

Geometric Analysis of Three-Dimensional Woven Fabric with in-Plane Auxetic Behavior

Abstract
:1. Introduction
2. Methodology
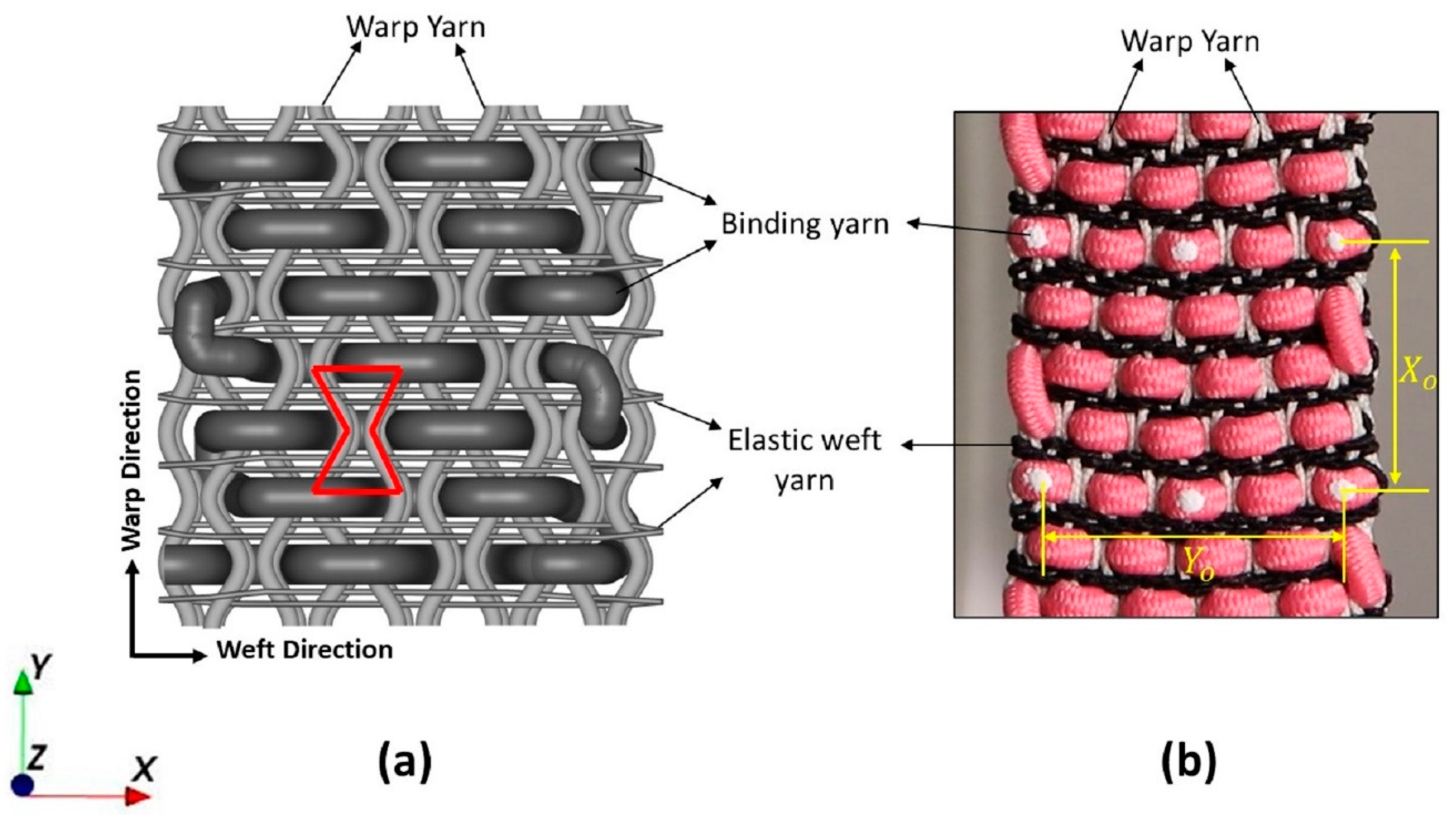
2.1. Structure Design and Fabric Formation
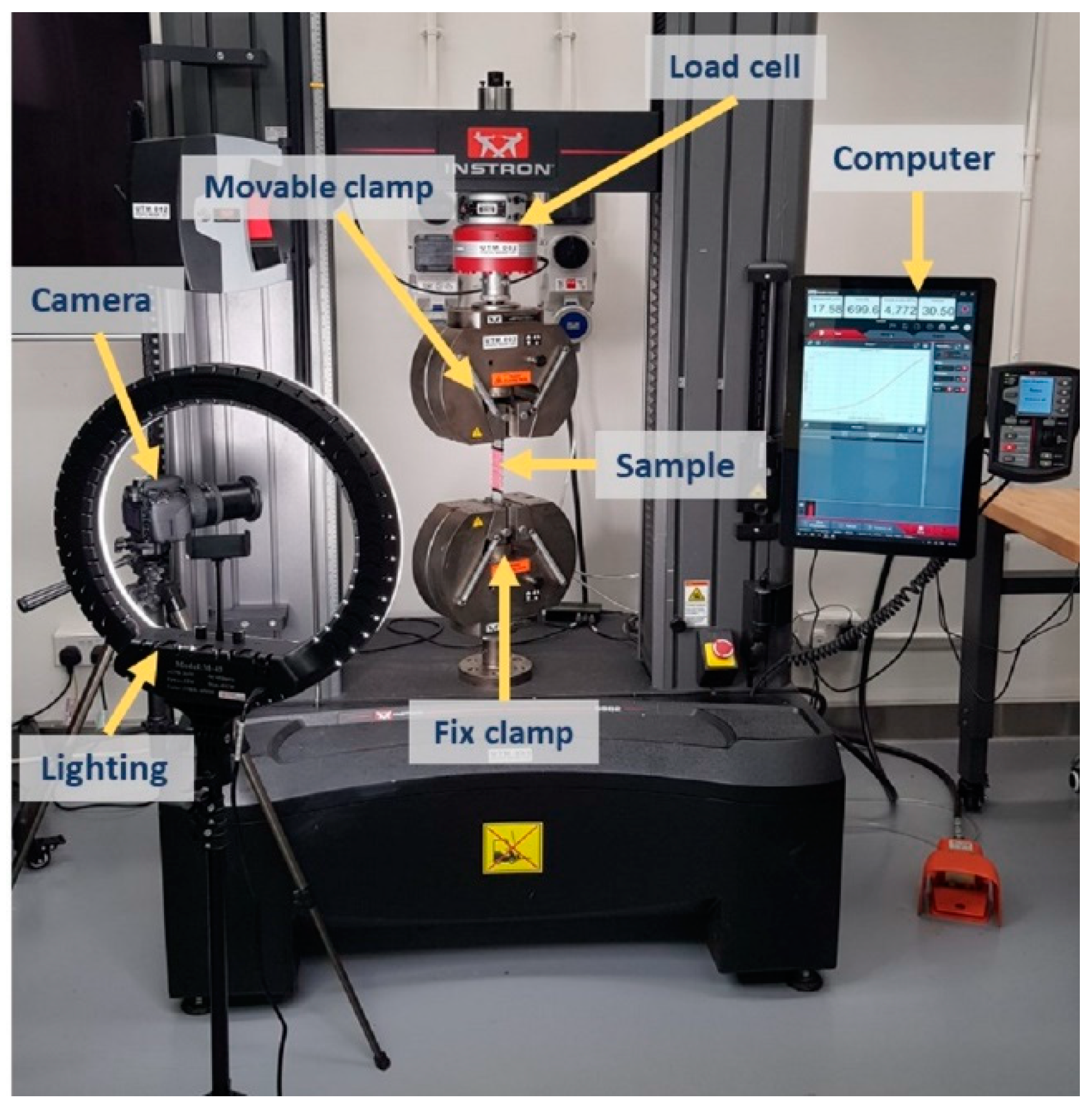
2.2. Tensile Test and Measurement of Negative Poisson’s Ratio
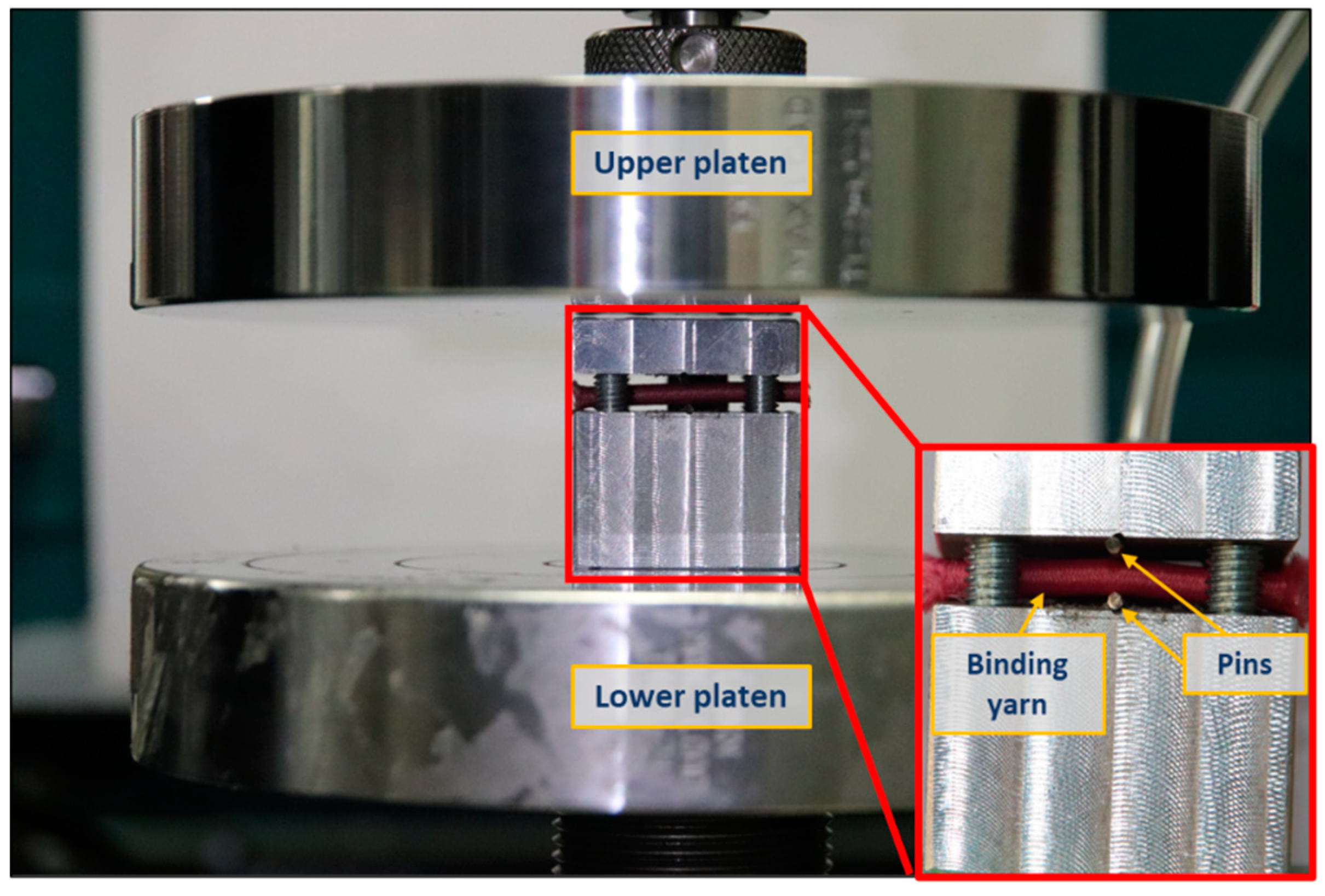
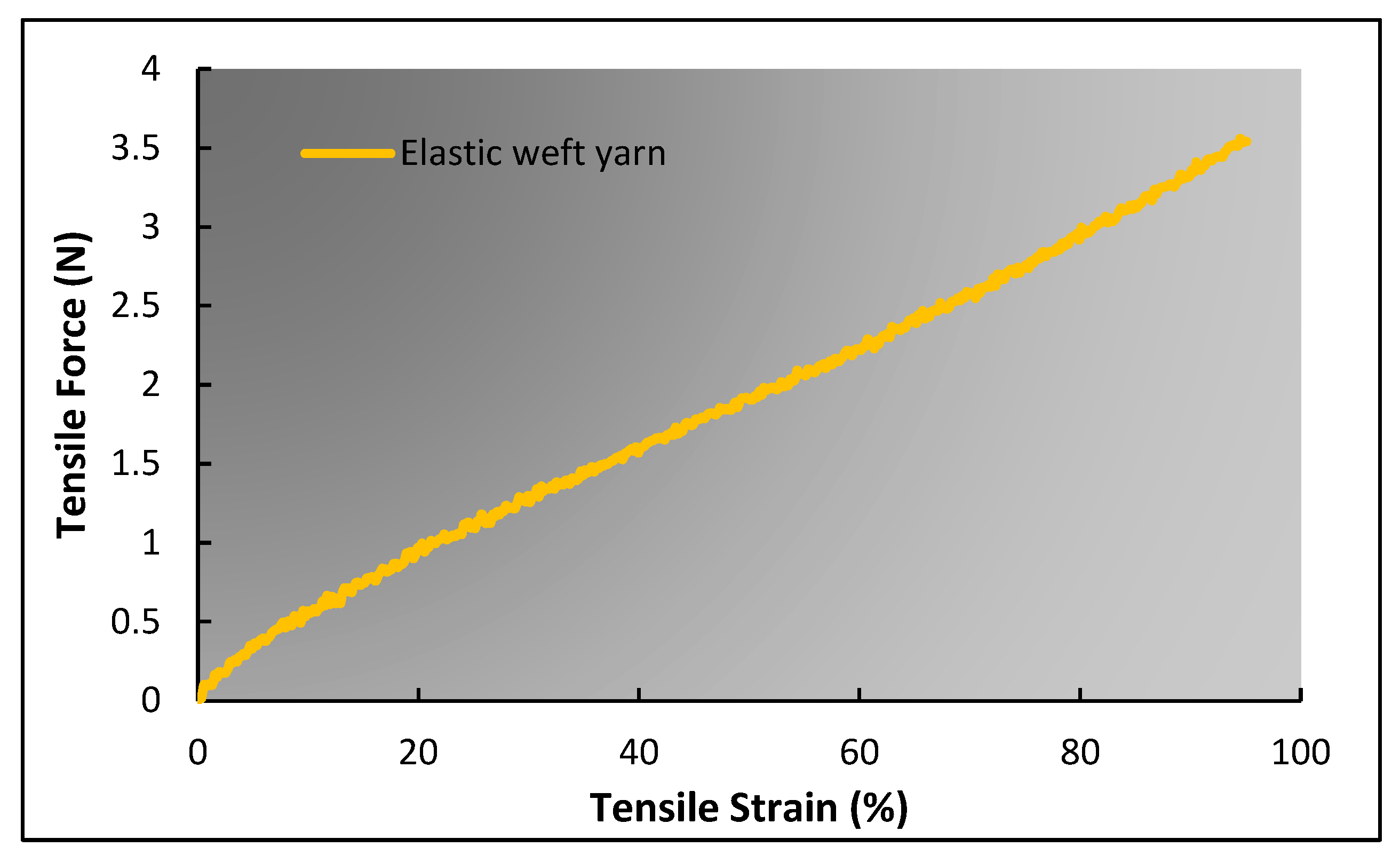
2.3. Yarns Analysis
2.4. Geometrical Analysis
- —initial diameter of binding yarn.
- —diameter of warp yarn at the initial state and during the first stage of deformation.
- —diameter of warp yarn during the second stage of deformation.
- —length of warp yarn between the centers of the two binding yarns at the initial state and during the first stage of deformation.
- —length of warp yarn between the centers of the two binding yarns during the second stage of deformation.
- —initial inclination angle of warp yarn.
- —inclination angle of warp yarn in a deformed state.
- —sum of the radii of binding yarn and warp yarn at the initial state.
- —sum of the radii of binding yarn and warp yarn during the first stage of deformation.
- —sum of the radii of binding yarn and warp yarn during the second stage of deformation.
- —height of binding yarn after compression.
- —width of binding yarn after compression.
