3.1. Optimization of Enzymatic Hydrolysis Parameters Using RSM and BBD
The values for experimental, predicted, and residual for each response of the hydrolyzed corn starch and hydrolyzed corn starch films are listed in
Table 3.
The experimental (actual) and anticipated values of the responses showed remarkable agreement. The output of the statistical results confirmed the significance of the proposed model (
Table 3). The coefficient of determination confirmed the accuracy of the developed model.
Table 4 shows the coefficient of multiple characterizations (R
2) and the adjusted coefficient of multiple characterizations (adjusted R
2) of DH, the tensile strain at break, the tensile stress at break, and Young’s modulus, which indicate whether a regression model is appropriate. ANOVA was used to determine the significance of the coefficient of the quadratic polynomial equations. A large F value and a small
p value indicate a significant effect of each term [
38].
DH was found to be influenced primarily by the linear influence of the corn-starch-to-water ratio and by the interaction effect between the corn-starch-to-water ratio and the enzyme-to-substrate ratio, in descending order (
p ≤ 0.01). Thereafter, the quadratic effect of the corn-starch-to-water ratio and the interaction effect between the enzyme-to-substrate ratio and the incubation temperature had a significant effect on DH (
p ≤ 0.05). In contrast, the DH was not influenced by the interaction effect between the corn-starch-to-water ratio and the incubation temperature, nor by the two linear effects and the two quadratic effects of enzyme-to-substrate ratio and incubation temperature. Therefore, the final models included only the significant terms. The model was considered to have a good fit because the test for lack of fit (
p > 0.05) was not significant, indicating the high efficiency of the quadratic model in fitting the data under experimental conditions. In addition, high R
2 values indicated a good fit of the model, whereas the fitted R
2 values indicated a good agreement between the predicted and experimental values for DH (
Table 4).
Using
Table 4, it was found that the variables with the largest to smallest effects on the tensile strain at break were the linear effect of corn starch to water ratio, the linear effect of incubation temperature, and the quadratic effects of all independent variables (
p ≤ 0.01). Conversely, the linear effect of the enzyme-to-substrate ratio and the interaction effects of all independent variables were found to have no effect on the tensile strain at break, and were therefore excluded from the final models. The model was considered to fit the data well because the test for lack of fit (
p > 0.05) was not significant for the tensile strain at break (
Table 4). In addition, the high R
2 values indicated that the quadratic model fit the data very well under the experimental conditions, while the fitted R
2 values indicated a good agreement between the predicted and experimental values of the model for the tensile strain at break.
Table 4 shows that, for the tensile stress at break, the variables with the largest to smallest effects on the value were the linear effect of the incubation temperature, the linear effect of the enzyme-to-substrate ratio, and the interaction effect between the corn-starch-to-water ratio and the enzyme-to-substrate ratio (
p ≤ 0.01). The quadratic effect of the enzyme-to-substrate ratio also affected the tensile stress at break (
p ≤ 0.05). However, the linear effect of the corn-starch-to-water ratio, the residual interaction effects of the three independent variables, the quadratic effect of the corn-starch-to-water ratio, and the quadratic effect of the incubation temperature showed an insignificant effect (
p > 0.05) and were therefore excluded from the final models. The model was considered to have a good fit because the test for lack of fit (
p > 0.05) for the tensile stress at break indicated a good fit (
Table 4). High R
2 values indicated that all quadratic models fitted the data very well under the experimental conditions, while the fitted R
2 values indicated a good agreement between the predicted and experimental values of the model for the tensile stress at break (
Table 4).
According to
Table 4, the variables with the largest to smallest effects on the Young’s modulus were the linear effect of incubation temperature, followed by the interaction effect between the corn-starch-to-water ratio and the enzyme-to-substrate ratio (
p ≤ 0.01). In addition, the linear effect of the corn-starch-to-water ratio, the linear effect of the enzyme-to-substrate ratio, and the interaction effect between the corn-starch-to-water ratio and the incubation temperature affected the Young’s modulus (
p ≤ 0.05). The test for lack of fit (
p > 0.05) for the Young’s modulus was not significant, indicating that the model was a good fit (
Table 4). The high R
2 values indicated that all quadratic models fitted the data very efficiently under the experimental conditions, whereas the fitted R
2 values indicated a good fit between the predicted and experimental values of the model for the Young’s modulus (
Table 4).
