
Rheological Characteristics of Starch-Based Biodegradable Blends

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Characterization
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Araújo, M.A.; Cunha, A.M.; Mota, M. Enzymatic degradation of starch-based thermoplastic compounds used in protheses: Identification of the degradation products in solution. Biomaterials 2004, 25, 2687–2693. [Google Scholar] [CrossRef] [PubMed]
- Pareta, R.; Edirisinghe, M. A novel method for the preparation of starch films and coatings. Carbohyd. Polym. 2006, 63, 425–431. [Google Scholar] [CrossRef]
- Mao, L.; Imam, S.; Gordon, S.; Cinelli, P.; Chiellini, E. Extruded cornstarch-glycerol-polyvinyl alcohol blends: Mechanical properties, morphology, and biodegradability. J. Polym. Environ. 2000, 8, 205–211. [Google Scholar] [CrossRef]
- Zhang, J.-F.; Sun, X. Mechanical properties of poly (lactic acid)/starch composites compatibilized by maleic anhydride. Biomacromolecules 2004, 5, 1446–1451. [Google Scholar] [CrossRef] [PubMed]
- Yavuz, H.; Babaç, C. Preparation and biodegradation of starch/polycaprolactone films. J. Polym. Environ. 2003, 11, 107–113. [Google Scholar] [CrossRef]
- Ratto, J.A.; Stenhouse, P.J.; Auerbach, M.; Mitchell, J.; Farrell, R. Processing, performance and biodegradability of a thermoplastic aliphatic polyester/starch system. Polymer 1999, 40, 6777–6788. [Google Scholar] [CrossRef]
