
Sorption Properties of PET Copolyesters and New Approach for Foaming with Filament Extrusion Additive Manufacturing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
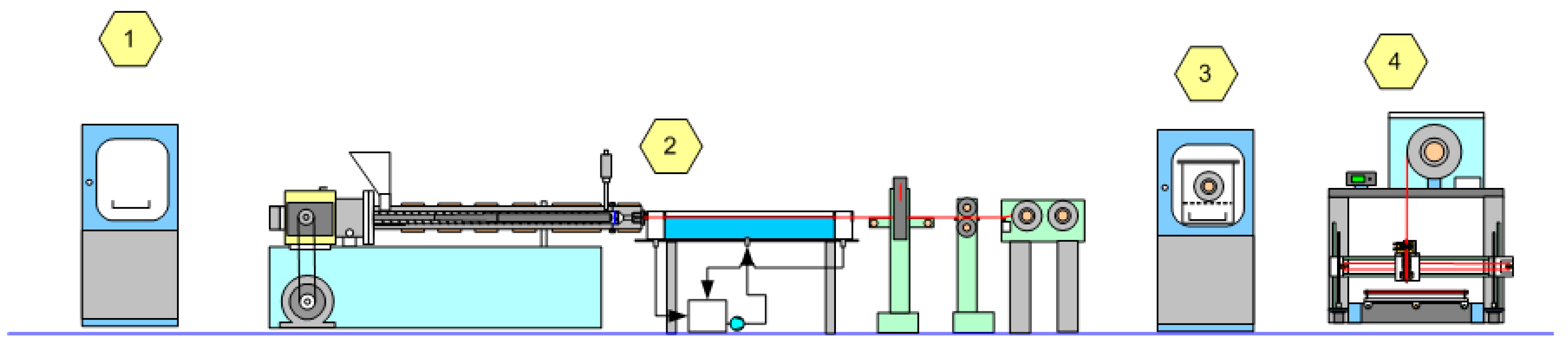
2.2. Experimental Setup
2.3. Characterization
3. Results and Discussions
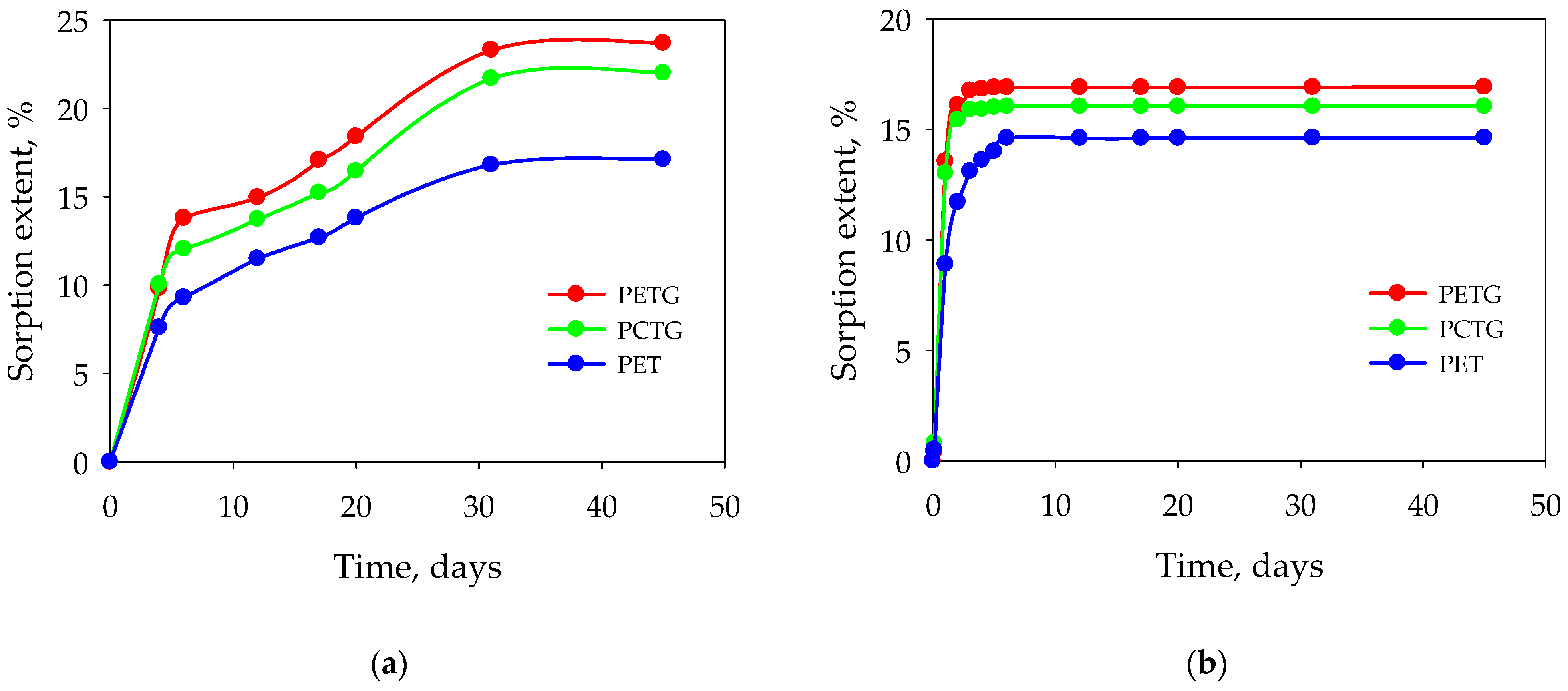
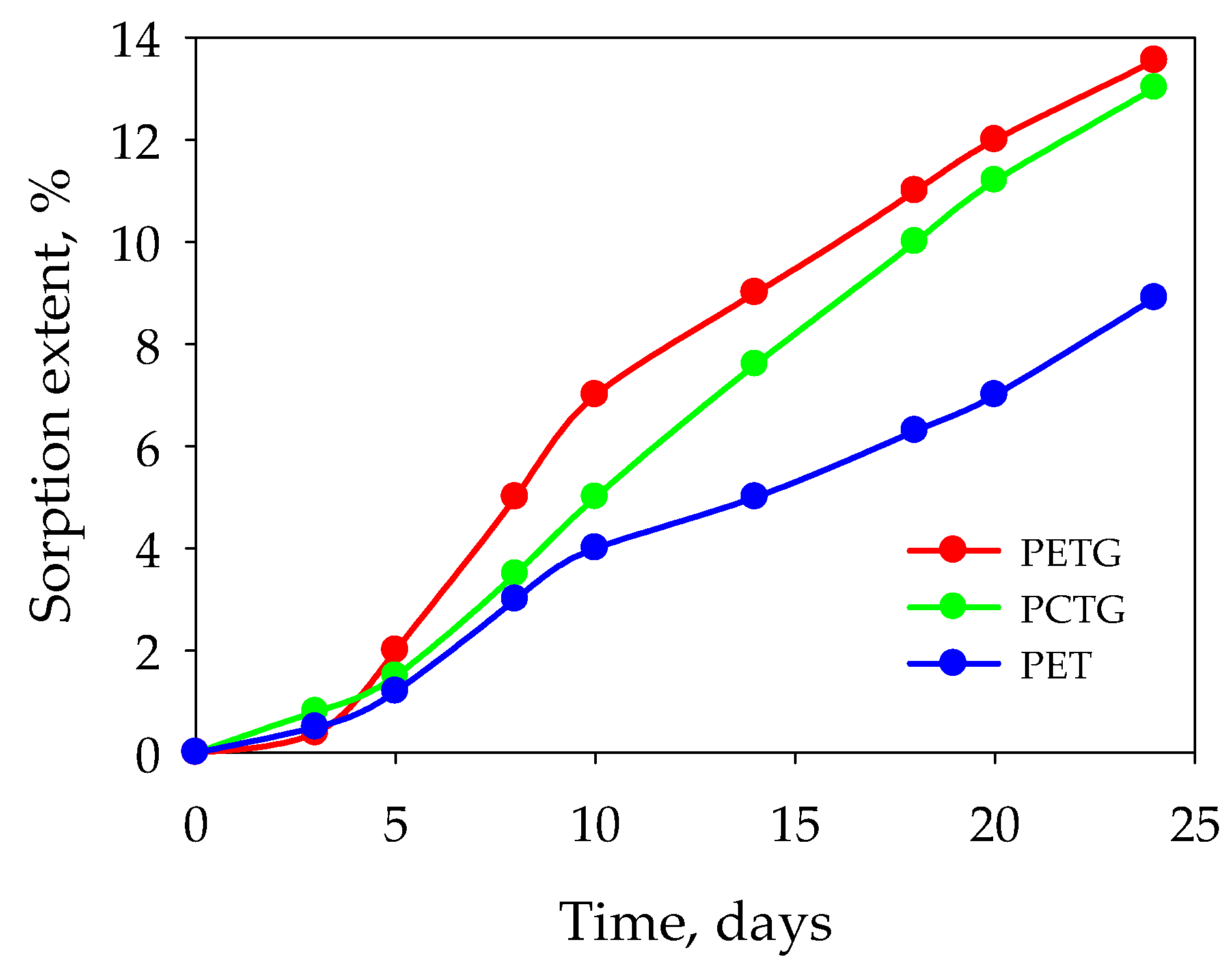
3.1. Liquid-Phase and Vapor-Phase Sorption of Ethyl Acetate for Polyesters
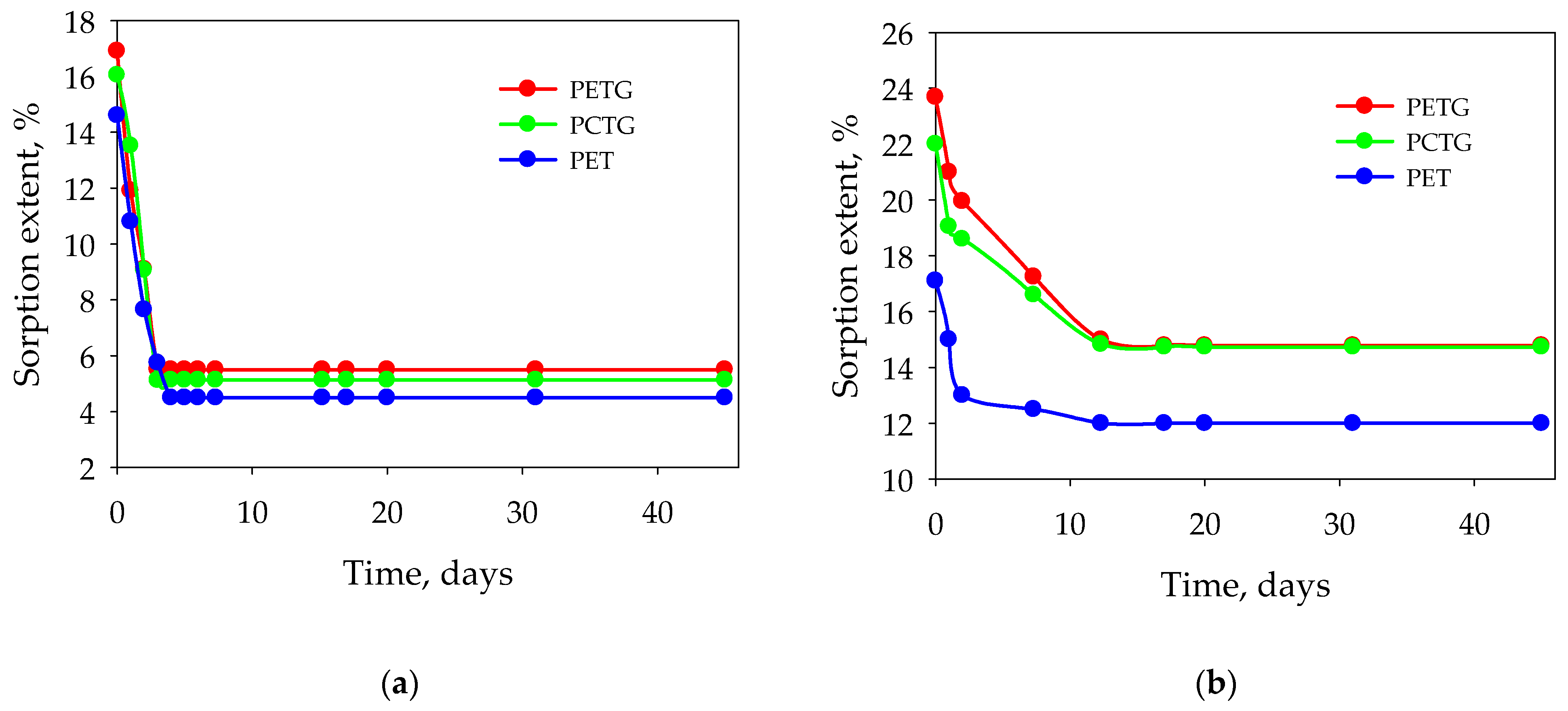
3.2. Desorption of Acetic Esters from Polyesters
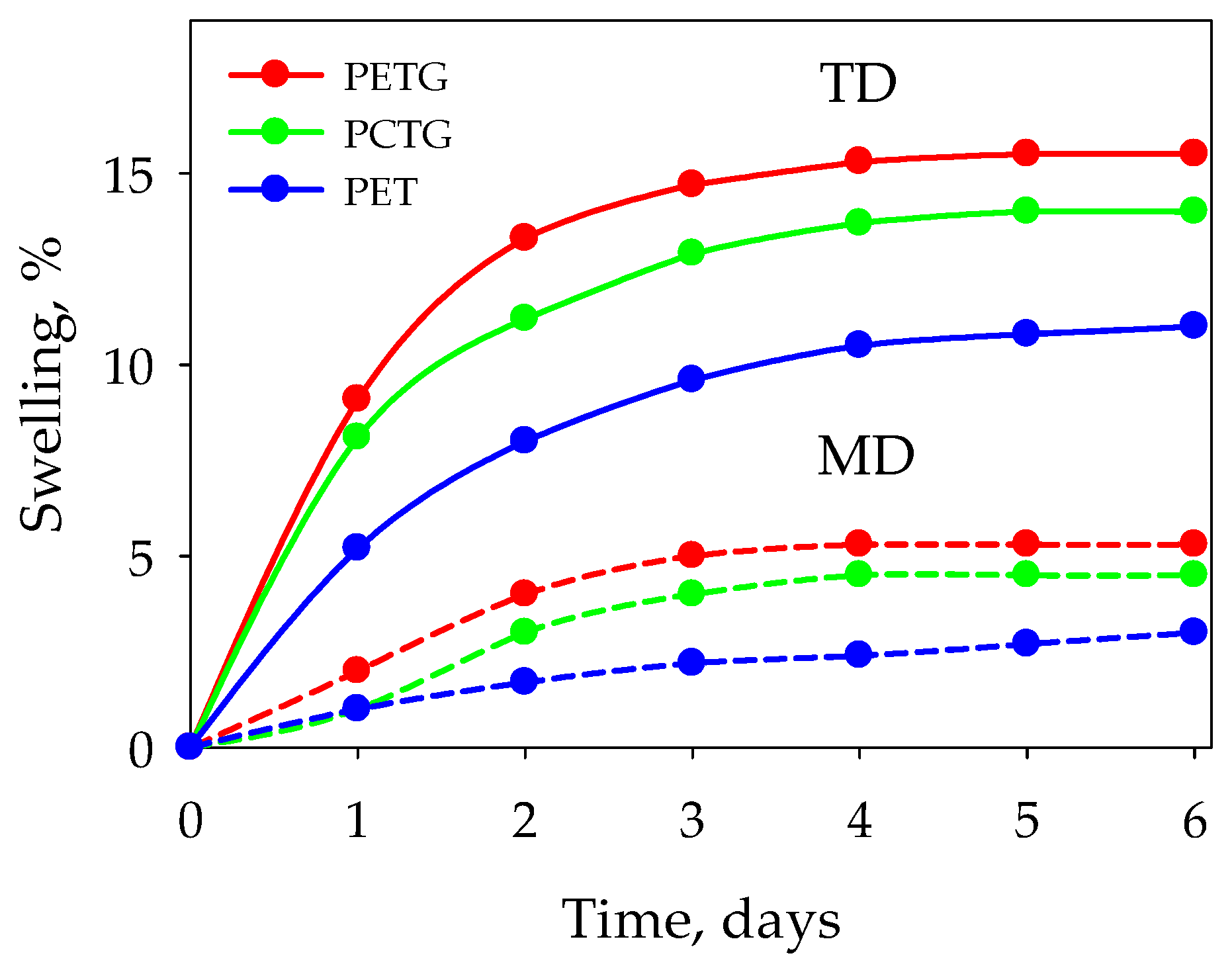
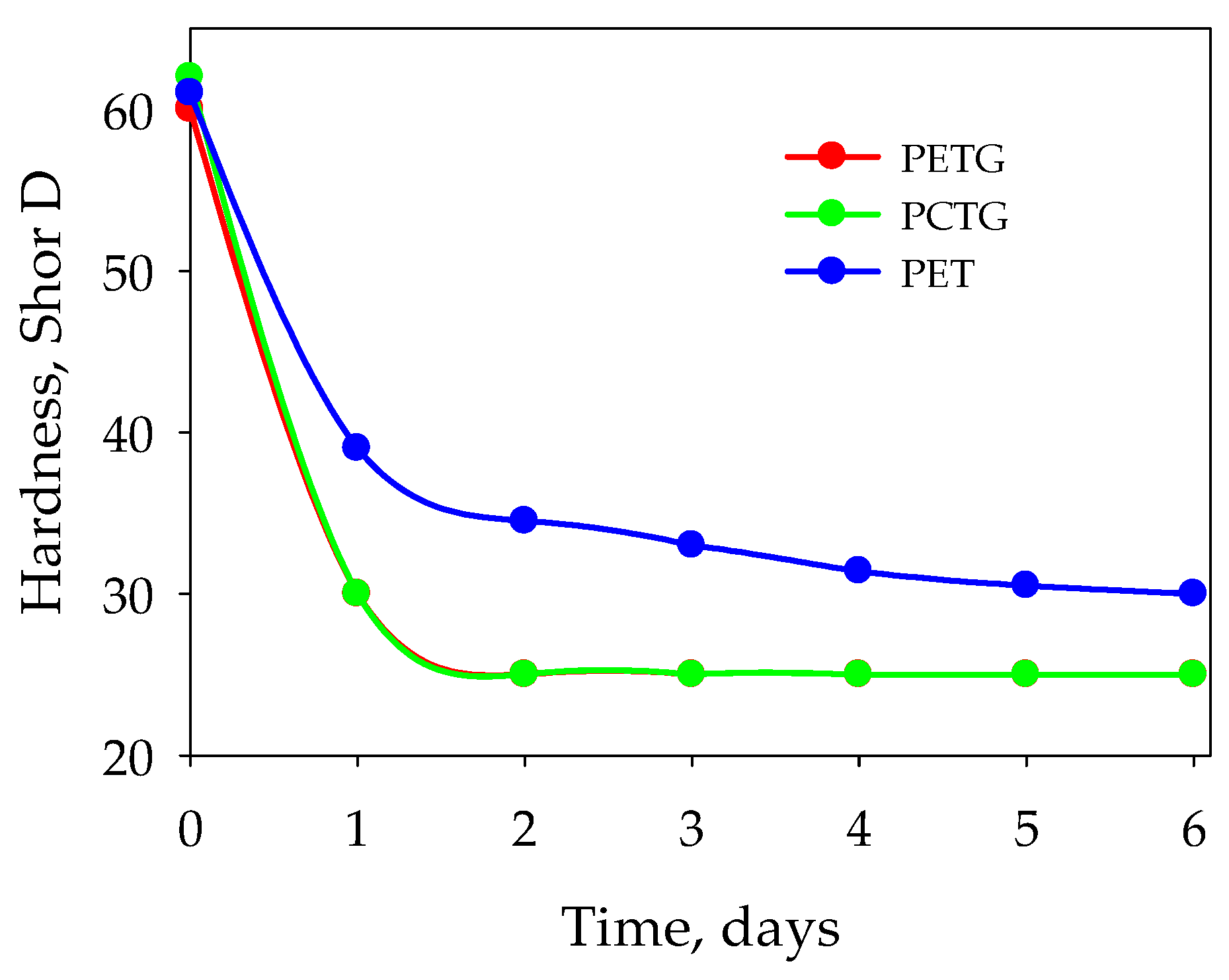
3.3. Influence of Sorption of Acetic Acid Esters on Material Properties
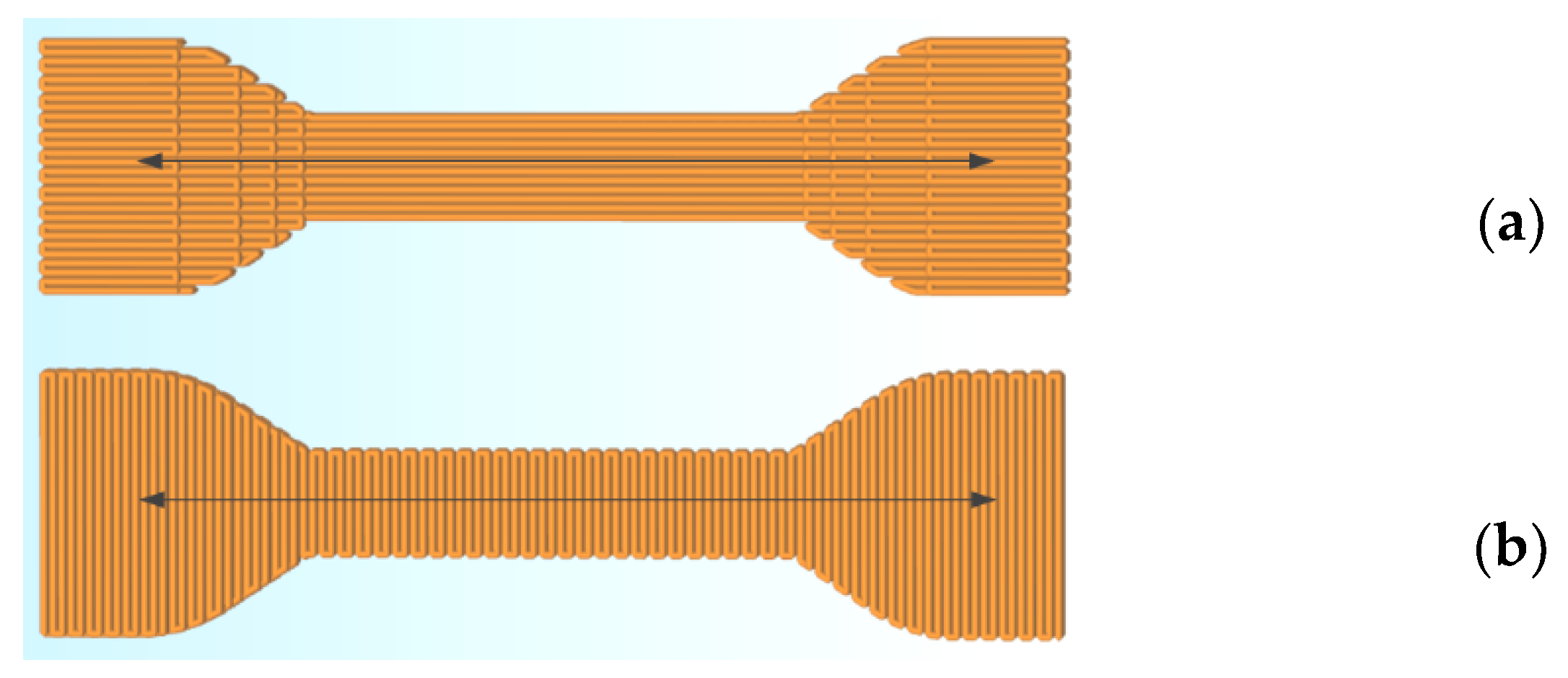
3.4. Melt Processing and Additive Manufacturing
3.5. Process Limitations and Drawbacks
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Rómulo, S.; Domenek, S.; Courgneau, C.; Ducruet, V. Plasticization of poly (lactide) by sorption of volatile organic compounds at low concentration. Polym. Degrad. Stab. 2012, 97, 1871–1880. [Google Scholar]
- Piringer, O.G.; Baner, A.L. Permeation of gases, water vapor and volatile organic compounds. In Plastic Packaging Materials for Food: Barrier Function, Mass Transport, Quality Assurance and Legislation; John Wiley & Sons: Hoboken, NJ, USA, 2000; pp. 239–243. [Google Scholar]
- Arya, R.K.; Thapliyal, D.; Sharma, J.; Verros, G.D. Glassy Polymers—Diffusion, Sorption, Ageing and Applications. Coatings 2021, 11, 1049. [Google Scholar] [CrossRef]
