
Influence of Dilution on the Mechanical Properties and Microstructure of Polyurethane-Cement Based Composite Surface Coating

Abstract
:1. Aims and Scopes
2. Introduction
3. Experimental
3.1. Materials
3.2. Sample Preparation
3.3. Mechanical Properties Tests
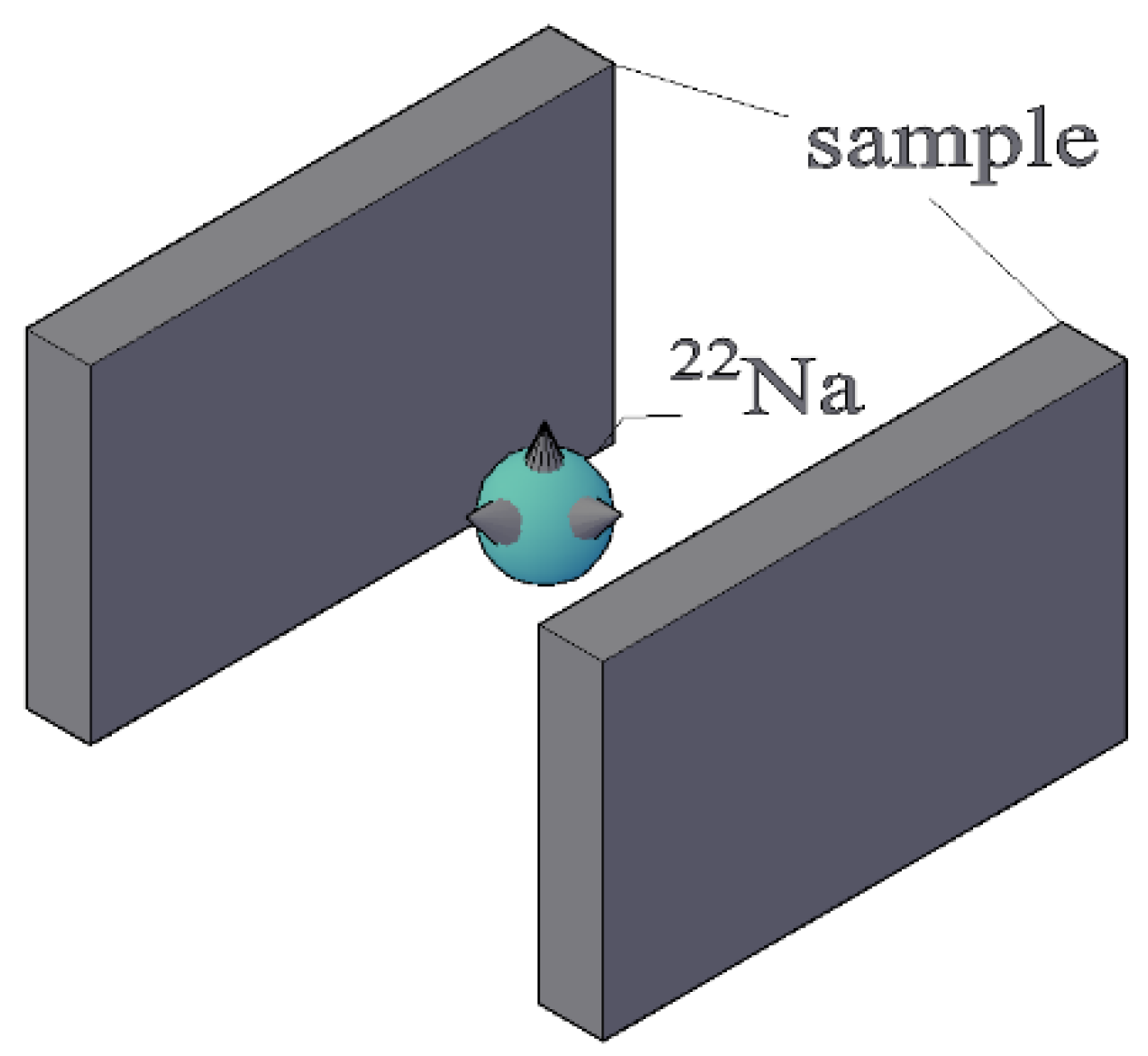
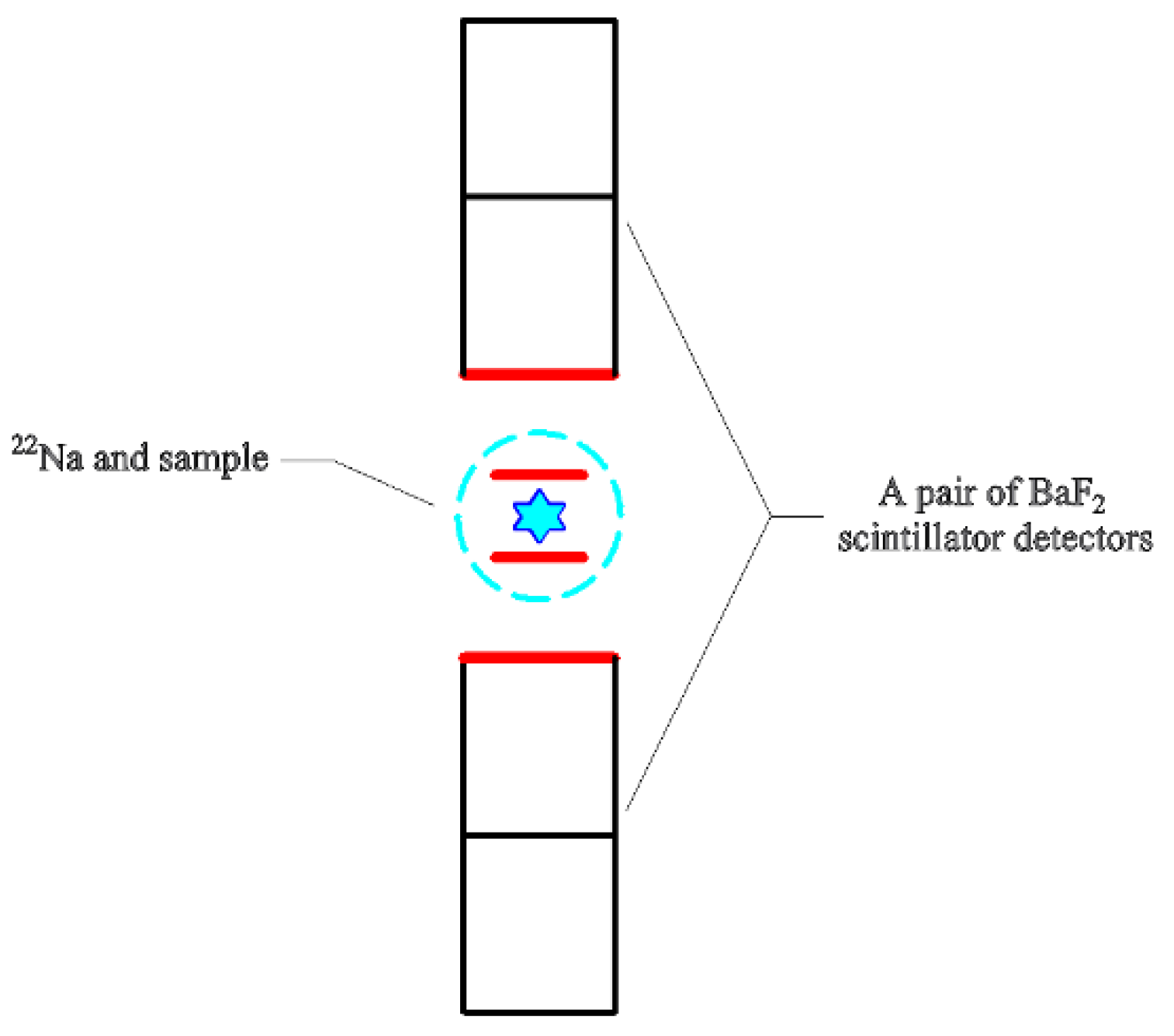
3.4. Positron Annihilation Lifetime Spectroscopy (PALS)
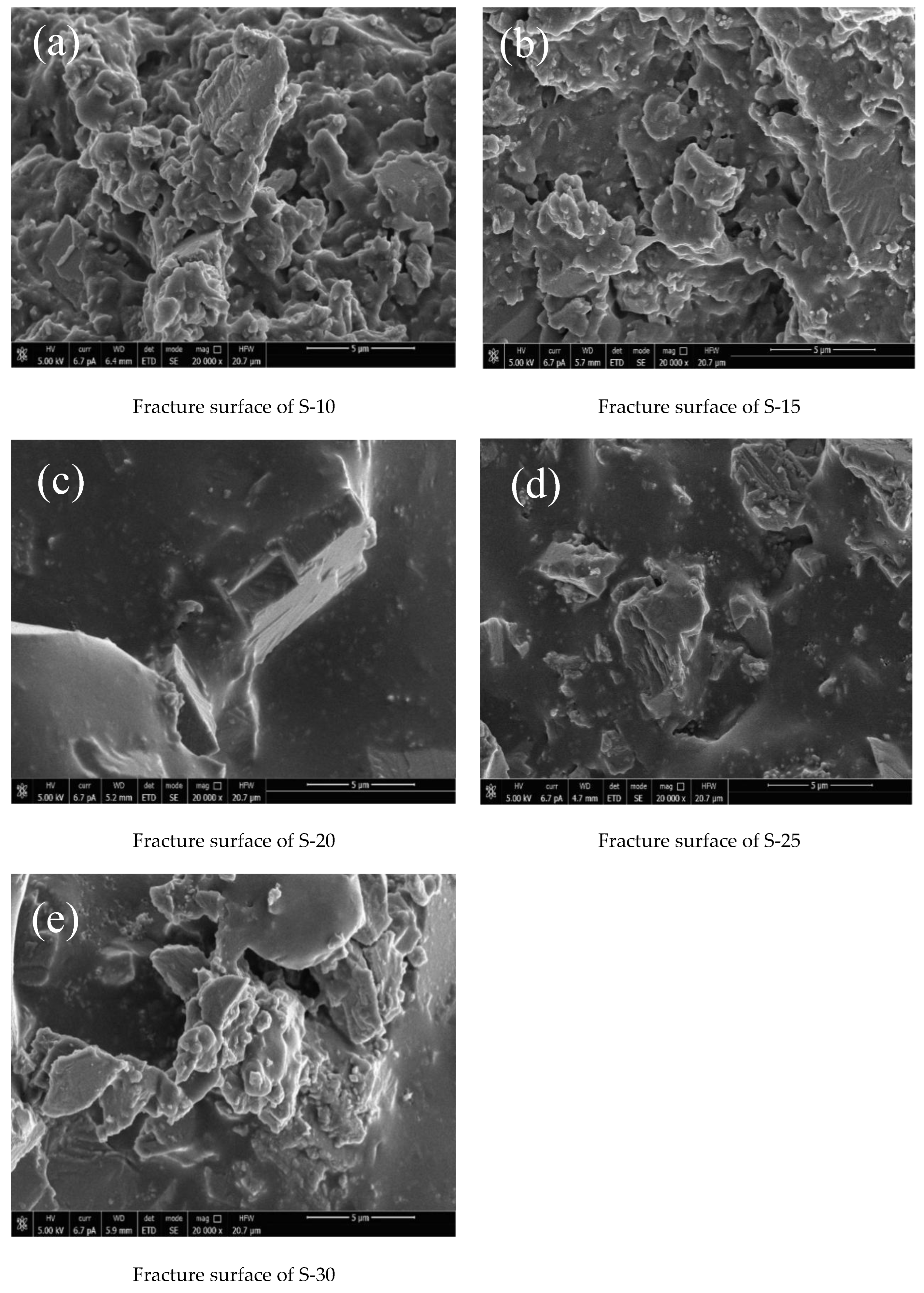
3.5. Scanning Electron Microscopy (SEM)
4. Results and Discussion
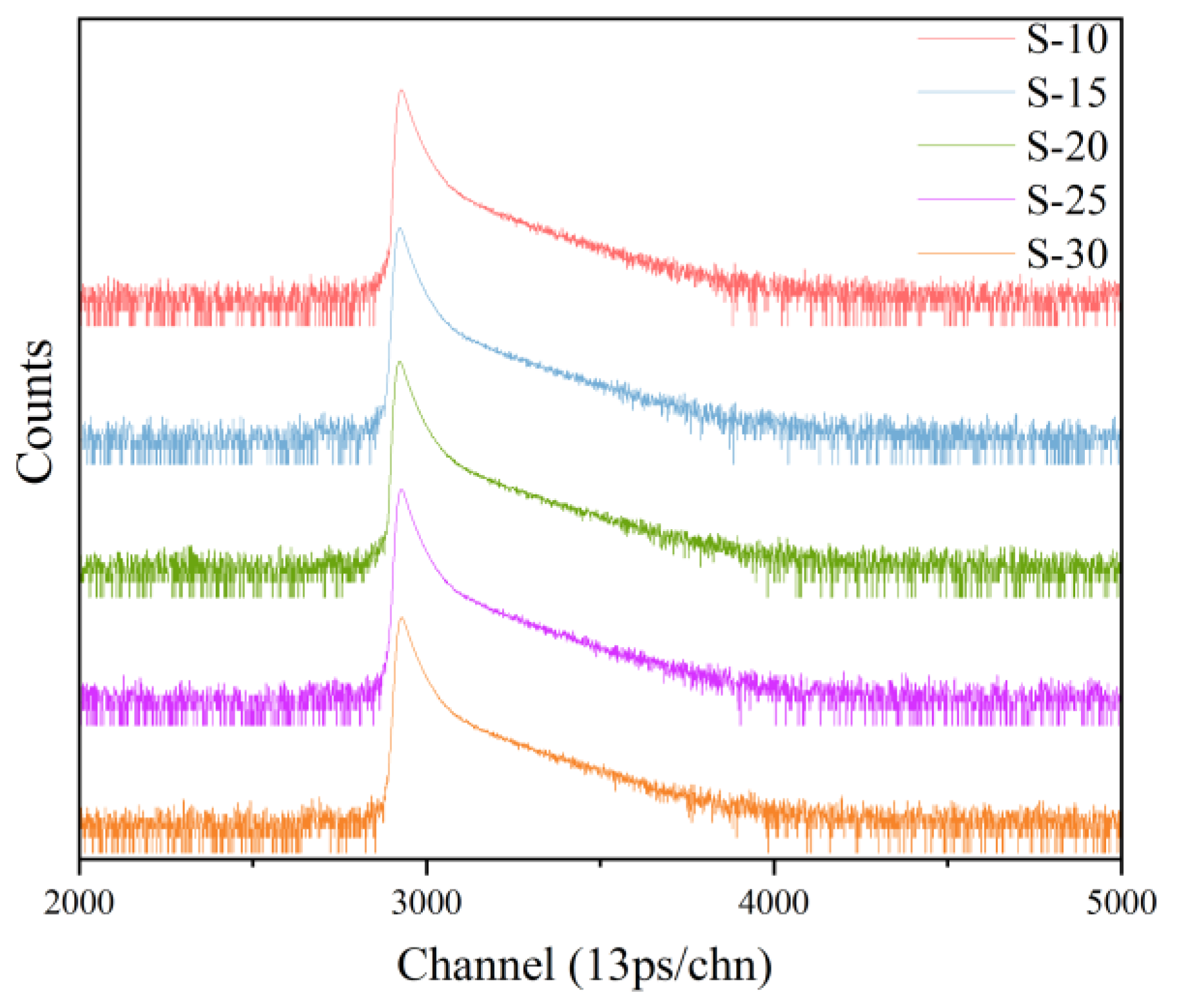
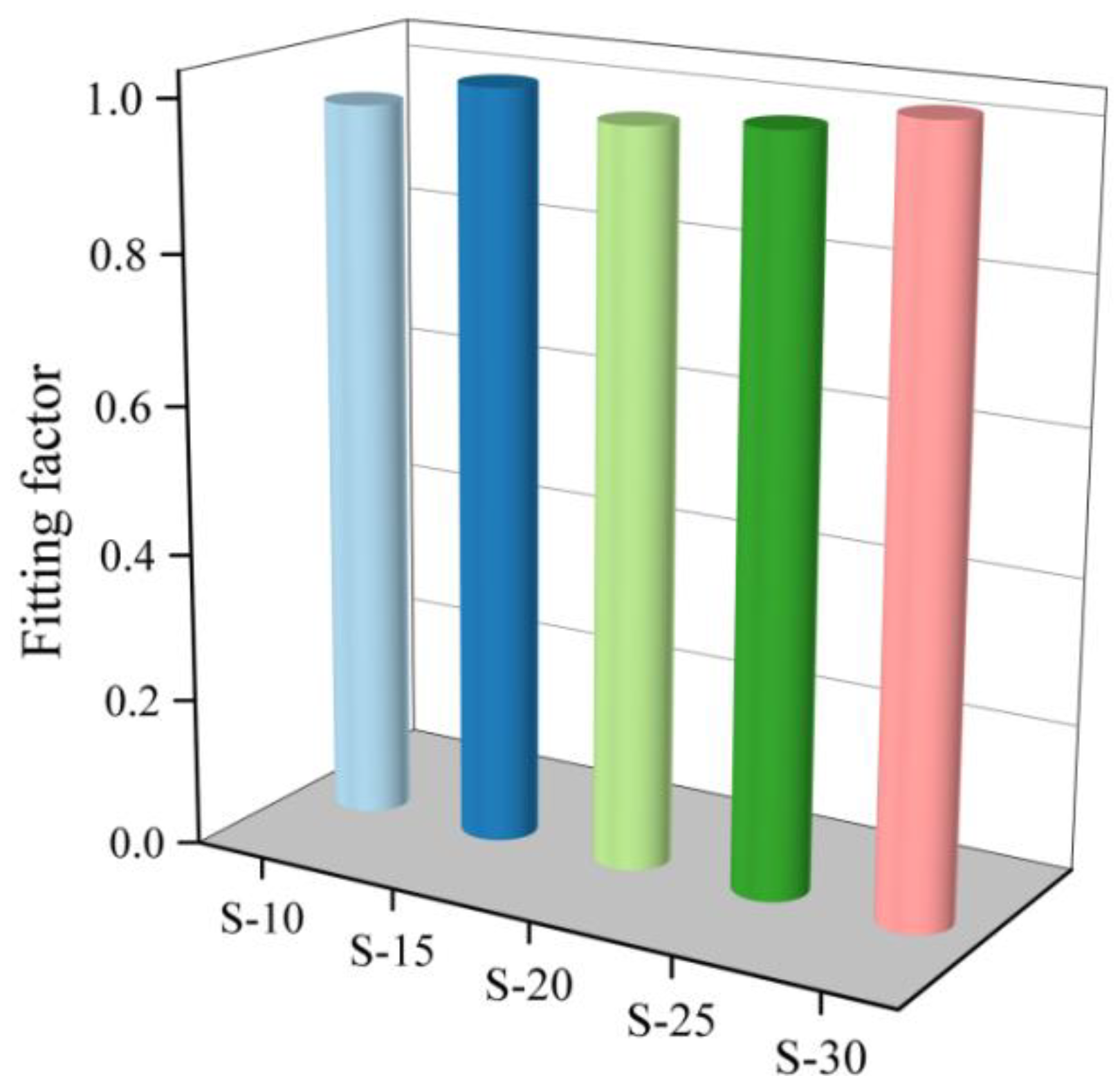
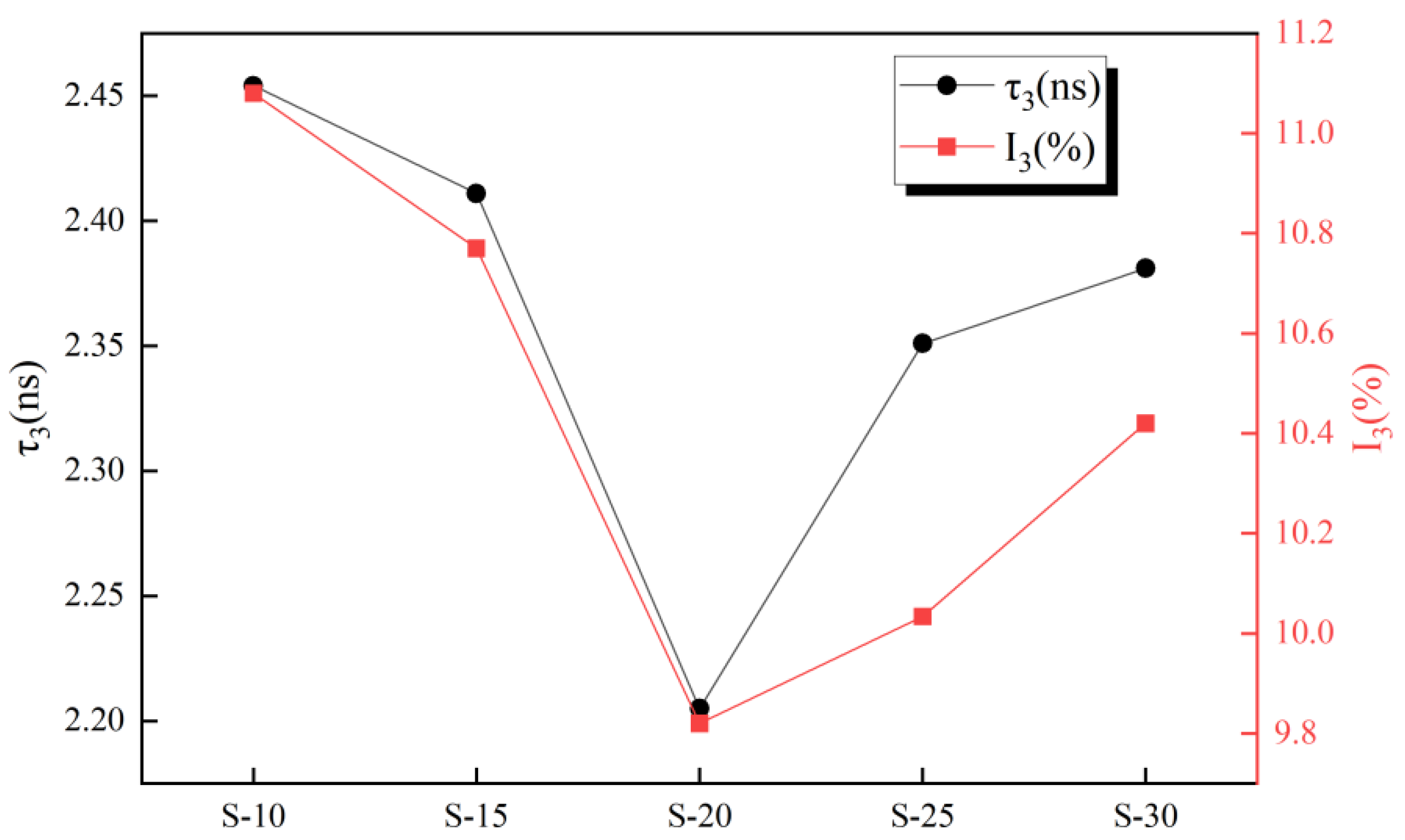
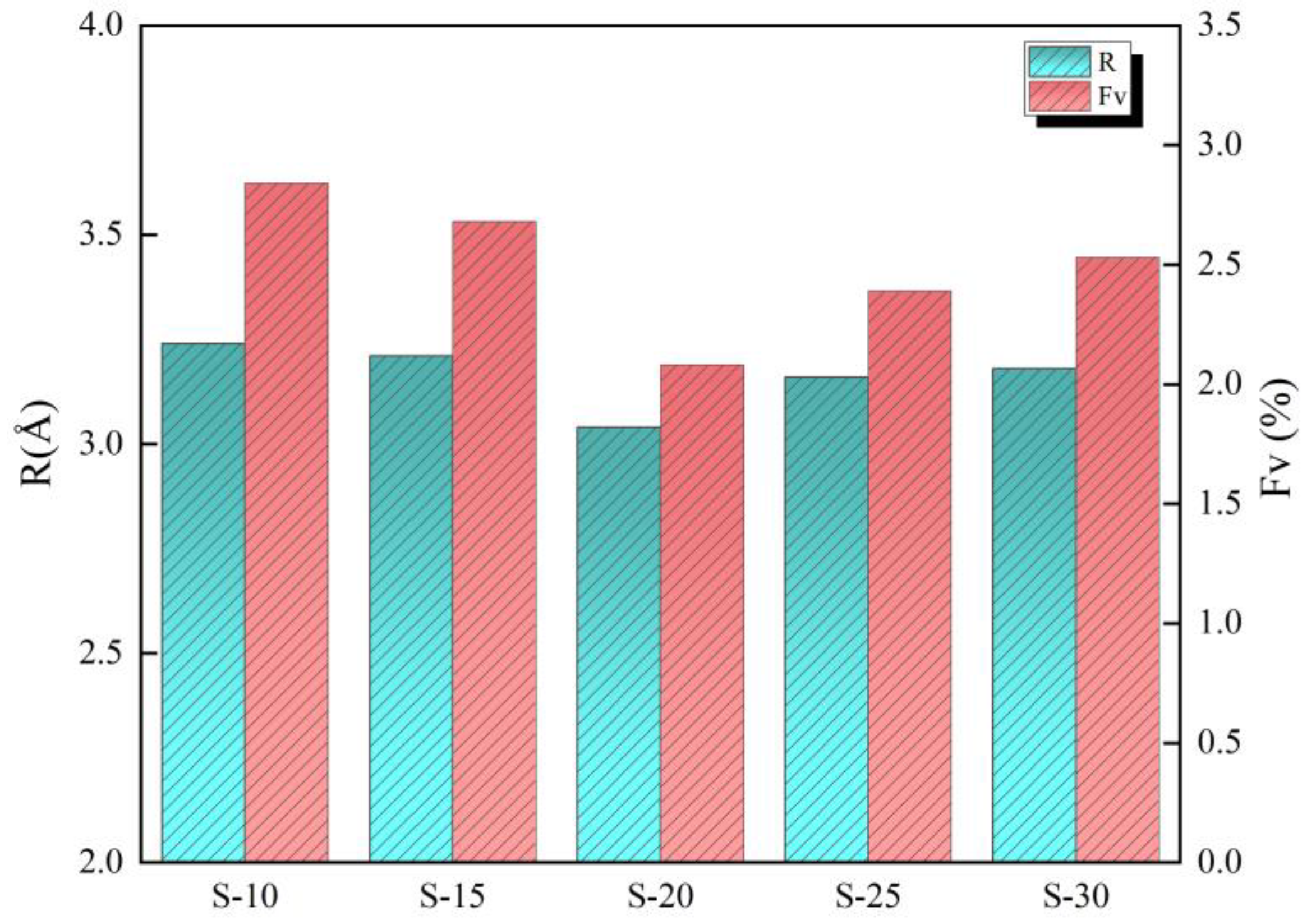
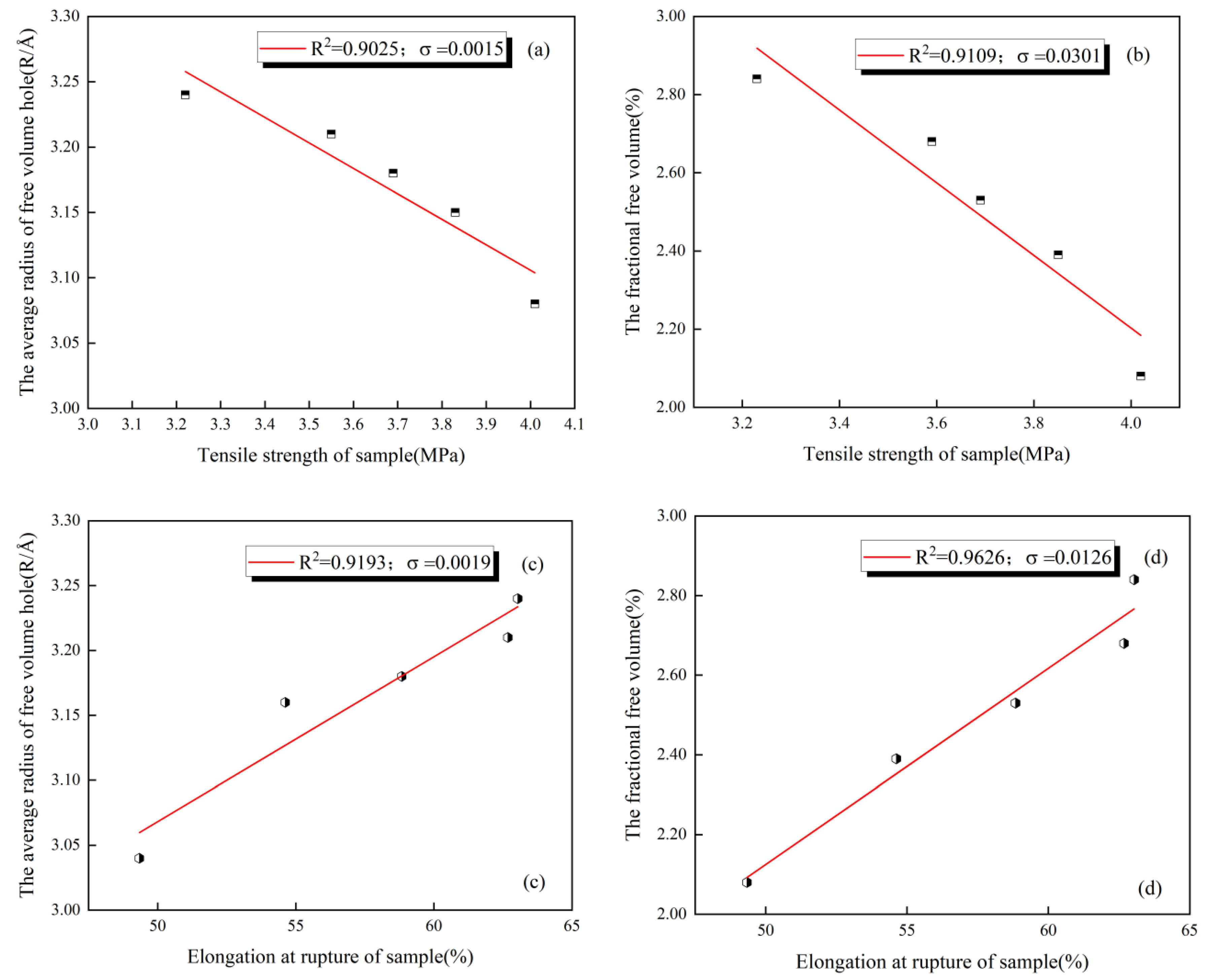
4.1. Free Volume
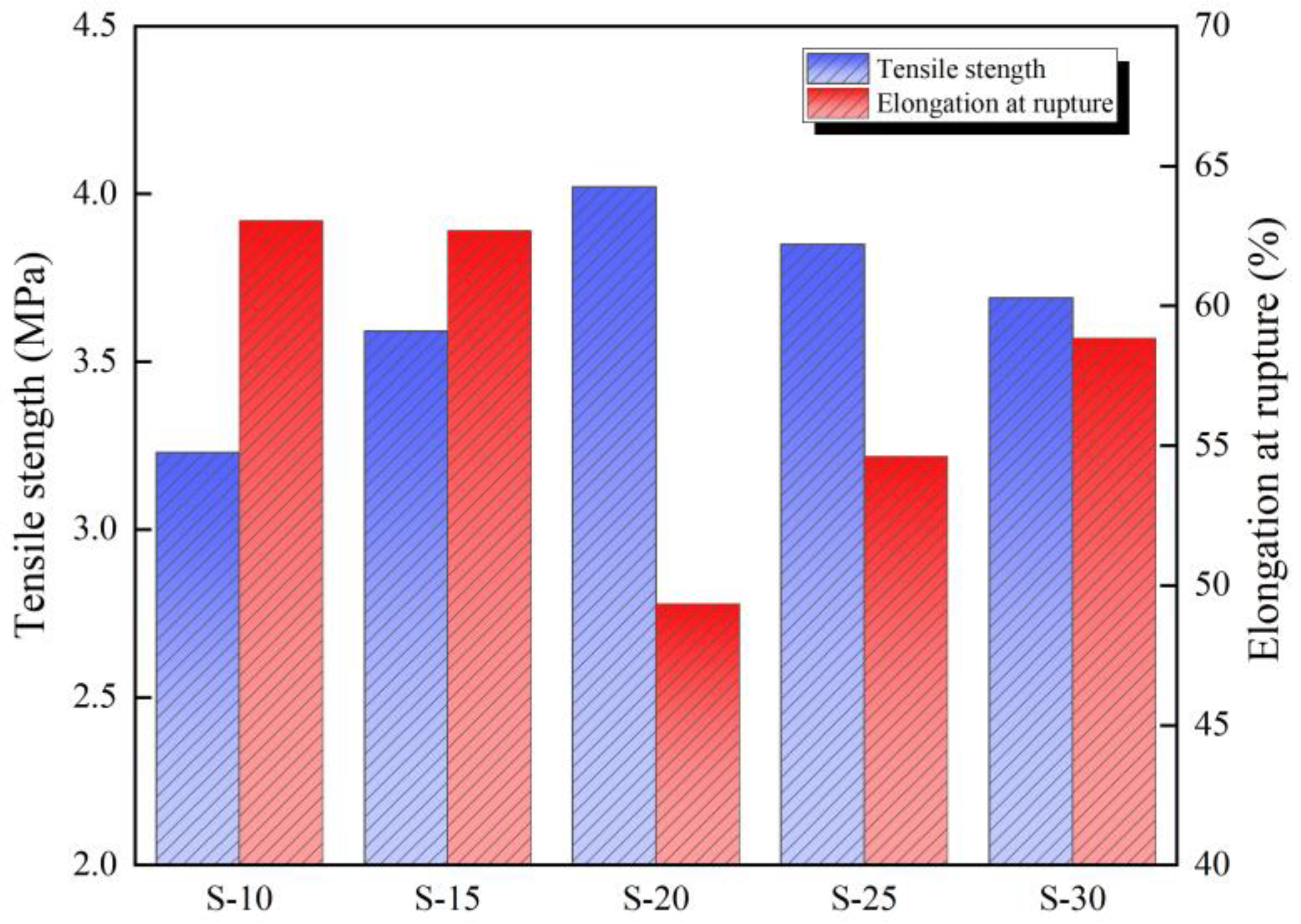
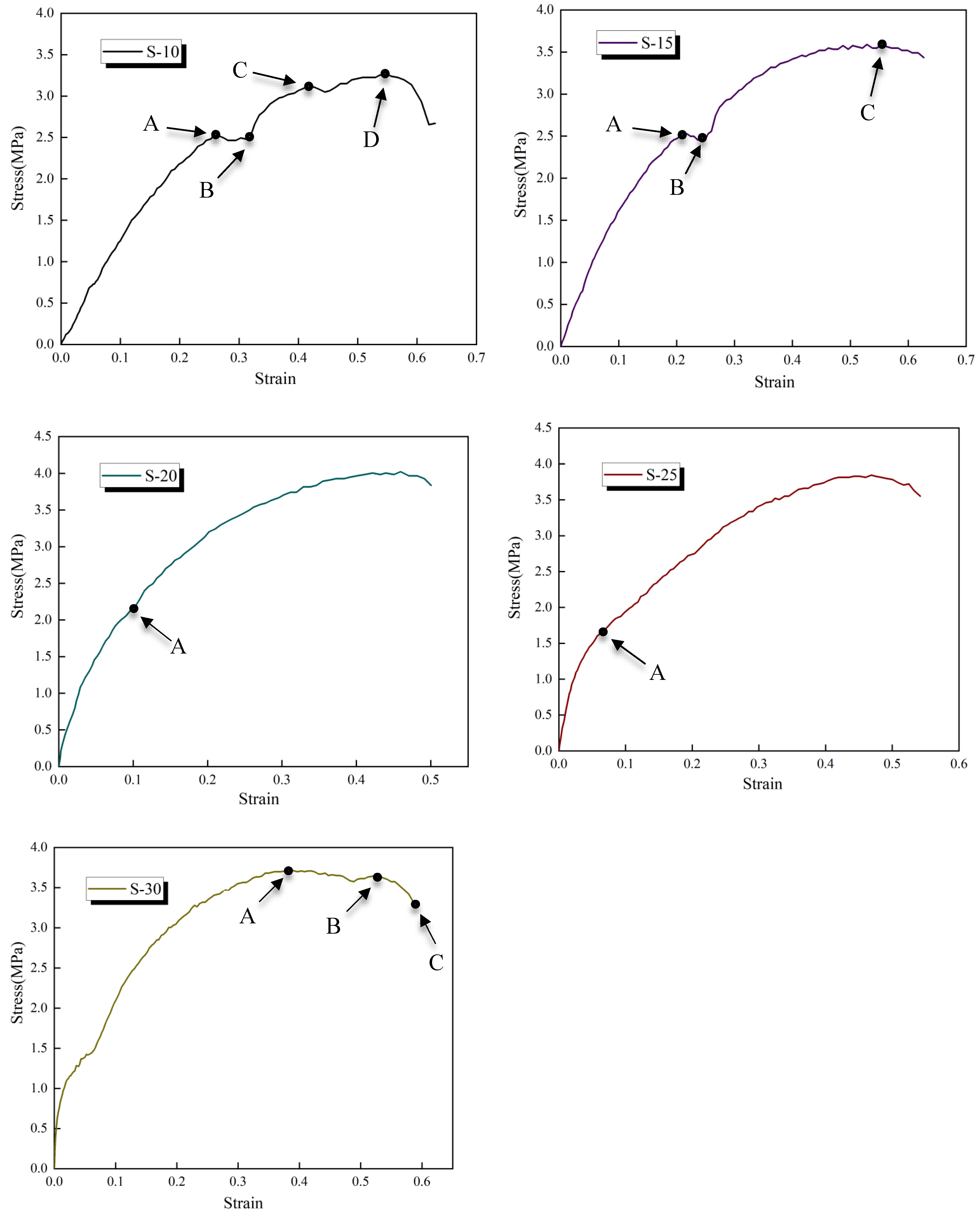
4.2. Mechanical Properties
4.3. Correlation Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kwon, S.J. Current trends of durability design and government support in South Korea: Chloride attack. Sustainability 2017, 9, 417. [Google Scholar] [CrossRef]
- Basha, S.I.; Aziz, A.; Ahmad, S.; Al-Zahrani, M.M.; Shameem, M.; Maslehuddin, M. Improvement of concrete durability using nanocomposite coating prepared by mixing epoxy coating with Submicron/Nano-carbon obtained from heavy fuel oil ash. Constr. Build. Mater. 2022, 325, 126812. [Google Scholar] [CrossRef]
- Sakr, M.R.; Bassuoni, M.T.; Taha, M.R. Effect of coatings on concrete resistance to physical salt attack. ACI Mater. J. 2019, 116, 255–267. [Google Scholar] [CrossRef]
- Boopaphi, R.S.J.; Dasnamoorthy, R.; Chandrasekaran, M.K.; Vishwakarma, V. Study on polymeric coatings on fly ash concrete under seawater. Environ. Sci. Pollut. Res. 2021, 28, 9338–9345. [Google Scholar] [CrossRef]