- Kotnis, M.A.; O’Brien, G.S.; Willett, J. Processing and mechanical properties of biodegradable poly (hydroxybutyrate-co-valerate)-starch compositions. J. Environ. Polym. Degrad. 1995, 3, 97–105. [Google Scholar] [CrossRef]
- Nayak, S. Biodegradable PBAT/starch nanocomposites. Polym.-Plas. Technol. 2010, 49, 1406–1418. [Google Scholar] [CrossRef]
- Olivato, J.B.; Grossmann, M.V.E.; Yamashita, F.; Nobrega, M.M.; Scapin, M.R.S.; Eiras, D.; Pessan, L.A. Compatibilisation of starch/poly(butylene adipate co-terephthalate) blends in blown films. Int. J. Food Sci. Technol. 2011, 46, 1934–1939. [Google Scholar] [CrossRef]
- Brandelero, R.P.H.; Grossmann, M.V.E.; Yamashita, F. Effect of the method of production of the blends on mechanical and structural properties of biodegradable starch films produced by blown extrusion. Carbohyd. Polym. 2011, 86, 1344–1350. [Google Scholar] [CrossRef]
- Hablot, E.; Dewasthale, S.; Zhao, Y.; Zhiguan, Y.; Shi, X.; Graiver, D.; Narayan, R. Reactive extrusion of glycerylated starch and starch–polyester graft copolymers. Eur. Polym. J. 2013, 49, 873–881. [Google Scholar] [CrossRef]
- Mohanty, S.; Nayak, S.K. Starch based biodegradable PBAT nanocomposites: Effect of starch modification on mechanical, thermal, morphological and biodegradability behavior. Int. J. Plast. Technol. 2009, 13, 163–185. [Google Scholar] [CrossRef]