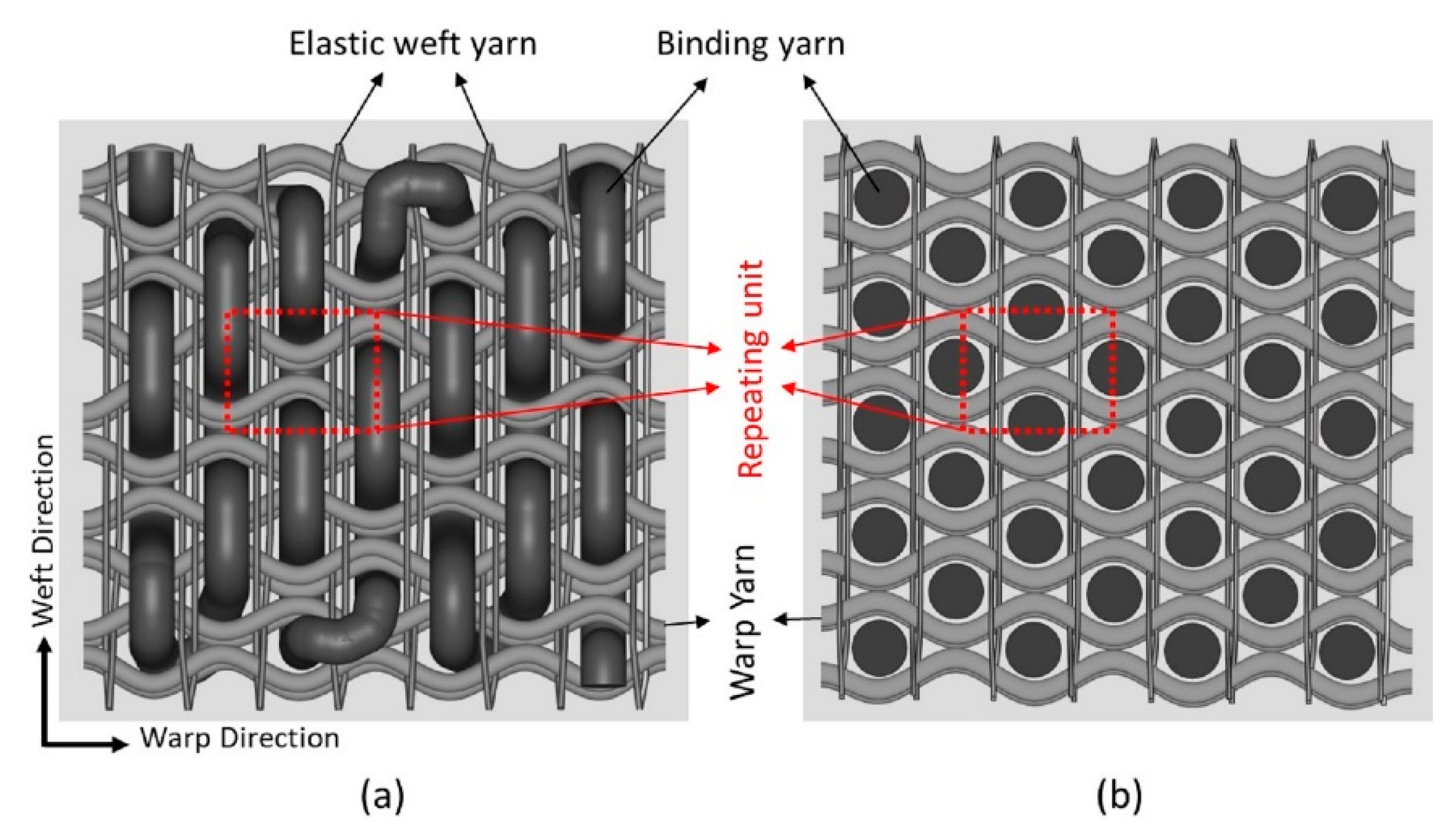
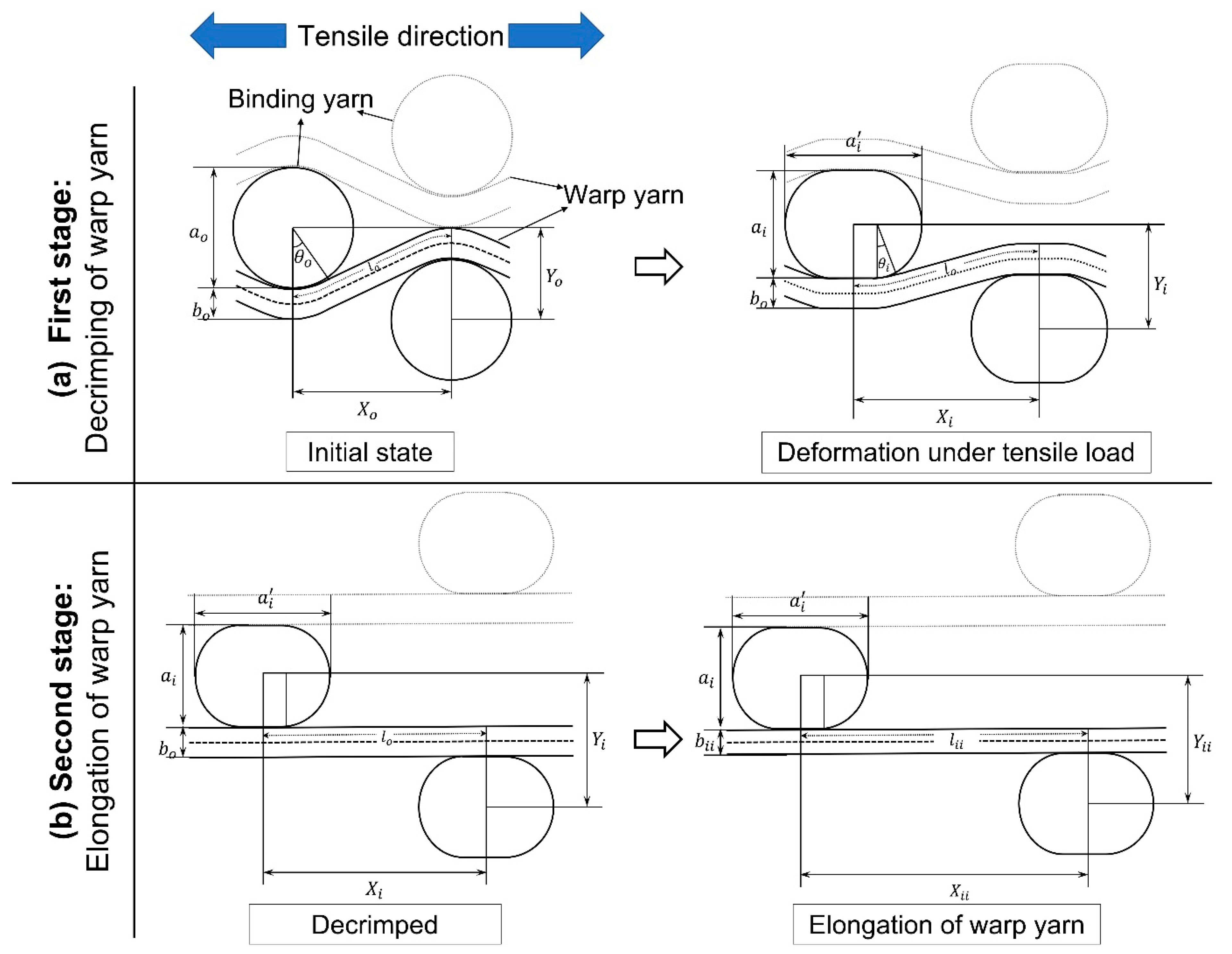
- Figure 4 represent the schematic diagram of the 3D auxetic woven structure while the detailed geometry of the unit cell of the structure is illustrated in Figure 5. It is assumed that all the repeating unit cells are similar in size and shape in the initial state and deformed symmetrically during extension.
- In the geometrical model, the presentation of an elastic weft yarn has been omitted because the warp and binding yarn analysis is suitable enough to predict the auxetic behavior. However, the effect of the elastic weft yarn, i.e., causing compression to the binding yarn during tensile loading, was included.