- Diamanti, M.V.; Brenna, A.; Bolzoni, F.; Berra, M.; Pastore, T.; Ormellese, M. Effect of polymer modified cementitious coatings on water and chloride permeability in concrete. Constr. Build. Mater. 2013, 49, 720–728. [Google Scholar] [CrossRef]
- Ginic-Markovic, M.; Choudhury, N.R.; Matisons, J.G.; Williams, D.R.G. Characterisation of Polyurethane Coatings Using Thermoanalytical Techniques. J. Therm. Anal. Calorim. 2000, 59, 409–424. [Google Scholar] [CrossRef]
- Deyab, M.A. Anticorrosion properties of nanocomposites coatings: A critical review. J. Mol. Liq. 2020, 313, 113533. [Google Scholar] [CrossRef]
- Mills, D.J.; Wityk, T.; Piszczyk, L. Investigating the long term effects of immersion in salt solution on the protective properties of bio-content polyurethane coatings. Surf. Coat. Int. 2020, 103, 188–192. [Google Scholar]
- Carmona-Quiroga, P.M.; Martínez-Ramírez, S.; Sobrados, I.; Blanco-Varela, M.T. Interaction between two anti-graffiti treatments and cement mortar (paste). Cem. Concr. Res. 2010, 40, 723–740. [Google Scholar] [CrossRef]
- Bermejo, R.; Danzer, R. High failure resistance layered ceramics using crack bifurcation and interface delamination as reinforcement mechanisms. Eng. Fract. Mech. 2010, 77, 2126–2135. [Google Scholar] [CrossRef]
- Matsuda, Y.; Samadi-Dooki, A.; Cen, Y.; Vasquez, G.; Bu, L. High-Temperature Dynamic Mechanical Properties Characterization of Polymer Coatings via Nanoindentation. J. Eng. Mater. Technol. 2022, 144, 021011. [Google Scholar] [CrossRef]
- Wang, X.S.; Tang, H.P.; Li, X.D.; Hua, X. Investigations on the mechanical properties of conducting polymer coating-substrate structures and their influencing factors. Int. J. Mol. Sci. 2009, 10, 5257–5284. [Google Scholar] [CrossRef]
- Guo, L.; Huang, S.; Zhang, L.; Jia, P. The interface crack problem for a functionally graded coating-substrate structure with general coating properties. Int. J. Solids Struct. 2018, 146, 136–153. [Google Scholar] [CrossRef]