- Fourati, Y.; Tarrés, Q.; Mutjé, P.; Boufi, S. PBAT/thermoplastic starch blends: Effect of compatibilizers on the rheological, mechanical and morphological properties. Carbohydr. Polym. 2018, 199, 51–57. [Google Scholar] [CrossRef] [PubMed]
- Wei, D.; Wang, H.; Xiao, H.; Zheng, A.; Yang, Y. Morphology and mechanical properties of poly(butylene adipate-co-terephthalate)/potato starch blends in the presence of synthesized reactive compatibilizer or modified poly (butylene adipate-co-terephthalate). Carbohyd. Polym. 2015, 123, 275–282. [Google Scholar] [CrossRef] [PubMed]
- Hamad, K.; Kaseem, M.; Deri, F. Melt rheology of poly (lactic acid)/low density polyethylene polymer blends. Adv. Chem Eng. Sci. 2011, 1, 208–214. [Google Scholar] [CrossRef]
- Singh, S.; Gupta, R.K.; Ghosh, A.; Maiti, S.; Bhattacharya, S.N. Poly (L-lactic acid)/layered silicate nanocomposite blown film for packaging application: Thermal, mechanical and barrier properties. J. Polym. Eng. 2010, 30, 361–376. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J. Appl. Polym. Sci. 2005, 97, 2014–2025. [Google Scholar] [CrossRef]
- Song, Z.; Xiao, H.; Zhao, Y. Hydrophobic-modified nano-cellulose fiber/PLA biodegradable composites for lowering water vapor transmission rate (WVTR) of paper. Carbohyd. Polym. 2014, 111, 442–448. [Google Scholar] [CrossRef]