Table 5 shows the second-order polynomial equations for the models and the regression coefficients of the polynomial response surface models for the responses.
After analyzing the experimental data obtained from the independent variables, it was found that the response surface plots for the DH, tensile strain at break, tensile stress at break, and Young’s modulus of both the hydrolyzed corn starch and hydrolyzed corn starch films could be plotted using a quadratic polynomial equation for prediction purposes.
A response surface plot was created using Design-Expert® software to show the effects of the corn-starch-to-water ratio, enzyme-to-substrate ratio, and incubation temperature on the response variables. These plots were created by changing two independent variables within the experimental ranges while maintaining the mean value of the third variable.
Figure 1,
Figure 2,
Figure 3 and
Figure 4 show the response surfaces plots of the quadratic and 2FI polynomial models representing the influence of the independent variables on the DH, tensile strain at break, tensile stress at break, and Young’s modulus of hydrolyzed corn starch and its films.
Figure 1 shows the surface plots of the three-dimensional response for the DH of hydrolyzed corn starch.
The influence of the corn-starch-to-water ratio and the enzyme-to-substrate ratio on the DH reaction of hydrolyzed corn starch was investigated using a 3D diagram (
Figure 1a). The graph showed that DH increased with an increasing enzyme-to-substrate ratio, while it decreased with a decreasing corn-starch-to-water ratio. This result is consistent with previous studies reporting that the enzyme-to-substrate ratio is a key factor affecting the DH of hydrolyzed starch [
39,
40]. Moreover, the effect of the corn-starch-to-water ratio on the DH response was in agreement with the results of Cornejo et al. [
41], who reported that a higher water content in the reaction mixture can lead to a higher DH. These results suggest that optimizing the enzyme-to-substrate ratio and the corn-starch-to-water ratio can significantly increase the DH of hydrolyzed corn starch.
The effect of the corn-starch-to-water ratio and the incubation temperature on the DH of hydrolyzed corn starch was investigated, and the results are shown in the 3D response surface plot in
Figure 1b. The reaction increased with an increase in the corn-starch-to-water ratio and the incubation temperature. On the other hand, a decrease in the corn-starch-to-water ratio resulted in a decrease in DH. These results are consistent with previous studies reporting that increasing the substrate concentration can increase the DH [
42]. In addition, the incubation temperature is a crucial factor affecting the enzymatic hydrolysis process [
43]. In our study, the quadratic polynomial model was used to generate the response surface plots that allowed us to determine the optimal conditions for maximizing DH. This approach has been widely used in previous studies to optimize the enzymatic hydrolysis conditions for different substrates [
44].
The effect of the enzyme-to-substrate ratio and incubation temperature on DH is shown in the 3D response surface plot shown in
Figure 1c. During the enzyme-catalyzed hydrolysis of starch, the α-1,4-glycosidic bonds in the starch molecules are cleaved, and the reaction rate is affected by the enzyme concentration and temperature [
45,
46]. The results show that increasing both the enzyme-to-substrate ratio and the incubation temperature can increase the DH, which is consistent with previous studies on the enzymatic hydrolysis of starch [
47,
48]. On the other hand, decreasing the enzyme-to-substrate ratio can decrease the DH, which is consistent with the finding of Mora S. [
49], who reported that the DH of corn starch decreased when the enzyme-to-substrate ratio was below the optimal range. The 3D response surface diagrams for tensile strain at the break of the hydrolyzed corn starch film are shown in
Figure 2.
Figure 2a shows the effects of the corn-starch-to-water ratio and the enzyme-to-substrate ratio during enzymatic hydrolysis on the tensile strain at the break of the hydrolyzed corn starch film. The diagram shows that the response increases with the corn-starch-to-water ratio, and reaches a maximum at an intermediate value of the corn-starch-to-water ratio and decreases with an increase in the enzyme-to-substrate ratio during enzymatic hydrolysis. Moreover, the graph shows that the response is highest when both variables are at intermediate values. This shows that it is important for the tensile strain at the break of the hydrolyzed corn starch film to have an optimum range for the variables during enzymatic hydrolysis to obtain the maximum response [
50].
