
Preparation of Aloe-Emodin Microcapsules and Its Effect on Antibacterial and Optical Properties of Water-Based Coating
Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Materials
2.2. Preparation Method of the Aloe-Emodin Microcapsules
2.3. Preparation Method of the Paint Films
2.4. Testing and Characterization
2.4.1. Yield and Coverage Rate Test of the Microcapsules
2.4.2. Micromorphology and Chemical Composition Test of the Microcapsules
2.4.3. Antibacterial Test of the Paint Films
2.4.4. Optical Properties Test of the Paint Films
2.4.5. Tensile and Roughness Test of the Paint Films
3. Results and Discussion
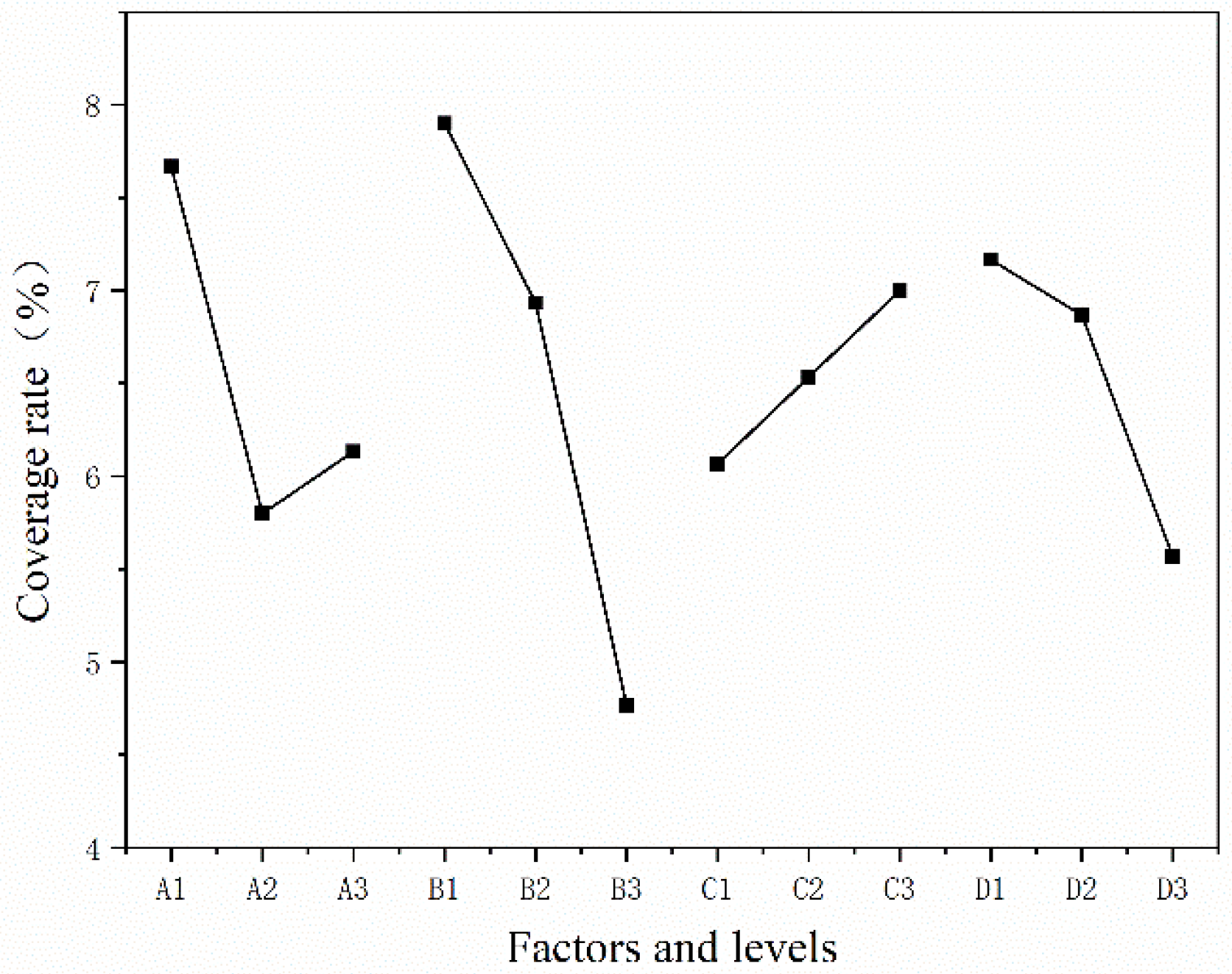
3.1. Analysis of the Yield and Coverage Rate of the Microcapsules
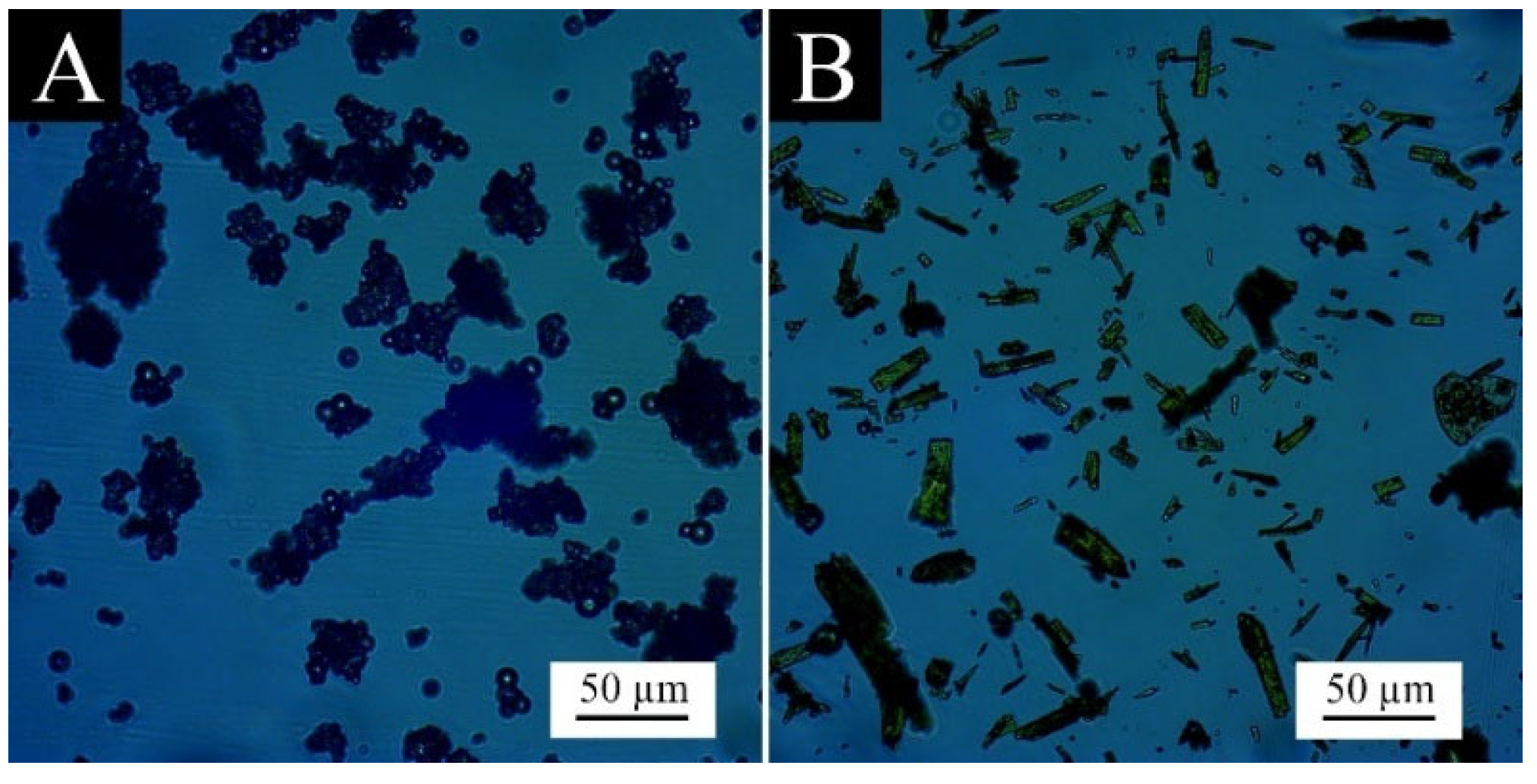
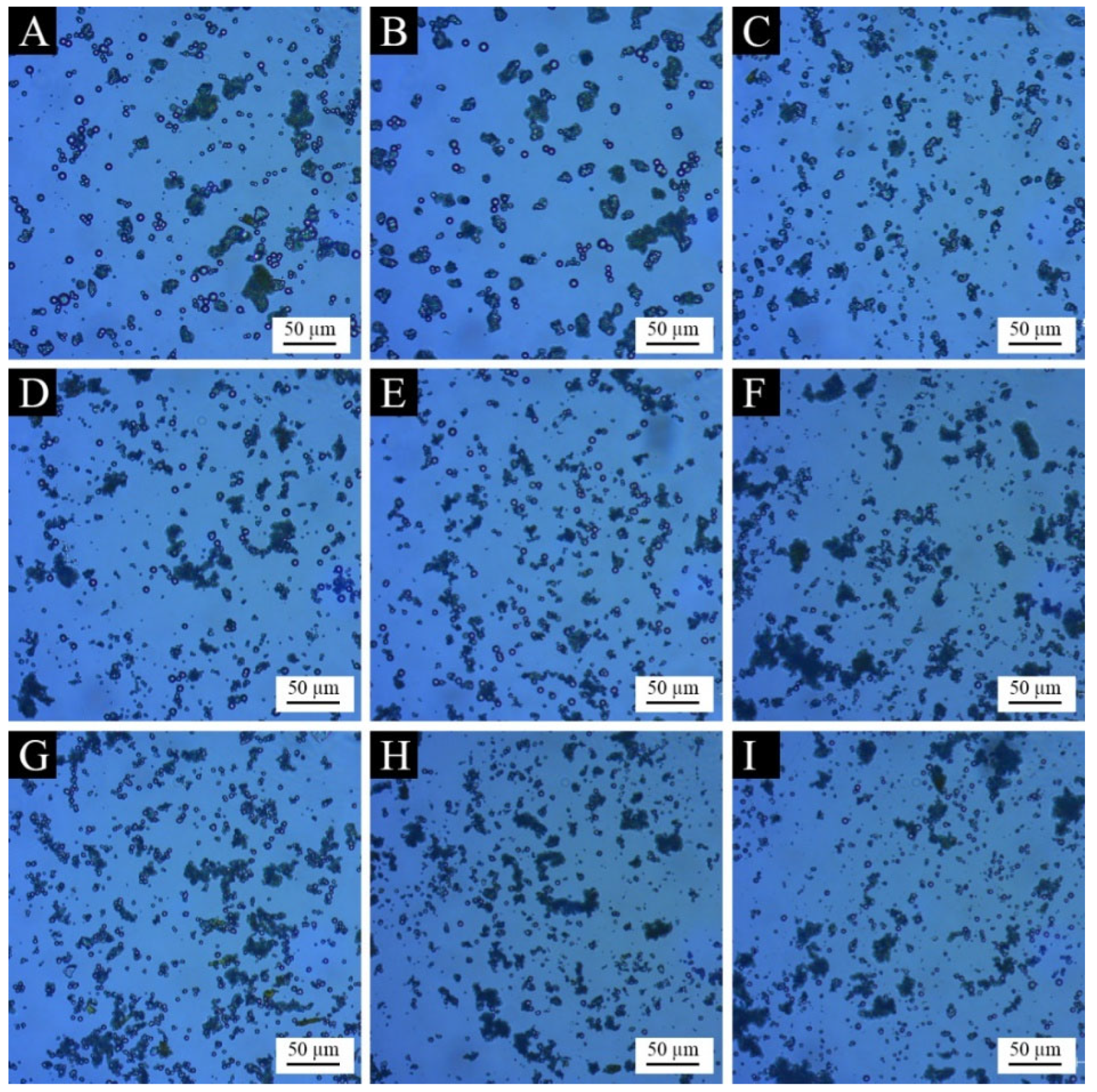
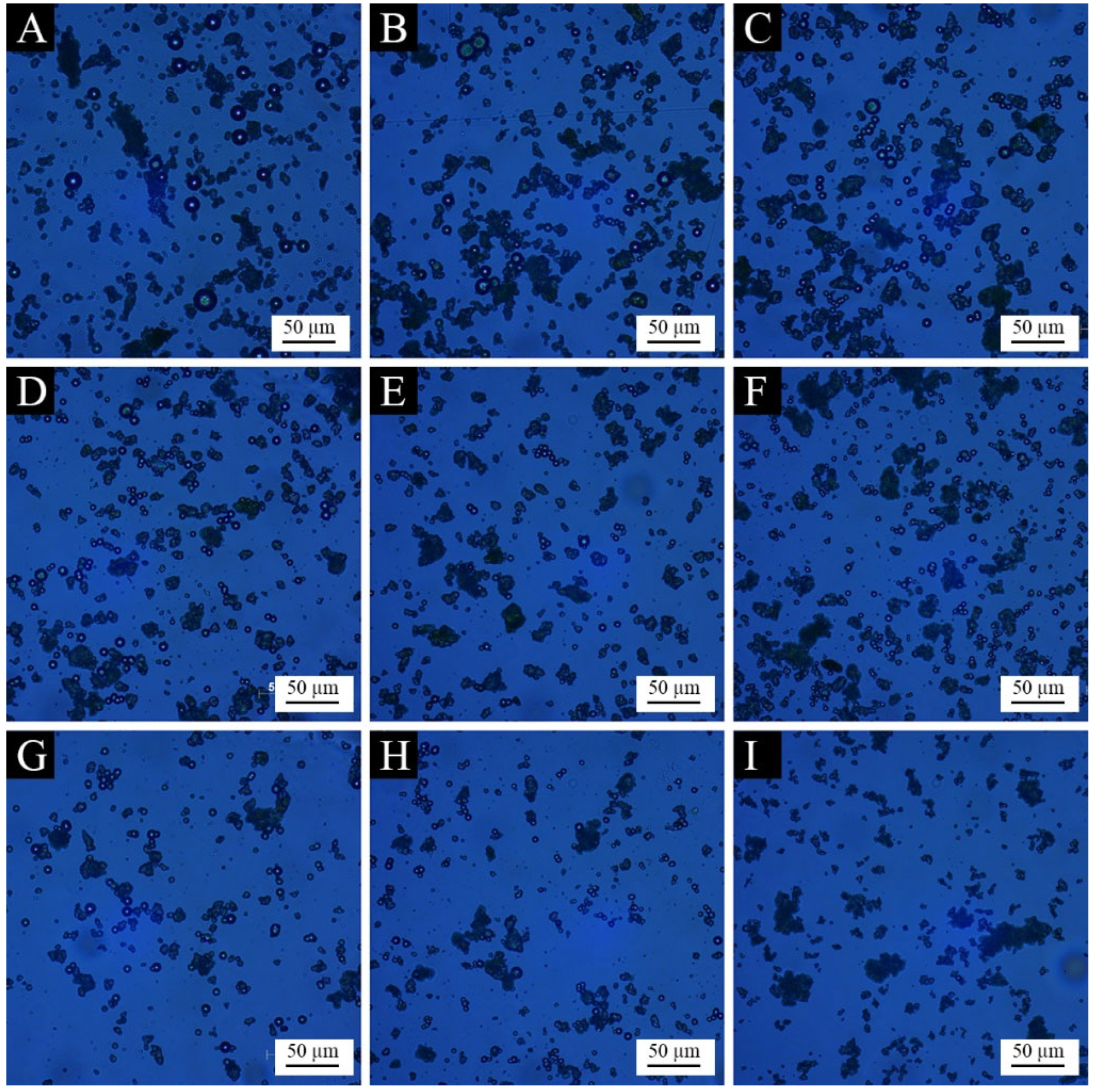
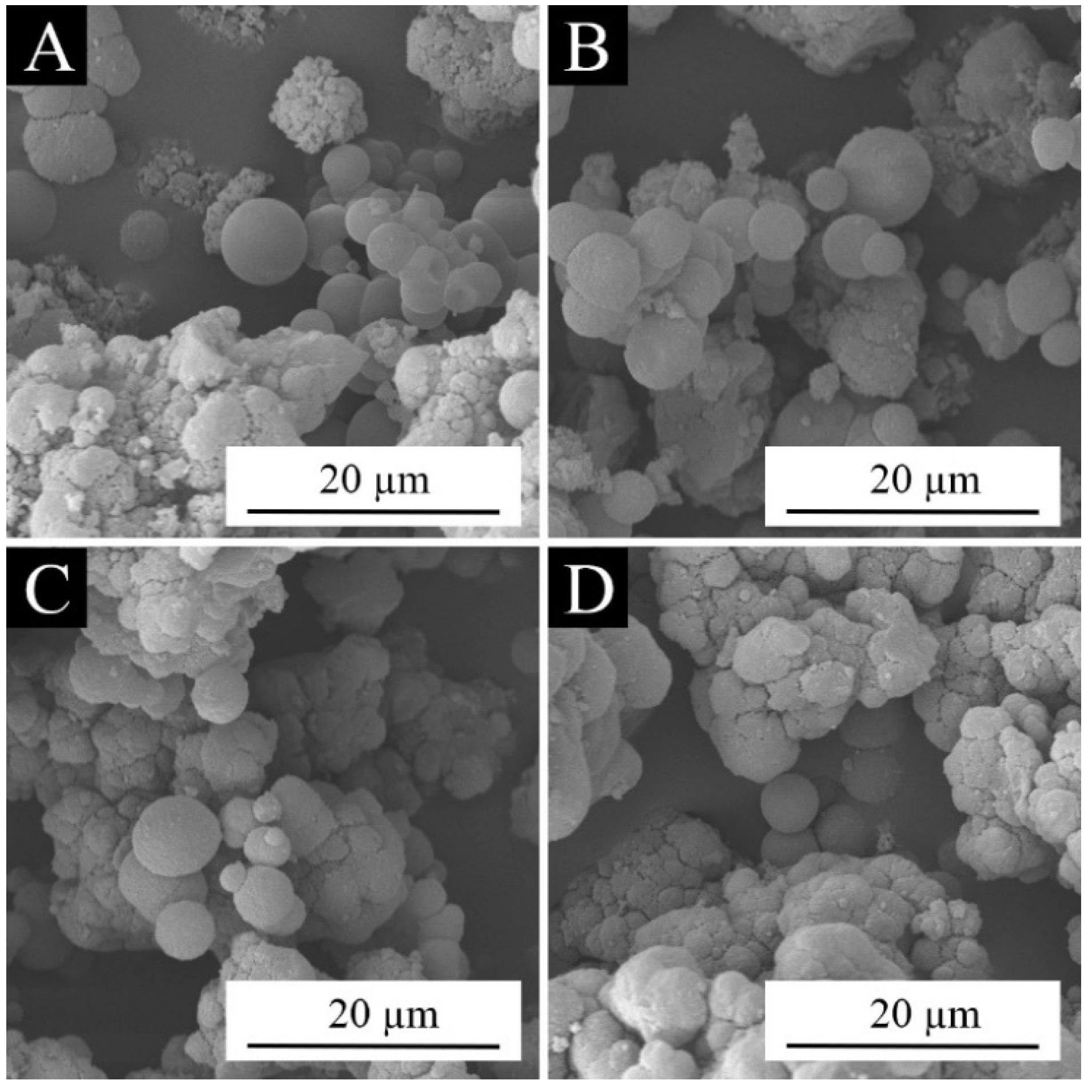
3.2. Analysis of the Morphology of the Microcapsules
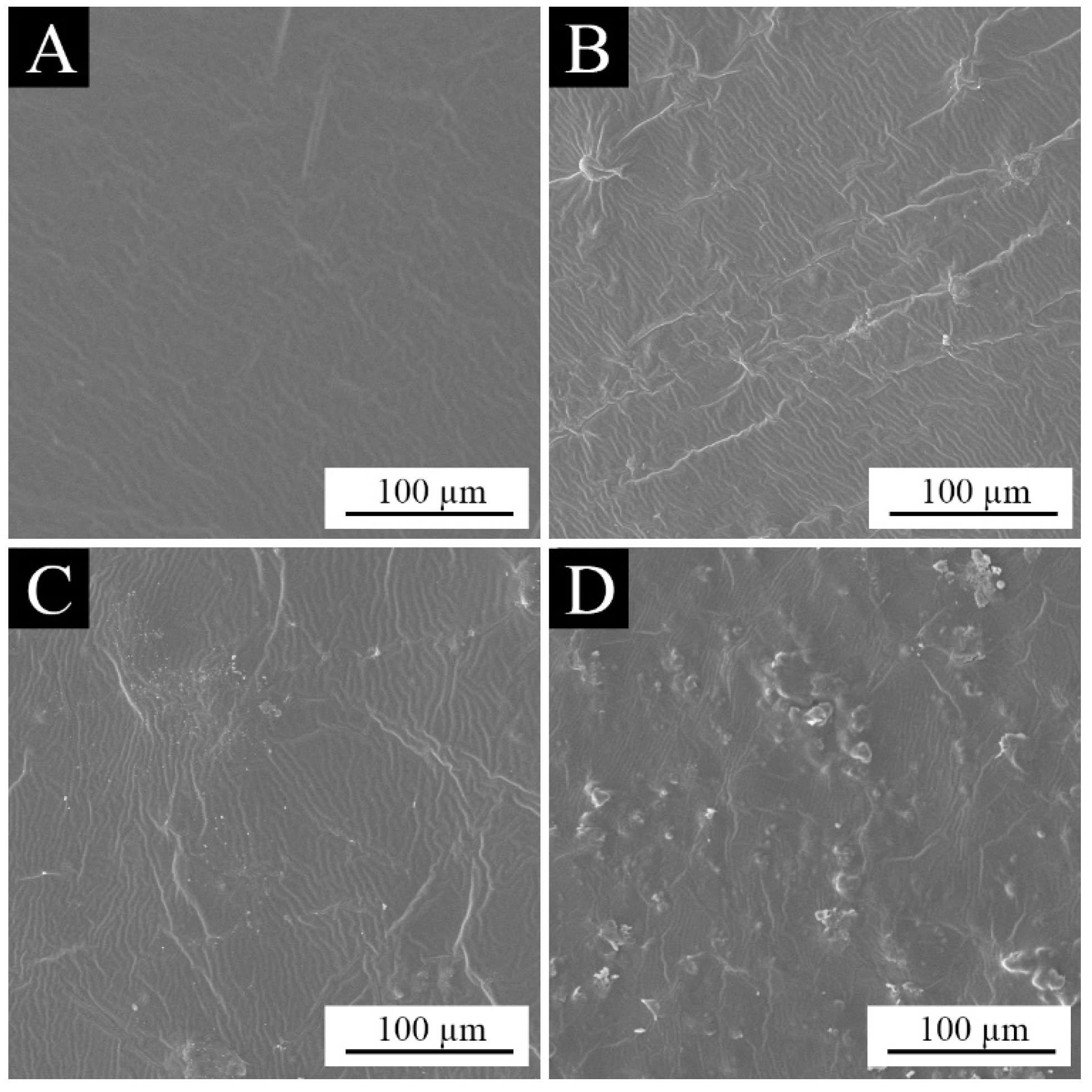
3.3. Analysis of the Morphology of the Paint Films
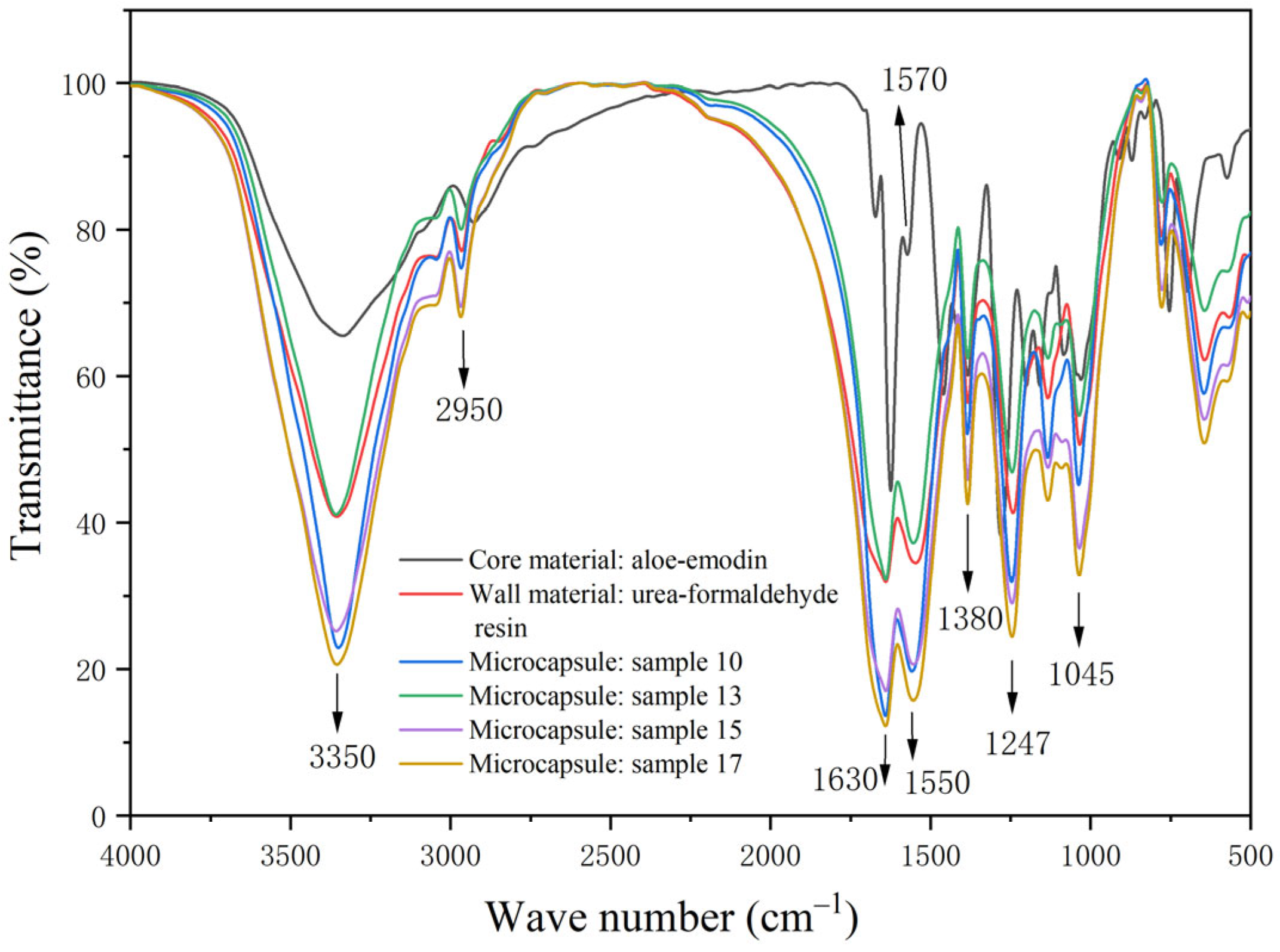
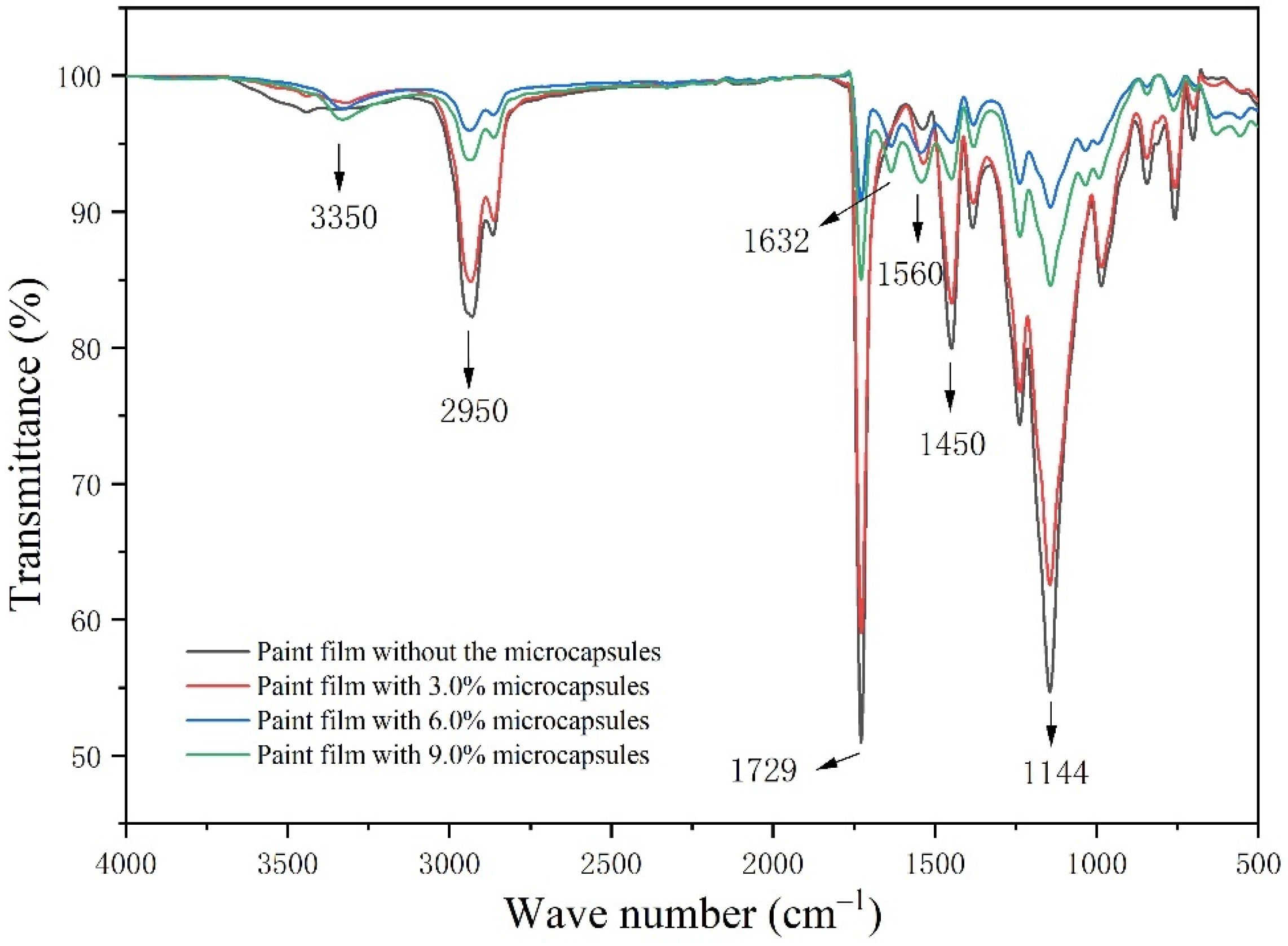
3.4. Infrared Spectrum Analysis of the Microcapsule and Paint Films
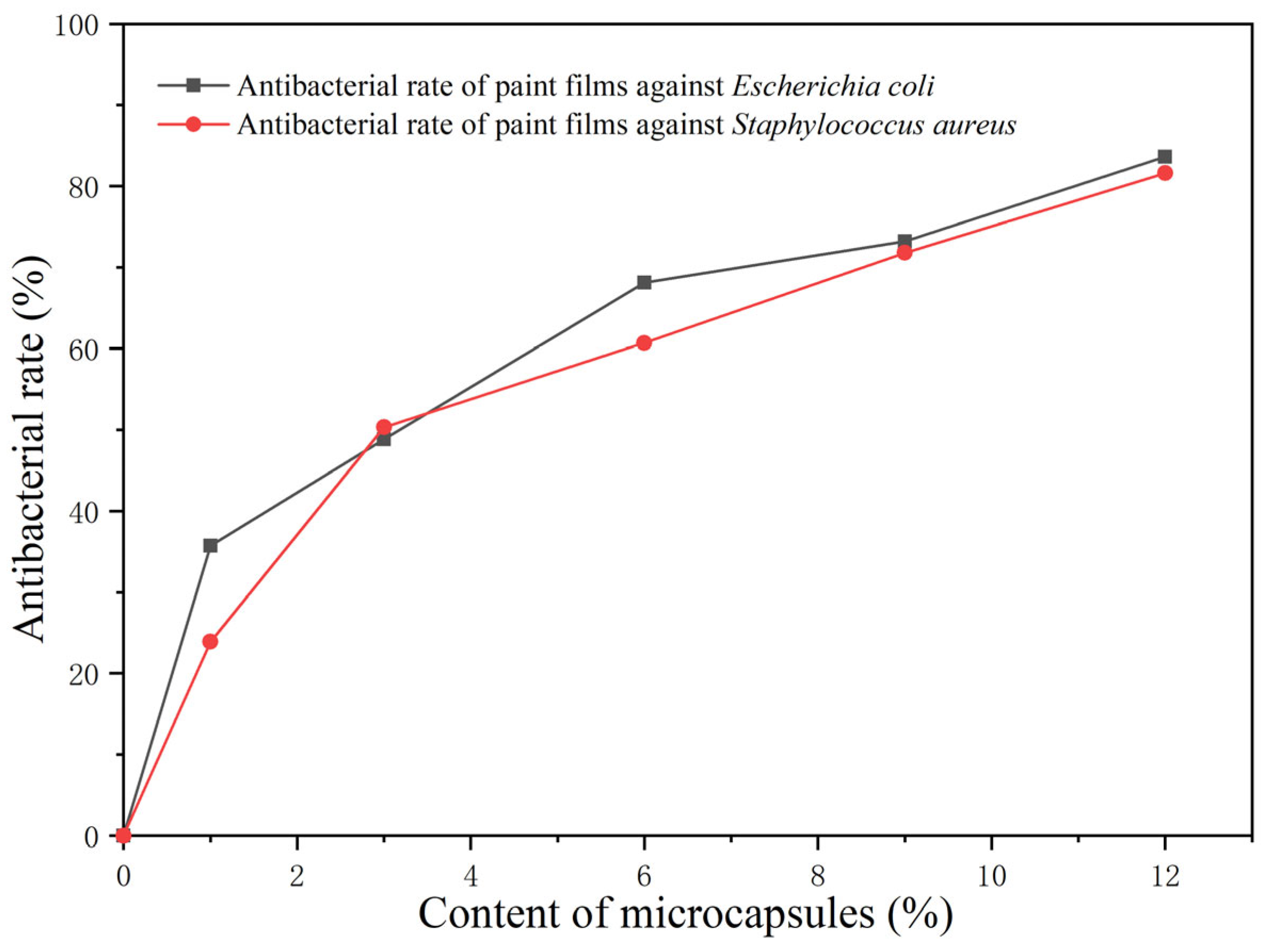
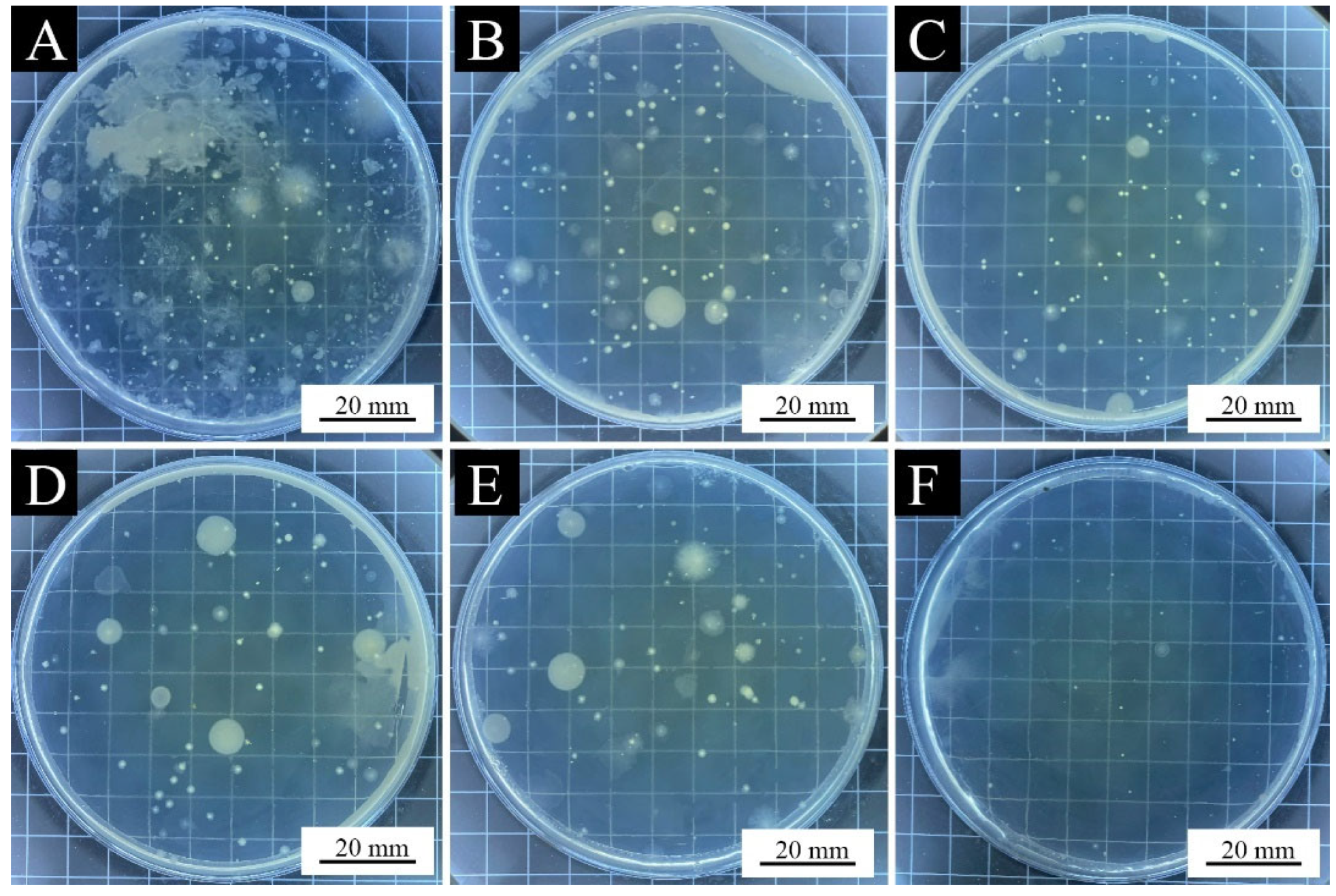
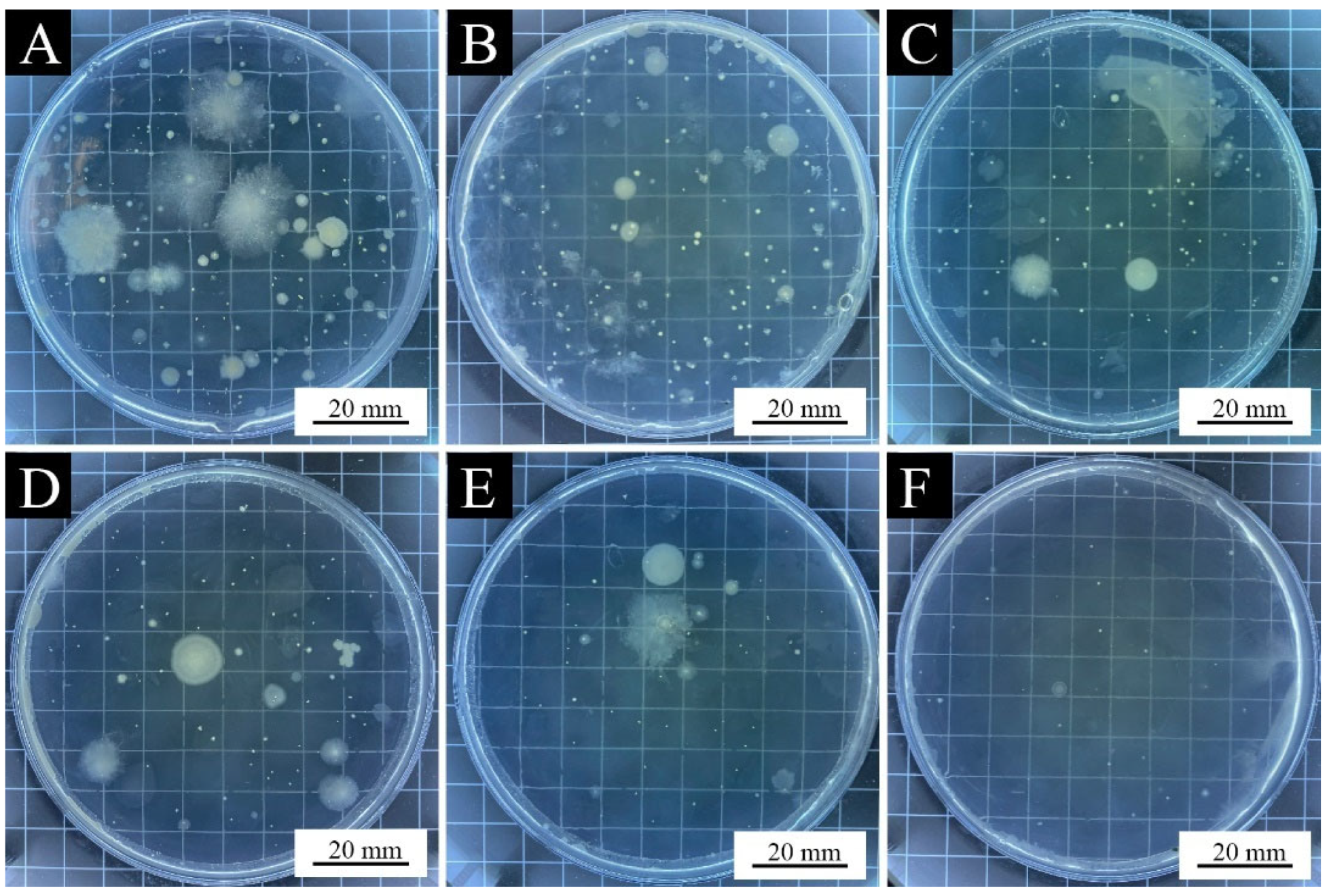
3.5. Analysis of the Influence of Different Microcapsule Loading on the Antibacterial Property of the Paint Films
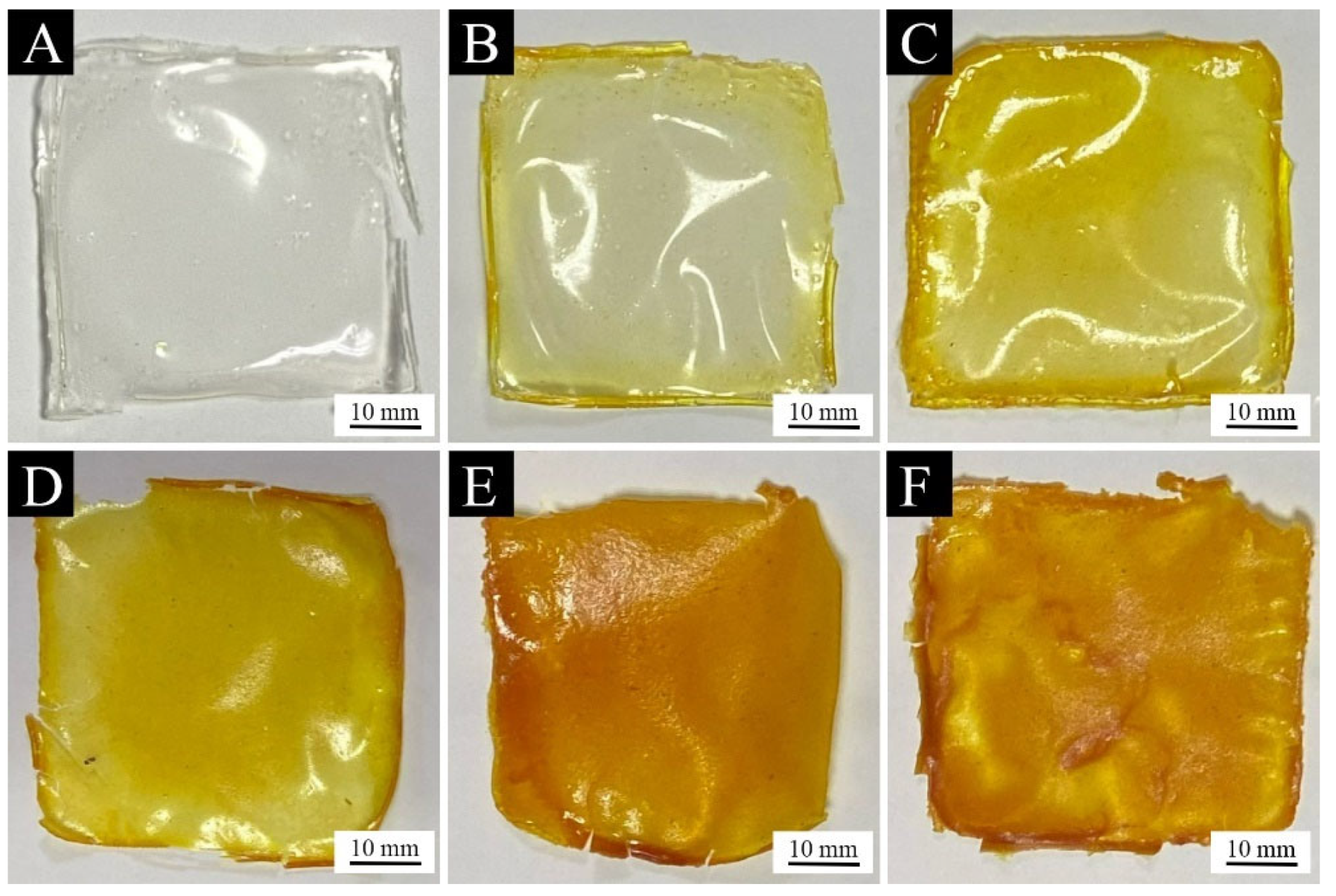
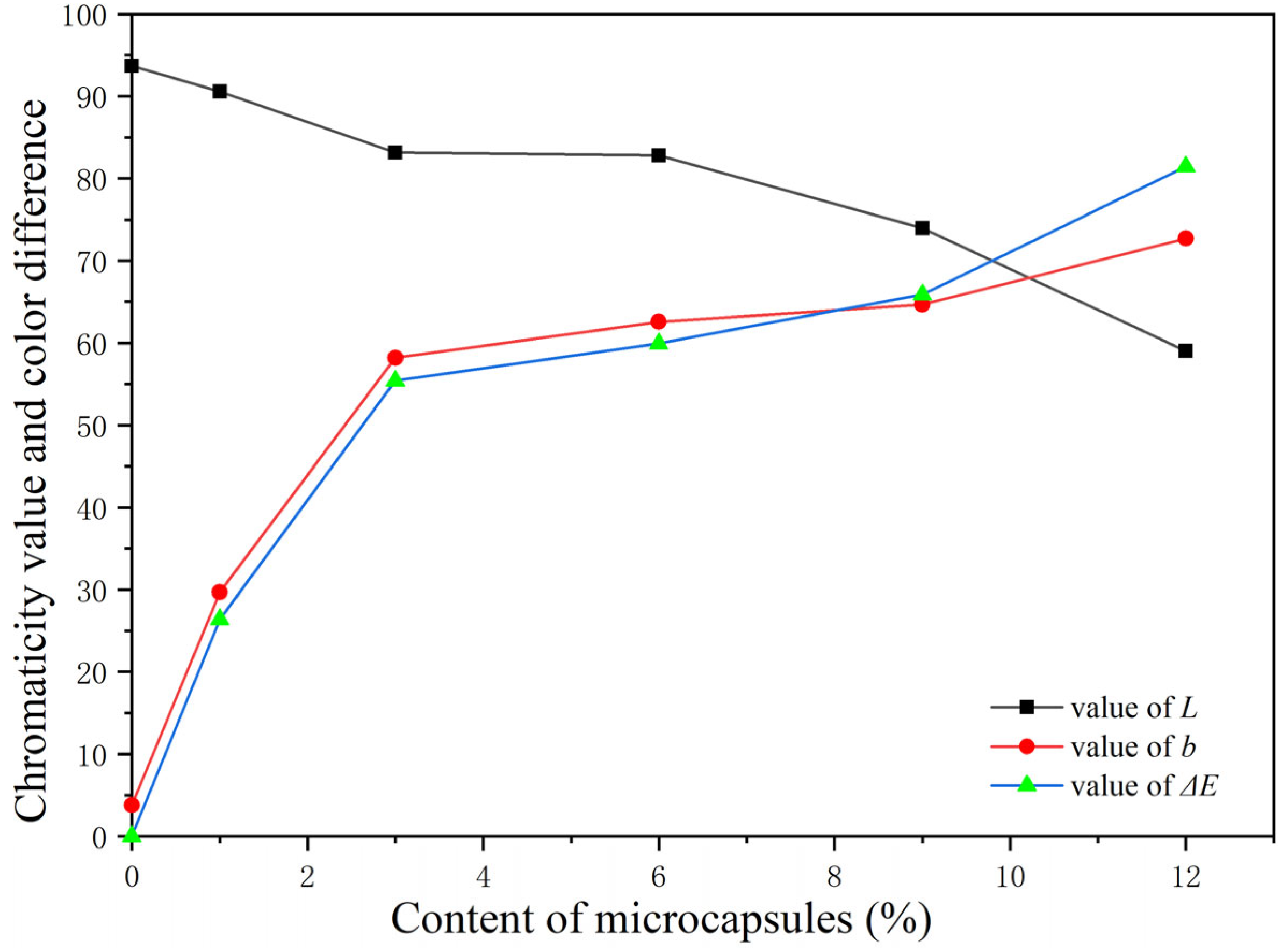
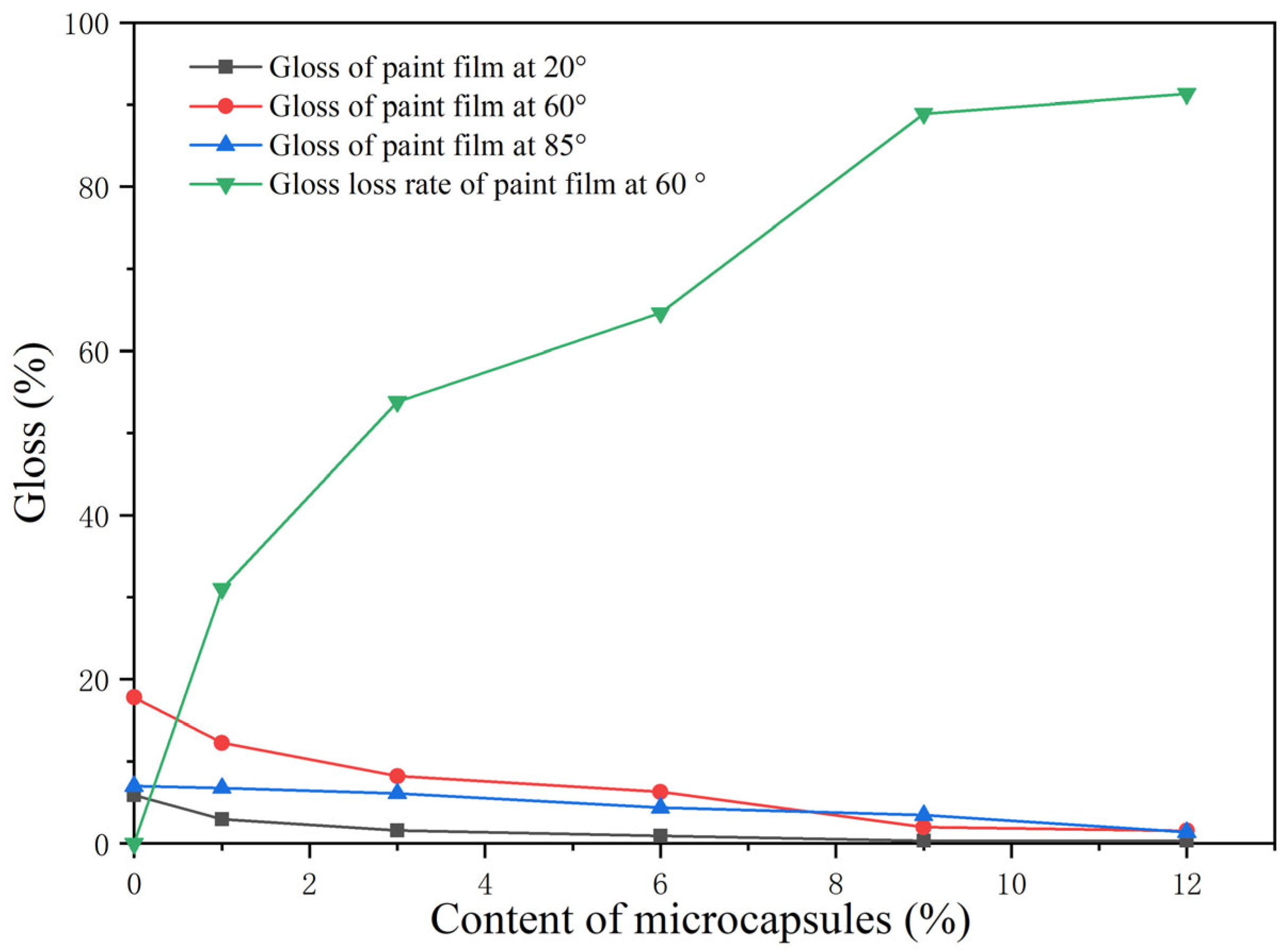
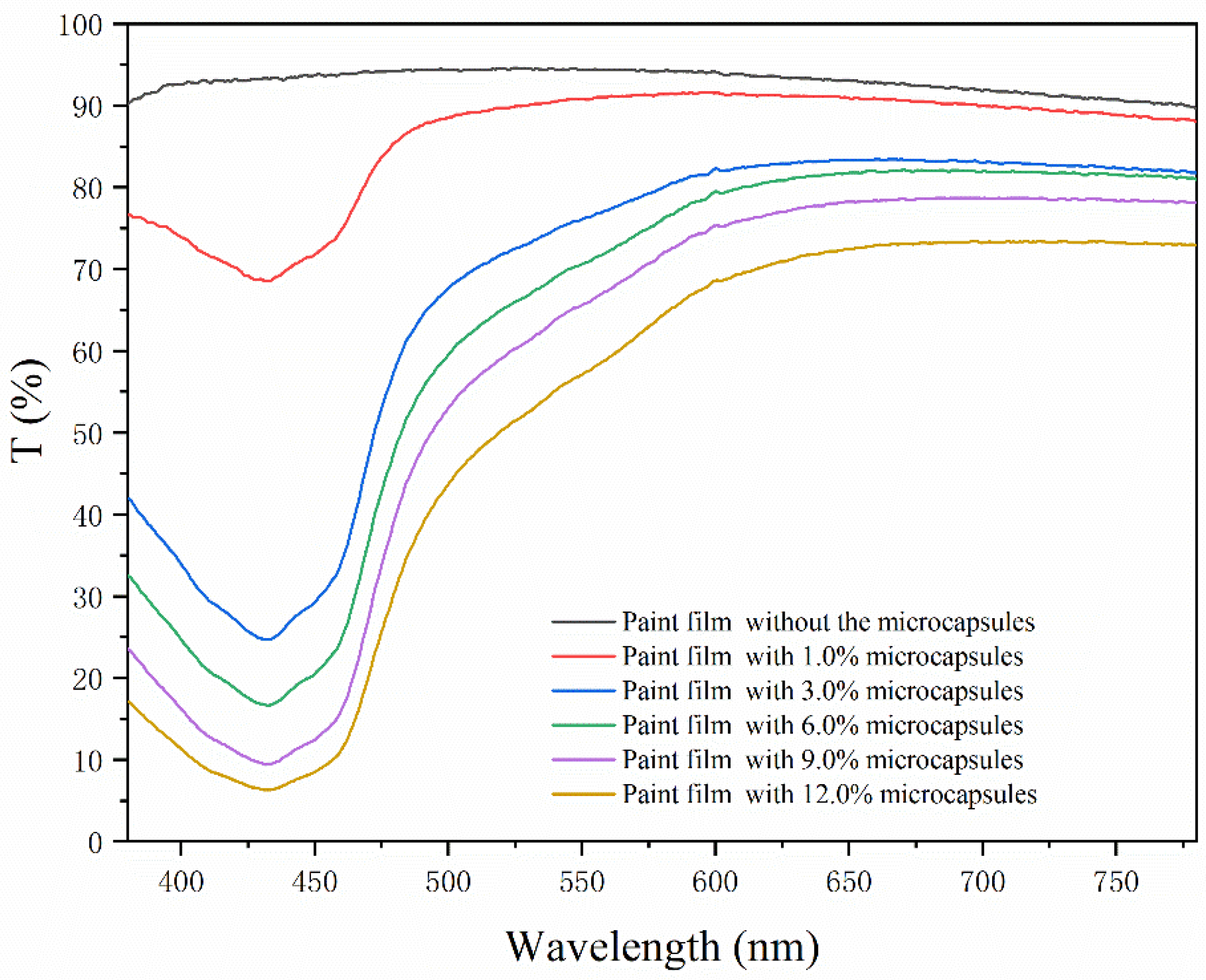
3.6. Analysis of the Influence of Different Microcapsule Loading on the Optical Properties of the Paint Films
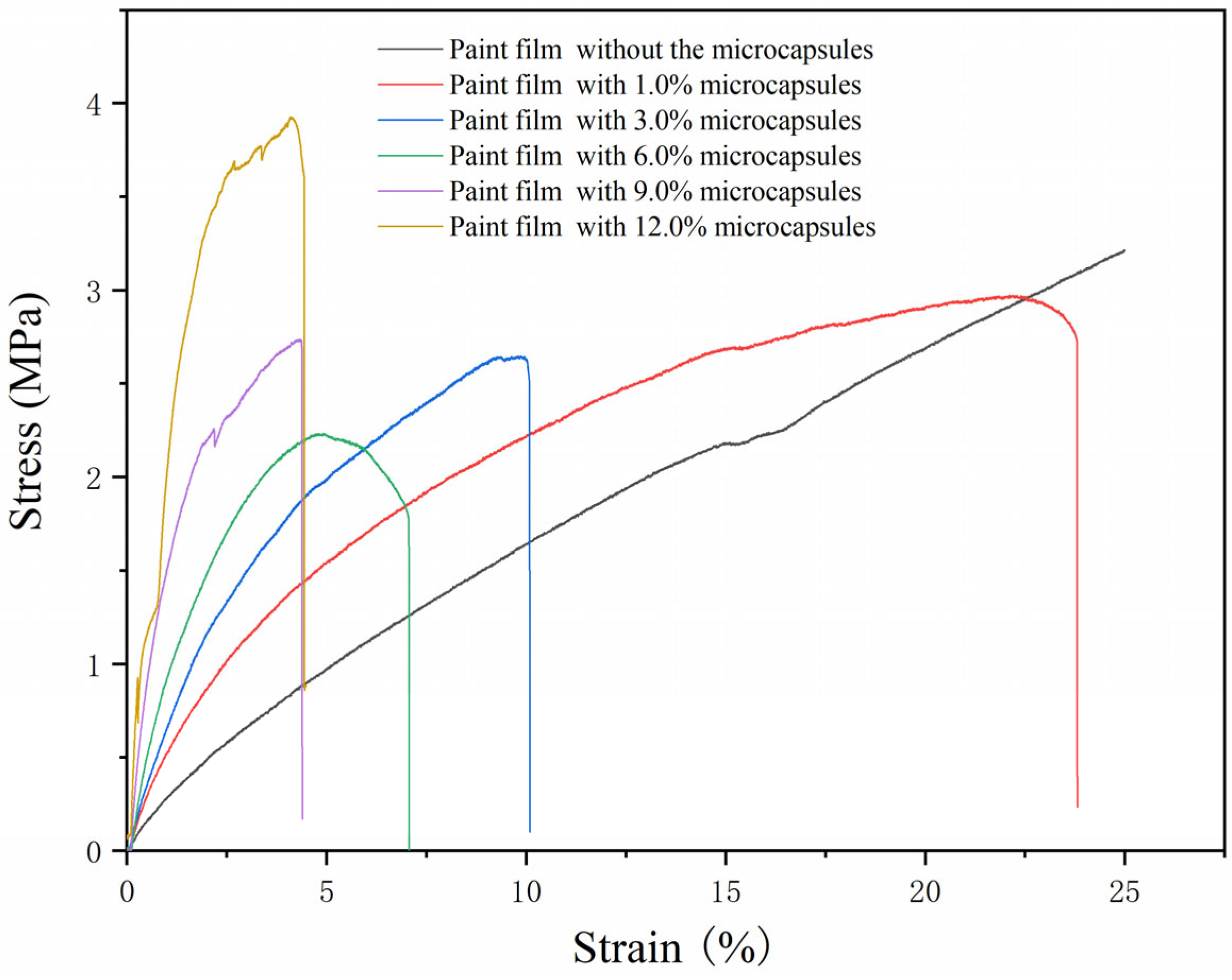
3.7. Analysis of the Influence of Different Microcapsule Loadings on the Tensile Resistance and Roughness of the Paint Films
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, M.J.N.; Kim, M.J. Green environments and happiness level in housing areas toward a sustainable life. Sustainability 2019, 11, 4768. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.J.; Xie, C.Y. City garden environment research: Optimal design can improve the therapeutic benefit of therapy garden. Fresen. Environ. Bull. 2020, 29, 11615–11623. [Google Scholar]