- Teixeira, E.d.M.; De Campos, A.; Marconcini, J.; Bondancia, T.; Wood, D.; Klamczynski, A.; Mattoso, L.; Glenn, G. Starch/fiber/poly (lactic acid) foam and compressed foam composites. RSC Adv. 2014, 4, 6616–6623. [Google Scholar] [CrossRef]
- Rodriguez-Gonzalez, F.; Ramsay, B.; Favis, B. Rheological and thermal properties of thermoplastic starch with high glycerol content. Carbohydr. Polym. 2004, 58, 139–147. [Google Scholar] [CrossRef]
- Shin, B.Y.; Jo, G.S.; Kang, K.S.; Lee, T.J.; Kim, B.S.; Lee, S.I.; Song, J.S. Morphology and rheology on the blends of PLA/CMPS. Macromol. Res. 2007, 15, 291–301. [Google Scholar] [CrossRef]
- Cardoso, E.C.; Parra, D.F.; Scagliusi, S.R.; Sales, R.M.; Caviquioli, F.; Lugão, A.B. Study of bio-based foams prepared from PBAT/PLA reinforced with bio-calcium carbonate and compatibilized with gamma radiation. In Use of Gamma Radiation Techniques in Peaceful Applications; IntechOpen: London, UK, 2019. [Google Scholar]
- Harada, J.; Macedo, J.R.N.; Machado, G.A.F.; Valenzuela-Díaz, F.; Moura, E.A.; Rosa, D.S. Effects of carbon black incorporation on morphological, mechanical and thermal properties of biodegradable films. In Characterization of Minerals, Metals, and Materials 2016; Springer: Berlin/Heidelberg, Germany, 2016; pp. 697–704. [Google Scholar]