The effect of the corn-starch-to-water ratio and the incubation temperature on the tensile strain at the break of films of hydrolyzed corn starch is shown in the 3D reaction plot in
Figure 2b. The plot shows that an increase in both variables at intermediate values during enzymatic hydrolysis leads to an increase in the tensile strain at the break of the film. Furthermore, an increase in the corn-starch-to-water ratio during enzymatic hydrolysis also leads to an increase in the tensile strain at break. This can be attributed to the fact that a higher ratio of corn starch to water results in better accessibility for the enzyme to be more active, resulting in increased mechanical strength and better film-forming ability of the corn starch after hydrolysis [
51]. However, increasing the incubation temperature leads to a decrease in the tensile strain at break. This could be due to the thermal degradation of the corn starch molecules under the action of the enzyme and the subsequent weakening of the starch structure [
52]. Overall, the 3D reaction diagram shows the complex relationship between the corn-starch-to-water ratio, the incubation temperature during enzymatic hydrolysis, and the tensile strain at the break of films of hydrolyzed corn starch. These results demonstrate the importance of optimizing the enzymatic hydrolysis process to achieve the desired film properties for various applications.
The effect of the enzyme-to-substrate ratio and the incubation temperature on the tensile strain at the break of the film of hydrolyzed corn starch is shown in
Figure 2c. The results show that the response increases with an increase in incubation temperature, while it decreases with an increase in the enzyme-to-substrate ratio during enzymatic hydrolysis. This result is consistent with previous studies, where an increase in temperature during enzymatic hydrolysis could lead to an improvement in the tensile properties of corn starch films. This is due to the increased mobility of the starch chains and the improved molecular interactions within the starch structure, resulting in improved film formation properties [
53].
The 3D response surface diagrams for tensile stress at the break of the hydrolyzed corn starch film are shown in
Figure 3.
From
Figure 3a, it can be seen that the tensile stress at the break of the film of hydrolyzed corn starch increases as both the corn-starch-to-water ratio and the enzyme-to-substrate ratio increase. This is consistent with previous studies that have shown that enzyme treatment can improve the tensile properties of starch films [
41]. The increase in tensile stress at break can be attributed to the change in starch structure and the formation of stronger intermolecular bonds between the starch molecules [
54]. In addition, the increase in the corn-starch-to-water ratio during enzymatic hydrolysis can result in an improved molecular structure, which can help to improve tensile strength properties [
55]. These results suggest that adjusting the corn-starch-to-water ratio and the enzyme-to-substrate ratio during the process may be an effective strategy for optimizing the tensile strength of hydrolyzed corn starch films.
From
Figure 3b, it can be seen that the tensile stress at the break of the hydrolyzed corn starch film is affected by both the corn-starch-to-water ratio and the incubation temperature during enzymatic hydrolysis. The response increases as the incubation temperature increases and decreases as the corn-starch-to-water ratio decreases. Therefore, the present study suggests that the optimization of the incubation temperature and the corn-starch-to-water ratio during the enzymatic hydrolysis of corn starch can lead to improved mechanical properties of hydrolyzed corn starch films.
The effect of the enzyme-to-substrate ratio and the incubation temperature on tensile stress at the break of hydrolyzed corn starch film is shown in
Figure 3c. The results show that the response increases with an increase in incubation temperature, while it decreases with an increase in the enzyme-to-substrate ratio during enzymatic hydrolysis. This result is consistent with previous studies in which an increase in temperature during enzymatic hydrolysis could lead to an improvement in the tensile strength of corn starch films. This is due to the increased mobility of the starch chains and the improved molecular interactions within the starch structure, resulting in improved film formation properties [
56]. On the other hand, an increase in the enzyme-to-substrate ratio during enzymatic hydrolysis can lead to a decrease in the tensile strength of films of hydrolyzed corn starch, since excessive enzyme concentrations can lead to the degradation of starch molecules and a weakening of the properties of the starch film [
57]. This study suggests that optimization of the incubation temperature and the enzyme-to-substrate ratio during the enzymatic hydrolysis of corn starch can lead to the production of corn starch films with desirable elongation properties.