- Hyun, J.; Shon, M. Evaluation of Corrosion Protection for Epoxy and Urethane Coating by EIS under Various Cyclic Corrosion Tests. Corros. Sci. Technol. 2011, 10, 95–100. [Google Scholar]
- Bao, Y.W.; Zhou, Y.C.; Bu, X.X.; Qiu, Y. Evaluating elastic modulus and strength of hard coatings by relative method. Mater. Sci. Eng. A 2007, 458, 268–274. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. Design criteria for wear-resistant nanostructured and glassy-metal coatings. Surf. Coat. Technol. 2004, 177–178, 317–324. [Google Scholar] [CrossRef]
- Malzbender, J.; With, G.D.; Toonder, J.M.J.D. Determination of the elastic modulus and hardness of sol–gel coatings on glass: Influence of indenter geometry. Thin Solid Coat. 2000, 372, 134–143. [Google Scholar] [CrossRef]
- Jiang, X.K.; Gu, J.Y.; Zhang, Y.H. The Improvement of Mechanical Properties of Polyurethane Coating by Multi-Walled Carbon Nanotubes. Adv. Mater. Res. 2011, 236–238, 2063–2066. [Google Scholar] [CrossRef]
- Zheng, J.; Ozisik, R.; Siegel, R.W. Phase separation and mechanical responses of polyurethane nanocomposites. Polymer 2006, 47, 7786–7794. [Google Scholar] [CrossRef]
- Brunette, C.M.; Hsu, S.L.; MacKnight, W.J. Hydrogen-bonding properties of hard-segment model compounds in polyurethane block copolymers. Macromolecules 1982, 15, 71–77. [Google Scholar] [CrossRef]
- Li, M.; Zhao, A.; Jiang, R.; Wang, D.; Li, D.; Guo, H.; Tao, W.; Gan, Z.; Zhang, M. Regulation of the elastic modulus of polyurethane microarrays and its influence on gecko-inspired dry adhesion. Appl. Surf. Sci. 2011, 257, 3336–3340. [Google Scholar] [CrossRef]