- Gushterov, N.; Doghieri, F.; Quitmann, D.; Niesing, E.; Katzenberg, F.; Tiller, J.C.; Sadowski, G. VOC sorption in stretched cross-linked natural rubber. Ind. Eng. Chem. Res. 2016, 55, 7191–7200. [Google Scholar] [CrossRef]
- Favre, E.; Schaetzel, P.; Nguygen, Q.T.; Clement, R.; Neel, J. Sorption, diffusion and vapor permeation of various penetrants through dense poly (dimethylsiloxane) membranes: A transport analysis. J. Membr. Sci. 1994, 92, 169–184. [Google Scholar] [CrossRef]
- Chattopadhyay, S. Vapor Permeation—A Thermodynamic Perspective. In Membrane Processes: Pervaporation, Vapor Permeation and Membrane Distillation for Industrial Scale Separations; John Wiley & Sons: Hoboken, NJ, USA, 2018; pp. 257–282. [Google Scholar]
- Buchhold, R. Swelling behavior of thin anisotropic polymer layers. Thin Solid Films 1999, 350, 178–185. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; La Rubia, M.D.; Mata-Garcia, E.; Rodriguez-Santiago, M.; Martin-Doñate, C. Experimental and numerical analysis for the mechanical characterization of PETG polymers manufactured with FDM technology under pure uniaxial compression stress states for architectural applications. Polymers 2020, 12, 2202. [Google Scholar] [CrossRef]
- Guang, L.; Jiang, J.; Jin, J.; Yang, S.; Wu, C. Crystallization behavior of modified polyester with varied macromolecular architecture. J. Macromol. Sci. Part B 2006, 45, 639–652. [Google Scholar]
- Ji, L.N. Study on preparation process and properties of polyethylene terephthalate (PET). Appl. Mech. Mater. 2013, 312, 406–410. [Google Scholar] [CrossRef]