- Liu, Q.Q.; Gu, Y.T.; Xu, W.; Lu, T.; Li, W.J.; Fan, H.B. Compressive Properties of Green Velvet Material Used in Mattress Bedding. Appl. Sci. 2021, 11, 11159. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gao, D.; Xu, W. Effect of Paint Process on the Performance of Modified Poplar Wood Antique. Coatings 2021, 11, 1174. [Google Scholar] [CrossRef]
- Xu, W.; Chen, P.; Yang, Y.; Wang, X.; Liu, X. Effects of Freezing and Steam Treatments on the Permeability of Populus Tomentosa. Mater. Werkst. 2021, 52, 907–915. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gu, Y.T.; Xu, W.; Lu, T.; Li, W.J.; Fan, H.B. Compressive Properties of Polyurethane Fiber Mattress Filling Material. Appl. Sci. 2022, 12, 6139. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gao, D.; Xu, W. Effect of Polyurethane Non-Transparent Coating Process on Coating Performance Applied on Modified Poplar. Coatings 2022, 12, 39. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gao, D.; Xu, W. Influence of the Bottom Color Modification and Material Color Modification Process on the Performance of Modified Poplar. Coatings 2021, 11, 660. [Google Scholar] [CrossRef]
- Maury-Ramirez, A.; Flores-Colen, I.; Kanematsu, H. Advanced coatings for buildings. Coatings 2020, 10, 728. [Google Scholar] [CrossRef]
- Xiao, J.S.; Lu, C.T.; Jiang, S.; Li, Y. Research and application of anticorrosive coating for reinforced concrete of coastal buildings. J. Coastal. Res. 2020, 103, 417–421. [Google Scholar] [CrossRef]
- Muthukrishnan, T.; Abed, R.M.M.; Dobretsov, S.; Kidd, B.; Finnie, A.A. Long-term microfouling on commercial biocidal fouling control coatings. Biofouling 2014, 30, 1155–1164. [Google Scholar] [CrossRef]
- Cheng, Q.L.; Guo, X.W.; Hao, X.J.; Shi, Z.S.; Zhu, S.; Cui, Z.C. Fabrication of robust antibacterial coatings based on an organic-inorganic hybrid system. ACS Appl. Mater. Inter. 2019, 11, 42607–42615. [Google Scholar] [CrossRef]
- Zhao, Z.P.; Meng, F.C.; Tang, J.R.; Liu, H.S.; Liu, H.Y.; Yang, L.N.; Wang, J.N.; Xiong, T.Y. A novel method of fabricating an antibacterial aluminum-matrix composite coating doped graphene/silver-nanoparticles. Mater. Lett. 2019, 245, 211–214. [Google Scholar] [CrossRef]
- Ge, H.W.; Zhang, J.F.; Yuan, Y.; Liu, J.C.; Liu, R.; Liu, X.Y. Preparation of organicinorganic hybrid silica nanoparticles with contact antibacterial properties and their application in UV-curable coatings. Prog. Org. Coat. 2017, 106, 20–26. [Google Scholar] [CrossRef]