- Gite, V.V.; Mahulikar, P.P.; Hundiwale, D.G. Preparation and properties of polyurethane coatings based on acrylic polyols and trimer of isophorone diisocyanate. Prog. Org. Coat. 2010, 68, 307–312. [Google Scholar] [CrossRef]
- Li, J.H.; Hong, R.Y.; Li, M.Y.; Li, H.Z.; Zheng, Y.; Ding, J. Effects of ZnO nanoparticles on the mechanical and antibacterial properties of polyurethane coatings. Prog. Org. Coat. 2009, 64, 504–509. [Google Scholar] [CrossRef]
- Kurbatov, V.G.; Pugacheva, T.A.; Malkov, G.V.; Krasikova, M.S.; Golikov, I.V.; Il’in, A.A. Effect of active diluents on properties of epoxy compounds and coatings based on them. Russ. J. Appl. Chem. 2020, 93, 1340–1348. [Google Scholar] [CrossRef]
- Núñez-Regueira, L.; Villanueva, M.; Fraga-Rivas, I. Effect of a reactive diluent on the curing and dynamomechanical properties of an epoxy-diamine system. J. Therm. Anal. Calorim. 2006, 86, 463–468. [Google Scholar] [CrossRef]
- Khalina, M.; Beheshty, M.H.; Salimi, A. The effect of reactive diluent on mechanical properties and microstructure of epoxy resins. Polym. Bull. 2019, 76, 3905–3927. [Google Scholar] [CrossRef]
- Pascual-Sánchez, V.; Martín-Martínez, J.M. Influence of the Curing Temperature in the Mechanical and Thermal Properties of Nanosilica Filled Epoxy Resin Coating. Macromol. Symp. 2006, 233, 137–146. [Google Scholar] [CrossRef]
- Cheng, K.M.; Tian, C.; Du, Y.; He, F.; Wang, J.H.; Sun, J. Effect of OPS Dispersion Method on the Free Volume of Polyurethane by Positron Annihilation Lifetime Spectroscopy (PALS). Polym. Plast. Technol. Eng. 2012, 51, 396–400. [Google Scholar] [CrossRef]
- Borek, J.; Osoba, W. Free volume changes in physically aged polyethylene by positron annihilation. Polymer 2001, 42, 2901–2905. [Google Scholar] [CrossRef]