- Krista, B.; Regelink, M.; Gaymans, R.J. Crystallization of poly (ethylene terephthalate) modified with codiols. J. Appl. Polym. Sci. 2001, 80, 2676–2682. [Google Scholar]
- El-Farahaty, K.A.; Sadik, A.M.; Hezma, A.M. Study of optical and structure properties of polyester (PET) and copolyester (PETG) fibers by interferometry. Int. J. Polym. Mater. 2007, 56, 715–728. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Dydek, K.; Boczkowska, A. Thermal, Rheological and Mechanical Properties of PETG/rPETG Blends. J. Polym. Environ. 2019, 27, 2600–2606. [Google Scholar] [CrossRef] [Green Version]
- Turner, S.R. Development of amorphous copolyesters based on 1, 4-cyclohexanedimethanol. J. Polym. Sci. Part A Polym. Chem. 2004, 42, 5847–5852. [Google Scholar] [CrossRef]
- Ramaiah, K.P.; Satyasri, D.; Sridhar, S.; Krishnaiah, A. Removal of hazardous chlorinated VOCs from aqueous solutions using novel ZSM-5 loaded PDMS/PVDF composite membrane consisting of three hydrophobic layers. J. Hazard. Mater. 2013, 261, 362–371. [Google Scholar] [CrossRef]
- Hands, P.J.; Laughlin, P.J.; Bloor, D. Metal–polymer composite sensors for volatile organic compounds: Part 1. Flow-through chemi-resistors. Sens. Actuators B Chem. 2012, 162, 400–408. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, T.-K.S. Study of Interactions of Selected Organic Solutes with PET and PETG; Rutgers The State University of New Jersey-New Brunswick: New Brunswick, NJ, USA, 1982. [Google Scholar]
