiah, M., Raghvendra, K., Balashanmugam, N., Davim, J., Eds.; Woodhead Publishing: Duxford, UK, 2021; pp. 17–35. [Google Scholar]
- MIT Management Sloan School. Available online: https://mitsloan.mit.edu/ideas-made-to-matter/additive-manufacturing-explained (accessed on 5 January 2024).
- Mukherjee, T. Special Issue: The Science and Technology of 3D Printing. Materials 2021, 14, 6261. [Google Scholar] [CrossRef]
- Subburaj, K. 3D-Printed Orthotics of Pediatric Lower Limb Deformities Correction. In 3D Printing in Podiatric Medicine; Sandhu, K., Singh, S., Prakash, C., Subburaj, K., Ramakrishna, S., Eds.; Academic Press: London, UK, 2022; pp. 51–82. [Google Scholar]
- Suhel Karkun, M.; Dharmalingam, S. 3D Printing Technology in Aerospace Industry—A Review. Int. J. Aviat. Aeronaut. Aerosp. 2022, 9, 4. [Google Scholar]
- Fierce Biotech. Available online: https://www.fiercebiotech.com/medtech/3d-printed-braces-maker-lightforce-orthodontics-sinks-its-teeth-into-50m-vc-round (accessed on 1 September 2023).
- Nugroho, W.T. 3D printing composite materials: A comprehensive review. In Composite Materials; Low, I.M., Dong, Y., Eds.; Elsevier: Maryland Heights, MO, USA, 2021; pp. 65–115. [Google Scholar]
- Xu, Z.; Medori, E.; Sarasini, F.; Razavi, N. Quasi-static behavior of 3D printed lattice structures of various scales. Procedia Struct. Integr. 2021, 33, 578–585. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, X.; Dong, Z.; Li, G.; Haung, H. Thermo-mechanical performance of 3D-printed TC4 hierarchical lattice-truss-core sandwich structures in high-temperature conditions. Mech. Adv. Mater. Struct. 2022, 30, 3280–3292. [Google Scholar] [CrossRef]
- Sun, L.; Li, Z. Envisioning the era of 3D printing: A conceptual model for the fashion industry. Fash. Text. 2017, 4, 25. [Google Scholar] [CrossRef]
- Xiao, Y.-Q.; Kan, C.-W. Review on development and application of 3D-printing technology in textile and fashion design. Coatings 2022, 12, 267. [Google Scholar] [CrossRef]
- Wirth, M.; Shea, K.; Chen, T. 3D-printing textiles: Multi-stage mechanical characterization of additively manufactured biaxial weaves. Mater. Des. 2023, 225, 111449. [Google Scholar] [CrossRef]
- Smithsonian Magazine. Available online: https://www.smithsonianmag.com/innovation/dutch-designer-who-pioneering-use-3d-printing-fashion-180957184/ (accessed on 1 September 2023).
- Gorlachove, M.; Boris, M. 3D-printing on textiles—An investigation on adhesion properties of the produced composite materials. J. Polym Res 2021, 28, 207. [Google Scholar] [CrossRef]
- Kerstenetzky, A. PolyJet Materials Reference Guide; Stratasys: Eden Prairie, MN, USA, 2020. [Google Scholar]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater 2019, 1, 593–611. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef]
- Bennet, J. Measuring UV curing parameters of commercial photopolymers used in additive manufacturing. Addit. Manuf. 2017, 18, 203–212. [Google Scholar] [CrossRef] [PubMed]
- Kočevar, T.N. 3D Printing on Textiles—Overview of Research on Adhesion to Woven Fabrics. Tekstilec 2023, 66, 164–177. [Google Scholar] [CrossRef]
- Lekeckas, K.; Stirbe, J.; Ancutiene, K.; Valusyte, R. Testing of 3D printing on textile fabrics for garments application within circular design. Int. J. Cloth. Sci. Technol. 2023, 35, 627–647. [Google Scholar] [CrossRef]
- ASTM D3776/D3776M-20; Standard Test Methods for Mass Per Unit Area (Weight) of Fabric. American Society for Testing and Materials (ASTM) International. Annual Book of ASTM Standards (07.02). ASTM International: West Conshohocken, PA, USA, 2021; Volume 07.02.
- ASTM D1777-96(2019); Standard Test Method for Thickness of Textile Materials. American Society for Testing and Materials (ASTM) International. Annual Book of ASTM Standards (07.02). ASTM International: West Conshohocken, PA, USA, 2021; Volume 07.02.