- Ren, J.; Fu, H.; Ren, T.; Yuan, W. Preparation, characterization and properties of binary and ternary blends with thermoplastic starch, poly (lactic acid) and poly (butylene adipate-co-terephthalate). Carbohyd. Polym. 2009, 77, 576–582. [Google Scholar] [CrossRef]
- Phattarateera, S.; Junsook, N.; Kumsang, P.; Aontee, A.; Kerddonfag, N. The ternary blends of TPS/PBAT/PLA films: A Study on the morphological and mechanical properties. Key Eng. Mater. 2020, 861, 170–175. [Google Scholar] [CrossRef]
- Dealy, J.M.; Wissbrun, K.F. Melt Rheology and Its Role in Plastics Processing: Theory and Applications; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Jones, D.S.; Margetson, D.N.; McAllister, M.S.; Andrews, G.P. Reprint of “Characterisation and modelling of the thermo-rheological properties of pharmaceutical polymers and their blends using capillary rheometry: Implications for hot melt processing of dosage forms”. Int. J. Pharm. 2015, 496, 86–94. [Google Scholar] [CrossRef]
- Navarro, F.; Partal, P.; Martınez-Boza, F.; Gallegos, C. Thermo-rheological behaviour and storage stability of ground tire rubber-modified bitumens. Fuel 2004, 83, 2041–2049. [Google Scholar] [CrossRef]
- Wang, B.; Jin, Y.; Yang, N.; Weng, Y.; Huang, Z.; Men, S. Investigation on compatibility of PLA/PBAT blends modified by epoxy-terminated branched polymers through chemical micro-crosslinking. E-Polymers 2020, 20, 39–54. [Google Scholar] [CrossRef]
