
Effect of Different Silane Coupling Agents In-Situ Modified Sepiolite on the Structure and Properties of Natural Rubber Composites Prepared by Latex Compounding Method
Abstract
:
1. Introduction
2. Experimental Materials and Methods
2.1. Materials
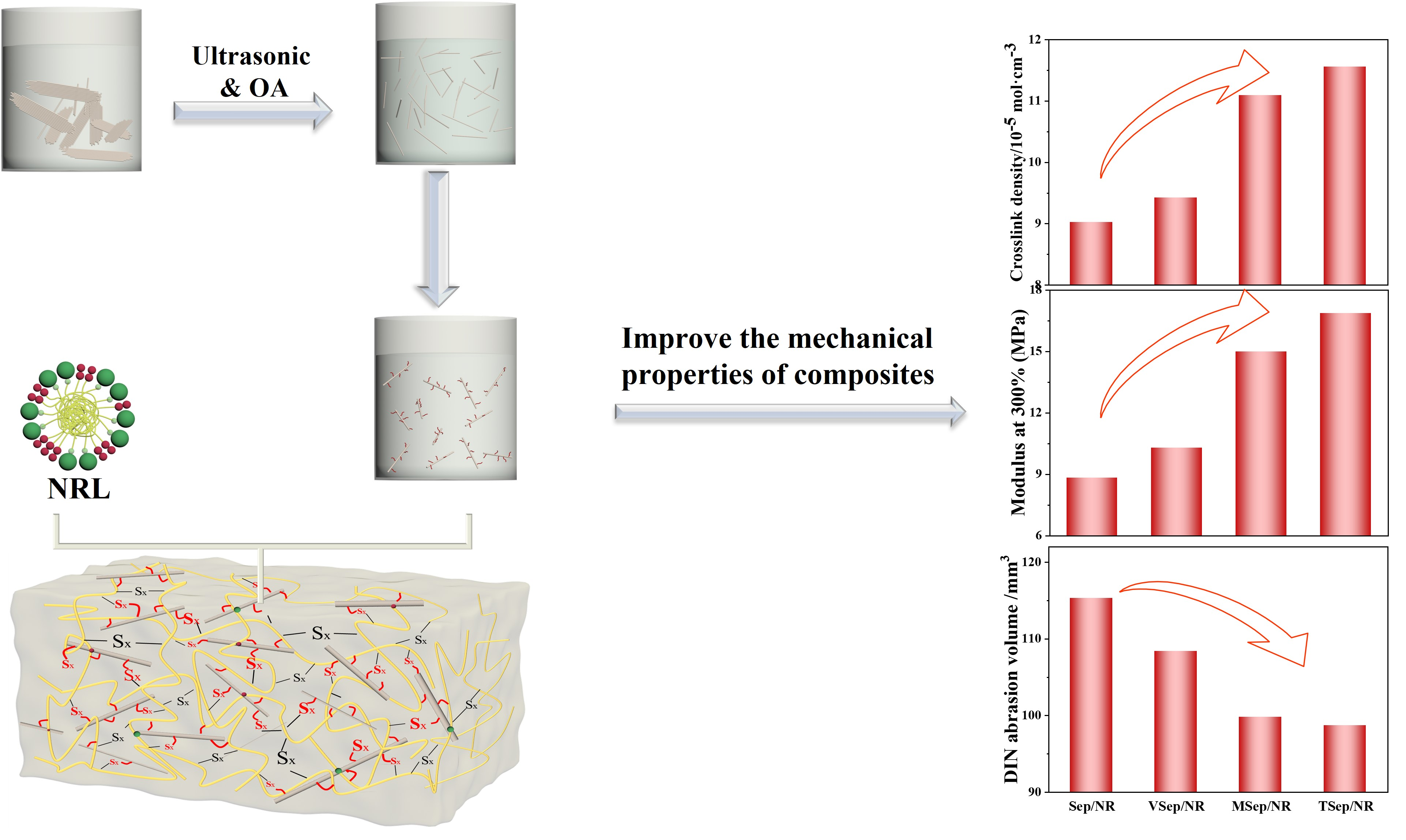
2.2. Preparation of Sepiolite Dispersions
2.3. Preparation of Sep/NR Masterbatches and Composites
2.4. Characterizations
3. Results and Discussion
3.1. Characterization of Pure and Modified Sepiolite
3.2. Dispersion and Interfacial Interaction of Sepiolite/NR Composites
3.3. Vulcanization Characteristics of Sepiolite/NR Composites
3.4. Static Mechanical Properties of Sepiolite/NR Composites
3.5. Dynamic Properties of Sepiolite/NR Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Dunuwila, P.; Rodrigo, V.H.L.; Goto, N. Sustainability of natural rubber processing can be improved: A case study with crepe rubber manufacturing in Sri Lanka. Resour. Conserv. Recycl. 2018, 133, 417–427. [Google Scholar] [CrossRef]
- Dominic, M.; Joseph, R.; Sabura Begum, P.M.; Kanoth, B.P.; Chandra, J.; Thomas, S. Green tire technology: Effect of rice husk derived nanocellulose (RHNC) in replacing carbon black (CB) in natural rubber (NR) compounding. Carbohydr. Polym. 2020, 230, 115620. [Google Scholar] [CrossRef]
- Dwivedi, C.; Manjare, S.; Rajan, S.K. Recycling of waste tire by pyrolysis to recover carbon black: Alternative & environment-friendly reinforcing filler for natural rubber compounds. Compos. Part B Eng. 2020, 200, 108346. [Google Scholar]
- Fan, Y.; Fowler, G.D.; Zhao, M. The past, present and future of carbon black as a rubber reinforcing filler—A review. J. Clean. Prod. 2020, 247, 119115. [Google Scholar] [CrossRef]
- Kato, A.; Ikeda, Y.; Kohjiya, S. Reinforcement Mechanism of Carbon Black (CB) in Natural Rubber Vulcanizates: Relationship Between CB Aggregate and Network Structure and Viscoelastic Properties. Polym.-Plast. Technol. Eng. 2018, 57, 1418–1429. [Google Scholar] [CrossRef]
- Gui, Y.; Zheng, J.; Ye, X.; Han, D.; Xi, M.; Zhang, L. Preparation and performance of silica/SBR masterbatches with high silica loading by latex compounding method. Compos. Part B Eng. 2016, 85, 130–139. [Google Scholar] [CrossRef]
- Ryu, C.S.; Kim, K.-J. Interfacial Adhesion in Silica-Silane Filled NR Composites: A Short Review. Polymers 2022, 14, 2705. [Google Scholar] [CrossRef] [PubMed]