- Goyanes, S.; Rubiolo, G.; Marzocca, A.; Salgueiro, W.; Somoza, A.; Consolati, G.; Mondragon, I. Yield and internal stresses in aluminum filled epoxy resin. A compression test and positron annihilation analysis. Polymer 2003, 44, 3193–3199. [Google Scholar] [CrossRef]
- Gomaa, E.; Asaad, J.N. Effect of adding feldspar on free volume properties of crosslinked polyester studied by positron annihilation lifetime spectroscopy. J. Appl. Polym. Sci. 2012, 124, 3142–3146. [Google Scholar] [CrossRef]
- Jean, Y.C.; Van Horn, J.D.; Hung, W.S.; Lee, K.R. Perspective of Positron Annihilation Spectroscopy in Polymers. Macromolecules 2013, 46, 7133–7145. [Google Scholar] [CrossRef]
- Kim, Y.; Shin, J.; Kwon, J. Study on the Free Volume in Polymer by Positron Annihilation Lifetime Spectroscopy (PALS). J. Korean Soc. Radiol. 2012, 6, 489–493. [Google Scholar] [CrossRef]
- Forsyth, M.; Meakin, P.; MacFarlane, D.R.; Hill, A.J. Free volume and conductivity of plasticized polyether-urethane solid polymer electrolytes. J. Phys. Condens. Matter 1999, 7, 7601. [Google Scholar] [CrossRef]
- Consolati, G.; Nichetti, D.; Quasso, F. Probing the Free Volume in Polymers by Means of Positron Annihilation Lifetime Spectroscopy. Polymers 2023, 15, 3128. [Google Scholar] [CrossRef] [PubMed]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- Sui, T.; Wei, L.; Cao, X.; Xu, M.; Zhang, L.; Zhao, X.; Chen, Z.; Li, Y.; Xu, X.; Sun, X. Comparison of oxygen vacancy and interstitial oxygen in KDP and ADP crystals from density functional theory calculations. Comput. Mater. Sci. 2020, 182, 109783. [Google Scholar] [CrossRef]
- El-Meniawi, M.A.H.; Mahmoud, K.R.; Megahed, M. Positron annihilation spectroscopy and mechanical properties studies for epoxy matrices reinforced with different nanoparticles. J. Polym. Res. 2016, 23, 181. [Google Scholar] [CrossRef]
