

Effect of Alkaline Treatment on Mechanical and Thermal Properties of Miswak (Salvadora persica) Fiber-Reinforced Polylactic Acid


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Alkaline Treatment of Miswak Fiber
2.3. Preparation of Composite Board
2.4. Characterization
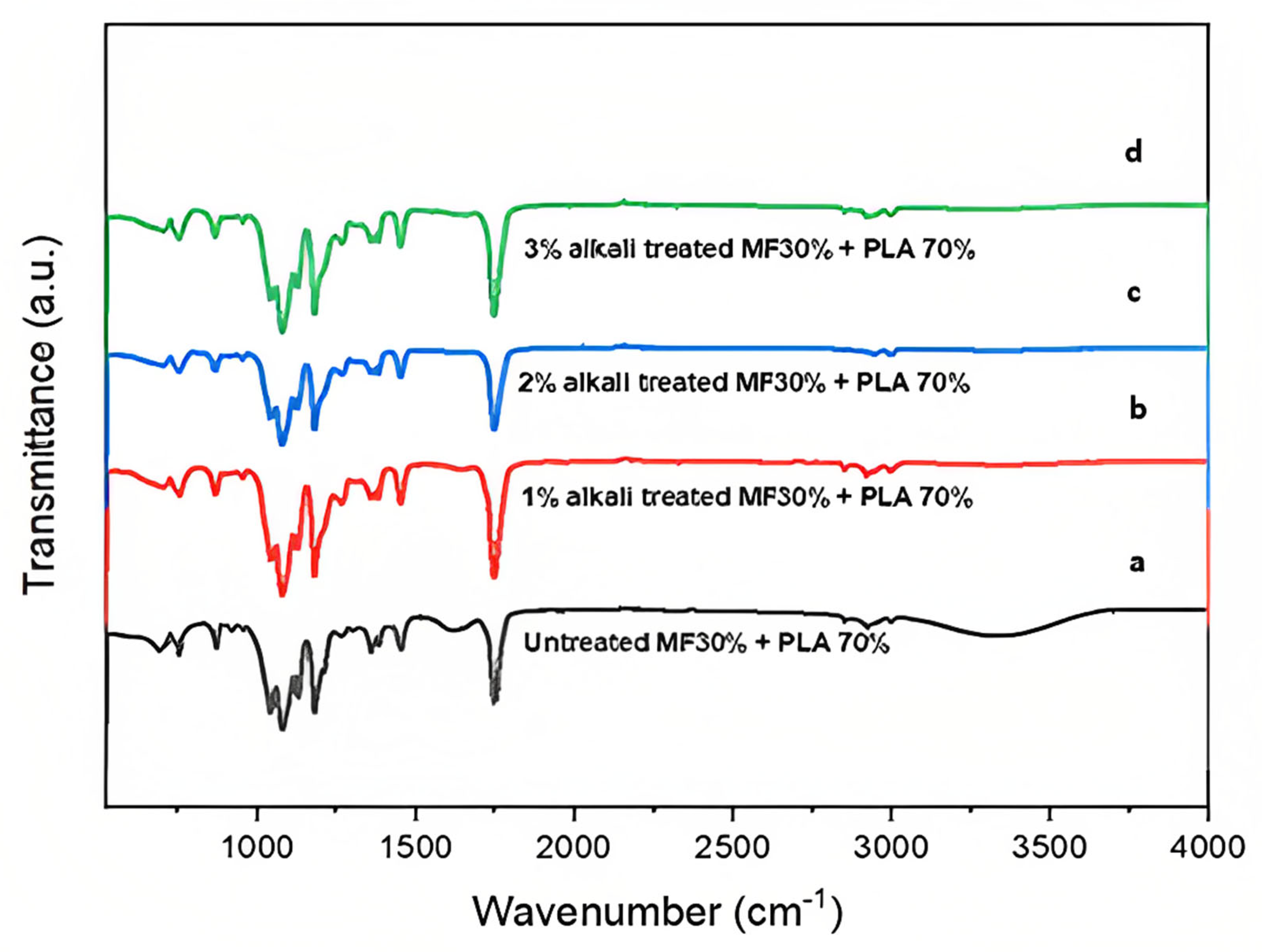
2.4.1. Fourier-Transform Infrared Spectroscopy (FTIR)
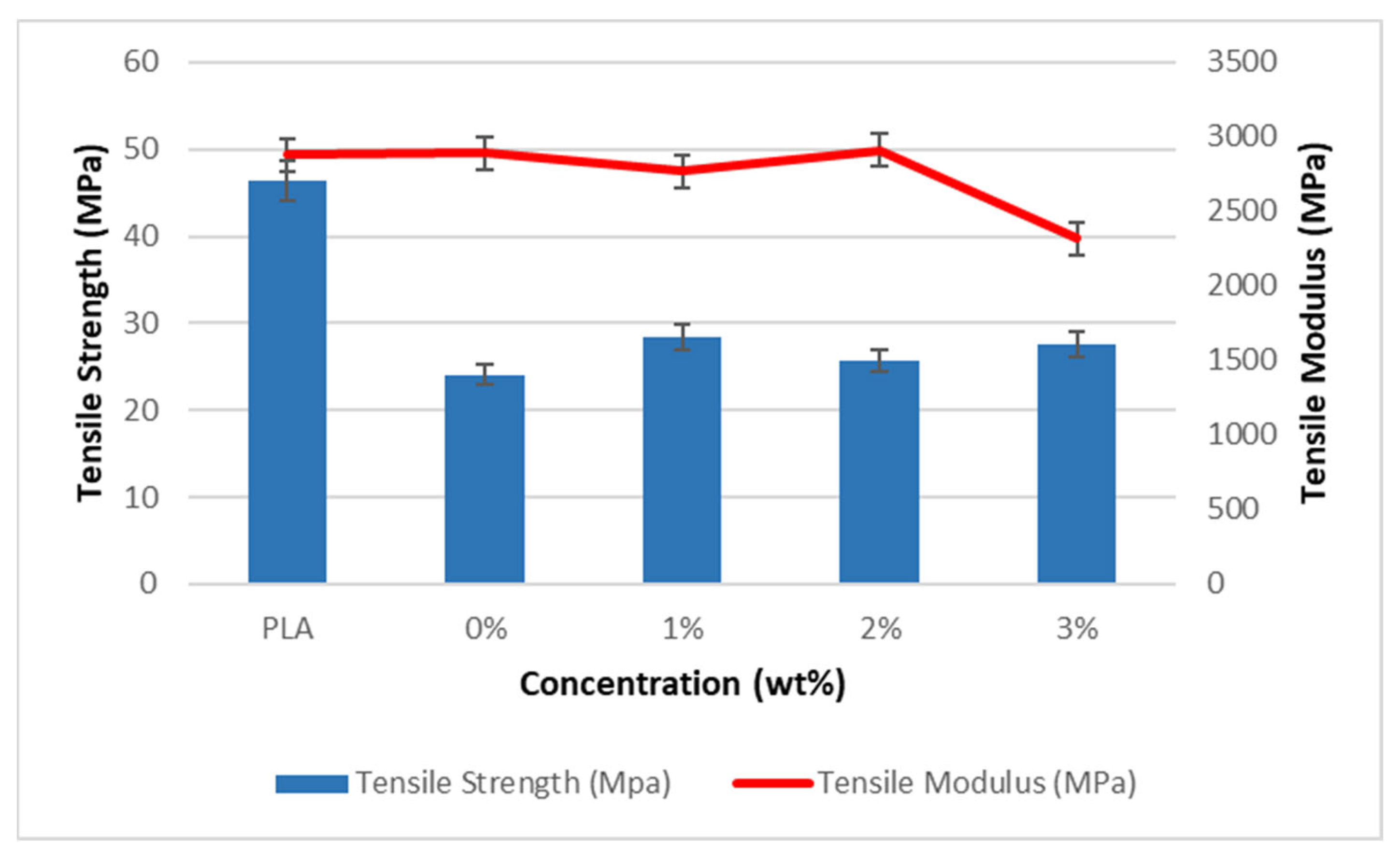
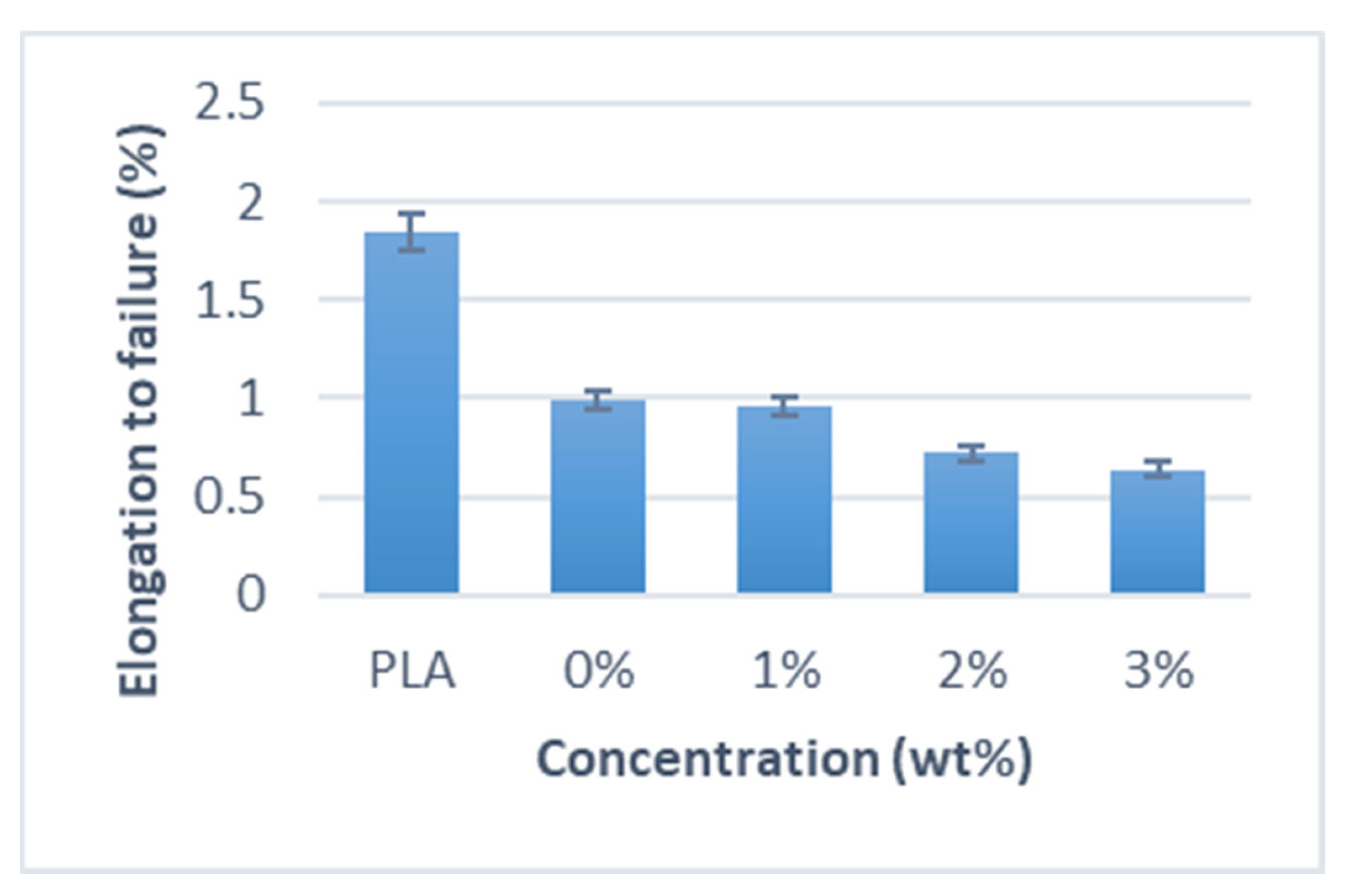
2.4.2. Tensile Testing
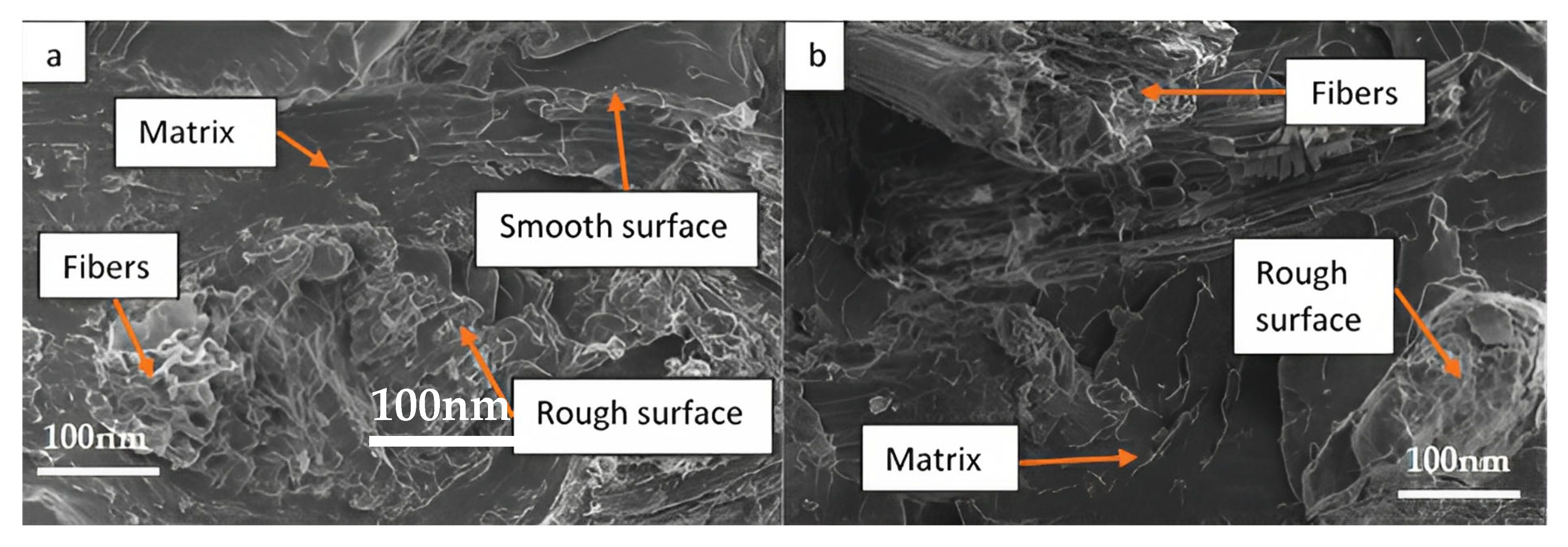
2.4.3. Scanning Electron Microscopy (SEM)
2.4.4. Thermogravimetric Analysis (TGA)
2.4.5. Dynamic Mechanical Analysis (DMA)
3. Results and Discussion
3.1. Fourier-Transform Infrared Spectroscopy (FTIR)
3.2. Tensile Properties
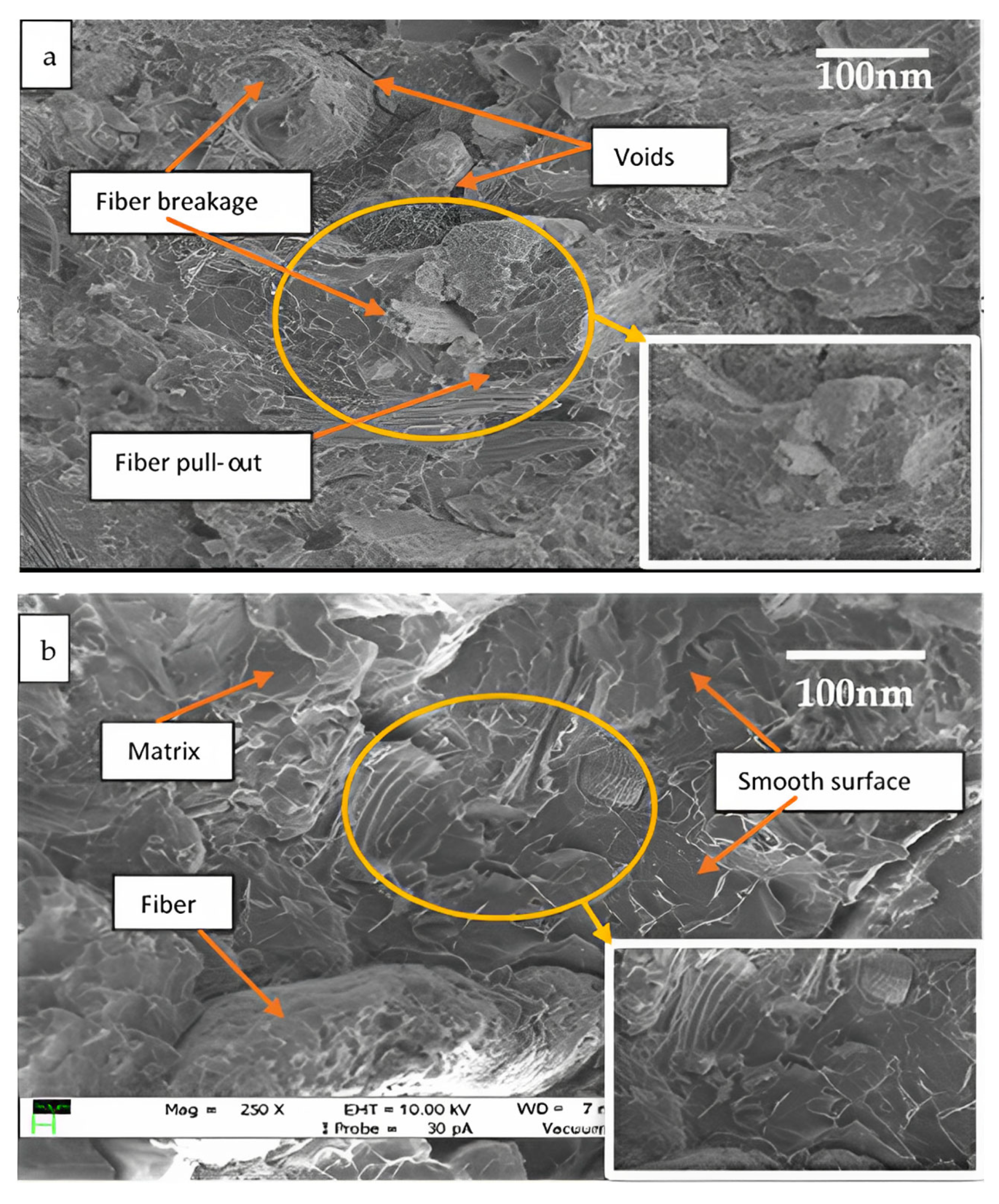
3.3. Scanning Electron Microscopy (SEM)
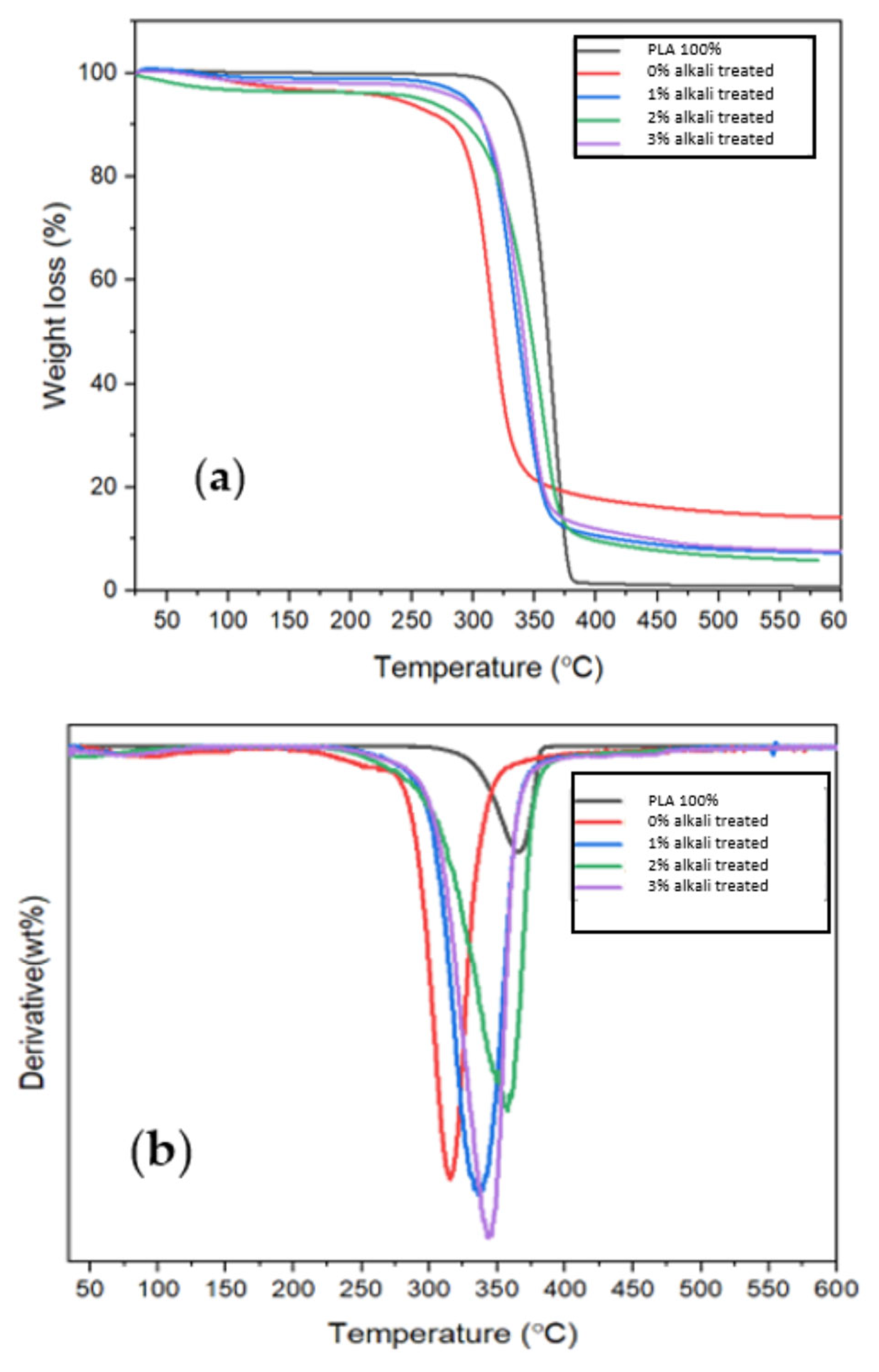
3.4. Thermogravimetric Analysis (TGA)
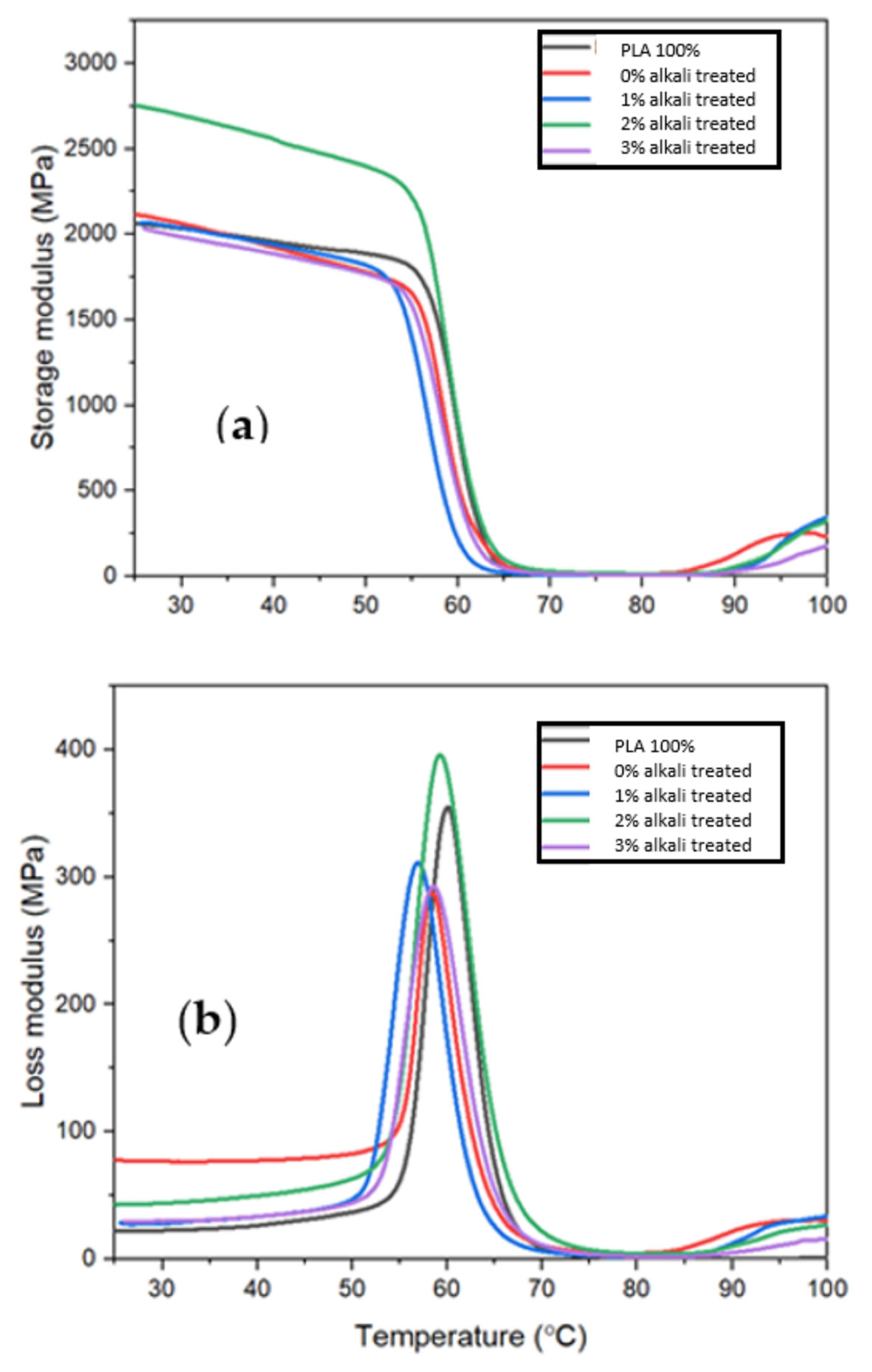
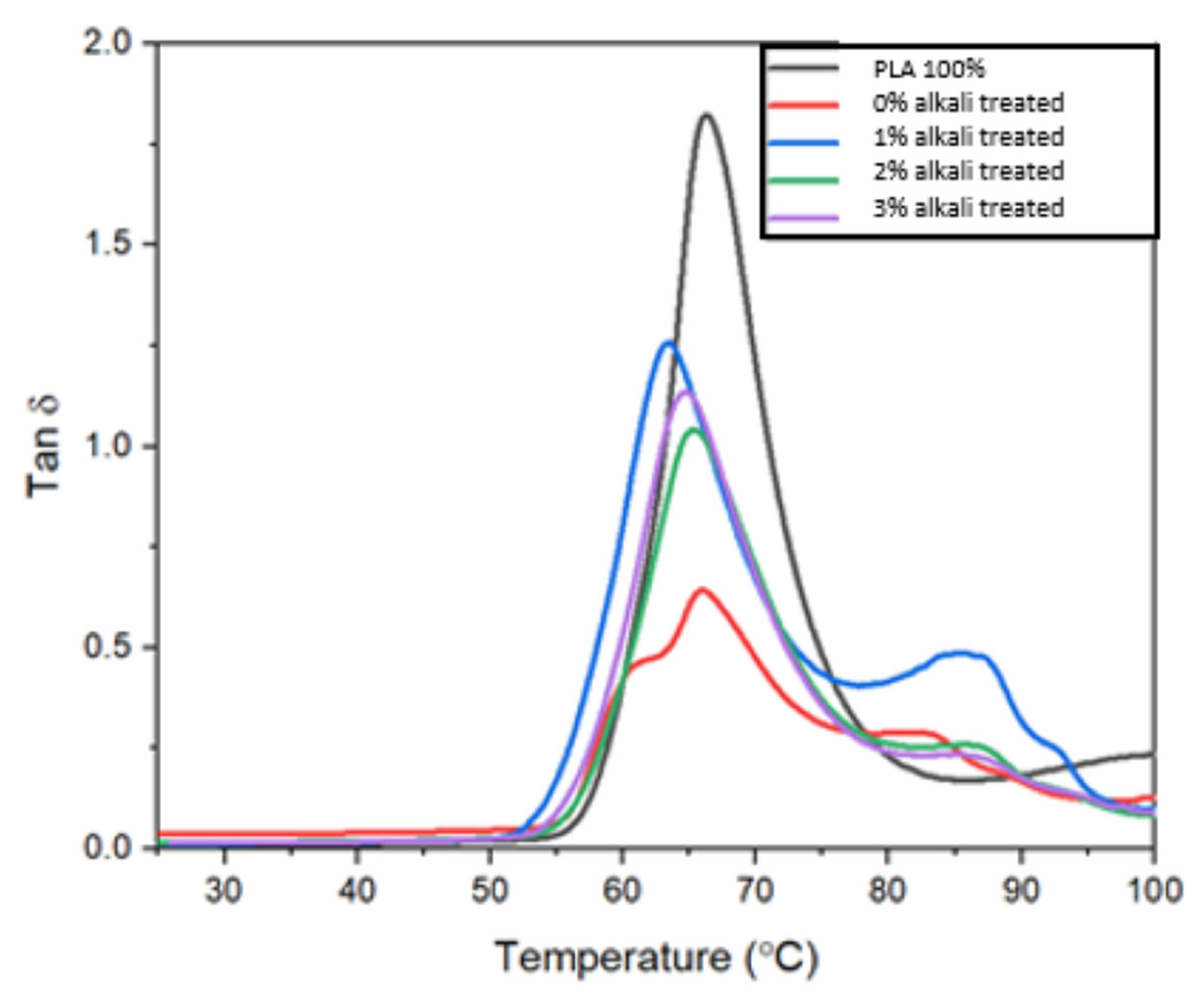
3.5. Dynamic Mechanical Analysis (DMA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hamidon, M.H.; Sultan, M.T.; Ariffin, A.H.; Shah, A.U. Effects of fibre treatment on mechanical properties of kenaf fibre reinforced composites: A review. J. Mater. Res. Technol. 2019, 8, 3327–3337. [Google Scholar] [CrossRef]
- Cruz, J.; Fangueiro, R. Surface modification of natural fibers: A review. Procedia Eng. 2016, 155, 285–288. [Google Scholar] [CrossRef]
- Sharma, P.R.; Varma, A.J. Thermal stability of cellulose and their nanoparticles: Effect of incremental increases in carboxyl and aldehyde groups. Carbohydrate Polym. 2014, 114, 339–343. [Google Scholar] [CrossRef] [PubMed]