- Zhang, P.; Han, Q.; Fan, M.; Jiang, P. Magnetic solid base catalyst CaO/CoFe2O4 for biodiesel production: Influence of basicity and wettability of the catalyst in catalytic performance. Appl. Surf. Sci. 2014, 317, 1125–1130. [Google Scholar] [CrossRef]
- Murakami, F.S.; Rodrigues, P.O.; Campos, C.M.T.d.; Silva, M.A.S. Physicochemical study of CaCO3 from egg shells. Food Sci. Technol. 2007, 27, 658–662. [Google Scholar] [CrossRef]
- Vance, K.; Falzone, G.; Pignatelli, I.; Bauchy, M.; Balonis, M.; Sant, G. Direct carbonation of Ca(OH)2 using liquid and supercritical CO2: Implications for carbon-neutral cementation. Ind. Eng. Chem. Res. 2015, 54, 8908–8918. [Google Scholar] [CrossRef]
- da Silva, N.M.C.; Correia, P.R.C.; Druzian, J.I.; Fakhouri, F.M.; Fialho, R.L.L.; de Albuquerque, E.C.M.C. PBAT/TPS composite films reinforced with starch nanoparticles produced by ultrasound. Int. J. Polym. Sci. 2017, 2017, 4308261. [Google Scholar] [CrossRef]
- Teamsinsungvon, A.; Ruksakulpiwat, Y.; Jarukumjorn, K. Preparation and characterization of poly (lactic acid)/poly (butylene adipate-co-terepthalate) blends and their composite. Polym.-Plast. Technol. 2013, 52, 1362–1367. [Google Scholar] [CrossRef]
- Narimissa, E.; Gupta, R.K.; Kao, N.; Choi, H.J.; Jollands, M.; Bhattacharya, S.N. Melt rheological investigation of polylactide--Nanographite platelets biopolymer composites. Polym. Eng. Sci. 2014, 54, 175–188. [Google Scholar] [CrossRef]