- Jean, Y.C. Positron annihilation spectroscopy for chemical analysis: A novel probe for microstructural analysis of polymers. Microchem. J. 1990, 42, 72–102. [Google Scholar] [CrossRef]
- Li, Y.; Liu, J.; Wan, X.; Pan, X.; Bai, B.; Wang, H.; Cao, X.; Zhang, J. Surface Passivation Enabled-Structural Engineering of I-III-VI2 Nanocrystal Photocatalyst. J. Mater. Chem. A 2020, 8, 9951–9962. [Google Scholar] [CrossRef]
- Eldrup, M.; Lightbody, D.; Sherwood, J. The temperature dependence of positron lifetimes in solid pivalic acid. Chem. Phys. 1981, 63, 51–58. [Google Scholar] [CrossRef]
- Ito, K.; Ujihira, Y.; Yamashita, T.; Horie, K. Free-volume change in volume phase transition of polyacrylamide gel as studied by positron annihilation: Salt dependence. J. Polym. Sci. Part B (Polym. Phys.) 1999, 37, 2634–2641. [Google Scholar] [CrossRef]
- Jean, Y.C.; Yuan, J.P.; Liu, J.; Deng, Q.; Yang, H. Correlations between gas permeation and free-volume hole properties probed by positron annihilation spectroscopy. J. Polym. Sci. Part B 1995, 33, 2365–2371. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Nakanishi, H.; Jean, Y.C.; Sandreczki, T.C. Positron annihilation in amine-cured epoxy polymers—Pressure dependence. J. Polym. Sci. Part B (Polym. Phys.) 1990, 28, 1431–1441. [Google Scholar] [CrossRef]
- Chi, S.K.; Park, J.H.; Shon, M.Y. Study on cavitation erosion resistance and surface topologies of various coating materials used in shipbuilding industry. J. Ind. Eng. Chem. 2015, 26, 384–389. [Google Scholar] [CrossRef]
- Saalah, S.; Abdullah, L.C.; Aung, M.M.; Salleh, M.Z.; Biak, D.R.A.; Basri, M.; Jusoh, E.R. Waterborne polyurethane dispersions synthesized from jatropha oil. Ind. Crop. Prod. 2015, 64, 194–200. [Google Scholar] [CrossRef]
- Liu, H.Z.; Lin, J.S.; He, J.D.; Xie, H.Q. Dominant mode of planar fractures and the role of material properties. Eng. Fract. Mech. 2018, 195, 57–79. [Google Scholar] [CrossRef]