- Sharma, P.R.; Joshi, R.; Sharma, S.K.; Hsiao, B.S. A simple approach to prepare carboxycellulose nanofibers from untreated biomass. Biomacromolecules 2017, 18, 2333–2342. [Google Scholar] [CrossRef]
- Ngwabebhoh, F.A.; Yildiz, U. Nature-derived fibrous nanomaterial toward biomedicine and environmental remediation: Today’s state and future prospects. J. Appl. Polym. Sci. 2019, 136, 47878. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Pinheiro, I.F.; de Souza, S.F.; Mei, L.H.; Lona, L.M. Polymer composites reinforced with natural fibers and nanocellulose in the automotive industry: A short review. J. Compos. Sci. 2019, 3, 51. [Google Scholar] [CrossRef]
- Sharma, P.R.; Sharma, S.K.; Antoine, R.; Hsiao, B.S. Efficient removal of arsenic using zinc oxide nanocrystal-decorated regenerated microfibrillated cellulose scaffolds. ACS Sustain. Chem. Eng. 2019, 7, 6140–6151. [Google Scholar] [CrossRef]
- Zhu, H.; Luo, W.; Ciesielski, P.N.; Fang, Z.; Zhu, J.Y.; Henriksson, G.; Himmel, M.E.; Hu, L. Wood-derived materials for green electronics, biological devices, and energy applications. Chem. Rev. 2016, 116, 9305–9374. [Google Scholar] [CrossRef]
- Basu, A.; Nazarkovsky, M.; Ghadi, R.; Khan, W.; Domb, A.J. Poly (lactic acid)-based nanocomposites. Polym. Adv. Technol. 2017, 28, 919–930. [Google Scholar] [CrossRef]
- Amiandamhen, S.; Meincken, M.; Tyhoda, L. Natural fibre modification and its influence on fibre-matrix interfacial properties in biocomposite materials. Fibers Polym. 2020, 21, 677–689. [Google Scholar] [CrossRef]