- Musil, J. Flexible antibacterial coatings. Molecules 2017, 22, 813. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, C.; Xu, W. Effect of Coating Process on Properties of Two-Component Waterborne Polyurethane Coatings for Wood. Coatings 2022, 12, 1857. [Google Scholar] [CrossRef]
- Yan, X.X.; Tao, Y.; Qian, X.Y. Preparation of microcapsules for core materials and their effects on properties of waterborne coatings on basswood. J. For. Eng. 2022, 7, 186–192. [Google Scholar]
- Li, D.B. Preparation of a new type of epoxy resin for sports equipment. Sci. Adv. Mater. 2022, 14, 1075–1081. [Google Scholar] [CrossRef]
- Wang, Y.; Bai, W.Y.; Cui, Z.C. Fourier transform infrared spectroscopic study of pesticide microcapsules influenced by formaldehyde to urea ratio. Spectrosc. Lett. 2015, 48, 259–264. [Google Scholar] [CrossRef]
- Yan, X.X.; Han, Y.; Yin, T.Y. Synthesis of urea-formaldehyde microcapsule containing fluororesin and its effect on performances of waterborne coatings on wood surface. Polymers 2021, 13, 1674. [Google Scholar] [CrossRef] [PubMed]
- Bolimowski, P.A.; Kozera, R.; Boczkowska, A. Poly(urea-formaldehyde) microcapsules—Synthesis and influence of stirring speed on capsules size. Polimery 2018, 63, 339–346. [Google Scholar] [CrossRef]
- Liu, L.; Shan, H.R.; Jia, X.K.; Duan, S.J.; Gao, Y.J.; Xu, C.Y.; Wei, S.Y. Study on UV curable tung oil based waterborne polyurethane wood coatings. J. For. Eng. 2022, 7, 115–121. [Google Scholar]
- Han, Y.; Yan, X.X.; Yin, T.Y. Effects of different proportions of mixed microcapsules on aging resistance and self-healing properties of waterborne coatings. J. For. Eng. 2022, 7, 183–189. [Google Scholar]
- Das, S.; Das, A.; Bhavya, T.; Nivashini, S.R. Molecular characterisation and antibacterial activity of Aloe barbadensis miller on textiles. J. Text. Inst. 2020, 111, 1116–1122. [Google Scholar]
- Hu, X.K.; Ma, Y.; Liu, Z.D.; Zhao, M.X.; Dong, S.M.; Yang, H.; Dai, C.M. Microcalorimetric evaluation of the effects of three anthraquinone derivatives from Chinese Rhubarb and the synergistic effect of the mixture on Staphylococcus aureus. J. Therm. Anal. Calorim. 2020, 141, 739–749. [Google Scholar] [CrossRef]