- Errington, E.; Guo, M.; Heng, J.Y.Y. Synthetic amorphous silica: Environmental impacts of current industry and the benefit of biomass-derived silica. Green Chem. 2023. [Google Scholar] [CrossRef]
- Matos, C.F.; Galembeck, F.; Zarbin, A.J.G. Multifunctional and environmentally friendly nanocomposites between natural rubber and graphene or graphene oxide. Carbon 2014, 78, 469–479. [Google Scholar] [CrossRef]
- Alimardani, M.; Abbassi-Sourki, F.; Bakhshandeh, G.R. An investigation on the dispersibility of carbon nanotube in the latex nanocomposites using rheological properties. Compos. Part B Eng. 2014, 56, 149–156. [Google Scholar] [CrossRef]
- Xu, Z.; Jerrams, S.; Guo, H.; Zhou, Y.; Jiang, L.; Gao, Y.; Zhang, L.; Liu, L.; Wen, S. Influence of graphene oxide and carbon nanotubes on the fatigue properties of silica/styrene-butadiene rubber composites under uniaxial and multiaxial cyclic loading. Int. J. Fatigue 2020, 131, 105388. [Google Scholar] [CrossRef]
- Cao, L.; Huang, J.; Chen, Y. Dual Cross-linked Epoxidized Natural Rubber Reinforced by Tunicate Cellulose Nanocrystals with Improved Strength and Extensibility. ACS Sustain. Chem. Eng. 2018, 6, 14802–14811. [Google Scholar] [CrossRef]
- Hakimi, N.M.F.; Lee, S.H.; Lum, W.C.; Mohamad, S.F.; Osman Al Edrus, S.S.; Park, B.-D.; Azmi, A. Surface Modified Nanocellulose and Its Reinforcement in Natural Rubber Matrix Nanocomposites: A Review. Polymers 2021, 13, 3241. [Google Scholar] [CrossRef] [PubMed]
- Alwis, G.M.C.; Kottegoda, N.; Ratnayake, U.N. Facile exfoliation method for improving interfacial compatibility in montmorillonite-natural rubber nanocomposites: A novel charge inversion approach. Appl. Clay Sci. 2020, 191, 105633. [Google Scholar] [CrossRef]
- Zha, C.; Wang, W.; Lu, Y.; Zhang, L. Constructing Covalent Interface in Rubber/Clay Nanocomposite by Combining Structural Modification and Interlamellar Silylation of Montmorillonite. ACS Appl. Mater. Interfaces 2014, 6, 18769–18779. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Zhang, H.; Zhang, K.; Liu, L.; Ji, L.; Liu, Q. Vulcanization, interfacial interaction, and dynamic mechanical properties of in-situ organic amino modified kaolinite/SBR nanocomposites based on latex compounding method. Appl. Clay Sci. 2020, 185, 105366. [Google Scholar] [CrossRef]
- Komadel, P.; Madejová, J.; Stucki, J.W. Structural Fe(III) reduction in smectites. Appl. Clay Sci. 2006, 34, 88–94. [Google Scholar] [CrossRef]