- Azammi, A.N.; Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Atikah, M.S.N.; Asrofi, M.; Atiqah, A. Characterization studies of biopolymeric matrix and cellulose fibres based composites related to functionalized fibre-matrix interface. In Interfaces in Particle and Fibre Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2020; pp. 29–93. [Google Scholar]
- Asyraf, M.; Rafidah, M.; Azrina, A.; Razman, M.R. Dynamic mechanical behaviour of kenaf cellulosic fibre biocomposites: A comprehensive review on chemical treatments. Cellulose 2021, 28, 2675–2695. [Google Scholar] [CrossRef]
- Sahu, P.; Gupta, M. A review on the properties of natural fibres and its bio-composites: Effect of alkali treatment. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 198–217. [Google Scholar] [CrossRef]
- Alvarez, V.A.; Ruscekaite, R.A.; Vazquez, A. Mechanical properties and water absorption behavior of composites made from a biodegradable matrix and alkaline-treated sisal fibers. J. Compos. Mater. 2003, 37, 1575–1588. [Google Scholar] [CrossRef]
- Bartos, A.; Anggono, J.; Farkas, Á.E.; Kun, D.; Soetaredjo, F.E.; Móczó, J.; Purwaningsih, A.H.; Pukánszky, B. Alkali treatment of lignocellulosic fibers extracted from sugarcane bagasse: Composition, structure, properties. Polym. Test. 2020, 88, 106549. [Google Scholar] [CrossRef]
- Aumeeruddy, M.Z.; Zengin, G.; Mahomoodally, M.F. A review of the traditional and modern uses of Salvadora persica L. (Miswak): Toothbrush tree of Prophet Muhammad. J. Ethnopharmacol. 2018, 213, 409–444. [Google Scholar] [CrossRef]