- Xiong, X.Y.; Li, X.B.; Zhu, Z.F.; Zhang, E.D.; Shi, J.; Lu, M.G. Antibacterial and alkali-responsive cationic waterborne polyurethane based on modification of aloe emodin. Chem. Res. Chin. Univ. 2023, 39, 266–275. [Google Scholar] [CrossRef] [PubMed]
- Xiang, H.; Cao, F.J.; Ming, D.; Zheng, Y.Y.; Dong, X.Y.; Zhong, X.B.; Mu, D.; Li, B.B.; Zhong, L.; Cao, J.J. Aloe-emodin inhibits Staphylococcus aureus biofilms and extracellular protein production at the initial adhesion stage of biofilm development. Appl. Microbiol. Biot. 2017, 101, 6671–6681. [Google Scholar] [CrossRef] [PubMed]
- Ding, L.J.; Wang, H.; Liu, D.; Zheng, Z.N. Surface attachment of natural antimicrobial coatings onto conventional polypropylene nonwoven fabric and its antimicrobial performance assessment. J. Food. Protect. 2018, 81, 172–177. [Google Scholar] [CrossRef] [PubMed]
- Donkor, A.M.; Donkor, M.N.; Kuubabongnaa, N. Evaluation of anti-infective potencies of formulated aloin A ointment and aloin A isolated from Aloe barbadensis Miller. BMC Chem. 2020, 14, 8. [Google Scholar] [CrossRef]
- Coopoosamy, R.M.; Magwa, M.L. Antibacterial activity of aloe emodin and aloin A isolated from Aloe excelsa. Afr. J. Biotechnol. 2006, 5, 1092–1094. [Google Scholar]
- Jiang, L.X.; Yi, T.; Shen, Z.Y.; Teng, Z.H.; Wang, J.F. Aloe-emodin attenuates staphylococcus aureus pathogenicity by interfering with the oligomerization of alpha-toxin. Front. Cell. Infect. Microbiol. 2019, 9, 157. [Google Scholar] [CrossRef] [PubMed]
- GB/T 21866-2008; Test Method and Effect for Antibacterial Capability of Paints Film. Standardization Administration of the People’s Republic of China: Beijing, China, 2008.
- GB/T 4789.2-2016; National Food Safety Standard Food Microbiological Examination: Aerobic Plate Count. Standardization Administration of the People’s Republic of China: Beijing, China, 2016.
- GB/T 11186.3-1989; Methods for Measuring the Colour of Paint Films. Part III: Calculation of Colour Differences. Standardization Administration of the People’s Republic of China: Beijing, China, 1990.
- GB/T 4893.4-2013; Test of Surface Coatings of Furniture. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- Chen, S.W.; Lu, X.C.; Wang, T.Z.; Zhang, Z.M. Preparation and characterization of urea-formaldehyde resin/reactive kaolinite composites. Particuology 2016, 24, 203–209. [Google Scholar] [CrossRef]