- Carreau, P.J. Rheology of Polymeric Systems: Principles and Applications; American Institute of Chemical Engineers: New York, NY, USA, 1997. [Google Scholar]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Reactive extrusion of PLA, PBAT with a multi-functional epoxide: Physico-chemical and rheological properties. Eur. Polym. J. 2014, 58, 90–102. [Google Scholar] [CrossRef]
- Hoffmann, H.J. Viscoelasticity of Maxwell’s model and non-Newtonian viscosity revisited. Materialwiss. Werkst. 2018, 49, 137–168. [Google Scholar] [CrossRef]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Improvement of thermal stability, rheological and mechanical properties of PLA, PBAT and their blends by reactive extrusion with functionalized epoxy. Polym. Degrad. Stab. 2012, 97, 1898–1914. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
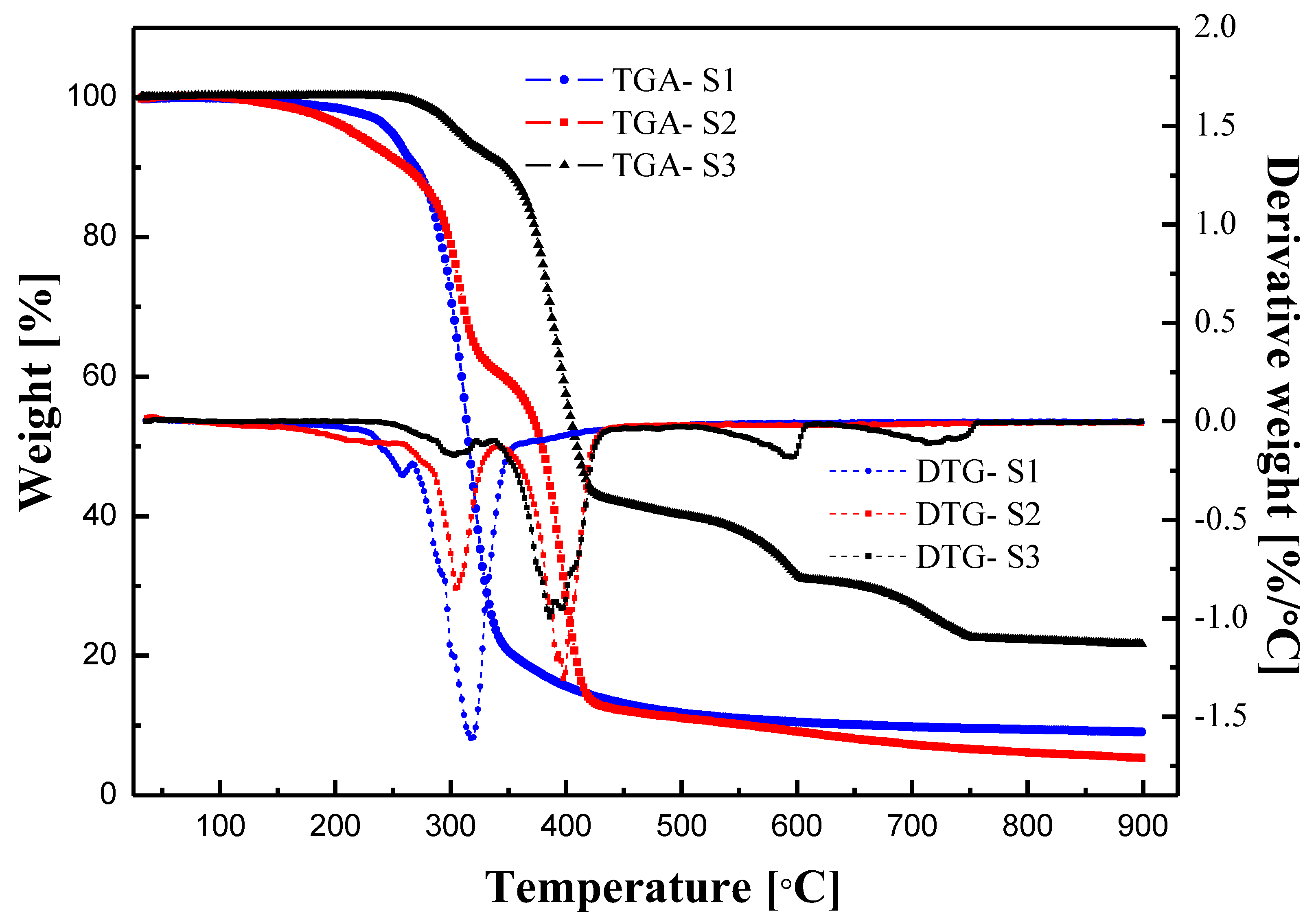
| Materials | Step 1 | Step 2 | Step 3 | Step 4 | |
|---|---|---|---|---|---|
| S1 | Temperature range (°C) | ~190 | 190–900 | ||
| Weight loss (wt.%) | 1.3 | 89.6 | |||
| S2 | Temperature range (°C) | ~190 | 190–341 | 341–900 | |
| Weight loss (wt.%) | 2.8 | 36.6 | 55.2 | ||
| S3 | Temperature range (°C) | 254–341 | 341–500 | 500–624 | 624–900 |
| Weight loss (wt.%) | 9.1 | 50.8 | 9.4 | 9.0 |
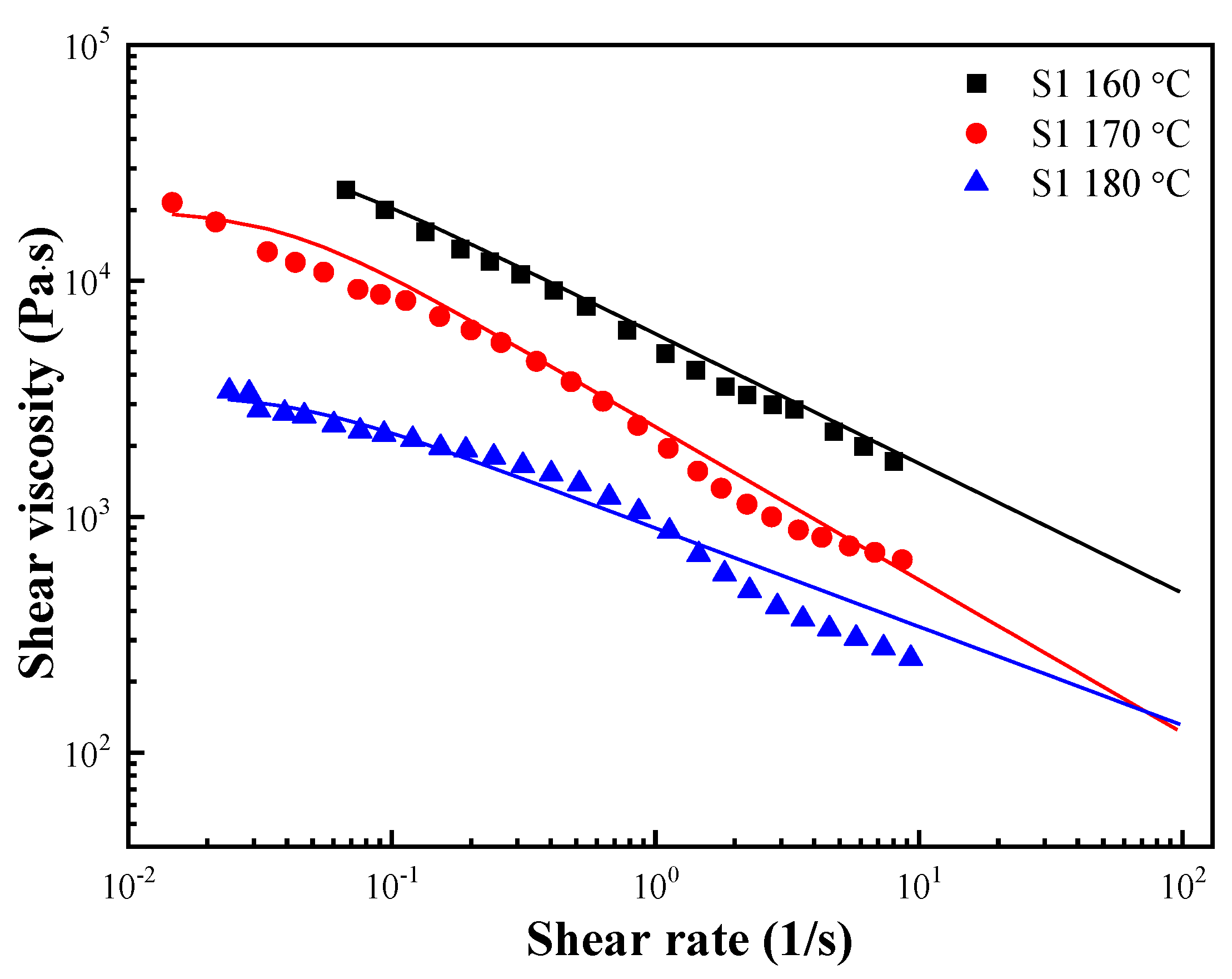