- Ahmad, H.; Rajagopal, K. Biological activities of Salvadora persica L. Meswak. Med. Aromat. Plants 2013, 2, 1–5. [Google Scholar] [CrossRef]
- Ahmad, H.; Ahamed, N. Therapeutic properties of meswak chewing sticks: A review. Afr. J. Biotechnol. 2012, 11, 14850–14857. [Google Scholar]
- Niazi, F.; Naseem, M.; Khurshid, Z.; Zafar, M.S.; Almas, K. Role of Salvadora persica chewing stick (miswak): A natural toothbrush for holistic oral health. Eur. J. Dent. 2016, 10, 301–308. [Google Scholar] [CrossRef]
- Mittal, M.; Chaudhary, R. Experimental study on the water absorption and surface characteristics of alkali treated pineapple leaf fibre and coconut husk fibre. Int. J. Appl. Eng. Res. 2018, 13, 12237–12243. [Google Scholar]
- Yee, Y.Y.; Ching, Y.C.; Rozali, S.; Hashim, N.A.; Singh, R. Preparation and characterization of poly (lactic acid)-based composite reinforced with oil palm empty fruit bunch fiber and nanosilica. BioResources 2016, 11, 2269–2286. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of alkali and silane treatments on mechanical and fibre-matrix bond strength of kenaf and pineapple leaf fibres. J. Bionic Eng. 2016, 13, 426–435. [Google Scholar] [CrossRef]
- Nasir, M.; Hashim, R.; Sulaiman, O.; Gupta, A.; Khan, T.A.; Jawaid, M.; Asim, M. Natural fiber improvement by laccase; optimization, characterization and application in medium density fiberboard. J. Nat. Fibers 2017, 14, 379–389. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Siengchin, S. Accelerated weathering and soil burial effect on biodegradability, colour and textureof coir/pineapple leaf fibres/PLA biocomposites. Polymers 2020, 12, 458. [Google Scholar] [CrossRef]