- Poljansek, I.; Sebenik, U.; Krajnc, M. Characterization of phenol-urea-formaldehyde resin by infine FTIR spectroscopy. J. Appl. Polym. Sci. 2006, 99, 2016–2028. [Google Scholar] [CrossRef]
- Xie, Y.F.; Huan, N.; Cao, Y.Y.; Wang, H.Y.; Zhong, Y.; Yao, W.R.; Qian, H. Structural characterization and spectroscopic analysis of the aloin. Spectrosc. Spect. Anal. 2014, 34, 385–388. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Molecular Formula | MW (g/mol) | CAS No. | Concentration (%) |
|---|---|---|---|---|
| urea | CH4N2O | 60.06 | 57-13-6 | 99.0 |
| formaldehyde solution | - | - | - | 37.0 |
| triethanolamine | C6H15NO3 | 149.19 | 102-71-6 | 99.9 |
| polyvinyl alcohol | [C2H4O]n | - | 9002-89-5 | 99.0 |
| sodium dodecyl benzene sulfonate | C18H29NaO3S | 348.48 | 25155-30-0 | 99.9 |
| aloe-emodin | C15H10O5 | 270.2369 | 481-72-1 | 98.0 |
| citric acid monohydrate | C6H10O8 | 210.14 | 5949-29-1 | 99.9 |
| anhydrous ethanol | C2H6O | 46.07 | 64-17-5 | 99.9 |
| sodium chloride | NaCl | 58.4428 | 7647-14-5 | 99.5 |
| silicon dioxide | SiO2 | 60.084 | 14808-60-7 | 99.5 |
| waterborne acrylic resin | - | - | 9003-01-4 | - |
| Escherichia coli | - | - | - | - |
| Staphylococcus aureus | - | - | - | - |
| nutrient agar medium | - | - | - | - |
| nutritional broth | - | - | - | - |
| polyethylene film | - | - | - | - |
| Petri dish | - | - | - | - |
| Level | Factor A n (Urea):n (Formaldehyde) | Factor B m (Core Material):m (Wall Material) | Factor C Temperature (°C) | Factor D Stirring Speed (rpm) |
|---|---|---|---|---|
| 1 | 1:1.2 | 1:15 | 50 | 600 |
| 2 | 1:1.5 | 1:20 | 70 | 900 |
| 3 | 1:1.8 | 1:25 | 90 | 1200 |
| Sample | Factor A n (Urea):n (Formaldehyde) | Factor B m (Core Material):m (Wall Material) | Factor C Temperature (°C) | Factor D Stirring Speed (rpm) |
|---|---|---|---|---|
| 1 | 1:1.2 | 1:15 | 50 | 600 |
| 2 | 1:1.2 | 1:20 | 70 | 900 |
| 3 | 1:1.2 | 1:25 | 90 | 1200 |
| 4 | 1:1.5 | 1:15 | 70 | 1200 |
| 5 | 1:1.5 | 1:20 | 90 | 600 |
| 6 | 1:1.5 | 1:25 | 50 | 900 |
| 7 | 1:1.8 | 1:15 | 90 | 900 |
| 8 | 1:1.8 | 1:20 | 50 | 1200 |
| 9 | 1:1.8 | 1:25 | 70 | 600 |
| Sample | Urea (g) | Formaldehyde Solution (g) | Wall Material (g) | Polyvinyl Alcohol (g) | Aloe-Emodin (g) | Deionized Water (g) | Emulsifier (g) | NaCl (g) | SiO2 (g) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 10.00 | 16.22 | 16.00 | 0.10 | 1.07 | 232.65 | 2.35 | 1.28 | 1.28 |