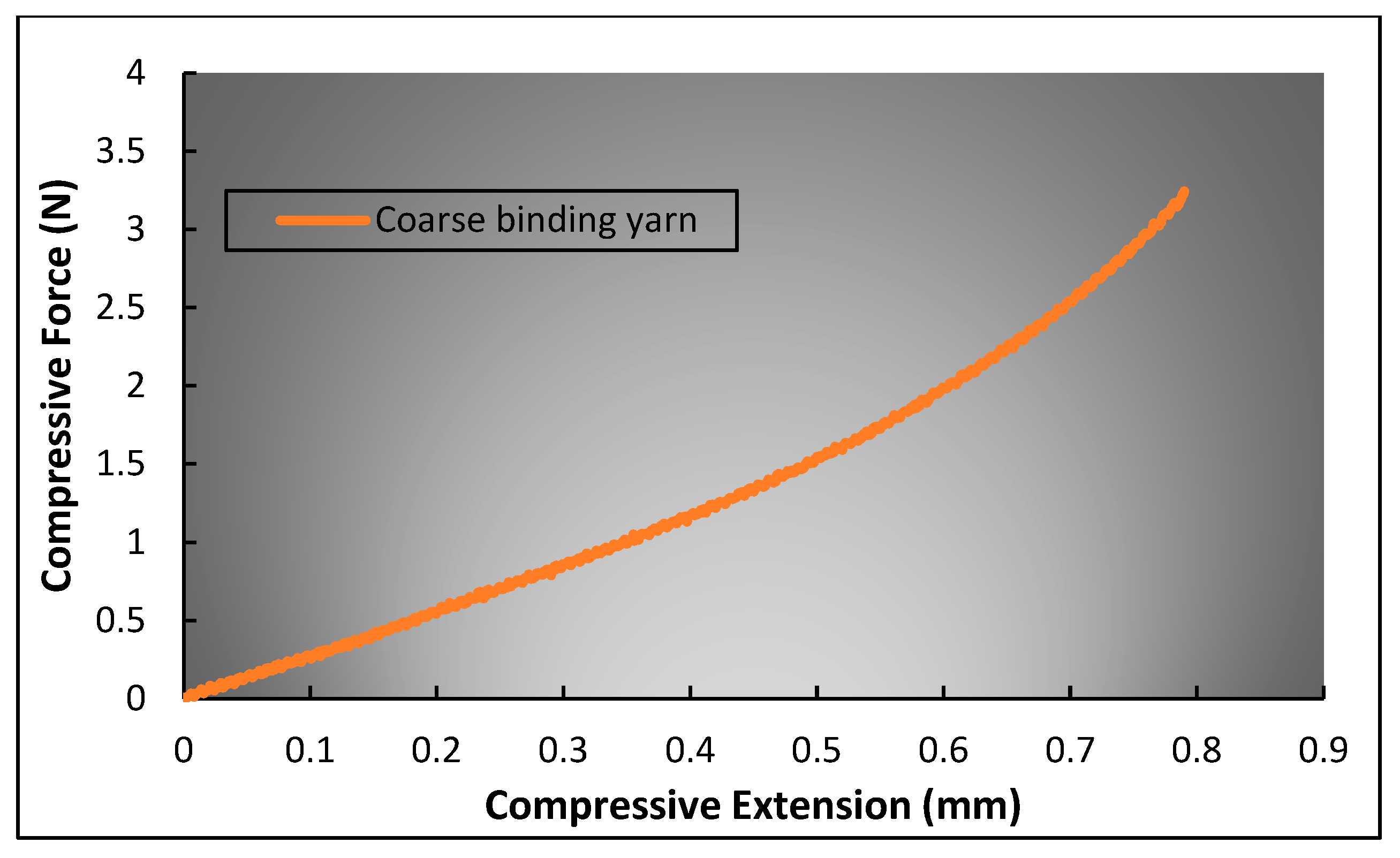
- The initial cross-section of the binding yarn is circular, which, during compression, changes to a race track shape due to the compression of the warp yarns caused by the restoring force of the elastic weft yarns. However, the cross-sectional area of the binding yarn remains constant all the time.
- The warp yarns are crimped by the binding yarns at the initial state. It is assumed that the part of the warp yarn that is in contact with the binding yarn is circular, while the non-contact part is straight and tangent to the circular part.
- There is no slippage at the contact points of binding and warp yarns during tensile deformation.
- During tensile stretching, the structure deforms in two stages: decrimping (Figure 5a) and elongation (Figure 5b) of the warp yarns under tensile loading. Furthermore, it is also assumed that at the decrimping stage, the cross-section of binding yarn changes from a circular one to a race track one, while the diameter of warp yarn remains unchanged. However, in the elongation stage, there is no further change to the dimensions of the race-track-shaped binding yarn, while the diameter of the warp yarn changes due to elongation.
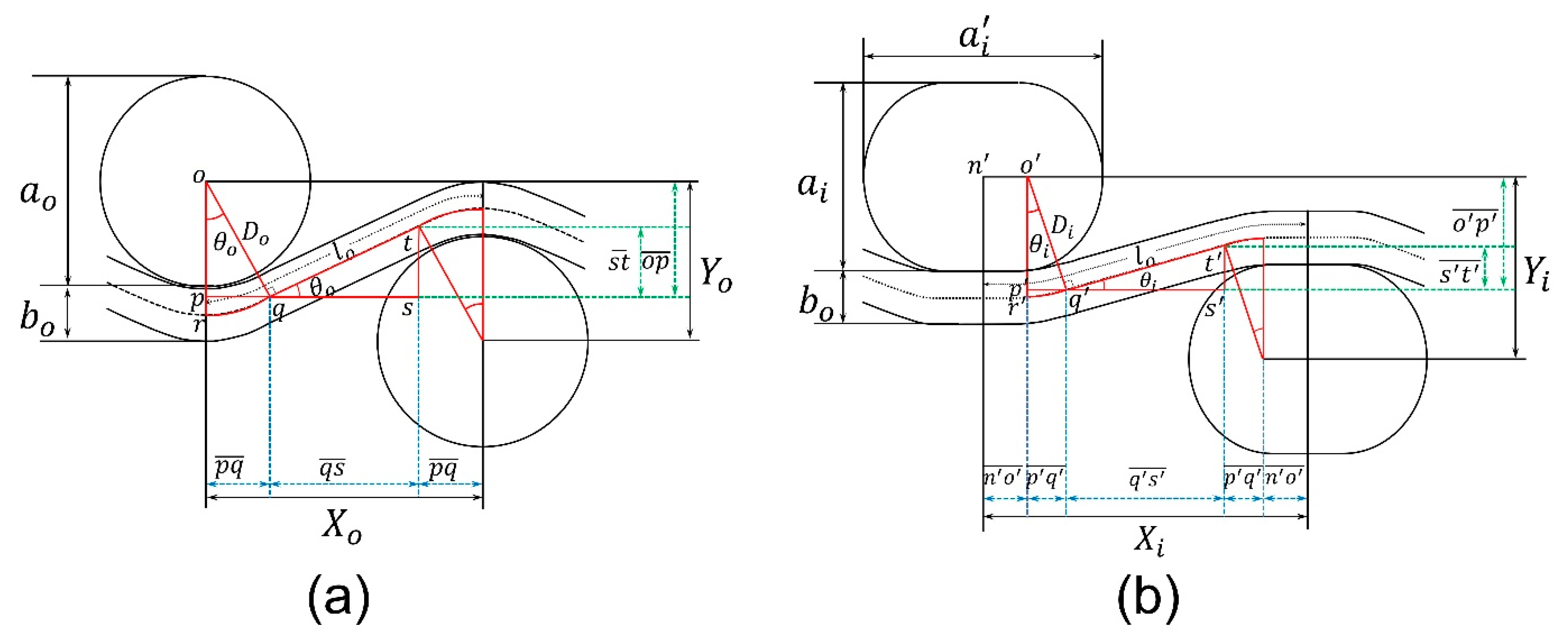
- First stage: In the first stage of deformation, the warp yarns start decrimping at a constant rate and become fully straight at a particular tensile strain. In this stage, the length and diameter of the warp yarn remain constant, as shown in Figure 5a. Based on the above assumptions, the geometrical model of the first stage can be re-illustrated in detail, as shown in Figure 6.From Figure 6, the initial distance () between the centers of two binding yarns is given by:The length of and in terms of yarn’s parameters can be calculated by solving right angle triangles and , respectively.Whereas:By solving Equations (4)–(6), the following relation can be obtainedSubstituting Equations (3) and (7) into Equation (2) gives the following relationLikewise, the initial height () between the centers of two binding yarns is given asTo solve and , the following relation can be made for andSubstituting Equations (5) and (6) into Equation (11) gives the following equationSubstituting Equations (10) and (12) into Equation (9) gives the following relationThis relation can be used for calculating the initial height () using the inclination angle (), however, can also be calculated simply by using the following relation.Similarly, the distance between the centers of the two binding yarns at a deformed state (), is given below.Whereas:By solving the right triangles and , the lengths and can be expressed with Equations (17) and (18), respectively.Substituting Equations (16)–(18) into Equation (15) gives the following relationThe height, between the coarse binding yarns can express mathematically as,From and , and can be expressed in the following EquationsSubstituting Equations (21) and (22) into Equation (20) gives the following relationAs both the lateral and longitudinal strains in the initial and deformed states are known, the PR ) for the first stage of deformation can be calculated. By putting Equations (8), (13), (19), and (23) into Equation (1), the following relation can be obtained
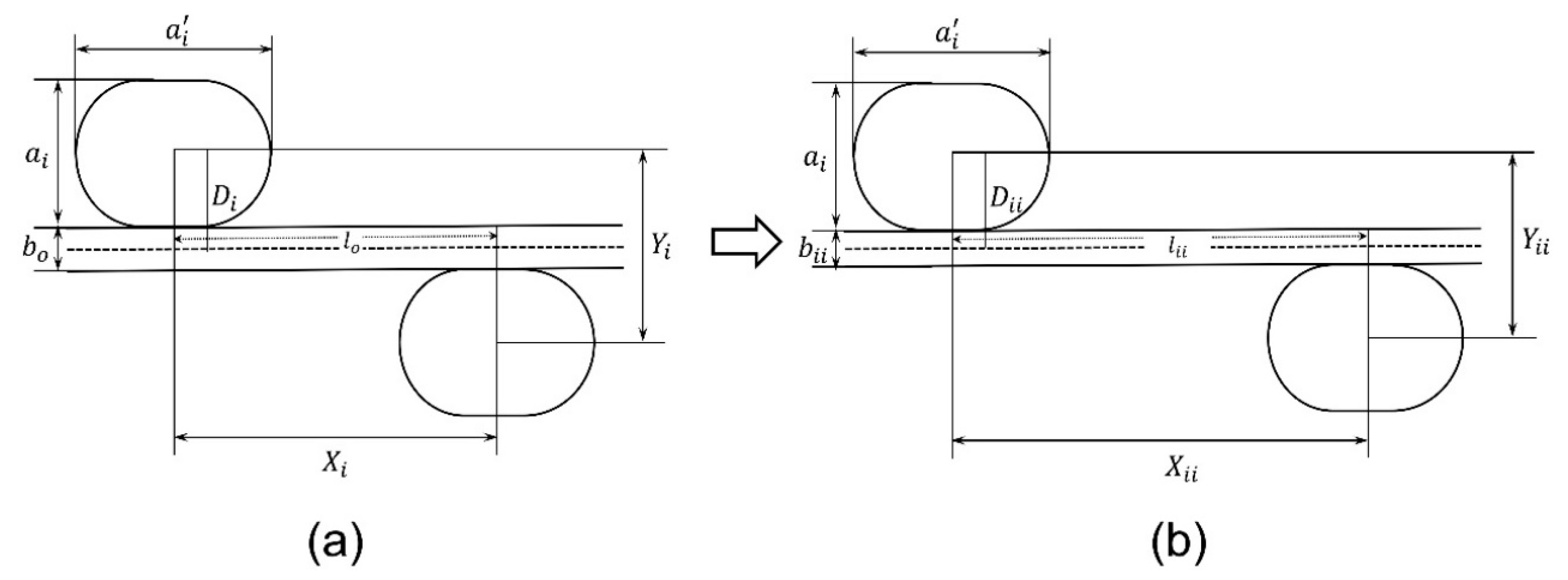
- Second stage: As the warp yarns become decrimped and become fully straight in the first stage, they then elongate at a constant rate due to the applied tensile loading. In addition, the warp yarn’s diameter will also decrease due to elongation, as shown in Figure 7.