- Guggenheim, S.; Krekeler, M.P.S. Chapter 1—The Structures and Microtextures of the Palygorskite–Sepiolite Group Minerals. In Developments in Clay Science; Galàn, E., Singer, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; Volume 3, pp. 3–32. [Google Scholar]
- Suárez, M.; García-Romero, E. Chapter 2—Advances in the Crystal Chemistry of Sepiolite and Palygorskite. In Developments in Clay Science; Galàn, E., Singer, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; Volume 3, pp. 33–65. [Google Scholar]
- Nagy, B.; Bradley, W.F. The Structural Scheme of Sepiolite. Clay Miner. Bull. 1954, 2, 203. [Google Scholar] [CrossRef]
- Tian, G.; Han, G.; Wang, F.; Liang, J. 3—Sepiolite Nanomaterials: Structure, Properties and Functional Applications. In Nanomaterials from Clay Minerals; Wang, A., Wang, W., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 135–201. [Google Scholar]
- Erdoğan Alver, B. Hydrogen adsorption on natural and sulphuric acid treated sepiolite and bentonite. Int. J. Hydrog. Energy 2018, 43, 831–838. [Google Scholar] [CrossRef]
- Zhou, F.; Yan, C.; Zhang, Y.; Tan, J.; Wang, H.; Zhou, S.; Pu, S. Purification and defibering of a Chinese sepiolite. Appl. Clay Sci. 2016, 124–125, 119–126. [Google Scholar] [CrossRef]
- Zhuang, G.; Gao, J.; Chen, H.; Zhang, Z. A new one-step method for physical purification and organic modification of sepiolite. Appl. Clay Sci. 2018, 153, 1–8. [Google Scholar] [CrossRef]
- Leblanc, J.L. Rubber–filler interactions and rheological properties in filled compounds. Prog. Polym. Sci. 2002, 27, 627–687. [Google Scholar] [CrossRef]
- Di Credico, B.; Tagliaro, I.; Cobani, E.; Conzatti, L.; D’Arienzo, M.; Giannini, L.; Mascotto, S.; Scotti, R.; Stagnaro, P.; Tadiello, L. A Green Approach for Preparing High-Loaded Sepiolite/Polymer Biocomposites. Nanomaterials 2019, 9, 46. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Carignani, E.; Cobani, E.; Martini, F.; Nardelli, F.; Borsacchi, S.; Calucci, L.; Di Credico, B.; Tadiello, L.; Giannini, L.; Geppi, M. Effect of sepiolite treatments on the oxidation of sepiolite/natural rubber nanocomposites prepared by latex compounding technique. Appl. Clay Sci. 2020, 189, 105528. [Google Scholar] [CrossRef]
- Hou, C.; Gao, L.; Yu, H.; Sun, Y.; Yao, J.; Zhao, G.; Liu, Y. Preparation of magnetic rubber with high mechanical properties by latex compounding method. J. Magn. Magn. Mater. 2016, 407, 252–261. [Google Scholar] [CrossRef]