| 2 | 10.00 | 16.22 | 16.00 | 0.10 | 0.80 | 174.24 | 1.76 | 1.28 | 1.28 |
| 3 | 10.00 | 16.22 | 16.00 | 0.10 | 0.64 | 139.59 | 1.41 | 1.28 | 1.28 |
| 4 | 10.00 | 20.27 | 17.50 | 0.10 | 1.17 | 255.42 | 2.58 | 1.40 | 1.40 |
| 5 | 10.00 | 20.27 | 17.50 | 0.10 | 0.88 | 191.07 | 1.93 | 1.40 | 1.40 |
| 6 | 10.00 | 20.27 | 17.50 | 0.10 | 0.70 | 152.46 | 1.54 | 1.40 | 1.40 |
| 7 | 10.00 | 24.32 | 19.00 | 0.10 | 1.27 | 276.21 | 2.79 | 1.52 | 1.52 |
| 8 | 10.00 | 24.32 | 19.00 | 0.10 | 0.95 | 213.84 | 2.16 | 1.52 | 1.52 |
| 9 | 10.00 | 24.32 | 19.00 | 0.10 | 0.76 | 165.33 | 1.67 | 1.52 | 1.52 |
| Sample | Urea (g) | Formaldehyde Solution (g) | Wall Material (g) | Polyvinyl Alcohol (g) | Aloe-Emodin (g) | Deionized Water (g) | Emulsifier (g) | NaCl (g) | SiO2 (g) |
|---|---|---|---|---|---|---|---|---|---|
| 10 | 10.00 | 13.51 | 15.00 | 0.10 | 1.00 | 217.80 | 2.20 | 1.20 | 1.20 |
| 11 | 10.00 | 14.86 | 15.50 | 0.10 | 1.03 | 224.73 | 2.27 | 1.24 | 1.24 |
| 12 | 10.00 | 15.54 | 15.75 | 0.10 | 1.05 | 227.70 | 2.30 | 1.26 | 1.26 |
| 13 | 10.00 | 16.22 | 16.00 | 0.10 | 1.07 | 232.65 | 2.35 | 1.28 | 1.28 |
| 14 | 10.00 | 16.89 | 16.25 | 0.10 | 1.08 | 234.63 | 2.37 | 1.30 | 1.30 |
| 15 | 10.00 | 17.57 | 16.50 | 0.10 | 1.10 | 239.58 | 2.42 | 1.32 | 1.32 |
| 16 | 10.00 | 18.24 | 16.75 | 0.10 | 1.12 | 243.54 | 2.46 | 1.34 | 1.34 |
| 17 | 10.00 | 18.92 | 17.00 | 0.10 | 1.13 | 245.52 | 2.48 | 1.36 | 1.36 |
| 18 | 10.00 | 20.27 | 17.50 | 0.10 | 1.17 | 254.43 | 2.57 | 1.40 | 1.40 |
| Content of the Microcapsules (%) | Microcapsule Weight (g) | Coating Weight (g) |
|---|---|---|
| 0 | 0 | 1.400 |
| 1.0 | 0.014 | 1.386 |
| 3.0 | 0.042 | 1.358 |
| 6.0 | 0.084 | 1.316 |
| 9.0 | 0.126 | 1.274 |
| 12.0 | 0.168 | 1.232 |
| Sample | Factor A n (Urea):n (Formaldehyde) | Factor B m (Core Material):m (Wall Material) | Factor C Temperature (°C) | Factor D Stirring Speed (rpm) | Yield (g) |
|---|---|---|---|---|---|
| 1 | 1:1.2 | 1:15 | 50 | 600 | 11.77 |
| 2 | 1:1.2 | 1:20 | 70 | 900 | 13.55 |
| 3 | 1:1.2 | 1:25 | 90 | 1200 | 12.72 |
| 4 | 1:1.5 | 1:15 | 70 | 1200 | 10.97 |
| 5 | 1:1.5 | 1:20 | 90 | 600 | 9.72 |
| 6 | 1:1.5 | 1:25 | 50 | 900 | 11.56 |
| 7 | 1:1.8 | 1:15 | 90 | 900 | 8.28 |