- ASTM D3775-17e1; Standard Test Method for End (Warp) and Pick (Filling) Count of Woven Fabrics. American Society for Testing and Materials (ASTM) International. Annual Book of ASTM Standards (07.02). ASTM International: West Conshohocken, PA, USA, 2021; Volume 07.02.
- American Foundation for the Blind. Available online: https://www.afb.org/blindness-and-low-vision/braille/what-braille#:~:text=Braille%20is%20a%20system%20of,Braille%20is%20not%20a%20language (accessed on 1 September 2023).
- U.S. Access Board. Available online: https://www.access-board.gov/ada/ (accessed on 25 May 2023).
- Stratasys, Ltd. Available online: https://support.stratasys.com/en/materials/sds?phrase=VeroCyanV# (accessed on 1 January 2024).
- Stratasys, Ltd. Available online: https://support.stratasys.com/en/materials/sds?phrase=VeroYellowV# (accessed on 1 January 2024).
- Stratasys, Ltd. Available online: https://support.stratasys.com/en/materials/sds?phrase=VeroMagentaV# (accessed on 1 January 2024).
- Tzeng, J.-J.; Hsiao, Y.-T.; Wu, Y.-C.; Chen, H.; Lee, S.-Y.; Lin, Y.-M. Synthesis, Characterization, and Visible Light Curing Capacity of Polycaprolactone Acrylate. BioMed Res. Int. 2018, 2018, 8719624. [Google Scholar] [CrossRef] [PubMed]
- Voet, V.; Strating, T.; Schnelting, G.; Dijkstra, P.; Tietema, M.; Xu, J.; Woortman, A.; Loos, K.; Jager, J.; Fokersma, R. Biobased Acrylate Photocurable Resin Formulation for Stereolithography 3D Printing. ACS Omega 2018, 3, 1403–1408. [Google Scholar] [CrossRef]
- Arefin, A.M.E.; Khatri, N.R.; Kulkarni, N.; Egan, P.F. Polymer 3D Printing Review: Materials, Process, and Design Strategies for Medical Applications. Polymers 2021, 13, 1499. [Google Scholar] [CrossRef]
- National Institutes of Health (NIH). Available online: https://pubchem.ncbi.nlm.nih.gov/compound/13165#section=Uses2-hydroxyethyl acrylate (accessed on 5 January 2024).
- Zakrevskyy, Y.; Cywinski, P.; Cywinska, M.; Paasche, J.; Lomadze, N.; Reich, O.; Löhmannsröben, H.G.; Santer, S. Interaction of photosensitive surfactant with DNA and poly acrylic acid. J. Chem. Phys. 2014, 140, 044907. [Google Scholar] [CrossRef]
- Bielecka-Kowalska, A.; Czarny, P.; Wigner, P.; Synowiec, E.; Kowalski, B.; Szwed, M.; Krupa, R.; Toma, M.; Drzewiecka, M.; Majsterek, I.; et al. Ethylene glycol dimethacrylate and diethylene glycol dimethacrylate exhibits cytotoxic and genotoxic effect on human gingival fibroblasts via induction of reactive oxygen species. Toxicol. Vitr. 2018, 47, 8–17. [Google Scholar] [CrossRef]
- Tait, A.; Parenti, C.; Zanoli, P.; Veneri, C.; Truzzi, C.; Brandoli, C.; Baraldi, M.; di Bella, M. Synthesis and antiinflammatory activity of 2,6-bis(1,1-dimethylethyl)phenol derivatives. Farmaco 1993, 18, 1463–1473. [Google Scholar]
- Self, J.L.; Xiao, H.; Hausladen, M.M.; Bramanto, R.A.; Usgaonkar, S.S.; Ellison, C.J. Camphene as a Mild, Bio-Derived Porogen for Near-Ambient Processing and 3D Printing of Porous Thermoplastics. Appl. Mater. Interfaces 2022, 14, 49244–49253. [Google Scholar] [CrossRef]
- Choi, J.W.; Maeng, W.Y.; Koh, Y.H.; Lee, H.; Kim, H.E. 3D Plotting using Camphene as Pore-regulating Agent to Produce Hierarchical Macro/micro-porous Poly(ε-caprolactone)/calcium phosphate Composite Scaffolds. Materials 2019, 12, 2650. [Google Scholar] [CrossRef]
- Kulkarni, R.D.; Chaudhari, M.E.; Mishra, S. UV cure acrylate monomers: Synthesis, analysis and storage. Pigment. Resin Technol. 2013, 42, 53–67. [Google Scholar] [CrossRef]
- Papilloud, S.; Baudraz, D. Migration tests for substrates printed with UV ink systems in aqueous simulants. Prog. Org. Coat. 2002, 45, 231–237. [Google Scholar] [CrossRef]
- Sun, X.; Chen, S.; Qu, B.; Wang, R.; Zheng, Y.; Liu, X.; Li, W.; Gao, J.; Chen, Q.; Zhuo, D. Light-oriented 3D printing of liquid crystal/photocurable resins and in-situ enhancement of mechanical performance. Nat. Commun. 2023, 14, 6586. [Google Scholar] [CrossRef] [PubMed]
- Pongwisuthiruchte, A.; Dubas, S.T.; Aumnate, C.; Potiyaraj, P. Mechanically tunable resins based on acrylate-based resin for digital light processing (DLP) 3D printing. Sci. Rep. 2022, 12, 20025. [Google Scholar] [CrossRef] [PubMed]
- AATCC TM61-2013e2(2020); Colorfastness to Accelerated Laundering, Manual of International Text Methods and Procedures. American Association of Textile Chemists and Colorists (AATCC): Research Triangle Park, NC, USA, 2022; Volume 98.