- Fernandes, F.M.; Ruiz-Hitzky, E. Assembling nanotubes and nanofibres: Cooperativeness in sepiolite–carbon nanotube materials. Carbon 2014, 72, 296–303. [Google Scholar] [CrossRef]
- Ruiz-Hitzky, E.; Ruiz-García, C.; Fernandes, F.M.; Lo Dico, G.; Lisuzzo, L.; Prevot, V.; Darder, M.; Aranda, P. Sepiolite-Hydrogels: Synthesis by Ultrasound Irradiation and Their Use for the Preparation of Functional Clay-Based Nanoarchitectured Materials. Front. Chem. 2021, 9, 733105. [Google Scholar] [CrossRef]
- Jiménez-López, A.; López-González, J.d.D.; Ramīrez-Sāenz, A.; Rodrīguez-Reinoso, F.; Valenzuela-Calahorro, C.; Zurita-Herrera, L. Evolution of surface area in a sepiolite as a function of acid and heat treatments. Clay Miner. 1978, 13, 375–385. [Google Scholar] [CrossRef]
- Hayeemasae, N.; Ismail, H. Reinforcement of epoxidized natural rubber through the addition of sepiolite. Polym. Compos. 2019, 40, 924–931. [Google Scholar] [CrossRef]
- Raji, M.; Mekhzoum, M.E.M.; Rodrigue, D.; Qaiss, A.e.k.; Bouhfid, R. Effect of silane functionalization on properties of polypropylene/clay nanocomposites. Compos. Part B Eng. 2018, 146, 106–115. [Google Scholar] [CrossRef]
- Peinado, V.; García, L.; Fernández, Á.; Castell, P. Novel lightweight foamed poly(lactic acid) reinforced with different loadings of functionalised Sepiolite. Compos. Sci. Technol. 2014, 101, 17–23. [Google Scholar] [CrossRef]
- Wang, F.; Feng, L.; Tang, Q.; Liang, J.; Liu, H.; Liu, H. Effect of Modified Sepiolite Nanofibers on Properties of cis-Polybutadiene Rubber Composite Nanomaterials. J. Nanomater. 2013, 2013, 369409. [Google Scholar]
- Mohd Zaini, N.A.; Samsudin, D.; Rusli, A.; Ismail, H. Curing, thermal, tensile and flammability characteristics of sepiolite/ethylene propylene diene monomer rubber composites with glut palmitate salt and silane coupling agents. Polym. Compos. 2022, 43, 4721–4736. [Google Scholar] [CrossRef]
- López Valentín, J.; Rodríguez Díaz, A.; Ibarra Rueda, L.; González Hernández, L. Effect of a natural magnesium silicate treated with a new coupling agent on the properties of ethylene–propylene–diene rubber compounds. J. Appl. Polym. Sci. 2004, 91, 1489–1493. [Google Scholar] [CrossRef]
- Kim, K.-J.; Vanderkooi, J. Moisture effects on improved hydrolysis reaction for TESPT and TESPD-silica compounds. Compos. Interfaces 2004, 11, 471–488. [Google Scholar] [CrossRef]