- Ravindran, D.; SR, S.B.; Padma, S.R.; Indran, S.; Divya, D. Characterization of natural cellulosic fiber extracted from Grewia damine flowering plant’s stem. Int. J. Biol. Macromol. 2020, 164, 1246–1255. [Google Scholar]
- Chandrasekar, M.; Ishak, M.R.; Sapuan, S.M.; Leman, Z.; Jawaid, M. A review on the characterisation of natural fibres and their composites after alkali treatment and water absorption. Plast. Rubber Compos. 2017, 46, 119–136. [Google Scholar] [CrossRef]
- Ng, T.; Ching, Y.C.; Awanis, N.; Ishenny, N.; Rahman, M.R. Effect of bleaching condition on thermal properties and UV transmittance of PVA/cellulose biocomposites. Mater. Res. Innov. 2014, 18 (Suppl. S6), 400–404. [Google Scholar] [CrossRef]
- Ching, Y.C.; Rahman, A.; Ching, K.Y.; Sukiman, N.L.; Cheng, H.C. Preparation and characterization of polyvinyl alcohol-based composite reinforced with nanocellulose and nanosilica. BioResources 2015, 10, 3364–3377. [Google Scholar] [CrossRef]
- Al Abdallah, H.; Abu-Jdayil, B.; Iqbal, M.Z. The effect of alkaline treatment on poly (lactic acid)/date palm wood green composites for thermal insulation. Polymers 2022, 14, 1143. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Nasir, M. Effect of Alkali treatments on physical and Mechanical strength of Pineapple leaf fibres. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Neto, J.S.S.; Lima, R.A.A.; Cavalcanti, D.K.K.; Souza, J.P.B.; Aguiar, R.A.A.; Banea, M.D. Effect of chemical treatment on the thermal properties of hybrid natural fiber-reinforced composites. J. Appl. Polym. Sci. 2019, 136, 47154. [Google Scholar] [CrossRef]
- Lin, J.; Yang, Z.; Hu, X.; Hong, G.; Zhang, S.; Song, W. The effect of alkali treatment on properties of dopamine modification of bamboo fiber/polylactic acid composites. Polymers 2018, 10, 403. [Google Scholar] [CrossRef]
- Karsli, N.G.; Aytac, A. Properties of alkali treated short flax fiber reinforced poly (lactic acid)/polycarbonate composites. Fibers Polym. 2014, 15, 2607–2612. [Google Scholar] [CrossRef]
- Sugiman, S.; Setyawan, P.D.; Anshari, B. Effects of alkali treatment of bamboo fibre under various conditions on the tensile and flexural properties of bamboo fibre/polystyrene-modified unsaturated polyester composites. J. Eng. Sci. Technol. 2019, 14, 26–46. [Google Scholar]
- Sinha, A.K.; Narang, H.; Bhattacharya, S. Effect of alkali treatment on surface morphology of abaca fibre. Mater. Today Proc. 2017, 4, 8993–8996. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Salit, M.S. Effects of surface treatments on tensile, thermal and fibre-matrix bond strength of coir and pineapple leaf fibres with poly lactic acid. J. Bionic Eng. 2018, 15, 1035–1046. [Google Scholar] [CrossRef]
- El-Shekeil, Y.; Sapuan, S.M.; Abdan, K.; Zainudin, E.S. Influence of fiber content on the mechanical and thermal properties of Kenaf fiber reinforced thermoplastic polyurethane composites. Mater. Des. 2012, 40, 299–303. [Google Scholar] [CrossRef]