- Qiao, Y.; Liu, J.; Jia, Y.; Xu, C.; An, L.; Bai, Y. Modeling of fracture in small punch tests for small-and large-scale yielding conditions at various temperatures. Int. J. Mech. Sci. 2016, 106, 266–285. [Google Scholar]
- Qiao, Y.; Liu, J.; Jia, Y.; Xu, C.; An, L.; Bai, Y. Study on coexistence of brittle and ductile fractures in nano reinforcement composites under different loading conditions. Int. J. Fract. 2017, 204, 205–224. [Google Scholar] [CrossRef]
- Wan, Y.J.; Gong, L.X.; Tang, L.C.; Wu, L.B.; Jiang, J.X. Mechanical properties of epoxy composites filled with silane-functionalized graphene oxide. Compos. Part A 2014, 64, 79–89. [Google Scholar] [CrossRef]
- Dong, M.; Li, Q.; Liu, H.; Liu, C.; Wujcik, E.K.; Shao, Q.; Ding, T.; Mai, X.; Shen, C.; Guo, Z. Thermoplastic polyurethane-carbon black nanocomposite coating: Fabrication and solid particle erosion resistance. Polymer 2018, 158, 381–390. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Fiedler, B.; Schulte, K. Influence of different carbon nanotubes on the mechanical properties of epoxy matrix composites—A comparative study. Compos. Ence Technol. 2005, 65, 2300–2313. [Google Scholar] [CrossRef]
- Kaiquan, S. Grey relation theory and its applications. In International Symposium on Uncertainty Modeling & Analysis; IEEE: Piscataway, NJ, USA, 1991. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Results |
|---|---|
| Fineness/μm | 40 |
| No volatile matter content/% | 67 |
| Surface drying time/h | 2 |
| Practical drying time/h | 20 |
| Acid corrosion resistance (50 g/L H2SO4) | 168 h (No abnormalities) |
| Alkali corrosion resistance (Saturated Ga(OH)2) | 240 h (No abnormalities) |
| Sample | XT | XE | XR | XF |
|---|---|---|---|---|
| S-10 | 1 | 1 | 1 | 1 |