- AATCC EP1-2020; Evaluation procedure for Gray Scale for Color Change, Manual of International Text Methods and Procedures. American Association of Textile Chemists and Colorists (AATCC): Research Triangle Park, NC, USA, 2022; Volume 98.
- AATCC EP2-2020; Evaluation procedure for Gray Scale for Staining, Manual of International Text Methods and Procedures. American Association of Textile Chemists and Colorists (AATCC): Research Triangle Park, NC, USA, 2022; Volume 98.
- Test Method 16.3; Colorfastness to Light: Xenon-Arc, Manual of International Text Methods and Procedures. American Association of Textile Chemists and Colorists (AATCC): Research Triangle Park, NC, USA, 2022; Volume 98.
- ASTM D5035-11(2019); Standard Test Method for Breaking Force and Elongation of Textile Fabrics (Strip Method). American Society for Testing and Materials (ASTM) International. Annual Book of ASTM Standards (07.02). ASTM International: West Conshohocken, PA, USA, 2021; Volume 07.02.
- ASTM D4685/D4685M-15(2020); Standard Test Method for Pile Fabric Abrasion. American Society for Testing and Materials (ASTM) International. Annual Book of ASTM Standards (07.02). ASTM International: West Conshohocken, PA, USA, 2021; Volume 07.02.
- Ho, L.-Y.; Chi-Wai, K. Effect of Resin Finishing on Some Properties of 100% Cotton Light Weight Woven Fabric. Coatings 2022, 12, 1791. [Google Scholar] [CrossRef]
- Litim, N.; Baffoun, A.; Khoffi, F.; Hamdaoui, M.; Abdessalem, S.B.; Durand, B. Effect of finishing resins on mechanical and surface properties of cotton Denim fabrics. J. Text. Inst. 2017, 108, 1863–1870. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | 100% Polyester Substrate | 100% Cotton Substrate |
|---|---|---|
| Weight [g/sq.m] | 195 | 134 |
| Thickness [mm] Warp Density [yarns/dm] Weft Density [yarns/dm] | 0.0390 244 213 | 0.0330 256 228 |
| Polyester | ||||
|---|---|---|---|---|
| Warp | Warp | Weft | Weft | |
| Parameter | Reference | Sample | Reference | Sample |
| Breaking Force [lbs] | 147.11 | 105.29 | 118.28 | 79.46 |
| Elongation [%] | 54.94 | 46.59 | 71.35 | 51.88 |
| The average number of resin dots | 0 | 154 | 0 | 158 |
| Cotton | ||||
|---|---|---|---|---|
| Warp | Warp | Weft | Weft | |
| Parameter | Reference | Sample | Reference | Sample |
| Breaking Force [lbs] | 41.04 | 22.23 | 36.57 | 20.12 |
| Elongation [%] | 15.29 | 11.78 | 39.77 | 31.06 |
| The average number of resin dots | 0 | 134 | 0 | 127 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Becker, P.; Ciesielska-Wrόbel, I. Performance of Fabrics with 3D-Printed Photosensitive Acrylic Resin on the Surface. Polymers 2024, 16, 486. https://doi.org/10.3390/polym16040486
Becker P, Ciesielska-Wrόbel I. Performance of Fabrics with 3D-Printed Photosensitive Acrylic Resin on the Surface. Polymers. 2024; 16(4):486. https://doi.org/10.3390/polym16040486
Chicago/Turabian StyleBecker, Payton, and Izabela Ciesielska-Wrόbel. 2024. "Performance of Fabrics with 3D-Printed Photosensitive Acrylic Resin on the Surface" Polymers 16, no. 4: 486. https://doi.org/10.3390/polym16040486