- Gupta, M.; Singh, R. Flexural and dynamic mechanical analysis (DMA) of polylactic acid (PLA) coated sisal fibre reinforced polyester composite. Mater. Today Proc. 2018, 5, 6109–6114. [Google Scholar] [CrossRef]
- Manral, A.; Ahmad, F.; Chaudhary, V. Static and dynamic mechanical properties of PLA bio-composite with hybrid reinforcement of flax and jute. Mater. Today Proc. 2020, 25, 577–580. [Google Scholar] [CrossRef]
- Savaş, S. Structural properties and mechanical performance of Salvadora persica L. (Miswak) reinforced polypropylene composites. Polym. Compos. 2019, 40 (Suppl. S1), E663–E677. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R.K.; Chandan, V.; Nazari, S.; Shoaib, M.; Bizet, L.; Ivanova, T.A.; Muller, M.; Valasek, P. Mechanical and Thermo-Mechanical Performance of Natural Fiber-Based Single-Ply and 2-Ply Woven Prepregs. Polymers 2023, 15, 994. [Google Scholar] [CrossRef]
- Abu-Jdayil, B.; Barkhad, M.S.; Mourad, A.H.I.; Iqbal, M.Z. Date palm wood waste-based composites for green thermal insulation boards. J. Build. Eng. 2021, 43, 103224. [Google Scholar] [CrossRef]
- Manshor, M.; Anuar, H.; Aimi, M.N.; Fitrie, M.A.; Nazri, W.W.; Sapuan, S.M.; El-Shekeil, Y.A.; Wahit, M.U. Mechanical, thermal and morphological properties of durian skin fibre reinforced PLA biocomposites. Mater. Des. 2014, 59, 279–286. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Properties | Value |
|---|---|---|
| 1 | Density | 1.24 g/cm3 |
| 2 | MFR g/10 min (210 °C, 2.16 kg) | 6 g/10 min |