3. Results and Discussion
3.1. Experimental Observation
3.1.1. Determining the Poisson’s Ratio during the First Stage of Deformation
3.1.2. Determining the Poisson’s Ratio during the Second Stage of Deformation
3.2. Prediction of Auxetic Behavior
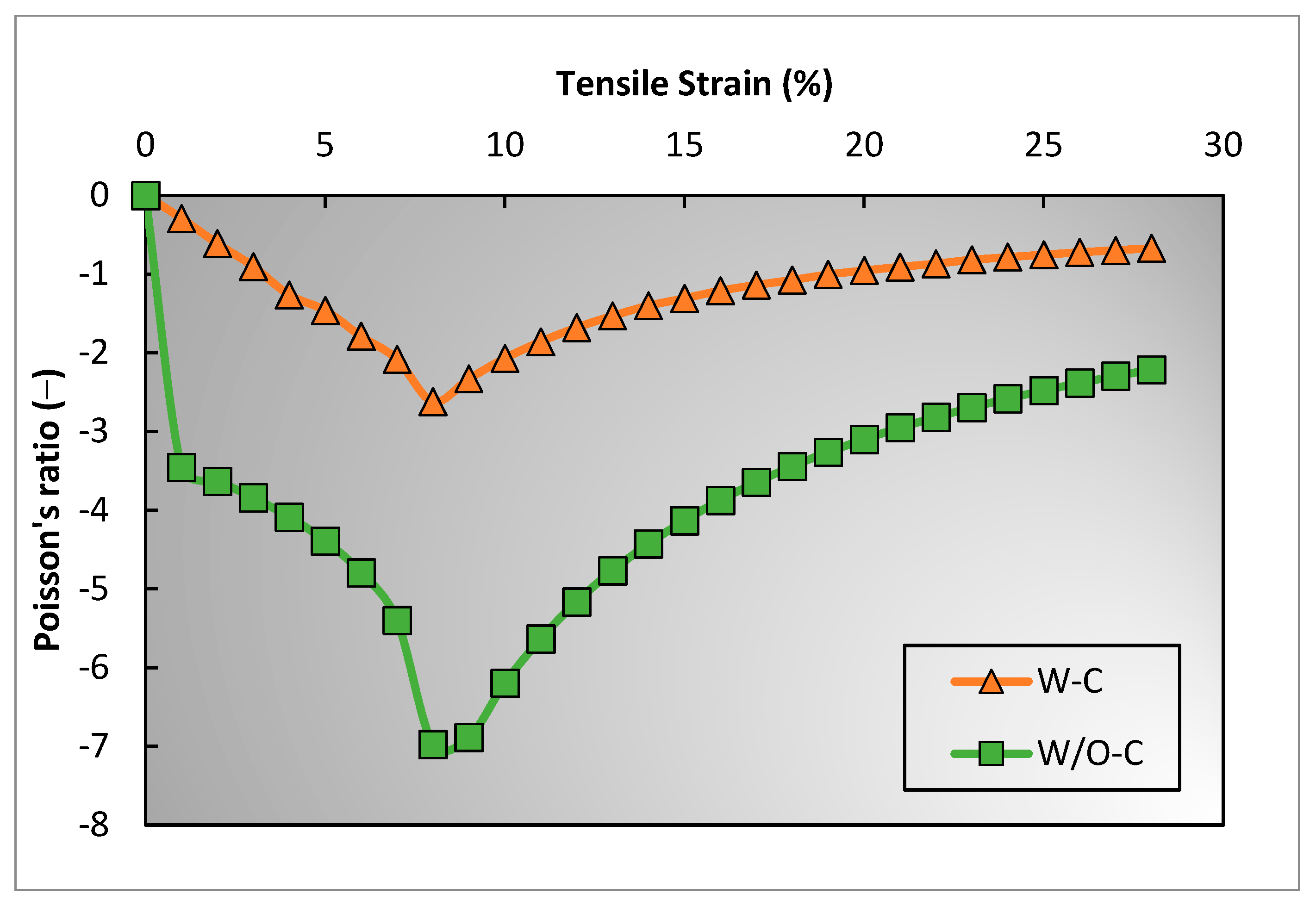
3.2.1. Effect of Binding Yarn Compression
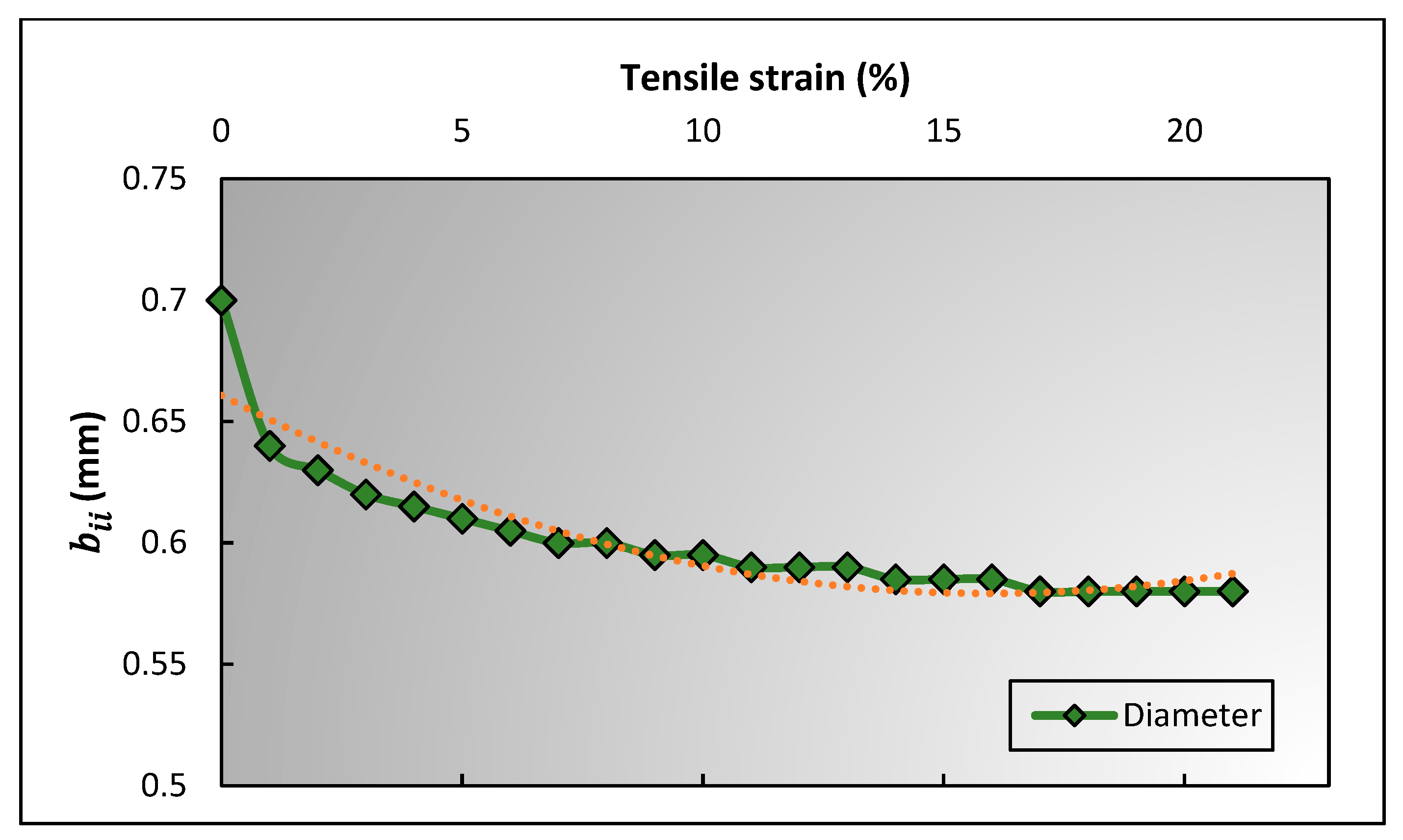
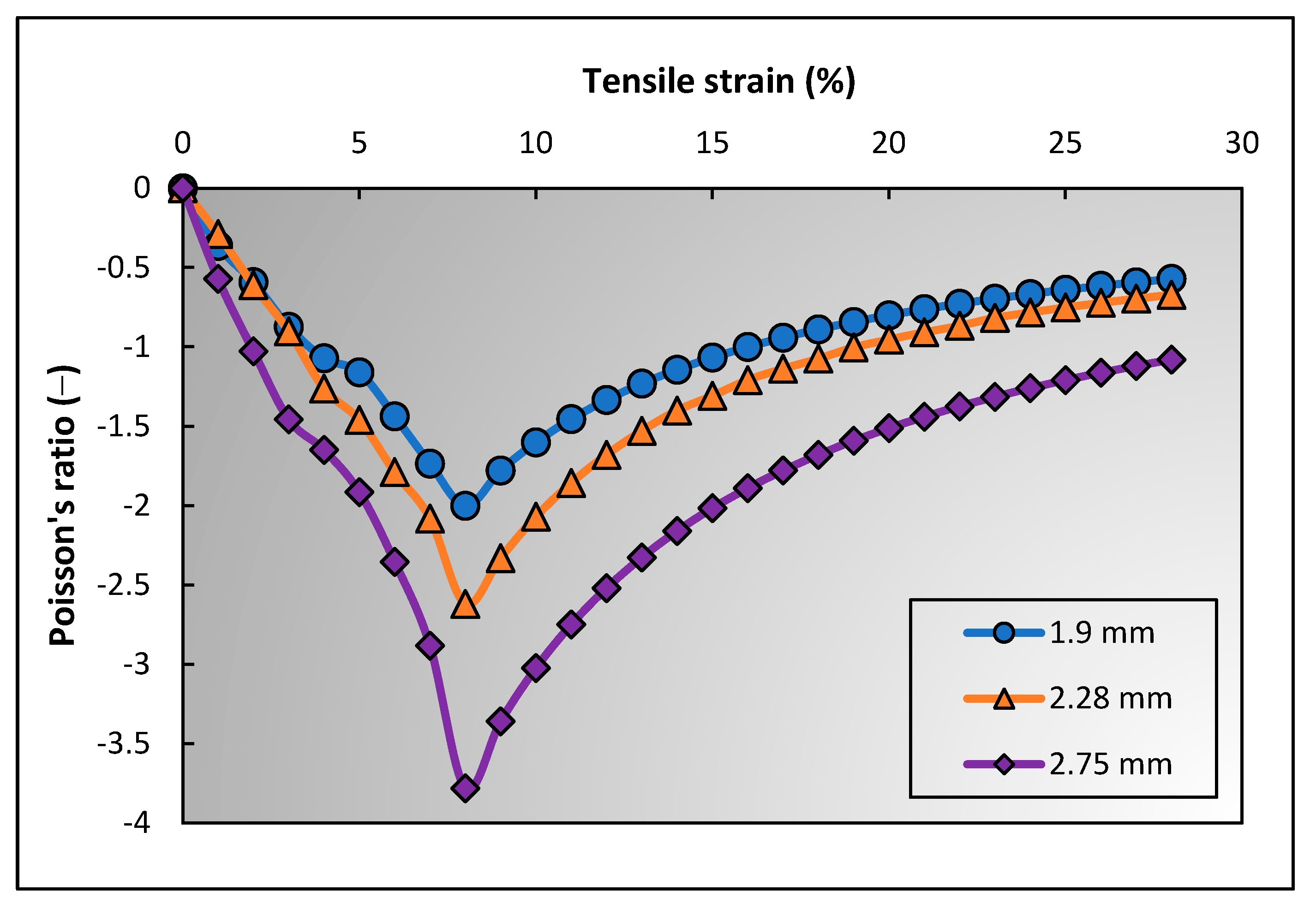