- Yin, C.; Zhang, Q.; Liu, J.; Liu, L.; Gu, J. Preparation, properties of In-situ silica modified styrene-butadiene rubber and its silica-filled composites. Polym. Compos. 2018, 39, 22–28. [Google Scholar] [CrossRef]
- Hayeemasae, N.; Masa, A.; Othman, N.; Surya, I. Viable Properties of Natural Rubber/Halloysite Nanotubes Composites Affected by Various Silanes. Polymers 2023, 15, 29. [Google Scholar] [CrossRef]
- Li, Q.; Li, X.; Lee, D.-H.; Fan, Y.; Nam, B.-U.; Lee, J.-E.; Cho, U.-R. Hybrid of bamboo charcoal and silica by tetraethoxysilane hydrolysis over acid catalyst reinforced styrene-butadiene rubber. J. Appl. Polym. Sci. 2018, 135, 46219. [Google Scholar] [CrossRef]
- Vollet, D.R.; Barreiro, L.A.; Paccola, C.E.T.; Awano, C.M.; De Vicente, F.S.; Yoshida, M.; Donatti, D.A. A kinetic modeling for the ultrasound-assisted and oxalic acid-catalyzed hydrolysis of 3-glycidoxypropyltrimethoxysilane. J. Sol-Gel Sci. Technol. 2016, 80, 873–880. [Google Scholar] [CrossRef] [Green Version]
- Negrete; Letoffe, J.-M.; Putaux, J.-L.; David, L.; Bourgeat-Lami, E. Aqueous Dispersions of Silane-Functionalized Laponite Clay Platelets. A First Step toward the Elaboration of Water-Based Polymer/Clay Nanocomposites. Langmuir 2004, 20, 1564–1571. [Google Scholar] [CrossRef]
- Zhong, B.; Jia, Z.; Luo, Y.; Guo, B.; Jia, D. Preparation of halloysite nanotubes supported 2-mercaptobenzimidazole and its application in natural rubber. Compos. Part A Appl. Sci. Manuf. 2015, 73, 63–71. [Google Scholar] [CrossRef]
- Sun, Y.; Cheng, Z.; Zhang, L.; Jiang, H.; Li, C. Promoting the dispersibility of silica and interfacial strength of rubber/silica composites prepared by latex compounding. J. Appl. Polym. Sci. 2020, 137, 49526. [Google Scholar] [CrossRef]
- Flory, P.J. Statistical Mechanics of Swelling of Network Structures. J. Chem. Phys. 1950, 18, 108–111. [Google Scholar] [CrossRef]
- ISO 37:2005; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. ISO: Geneva, Switzerland, 2005.
- ISO 34-1:2015; Rubber, Vulcanized or Thermoplastic—Determination of Tear Strength—Part 1: Trouser, Angle and Crescent Test Pieces. ISO: Geneva, Switzerland, 2015.
- ISO 4649:2017; Rubber, Vulcanized or Thermoplastic—Determination of Abrasion Resistance Using a Rotating Cylindrical Drum Device. ISO: Geneva, Switzerland, 2017.