- Horst, D.J.; Duvoisin, C.A.; Vieira, R.A. Additive manufacturing at Industry 4.0: A review. Int. J. Eng. Res. 2018, 8, 3–8. [Google Scholar]
- Pastukh, V.; Pavlov, A.; Karpinsky, M.; Karpinska, E.; Sova, N. Experimental Study of the Ultimate Strength of Samples of Material Based on Polylactide and Tricalcium Phosphate, Produced by 3D Printing with Different Porosities, Depending on the Time of Hydration. Georgian Med. News 2021, 316–317, 173–178. [Google Scholar]
- Beloshenko, V.; Beygelzimer, Y.; Chishko, V.; Savchenko, B.; Sova, N.; Verbylo, D.; Voznyak, A.; Vozniak, I. Mechanical Properties of Flexible TPU-Based 3D Printed Lattice Structures: Role of Lattice Cut Direction and Architecture. Polymers 2021, 13, 2986. [Google Scholar] [CrossRef]
- Beloshenko, V.; Chishko, V.; Plavan, V.; Rezanova, N.; Savchenko, B.; Sova, N.; Vozniak, I. Production of Filter Material from Polypropylene/Copolyamide Blend by Material Extrusion-Based Additive Manufacturing: Role of Production Conditions and ZrO2 Nanoparticles. 3D Print. Addit. Manuf. 2021, 1, 253–262. [Google Scholar] [CrossRef]
- Savchenko, B.; Sova, N.; Beloshenko, V.; Debeluy, B.; Slieptsov, A.; Vozniak, I. New Approach for Extrusion Additive Manufacturing of Soft and Elastic Articles from Liquid-PVC-Based Consumable Materials. Polymers 2022, 14, 4683. [Google Scholar] [CrossRef]
- Dave, H.K.; Davim, J.P. Fused Deposition Modeling Based 3D Printing; Springer International Publishing: Cham, Switzerland, 2021. [Google Scholar]