3.2.2. Effect of Binding Yarn Diameter
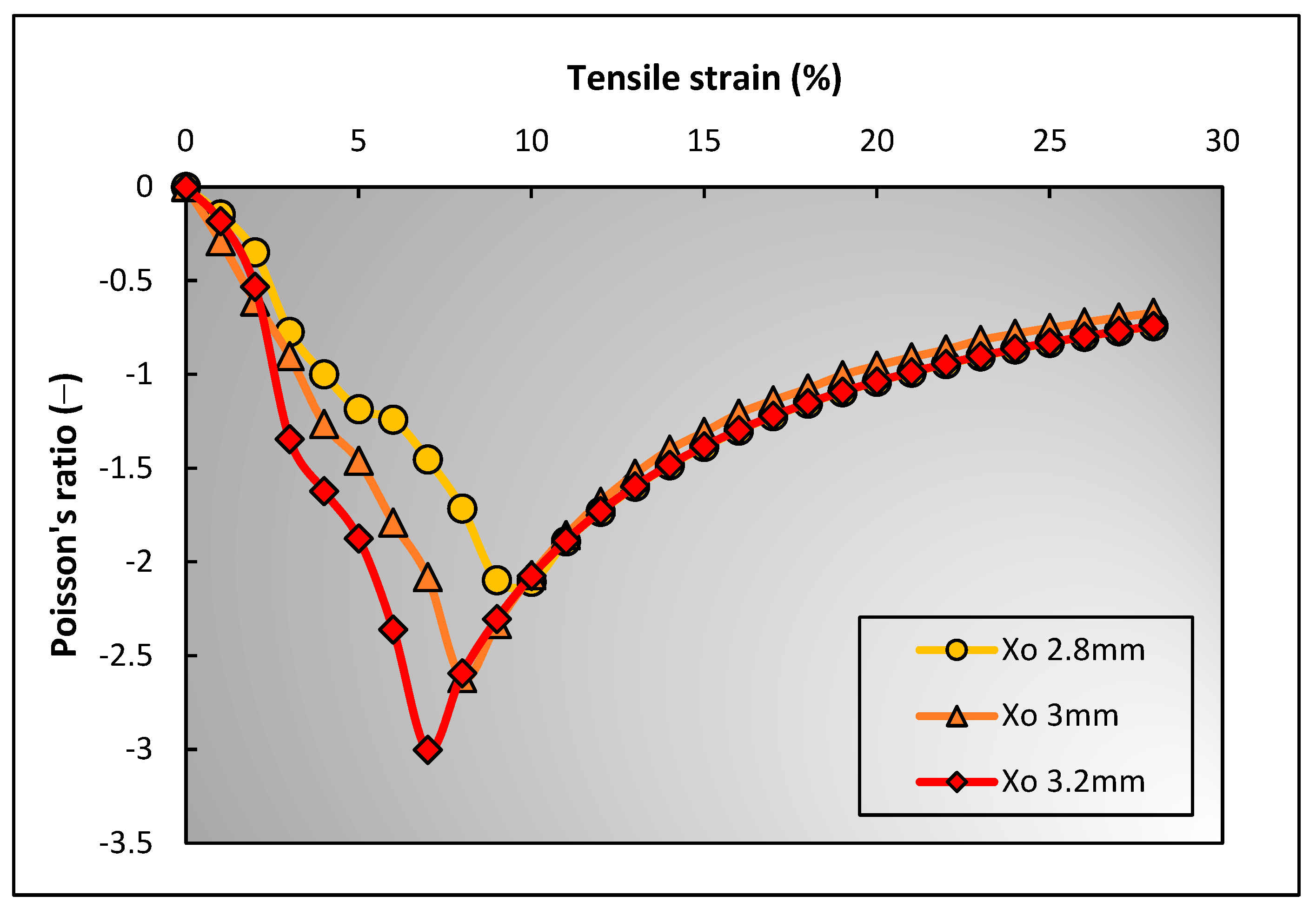
3.2.3. Effect of Binding Yarn Spacing
4. Conclusions
- As the geometrical model is based on the micro-level analysis of the structure, therefore, it is useful to predict the auxetic behavior with given yarn parameters. Additionally, it can help to find specific reasons for the NPR effect in relation to a particular parameter.