| S-15 | 1.111455108 | 0.994289340 | 0.990740741 | 0.945270293 |
| S-20 | 1.244582043 | 0.782677665 | 0.938271605 | 0.732078155 |
| S-25 | 1.191950464 | 0.866434010 | 0.975308642 | 0.839822276 |
| S-30 | 1.142414861 | 0.933375635 | 0.981481481 | 0.889148475 |
| Sample | ΔT-R | ΔT-F | ΔE-R | ΔE-F |
|---|---|---|---|---|
| S-10 | 0 | 0 | 0 | 0 |
| S-15 | 0.120714368 | 0.166184815 | 0.003548599 | 0.049019047 |
| S-20 | 0.306310438 | 0.512503889 | 0.155593940 | 0.050599510 |
| S-25 | 0.216641822 | 0.352128189 | 0.108874632 | 0.026611734 |
| S-30 | 0.160933379 | 0.253266386 | 0.048105847 | 0.044227160 |
| Sample | γT-R(k) | γT-F(k) | γE-R(k) | γE-F(k) |
|---|---|---|---|---|
| S-10 | 1 | 1 | 1 | 1 |
| S-15 | 0.679772472 | 0.606602464 | 0.957526525 | 0.620063485 |
| S-20 | 0.455506613 | 0.333331647 | 0.339567308 | 0.612559724 |
| S-25 | 0.541878687 | 0.42120182 | 0.423561382 | 0.750386442 |
| S-30 | 0.614238277 | 0.502927888 | 0.624483596 | 0.64398156 |
| γT-R | γT-F | γE-R | γE-F |
|---|---|---|---|
| 0.6583 | 0.5728 | 0.6690 | 0.7254 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, C.; Shi, Y.; Wu, P.; Sun, B.; Yue, Y. Influence of Dilution on the Mechanical Properties and Microstructure of Polyurethane-Cement Based Composite Surface Coating. Polymers 2024, 16, 146. https://doi.org/10.3390/polym16010146
Xie C, Shi Y, Wu P, Sun B, Yue Y. Influence of Dilution on the Mechanical Properties and Microstructure of Polyurethane-Cement Based Composite Surface Coating. Polymers. 2024; 16(1):146. https://doi.org/10.3390/polym16010146
Chicago/Turabian StyleXie, Chao, Yufeng Shi, Ping Wu, Binqiang Sun, and Yaqiang Yue. 2024. "Influence of Dilution on the Mechanical Properties and Microstructure of Polyurethane-Cement Based Composite Surface Coating" Polymers 16, no. 1: 146. https://doi.org/10.3390/polym16010146