| Materials | (Pa·s) | (s) | ||
|---|---|---|---|---|
| S1 160 °C | 3.56 × 105 | 658 | 0.43 | 0.97 |
| S1 170 °C | 2.01 × 105 | 688 | 0.35 | 0.98 |
| S1 180 °C | 3.32 × 104 | 527 | 0.58 | 0.97 |
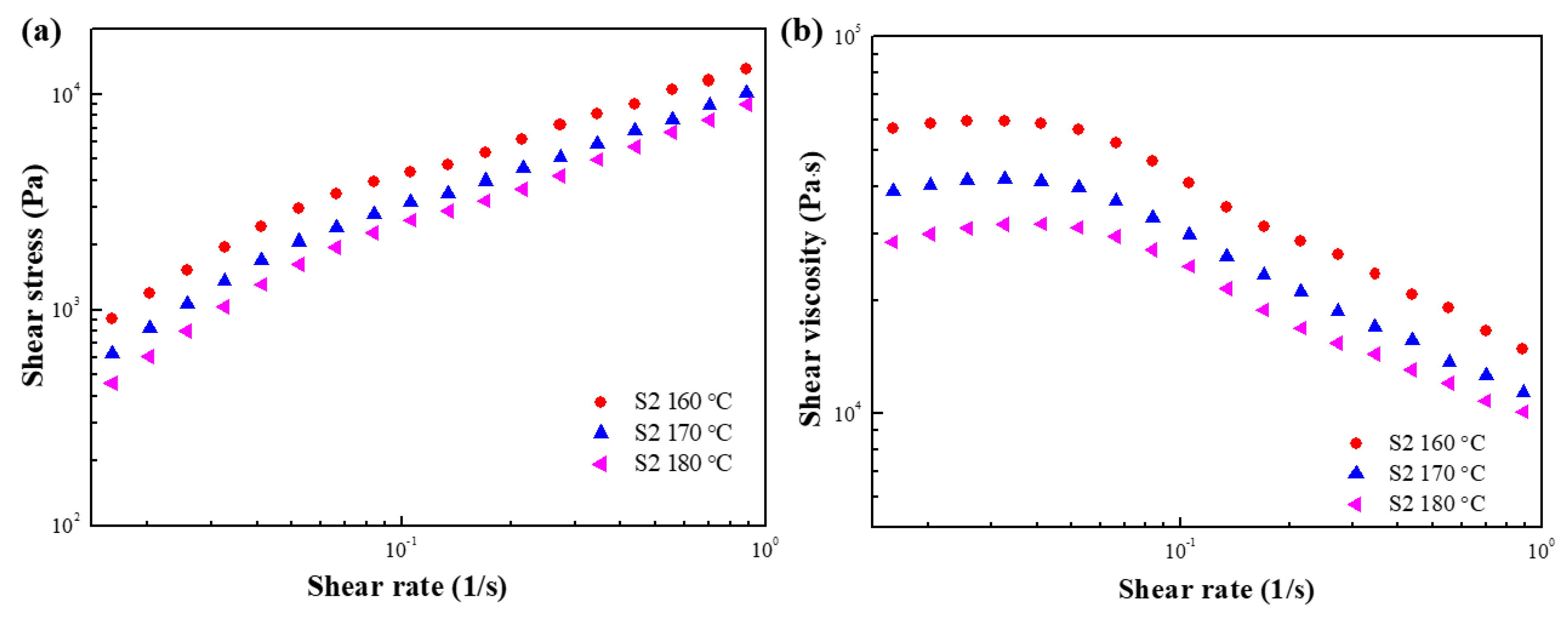
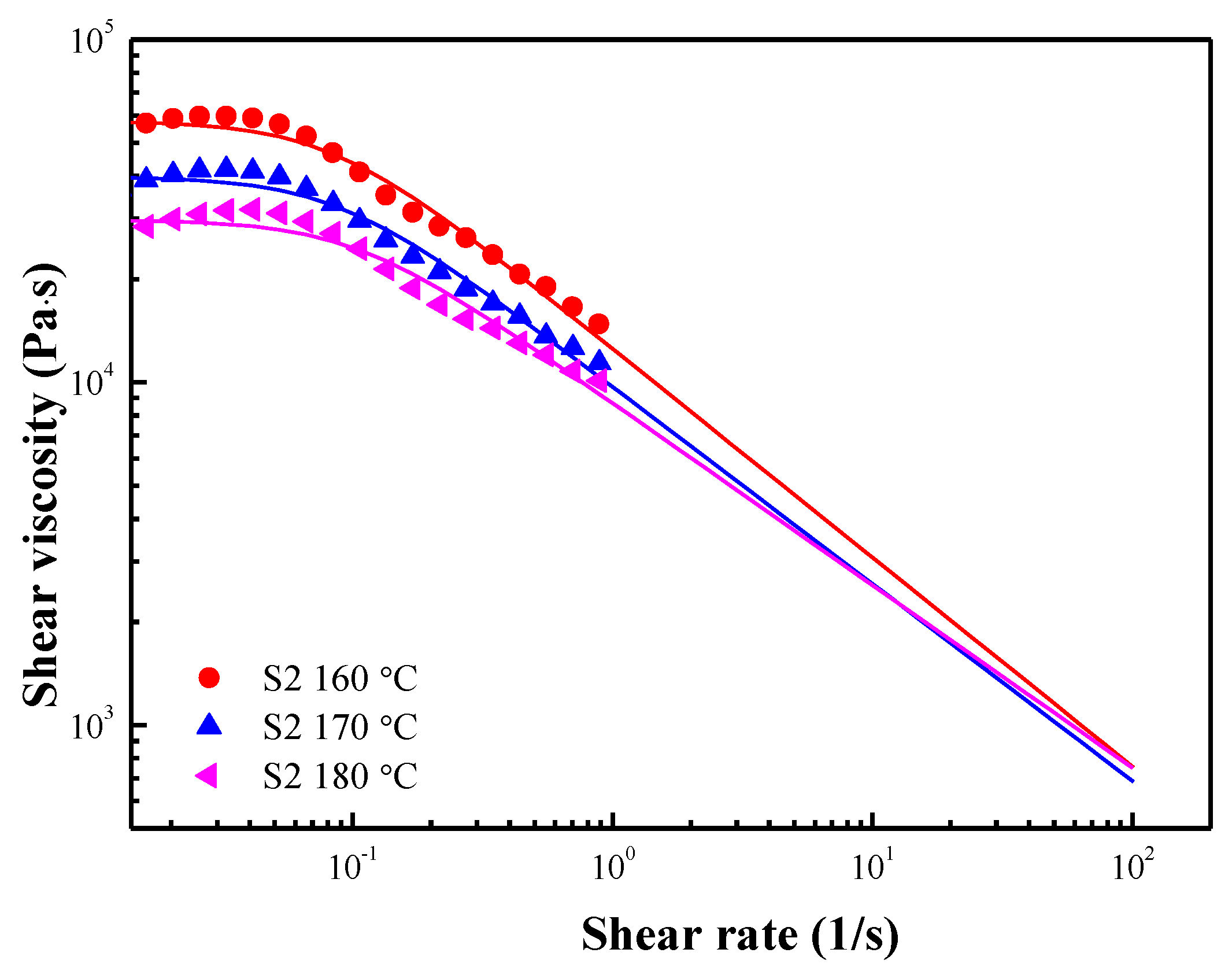
| Materials | (Pa·s) | (s) | ||
|---|---|---|---|---|
| S2 160 °C | 5.79 × 105 | 152 | 0.39 | 0.96 |
| S2 170 °C | 3.98 × 105 | 135 | 0.43 | 0.95 |
| S2 180 °C | 2.97 × 104 | 101 | 0.47 | 0.93 |
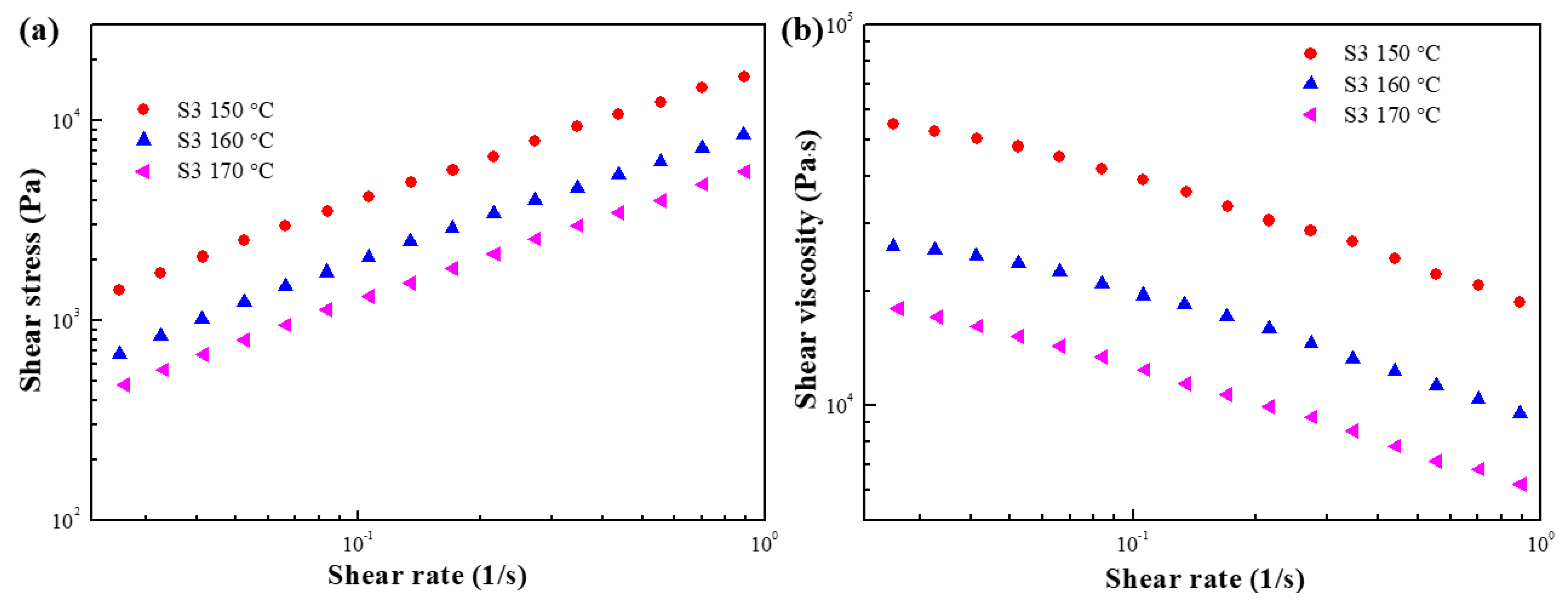
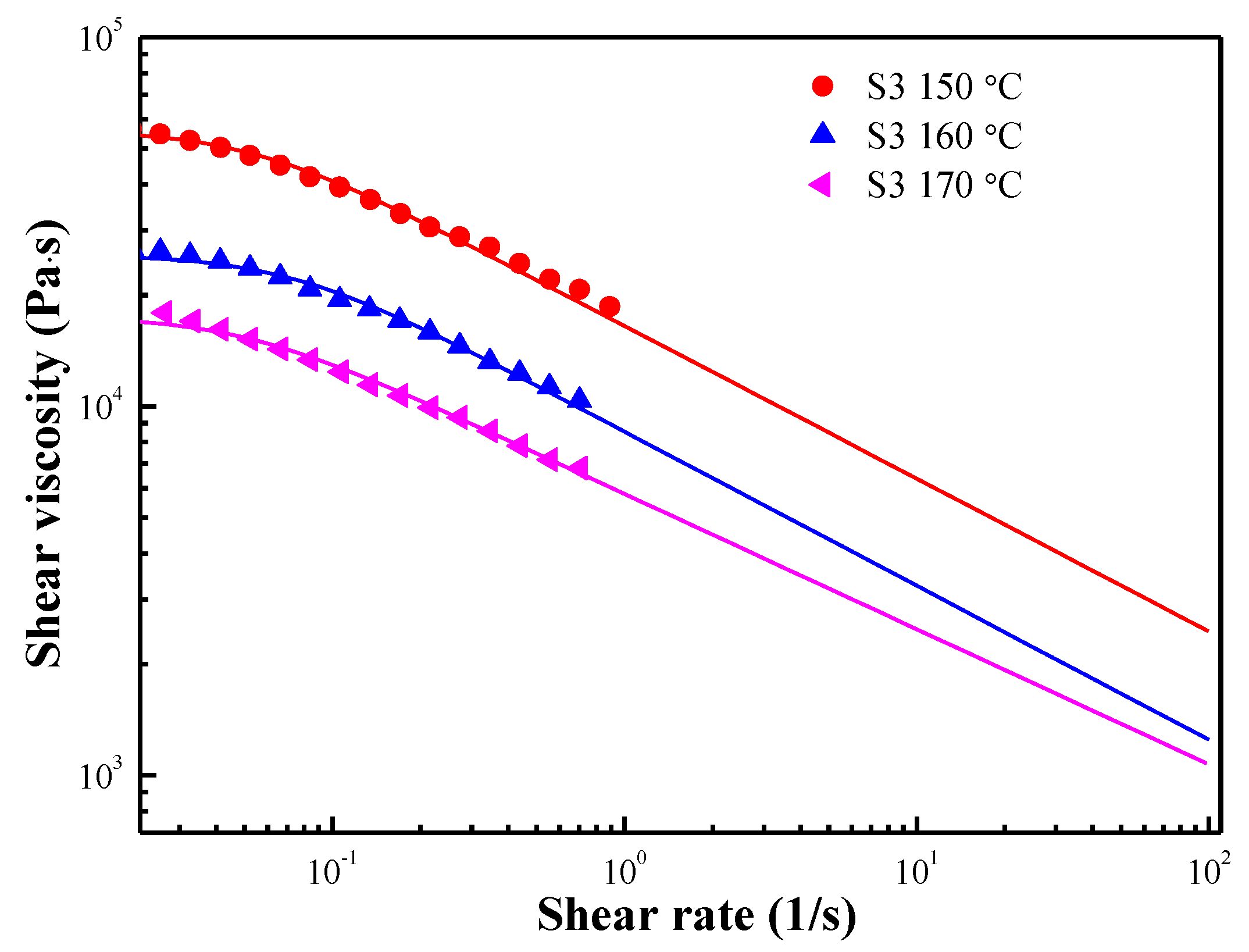
| Materials | (Pa·s) | (s) | ||
|---|---|---|---|---|
| S3 150 °C | 5.61 × 105 | 367 | 0.59 | 0.93 |
| S3 160 °C | 2.58 × 105 | 197 | 0.58 | 0.90 |
| S3 170 °C | 1.75 × 104 | 422 | 0.63 | 0.94 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, D.-I.; Dong, Y.; Wang, S.; Lee, S.-J.; Choi, H.J. Rheological Characteristics of Starch-Based Biodegradable Blends. Polymers 2023, 15, 1953. https://doi.org/10.3390/polym15081953
Park D-I, Dong Y, Wang S, Lee S-J, Choi HJ. Rheological Characteristics of Starch-Based Biodegradable Blends. Polymers. 2023; 15(8):1953. https://doi.org/10.3390/polym15081953
Chicago/Turabian StylePark, Dong-Il, Yuzhen Dong, Shizhao Wang, Soo-Jeong Lee, and Hyoung Jin Choi. 2023. "Rheological Characteristics of Starch-Based Biodegradable Blends" Polymers 15, no. 8: 1953. https://doi.org/10.3390/polym15081953