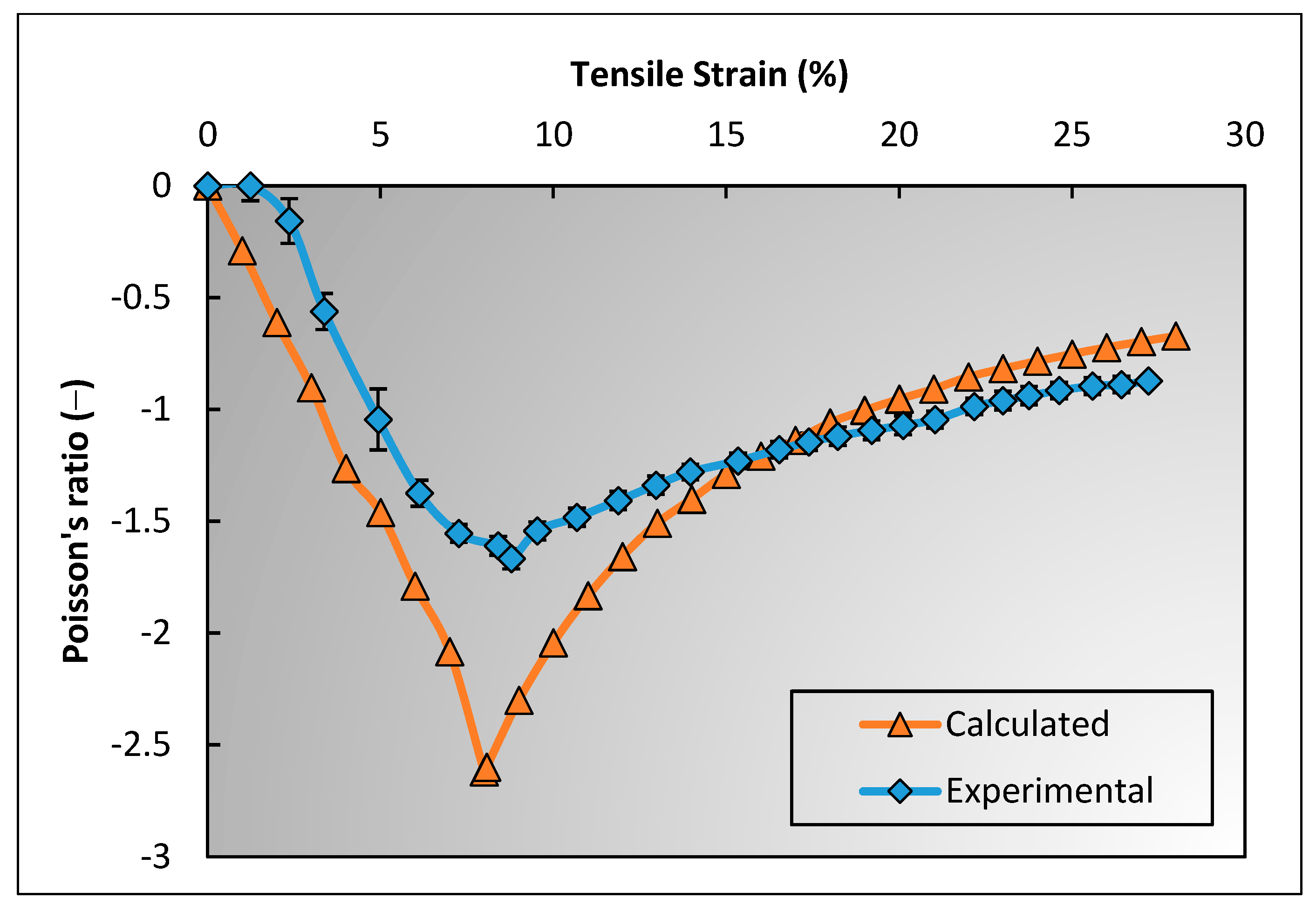
- Good agreements are observed between the experimental results and the results obtained from the established empirical equations based on the geometrical analysis.
- It was found from the geometric analysis that the compression that is applied to binding yarns during lateral expansion significantly affects the NPR of the structure, i.e., the NPR decreases by 62.5% after the compression of the coarse binding yarn. Therefore, the compressive stiffness of binding yarn should be considered carefully.
- The diameter of binding yarn and the spacing between the two binding yarns affect the lateral crimp percentage of the warp yarn. Both the diameter and spacing of binding yarns have an inverse relationship with the crimp percentage of the warp yarn. For example, the PR of the samples are −2.1 and −3.0 when the binding yarn spacing is 2.8 mm and 3.2 mm, respectively.
- The lateral crimp of warp yarn has a strong relationship with the NPR of the structure. The NPR increases if the crimping degree is lower and decreases if the crimping degree is higher. For example, when the lateral crimping of warp yarn is 8.09%, the PR is −2.0, while the PR for a lateral crimping of 7.95% is −3.78.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Hu, H. A Review on Auxetic Structures and Polymeric Materials. Sci. Res. Essays 2010, 5, 1052–1063. [Google Scholar]
- Ravirala, N.; Alderson, K.L.; Davies, P.J.; Simkins, V.R.; Alderson, A. Negative Poisson’s Ratio Polyester Fibers. Text. Res. J. 2006, 76, 540–546. [Google Scholar] [CrossRef]
- Alderson, K.L.; Alderson, A.; Smart, G.; Simkins, V.R.; Davies, P.J. Auxetic Polypropylene Fibres:Part 1—Manufacture and Characterisation. Plast. Rubber Compos. 2002, 31, 344–349. [Google Scholar] [CrossRef]
- Alderson, K.; Evans, K. The Fabrication of Microporous Polyethylene Having a Negative Poisson’s Ratio. Polymer (Guildf.) 1992, 33, 4435–4438. [Google Scholar] [CrossRef]
- Caddock, B.D.; Evans, K.E. Microporous Materials with Negative Poisson’s Ratios. I. Microstructure and Mechanical Properties. J. Phys. D Appl. Phys. 1989, 22, 1877–1882. [Google Scholar] [CrossRef]
- Miller, W.; Hook, P.B.; Smith, C.W.; Wang, X.; Evans, K.E. The Manufacture and Characterisation of a Novel, Low Modulus, Negative Poisson’s Ratio Composite. Compos. Sci. Technol. 2009, 69, 651–655. [Google Scholar] [CrossRef]
- Gao, Y.; Chen, X.; Studd, R. Experimental and Numerical Study of Helical Auxetic Yarns. Text. Res. J. 2021, 91, 1290–1301. [Google Scholar] [CrossRef]
- Sloan, M.R.; Wright, J.R.; Evans, K.E. The Helical Auxetic Yarn—A Novel Structure for Composites and Textiles; Geometry, Manufacture and Mechanical Properties. Mech. Mater. 2011, 43, 476–486. [Google Scholar] [CrossRef]
- Zulifqar, A.; Hua, T.; Hu, H. Development of Uni-Stretch Woven Fabrics with Zero and Negative Poisson’s Ratio. Text. Res. J. 2018, 88, 2076–2092. [Google Scholar] [CrossRef]
- Ali, M.; Zeeshan, M.; Qadir, M.B.; Ahmad, S.; Nawab, Y.; Anjum, A.S.; Riaz, R. Development and Comfort Characterization of 2D Woven Auxetic Fabric for Wearable and Medical Textile Applications. J. Cloth. Text. 2018, 36, 199–214. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, H. Auxetic Materials and Their Potential Applications in Textiles. Text. Res. J. 2014, 84, 1600–1611. [Google Scholar] [CrossRef]
- Cao, H.; Zulifqar, A.; Hua, T.; Hu, H. Bi-Stretch Auxetic Woven Fabrics Based on Foldable Geometry. Text. Res. J. 2019, 89, 2694–2712. [Google Scholar] [CrossRef]
- Ali, M.; Zeeshan, M.; Qadir, M.B.; Riaz, R.; Ahmad, S.; Nawab, Y.; Anjum, A.S. Development and Mechanical Characterization of Weave Design Based 2D Woven Auxetic Fabrics for Protective Textiles. Fibers Polym. 2018, 19, 2431–2438. [Google Scholar] [CrossRef]
- Zeeshan, M.; Ali, M.; Riaz, R.; Anjum, A.S.; Nawab, Y.; Qadir, M.B.; Ahmad, S. Optimizing the Auxetic Geometry Parameters in Few Yarns Based Auxetic Woven Fabrics for Enhanced Mechanical Properties Using Grey Relational Analysis. J. Nat. Fibers 2022, 19, 4594–4605. [Google Scholar] [CrossRef]
- Ahmed, H.I.; Umair, M.; Nawab, Y.; Hamdani, S.T.A. Development of 3D Auxetic Structures Using Para-Aramid and Ultra-High Molecular Weight Polyethylene Yarns. J. Text. Inst. 2021, 112, 1417–1427. [Google Scholar] [CrossRef]
- Khan, M.I.; Akram, J.; Umair, M.; Hamdani, S.T.; Shaker, K.; Nawab, Y.; Zeeshan, M. Development of Composites, Reinforced by Novel 3D Woven Orthogonal Fabrics with Enhanced Auxeticity. J. Ind. Text. 2019, 49, 676–690. [Google Scholar] [CrossRef]
- Ge, Z.; Hu, H. Innovative Three-Dimensional Fabric Structure with Negative Poisson’s Ratio for Composite Reinforcement. Text. Res. J. 2013, 83, 543–550. [Google Scholar] [CrossRef]
- Zhao, S.; Hu, H.; Kamrul, H.; Chang, Y.; Zhang, M. Development of Auxetic Warp Knitted Fabrics Based on Reentrant Geometry. Text. Res. J. 2020, 90, 344–356. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, H. 3D Auxetic Warp-Knitted Spacer Fabrics. Phys. Status Solidi. 2014, 251, 281–288. [Google Scholar] [CrossRef]