- Tartaglione, G.; Tabuani, D.; Camino, G. Thermal and morphological characterisation of organically modified sepiolite. Microporous Mesoporous Mater. 2008, 107, 161–168. [Google Scholar] [CrossRef]
- Doğan, M.; Turhan, Y.; Alkan, M.; Namli, H.; Turan, P.; Demirbaş, Ö. Functionalized sepiolite for heavy metal ions adsorption. Desalination 2008, 230, 248–268. [Google Scholar] [CrossRef]
- Yan, W.; Liu, D.; Tan, D.; Yuan, P.; Chen, M. FTIR spectroscopy study of the structure changes of palygorskite under heating. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2012, 97, 1052–1057. [Google Scholar] [CrossRef] [PubMed]
- Abali, S.; Aydin, Y.A. Silanization of sepiolite with various silane coupling agents for enhancing oil uptake capacity. Sep. Sci. Technol. 2023, 58, 586–597. [Google Scholar] [CrossRef]
- Duquesne, E.; Moins, S.; Alexandre, M.; Dubois, P. How can Nanohybrids Enhance Polyester/Sepiolite Nanocomposite Properties? Macromol. Chem. Phys. 2007, 208, 2542–2550. [Google Scholar] [CrossRef]
- Ruiz, R.; del Moral, J.C.; Pesquera, C.; Benito, I.; González, F. Reversible folding in sepiolite: Study by thermal and textural analysis. Thermochim. Acta 1996, 279, 103–110. [Google Scholar] [CrossRef]
- Nagata, H.; Shimoda, S.; Sudo, T. On Dehydration of Bound Water of Sepiolite. Clays Clay Miner. 1974, 22, 285–291. [Google Scholar] [CrossRef]
- García, N.; Guzmán, J.; Benito, E.; Esteban-Cubillo, A.; Aguilar, E.; Santarén, J.; Tiemblo, P. Surface Modification of Sepiolite in Aqueous Gels by Using Methoxysilanes and Its Impact on the Nanofiber Dispersion Ability. Langmuir 2011, 27, 3952–3959. [Google Scholar] [CrossRef] [PubMed]
- Payne, A.R.; Whittaker, R.E. Low Strain Dynamic Properties of Filled Rubbers. Rubber Chem. Technol. 1971, 44, 440–478. [Google Scholar] [CrossRef]
- Wang, Z.-P.; Zhang, H.; Liu, Q.; Wang, S.-J.; Yan, S.-K. Effects of Interface on the Dynamic Hysteresis Loss and Static Mechanical Properties of Illite Filled SBR Composites. Chin. J. Polym. Sci. 2022, 40, 1493–1502. [Google Scholar] [CrossRef]
- Yan, H.; Sun, K.; Zhang, Y.; Zhang, Y.; Fan, Y. Effects of silane coupling agents on the vulcanization characteristics of natural rubber. J. Appl. Polym. Sci. 2004, 94, 1511–1518. [Google Scholar] [CrossRef]
- Rooj, S.; Das, A.; Thakur, V.; Mahaling, R.N.; Bhowmick, A.K.; Heinrich, G. Preparation and properties of natural nanocomposites based on natural rubber and naturally occurring halloysite nanotubes. Mater. Des. 2010, 31, 2151–2156. [Google Scholar] [CrossRef]
- He, S.; Xue, Y.; Lin, J.; Zhang, L.; Du, X.; Chen, L. Effect of silane coupling agent on the structure and mechanical properties of nano-dispersed clay filled styrene butadiene rubber. Polym. Compos. 2016, 37, 890–896. [Google Scholar] [CrossRef]
- Lipińska, M.; Imiela, M. Morphology, rheology and curing of (ethylene-propylene elastomer/hydrogenate acrylonitrile-butadiene rubber) blends reinforced by POSS and organoclay. Polym. Test. 2019, 75, 26–37. [Google Scholar] [CrossRef]