The 3D response surface diagrams for tensile stress at the break of the film of hydrolyzed corn starch are shown in
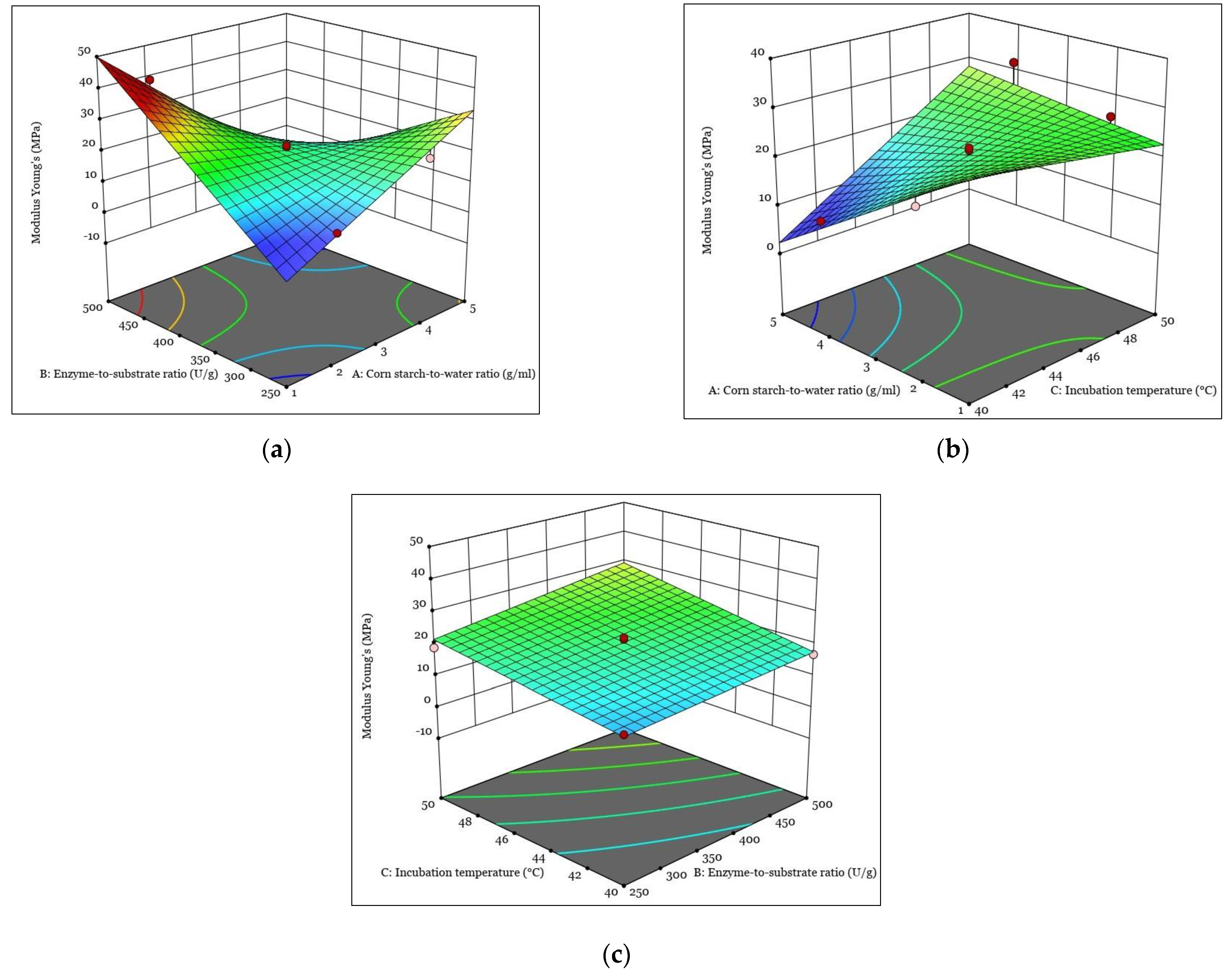
Figure 4.