- Soleyman, E.; Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Baghani, M. 4D printing of PET-G via FDM including tailormade excess third shape. Manuf. Lett. 2022, 33, 1–4. [Google Scholar] [CrossRef]
- Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. A comprehensive experimental investigation on 4D printing of PET-G under bending. J. Mater. Res. Technol. 2022, 18, 2552–2569. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Rahmatabadi, D.; Soltanmohammadi, K.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. Assessment of controllable shape transformation, potential applications, and tensile shape memory properties of 3D printed PETG. J. Mater. Res. Technol. 2022, 18, 4201–4215. [Google Scholar] [CrossRef]
- Soleyman, E.; Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Ghasemi, I.; Abrinia, K.; Baniassadi, M.; Wang, K.; Baghani, M. Shape memory performance of PETG 4D printed parts under compression in cold, warm, and hot programming. Smart Mater. Struct. 2022, 31, 085002. [Google Scholar] [CrossRef]
- Niazy, D.; Elsabbagh, A.; Ismail, M.R. Mono–Material 4D Printing of Digital Shape–Memory Components. Polymers 2021, 13, 3767. [Google Scholar] [CrossRef] [PubMed]
- Xia, Y.; He, Y.; Zhang, F.; Liu, Y.; Leng, J. A review of shape memory polymers and composites: Mechanisms, materials and applications. Adv. Mater. 2021, 33, 2000713. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C. Ramlan, R.J.P.M. An overview on 3D printing technology: Technological, materials, and applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Ramya, A.; Vanapalli, S.L. 3D printing technologies in various applications. Int. J. Mech. Eng. 2016, 7, 396–409. [Google Scholar]