- Wu, X. Natural rubber/graphene oxide composites: Effect of sheet size on mechanical properties and strain-induced crystallization behavior. Express Polym. Lett. 2015, 9, 672–685. [Google Scholar] [CrossRef]
- Cao, L.; Sinha, T.K.; Tao, L.; Li, H.; Zong, C.; Kim, J.K. Synergistic reinforcement of silanized silica-graphene oxide hybrid in natural rubber for tire-tread fabrication: A latex based facile approach. Compos. Part B Eng. 2019, 161, 667–676. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Name | Functional Group | Structural Formula | M (g/mol) |
|---|---|---|---|
| Triethoxyvinylsilane (VTES) | vinyl |  | 190.31 |
| 3-Mercaptopropyltriethoxysilane (MPTES) | mercapto |  | 238.42 |
| Bis[3-(triethoxysilyl)propyl] tetrasulfide (TESPT) | tetrasulfide |  | 538.95 |
| Materials | Sep/NR | VSep/NR | MSep/NR | TSep/NR |
|---|---|---|---|---|
| Masterbatches | 120 b | 120 | 120 | 120 |
| VTES | 0 | 2 | 0 | 0 |
| MPTES | 0 | 0 | 2 | 0 |
| TESPT | 0 | 0 | 0 | 2 |
| zinc oxide | 5 | 5 | 5 | 5 |
| stearic acid | 5 | 5 | 5 | 5 |
| Accelerator CZ | 2 | 2 | 2 | 2 |
| Accelerator DM | 1 | 1 | 1 | 1 |
| sulfur | 2 | 2 | 2 | 2 |
| Materials | Weight Loss/% | Modifier/% | Grafted Amount/(mequiv/g) | ||
|---|---|---|---|---|---|
| 40–150 °C | 150–650 °C a | 650–800 °C | |||
| Sep | 7.50 | 5.90 | 1.02 | - | - |
| VTES-Sep | 5.57 | 8.73 | 1.06 | 2.83 | 0.282 |
| MPTES-Sep | 5.13 | 9.56 | 1.66 | 3.66 | 0.251 |
| TESPT-Sep | 4.27 | 11.06 | 2.28 | 5.16 | 0.120 |
| Samples | t10/min | t90/min | ML/dN∙m | MH/dN∙m | MH−ML/dN∙m |
|---|---|---|---|---|---|
| Sep/NR | 5.29 | 8.89 | 0.84 | 10.09 | 9.25 |
| VSep/NR | 5.37 | 11.19 | 0.57 | 10.21 | 9.64 |
| MSep/NR | 3.33 | 6.94 | 0.57 | 10.55 | 9.98 |
| TSep/NR | 4.91 | 8.39 | 0.65 | 10.81 | 10.16 |
| Samples | Modulus at 100%/MPa | Modulus at 300%/MPa | Tensile Strength/MPa | Elongation at Break/% | Tear Strength/N·mm−1 |
|---|---|---|---|---|---|
| Sep/NR | 3.45 ± 0.33 | 8.82 ± 0.88 | 30.0 ± 1.8 | 618 ± 58 | 49.6 ± 1.7 |
| VSep/NR | 3.61 ± 0.27 | 10.28 ± 0.91 | 29.98 ± 2.1 | 640 ± 47 | 50.3 ± 2.0 |
| MSep/NR | 4.14 ± 0.15 | 14.99 ± 0.53 | 23.4 ± 1.1 | 476 ± 35 | 58.1 ± 1.5 |
| TSep/NR | 4.43 ± 0.19 | 16.87 ± 0.62 | 25.5 ± 1.6 | 450 ± 36 | 60.3 ± 1.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, Z.; Zhou, D.; Chen, Q.; Xin, Z. Effect of Different Silane Coupling Agents In-Situ Modified Sepiolite on the Structure and Properties of Natural Rubber Composites Prepared by Latex Compounding Method. Polymers 2023, 15, 1620. https://doi.org/10.3390/polym15071620
Hou Z, Zhou D, Chen Q, Xin Z. Effect of Different Silane Coupling Agents In-Situ Modified Sepiolite on the Structure and Properties of Natural Rubber Composites Prepared by Latex Compounding Method. Polymers. 2023; 15(7):1620. https://doi.org/10.3390/polym15071620
Chicago/Turabian StyleHou, Zhanfeng, Dawei Zhou, Qi Chen, and Zhenxiang Xin. 2023. "Effect of Different Silane Coupling Agents In-Situ Modified Sepiolite on the Structure and Properties of Natural Rubber Composites Prepared by Latex Compounding Method" Polymers 15, no. 7: 1620. https://doi.org/10.3390/polym15071620