| 3 | Clarity | Transparent |
| 4 | Melt Temperature | 160 °C |
| 5 | Viscosity | 4.0 Cp |
| 6 | Molecular Weight | 62,000 g/mol |
| 7 | Moisture Content | ≤0.025% |
| 8 | Glass Transition Temperature | 55–60 °C |
| No | Properties | Value |
|---|---|---|
| 1 | Density (g/cm3) | 1.28 |
| 2 | Cellulose (%) | 31–70 |
| 3 | Lignin (%) | 7–26 |
| 4 | Hemicellulose (%) | 10–25 |
| 5 | Moisture Absorption (%) | 9.30 |
| Sample | PLA 100% | MF 30% + PLA 70% | |||
|---|---|---|---|---|---|
| Alkali-Treated | |||||
| 0% | 1% | 2% | 3% | ||
| Storage Modulus, E’ (GPa) | 1.8 | 1.5 | 1.8 | 2.4 | 1.7 |
| Loss Modulus, E” (Gpa) | 0.354 | 0.287 | 0.311 | 0.395 | 0.292 |
| Tan δ | 1.8 | 0.6 | 1.2 | 1 | 1.1 |
| Tg (°C) | 66 | 63 | 69 | 68 | 67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rafiqah, S.A.; Diyana, A.F.N.; Abdan, K.; Sapuan, S.M. Effect of Alkaline Treatment on Mechanical and Thermal Properties of Miswak (Salvadora persica) Fiber-Reinforced Polylactic Acid. Polymers 2023, 15, 2228. https://doi.org/10.3390/polym15092228
Rafiqah SA, Diyana AFN, Abdan K, Sapuan SM. Effect of Alkaline Treatment on Mechanical and Thermal Properties of Miswak (Salvadora persica) Fiber-Reinforced Polylactic Acid. Polymers. 2023; 15(9):2228. https://doi.org/10.3390/polym15092228
Chicago/Turabian StyleRafiqah, S. Ayu, A. F. Nur Diyana, Khalina Abdan, and S. M. Sapuan. 2023. "Effect of Alkaline Treatment on Mechanical and Thermal Properties of Miswak (Salvadora persica) Fiber-Reinforced Polylactic Acid" Polymers 15, no. 9: 2228. https://doi.org/10.3390/polym15092228