- Browne, M.P.; Redondo, E.; Pumera, M. 3D printing for electrochemical energy applications. Chem. Rev. 2020, 120, 2783–2810. [Google Scholar] [CrossRef]
- Walker, M.; Humphries, S. 3D Printing: Applications in evolution and ecology. Ecol. Evol. 2019, 9, 4289–4301. [Google Scholar] [CrossRef] [Green Version]
- Tammaro, D.; Villone, M.M.; Maffettone, P.L. Microfoamed Strands by 3D Foam Printing. Polymers 2022, 14, 3214. [Google Scholar] [CrossRef] [PubMed]
- Kalia, K.; Francoeur, B.; Amirkhizi, A.; Ameli, A. In Situ Foam 3D Printing of Microcellular Structures Using Material Extrusion Additive Manufacturing. ACS Appl. Mater. Interfaces 2022, 14, 22454–22465. [Google Scholar] [CrossRef] [PubMed]
- Yousefi Kanani, A.; Rennie, A.E.W.; Abd Rahim, S.Z.B. Additively manufactured foamed polylactic acid for lightweight structures. Rapid Prototyp. J. 2023, 29, 50–66. [Google Scholar] [CrossRef]
- Mills, N.J.; Gilchrist, A. The effectiveness of foams in bicycle and motorcycle helmets. Accid. Anal. Prev. 1991, 23, 153–163. [Google Scholar] [CrossRef] [PubMed]
- Alperen, B.A.; Neshani, R.; Özerinç, S. Mechanical Properties of 3D-Printed Elastomers Produced by Fused Deposition Modeling. Fused Deposition Modeling Based 3D Printing; Springer: Cham, Switzerland, 2021; pp. 107–130. [Google Scholar]
- Wypych, G. Self-Healing Materials: Principles and Technology, 2nd ed.; Elsevier: Amsterdam, UK, 2022. [Google Scholar]