| 8 | 1:1.8 | 1:20 | 50 | 1200 | 11.25 |
| 9 | 1:1.8 | 1:25 | 70 | 600 | 9.48 |
| Mean value 1 | 12.680 | 10.340 | 11.527 | 10.323 | |
| Mean value 2 | 10.417 | 11.507 | 11.333 | 11.130 | |
| Mean value 3 | 9.670 | 11.253 | 10.240 | 11.647 | |
| Range | 3.010 | 1.167 | 1.287 | 1.324 | |
| Primary and secondary order | A > D > C > B | ||||
| Optimal level | A1 | B2 | C1 | D3 | |
| Optimal scheme | A1 B2 C1 D3 | ||||
| Sources of Variation | Quadratic Sum | Free Degree | F-Ratio | F-Critical Value | Significance |
|---|---|---|---|---|---|
| Factor A | 13.951 | 2 | 2.564 | 4.460 | * |
| Factor B | 2.259 | 2 | 0.415 | 4.460 | |
| Factor C | 2.888 | 2 | 0.531 | 4.460 | |
| Factor D | 2.669 | 2 | 0.490 | 4.460 | |
| Error | 21.77 | 8 |
| Sample | Factor A n (Urea):n (Formaldehyde) | Factor B m (Core Material):m (Wall Material) | Factor C Temperature (°C) | Factor D Stirring Speed (rpm) | Coverage Rate (%) |
|---|---|---|---|---|---|
| 1 | 1:1.2 | 1:15 | 50 | 600 | 9.2 |
| 2 | 1:1.2 | 1:20 | 70 | 900 | 8.4 |
| 3 | 1:1.2 | 1:25 | 90 | 1200 | 5.4 |
| 4 | 1:1.5 | 1:15 | 70 | 1200 | 6.2 |
| 5 | 1:1.5 | 1:20 | 90 | 600 | 7.3 |
| 6 | 1:1.5 | 1:25 | 50 | 900 | 3.9 |
| 7 | 1:1.8 | 1:15 | 90 | 900 | 8.3 |
| 8 | 1:1.8 | 1:20 | 50 | 1200 | 5.1 |
| 9 | 1:1.8 | 1:25 | 70 | 600 | 5.0 |
| Mean value 1 | 7.667 | 7.900 | 6.067 | 7.167 | |
| Mean value 2 | 5.800 | 6.933 | 6.533 | 6.867 | |
| Mean value 3 | 6.133 | 4.767 | 7.000 | 5.567 | |
| Range | 1.867 | 3.133 | 0.933 | 1.600 | |
| Primary and secondary order | B > A > D > C | ||||
| Optimal level | A1 | B1 | C3 | D1 | |
| Optimal scheme | A1 B1 C3 D1 | ||||
| Sources of Variation | Quadratic Sum | Free Degree | F-Ratio | F-Critical Value | Significance |
|---|---|---|---|---|---|
| Factor A | 5.947 | 2 | 0.880 | 4.460 | |
| Factor B | 15.447 | 2 | 2.285 | 4.460 | * |
| Factor C | 1.307 | 2 | 0.193 | 4.460 | |
| Factor D | 4.340 | 2 | 0.642 | 4.460 | |
| Error | 27.04 | 8 |
| Sample | n (Urea):n (Formaldehyde) | Yield (g) | Coverage Rate (%) |
|---|---|---|---|
| 10 | 1:1.00 | 11.59 | 8.4 |
| 11 | 1:1.10 | 11.78 | 7.3 |
| 12 | 1:1.15 | 11.27 | 9.1 |
| 13 | 1:1.20 | 11.91 | 9.3 |
| 14 | 1:1.25 | 11.51 | 6.8 |
| 15 | 1:1.30 | 11.11 | 9.1 |
| 16 | 1:1.35 | 11.32 | 8.1 |
| 17 | 1:1.40 | 11.21 | 7.9 |
| 18 | 1:1.50 | 9.76 | 6.4 |