- Glazzard, M.; Breedon, P. Weft-Knitted Auxetic Textile Design. Phys. Status Solidi 2014, 251, 267–272. [Google Scholar] [CrossRef]
- Boakye, A.; Chang, Y.; Rafiu, K.R.; Ma, P. Design and Manufacture of Knitted Tubular Fabric with Auxetic Effect. J. Text. Inst. 2018, 109, 596–602. [Google Scholar] [CrossRef]
- Bhullar, S.K.; Ko, J.; Cho, Y.; Jun, M.B.G. Fabrication and Characterization of Nonwoven Auxetic Polymer Stent. Polym. Plast. Technol. Eng. 2015, 54, 1553–1559. [Google Scholar] [CrossRef]
- Verma, P.; Shofner, M.L.; Lin, A.; Wagner, K.B.; Griffin, A.C. Inducing Out-of-Plane Auxetic Behavior in Needle-Punched Nonwovens. Phys. Status Solidi. 2015, 252, 1455–1464. [Google Scholar] [CrossRef]
- Yuping, C.; Liu, Y.; Hong, H. Deformation Behavior of Auxetic Laminated Fabrics with Rotating Square Geometry. Text. Res. J. 2022, 92, 4652–4665. [Google Scholar] [CrossRef]
- Shukla, S.; Behera, B.K. Auxetic Fibrous Structures and Their Composites: A Review. Compos. Struct. 2022, 290, 115530. [Google Scholar] [CrossRef]
- Wright, J.R.; Burns, M.K.; James, E.; Sloan, M.R.; Evans, K.E. On the Design and Characterisation of Low-Stiffness Auxetic Yarns and Fabrics. Text. Res. J. 2012, 82, 645–654. [Google Scholar] [CrossRef]
- Ng, W.; Hu, H. Woven Fabrics Made of Auxetic Plied Yarns. Polymers 2018, 10, 226. [Google Scholar] [CrossRef] [Green Version]
- Etemadi, E.; Gholikord, M.; Zeeshan, M.; Hu, H. Improved Mechanical Characteristics of New Auxetic Structures Based on Stretch-Dominated-Mechanism Deformation under Compressive and Tensile Loadings. Thin-Walled Struct. 2023, 184, 110491. [Google Scholar] [CrossRef]
- Zulifqar, A.; Hu, H. Development of Bi-Stretch Auxetic Woven Fabrics Based on Re-Entrant Hexagonal Geometry. Phys. Status Solidi. Basic Res. 2019, 256, 1800172. [Google Scholar] [CrossRef] [Green Version]
- Liaqat, M.; Samad, H.A.; Hamdani, S.T.A.; Nawab, Y. The Development of Novel Auxetic Woven Structure for Impact Applications. J. Text. Inst. 2017, 108, 1264–1270. [Google Scholar] [CrossRef]
- Zeeshan, M.; Hu, H.; Zulifqar, A. Three-Dimensional Narrow Woven Fabric with in-Plane Auxetic Behavior. Text. Res. J. 2022, 92, 4695–4708. [Google Scholar] [CrossRef]
- Msalilwa, L.R.; Kyosev, Y.; Rawal, A.; Kumar, U. Investigation of the Bending Rigidity of Double Braided Ropes. In Recent Developments in Braiding and Narrow Weaving; Kyosev, Y., Ed.; Springer International Publishing: Cham, Germany, 2016; pp. 47–57. [Google Scholar]
- ASTM D5035-11; Standard Test Method for Breaking Force and Elongation of Textile Fabrics (Strip Method). ASTM International: West Conshohocken, PA, USA, 2019.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yarn | Material | Type | Diameter (mm) | Tensile Modulus (MPa) | Tensile Strength (N) | Bending Stiffness (×10−6 Nm2) |
|---|---|---|---|---|---|---|
| Warp yarn | Polyester multi-filament | Braided yarn | 0.70 | 153 | 106 | - |
| Binding yarn | Polyester-wrapped PU | Braided yarn | 2.28 | 8 | 203 | 0.66 |
| Elastic weft yarn | Polyester-wrapped PU | Braided yarn | 0.62 | 3 | 14 | - |
| State | Tensile Strain (%) | (mm) | (mm) | (mm) | (mm) | (mm) | (rad) | (mm) | PR | |
|---|---|---|---|---|---|---|---|---|---|---|
| Initial state | 0 | 2.28 | 0.70 | 1.490 | 3.000 | 1.840 | 0.460 | 3.242 | 0 | |
| Under tensile deformation | First stage | 1 | 2.19 | 0.70 | 1.447 | 3.030 | 1.845 | 0.436 | 3.242 | −0.29 |
| 2 | 2.12 | 0.70 | 1.410 | 3.060 | 1.862 | 0.408 | 3.242 | −0.61 | ||
| 3 | 2.05 | 0.70 | 1.377 | 3.090 | 1.890 | 0.376 | 3.242 | −0.90 | ||
| 4 | 2.00 | 0.70 | 1.351 | 3.120 | 1.933 | 0.337 | 3.242 | −1.26 | ||
| 5 | 1.93 | 0.70 | 1.316 | 3.150 | 1.974 | 0.295 | 3.242 | −1.46 | ||
| 6 | 1.87 | 0.70 | 1.286 | 3.180 | 2.037 | 0.243 | 3.242 | −1.79 | ||
| 7 | 1.78 | 0.70 | 1.245 | 3.210 | 2.108 | 0.177 | 3.242 | −2.08 | ||
| 8 | 1.62 | 0.70 | 1.158 | 3.240 | 2.226 | 0.047 | 3.242 | −2.61 | ||
| 8.07 | 1.62 | 0.70 | 1.113 | 3.242 | 2.226 | 0 | 3.242 | −2.59 | ||
| Second stage | 9 | 1.62 | 0.62 | 1.110 | 3.270 | 2.221 | 0 | 3.27 | −2.33 | |
| 10 | 1.62 | 0.61 | 1.108 | 3.300 | 2.216 | 0 | 3.3 | −2.07 | ||
| 11 | 1.62 | 0.60 | 1.105 | 3.330 | 2.211 | 0 | 3.33 | −1.86 | ||
| And so on | ||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeeshan, M.; Hu, H.; Etemadi, E. Geometric Analysis of Three-Dimensional Woven Fabric with in-Plane Auxetic Behavior. Polymers 2023, 15, 1326. https://doi.org/10.3390/polym15051326
Zeeshan M, Hu H, Etemadi E. Geometric Analysis of Three-Dimensional Woven Fabric with in-Plane Auxetic Behavior. Polymers. 2023; 15(5):1326. https://doi.org/10.3390/polym15051326
Chicago/Turabian StyleZeeshan, Muhammad, Hong Hu, and Ehsan Etemadi. 2023. "Geometric Analysis of Three-Dimensional Woven Fabric with in-Plane Auxetic Behavior" Polymers 15, no. 5: 1326. https://doi.org/10.3390/polym15051326