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization: Genevan, Switzerland, 2012. Available online: https://www.iso.org/ru/standard/56046.html (accessed on 4 December 2022).
- ISO 7619-1:2010; Rubber, Vulcanized or Thermoplastic—Determination of Indentation Hardness—Part 1: Durometer Method (Shore Hardness). International Organization for Standardization: Genevan, Switzerland, 2010. Available online: https://www.iso.org/ru/standard/50756.html (accessed on 4 December 2022).
- ISO 1183-1:2019; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method. International Organization for Standardization: Genevan, Switzerland, 2019. Available online: https://www.iso.org/ru/standard/74990.html (accessed on 4 December 2022).
- ISO 1133-1:2011; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. International Organization for Standardization: Genevan, Switzerland, 2011. Available online: https://www.iso.org/standard/44273.html (accessed on 4 December 2022).
- ASTM D5477–18; Standard Practice for Identification of Polymer Layers or Inclusions by Fourier Transform Infrared Microspectroscopy (FT-IR). ASTM International: West Conshohocken, PA, USA, 2018. Available online: https://www.astm.org/Standards/D5477.htm (accessed on 29 January 2023).
- ISO 11357-1:2009; Plastics—Differential Scanning Calorimetry (DSC)—Part 1: General Principles. International Organization for Standardization: Genevan, Switzerland, 2009. Available online: https://www.iso.org/ru/standard/41637.html (accessed on 29 January 2023).