The three-dimensional response diagrams for the Young’s modulus of the hydrolyzed corn starch film as a function of the corn-starch-to-water ratio and enzyme-to-substrate ratio are shown in
Figure 4a. The 3D plots show that increasing the corn-starch-to-water ratio can increase the Young’s modulus. This is consistent with previous studies that reported an increase in mechanical properties with increasing starch concentration [
58]. On the other hand, the reaction decreases when the ratio of enzyme to substrate increases. This can be attributed to the fact that enzymes can degrade starch and reduce its mechanical strength. The observed trend is consistent with previous studies reporting the effects of enzyme concentration on starch degradation and mechanical properties of starch-based films [
59].
The 3D response diagram for the Young’s modulus of the hydrolyzed corn starch film as a function of the corn-starch-to-water ratio and incubation temperature during enzymatic hydrolysis is shown in
Figure 4b. The plot shows that the Young’s modulus of the film decreases as the corn-starch-to-water ratio increases during enzymatic hydrolysis, while it increases as the incubation temperature increases. The effect of the corn-starch-to-water ratio and the incubation temperature on the mechanical properties of starch-based films has not yet been studied, but it can be reported that increasing the corn-starch-to-water ratio during enzymatic hydrolysis leads to the formation of more ordered and compact structures, resulting in a stiffer film with a higher Young’s modulus [
60]. On the other hand, an increase in the incubation temperature during enzymatic hydrolysis can cause the rearrangement of starch chains, leading to a decrease in intermolecular forces [
61] and thus the Young’s modulus of the hydrolyzed corn starch film. Therefore, the observed behavior in the 3D diagram can be attributed to the changes in the internal structure of corn starch caused by the variation of the parameters of the enzymatic hydrolysis process. Overall, the presented 3D reaction diagram provides valuable insights into the relationship between the enzymatic hydrolysis process, the corn starch structure, and the properties of the hydrolyzed corn starch film, and can be used to optimize the film properties.
The effect of the enzyme-to-substrate ratio and the incubation temperature on the Young’s modulus of the hydrolyzed corn starch film is shown in the 3D graph in
Figure 4c. The graphs show that an increase in both variables during enzymatic hydrolysis leads to an increase in the Young’s modulus of the film. This result shows that the use of enzymes can increase the strength and elasticity of films made from hydrolyzed corn starch. It was also reported that the incubation temperature can affect the mechanical properties of starch films by influencing the formation of the amylose–lipid complex during enzymatic hydrolysis [
62]. Interestingly, our results indicate that the Young’s modulus of the hydrolyzed corn starch film further increases as both variables increase during enzymatic hydrolysis, suggesting that there may be a synergistic effect of the enzyme-to-substrate ratio and the incubation temperature on the properties of the hydrolyzed corn starch film. This result is consistent with previous studies that have shown that the use of enzymes in combination with heat treatment can improve the film-forming properties of corn starch [
63]. This finding highlights the potential of enzymatic hydrolysis treatments of starch to improve the mechanical properties of starch-based materials, which has important implications for the development of sustainable packaging materials.
3.1.1. Optimal Independent Variables
The desirability function was then used in conjunction with Design-Expert
® software to perform the numerical optimization. The corn-starch-to-water ratio, enzyme to substrate ratio, and incubation temperature had to be within the concentration range at which the films were prepared to maximize mechanical properties. These were the goals chosen for the optimization of hydrolyzed corn starch films. Ten different solutions were found, each with a different level of independent variables. The best option for optimizing the mechanical properties of hydrolyzed corn starch films was selected because it had the highest desirable value (0.857).
Table 6 shows the optimum conditions and experimental and predicted values of responses at optimized conditions.
The optimized conditions for hydrolyzed corn starch film were a 1:2.8 corn-starch-to-water ratio, a 357 U/g enzyme-to-substrate ratio, and a 48 °C incubation temperature.
3.1.2. Verification of the RSM Model Based on DH and Mechanical Properties
Optimal enzymatic hydrolysis conditions were used to test the suitability of the model for predicting optimal mechanical properties. Experiments under ideal enzymatic hydrolysis conditions were used to validate the optimum DH of hydrolyzed corn starch to obtain the improved mechanical properties. The mechanical properties of hydrolyzed corn starch were determined under ideal DH conditions when it was produced in the form of a packaging film. In contrast, the experimental results were obtained under optimal enzymatic hydrolysis conditions. The optimal predicted values of mechanical properties and the optimal experimental values were in good agreement (
Table 6).

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}