| Content of the Microcapsules (%) | Average Number of Recovered Escherichia coli (CFU·piece−1) | Antibacterial Rate Against Escherichia coli (%) | Average Number of Recovered Staphylococcus aureus (CFU·piece−1) | Antibacterial Rate Against Staphylococcus aureus (%) |
|---|---|---|---|---|
| 0 | 213 | - | 163 | - |
| 1.0 | 137 | 35.7 | 124 | 23.9 |
| 3.0 | 109 | 48.8 | 81 | 50.3 |
| 6.0 | 68 | 68.1 | 64 | 60.7 |
| 9.0 | 57 | 73.2 | 46 | 71.8 |
| 12.0 | 35 | 83.6 | 30 | 81.6 |
| Content of the Microcapsules (%) | L | a | b | ΔE |
|---|---|---|---|---|
| 0 | 93.64 ± 0.7 | −0.77 ± 0.7 | 3.78 ± 0.4 | - |
| 1.0 | 90.57 ± 1.5 | −4.67 ± 2.5 | 29.71 ± 0.9 | 26.40 |
| 3.0 | 83.17 ± 0.7 | −1.03 ± 1.6 | 58.20 ± 2.8 | 55.41 |
| 6.0 | 82.82 ± 2.6 | 3.86 ± 1.6 | 62.54 ± 1.2 | 59.93 |
| 9.0 | 73.95 ± 2.4 | 14.99 ± 2.5 | 64.65 ± 1.2 | 65.88 |
| 12.0 | 59.01 ± 2.6 | 25.39 ± 2.1 | 72.69 ± 1.3 | 81.43 |
| Content of the Microcapsules (%) | 20° (%) | 60° (%) | 85° (%) | Gloss Loss Rate (%) |
|---|---|---|---|---|
| 0 | 93.64 ± 0.7 | −0.77 ± 0.7 | 3.78 ± 0.4 | - |
| 1.0 | 90.57 ± 1.5 | −4.67 ± 2.5 | 29.71 ± 0.9 | 26.40 |
| 3.0 | 83.17 ± 0.7 | −1.03 ± 1.6 | 58.20 ± 2.8 | 55.41 |
| 6.0 | 82.82 ± 2.6 | 3.86 ± 1.6 | 62.54 ± 1.2 | 59.93 |
| 9.0 | 73.95 ± 2.4 | 14.99 ± 2.5 | 64.65 ± 1.2 | 65.88 |
| 12.0 | 59.01 ± 2.6 | 25.39 ± 2.1 | 72.69 ± 1.3 | 81.43 |
| Content of Microcapsules (%) | Elongation at Break (%) |
|---|---|
| 0 | 31.2 |
| 1.0 | 22.2 |
| 3.0 | 9.9 |
| 6.0 | 4.9 |
| 9.0 | 4.3 |
| 12.0 | 4.1 |
| Content of Microcapsules (%) | Roughness (μm) |
|---|---|
| 0 | 0.13 ± 0.1 |
| 1.0 | 0.55 ± 0.2 |
| 3.0 | 0.89 ± 0.1 |
| 6.0 | 1.54 ± 0.1 |
| 9.0 | 2.14 |
| 12.0 | 2.67 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, N.; Yan, X. Preparation of Aloe-Emodin Microcapsules and Its Effect on Antibacterial and Optical Properties of Water-Based Coating. Polymers 2023, 15, 1728. https://doi.org/10.3390/polym15071728
Huang N, Yan X. Preparation of Aloe-Emodin Microcapsules and Its Effect on Antibacterial and Optical Properties of Water-Based Coating. Polymers. 2023; 15(7):1728. https://doi.org/10.3390/polym15071728
Chicago/Turabian StyleHuang, Nan, and Xiaoxing Yan. 2023. "Preparation of Aloe-Emodin Microcapsules and Its Effect on Antibacterial and Optical Properties of Water-Based Coating" Polymers 15, no. 7: 1728. https://doi.org/10.3390/polym15071728