- Holcomb, G.; Caldona, E.B.; Cheng, X.; Advincula, R.C. On the optimized 3D printing and post-processing of PETG materials. MRS Commun. 2022, 12, 381–387. [Google Scholar] [CrossRef]
- Fakirov, S. Handbook of Thermoplastic Polyesters; Weinheim, Wiley-VCH: Weinheim, Germany, 2002; Volume 1. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polyesters | Tensile Strength, MPa | Tensile Elongation, % | Tensile Modulus, MPa | Density, kg/m3 | Hardness, Shore D Scale | |
|---|---|---|---|---|---|---|
| Initial | PETG | 68 ± 2 | 32 ± 2 | 2160 ± 108 | 1264 | 60 ± 3 |
| PCTG | 70 ± 2 | 48 ± 2 | 2060 ± 103 | 1245 | 62 ± 2 | |
| PET | 72 ± 2 | 56 ± 1 | 2240 ± 112 | 1340 | 61 ± 3 | |
| Maximum sorption | PETG | 38 ± 2 | 158 ± 8 | 240 ± 22 | 1234 | 25 ± 1 |
| PCTG | 22 ± 1 | 370 ± 18 | 150 ± 13 | 1220 | 25 ± 2 | |
| PET | 34 ± 2 | 320 ± 16 | 230 ± 21 | 1331 | 30 ± 2 | |
| Incomplete desorption | PETG | 53 ± 4 | 54 ± 3 | 1350 ± 130 | 1299 | 54 ± 3 |
| PCTG | 48 ± 3 | 220 ± 11 | 1450 ± 142 | 1224 | 57 ± 3 | |
| PET | 51 ± 4 | 200 ± 10 | 1540 ± 150 | 1380 | 56 ± 3 | |
| Full desorption | PETG | 56 ± 4 | 14 ± 1 | 2050 ± 200 | 1269 | 61 ± 3 |
| PCTG | 62 ± 5 | 27 ± 2 | 2110 ± 210 | 1253 | 63 ± 3 | |
| PET | 61 ± 5 | 21 ± 1 | 2360 ± 205 | 1356 | 64 ± 3 | |
| Polyester Type | Initial Sample | After Full Desorption of Ester |
|---|---|---|
| PETG | 16.4 | 16.8 |
| PCTG | 17.2 | 17.6 |
| PET | 9.5 | 9.2 |
| Process Parameter | Value |
|---|---|
| Nozzle diameter, mm | 0.4 |
| Extrusion width, mm | 2.5 |
| Layer height, mm | 1.5 |
| Infill rate | 100 |
| Extrusion rate, % | 80 |
| Nozzle temperature, °C | 260 |
| Built platform temperature, °C | 60 |
| Printing speed, mm/min | 4000 |
| First layer speed, % | 50 |
| Air cooling | 100% |
| Retraction, mm | 1 |
| Property | Value for PETG Ester Modified Foam Sample | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | ||||
| a | b | a | b | a | b | |
| Material density, kg/m3 | 124 | 118 | 325 | 315 | 650 | 643 |
| Tensile strength X direction, MPa | 4.0 ± 0.3 | 4.0 ± 0.4 | 9.0 ± 0.6 | 8.0 ± 0.4 | 11.0 ± 0.6 | 10.0 ± 0.7 |
| Tensile strength Y direction, MPa | 5.0 ± 0.3 | 6.0 ± 0.5 | 12.0 ± 0.7 | 13.0 ± 0.7 | 17.0 ± 1.1 | 16.0 ± 1.1 |
| Tensile elongation X, % | 9.0 ± 0.6 | 3.0 ± 0.2 | 12.0 ± 0.7 | 4.0 ± 0.3 | 16.0 ± 1.0 | 4.0 ± 0.3 |
| Tensile elongation Y, % | 12.0 ± 0.9 | 4.0 ± 0.3 | 16.0 ± 1.2 | 5.0 ± 0.3 | 21.0 ± 1.3 | 4.0 ± 0.3 |
| Ester content, % | 1.46 | 0 | 1.56 | 0 | 1.87 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sova, N.; Savchenko, B.; Beloshenko, V.; Slieptsov, A.; Vozniak, I. Sorption Properties of PET Copolyesters and New Approach for Foaming with Filament Extrusion Additive Manufacturing. Polymers 2023, 15, 1138. https://doi.org/10.3390/polym15051138
Sova N, Savchenko B, Beloshenko V, Slieptsov A, Vozniak I. Sorption Properties of PET Copolyesters and New Approach for Foaming with Filament Extrusion Additive Manufacturing. Polymers. 2023; 15(5):1138. https://doi.org/10.3390/polym15051138
Chicago/Turabian StyleSova, Nadiya, Bohdan Savchenko, Victor Beloshenko, Aleksander Slieptsov, and Iurii Vozniak. 2023. "Sorption Properties of PET Copolyesters and New Approach for Foaming with Filament Extrusion Additive Manufacturing" Polymers 15, no. 5: 1138. https://doi.org/10.3390/polym15051138