1. Introduction
The use of core-cavity stereolithographic assemblies in low-volume injection molding is experiencing steady growth worldwide. Nevertheless, employing plastic instead of metal molds poses several problems in terms of mold handling, material injection, and process requirements [
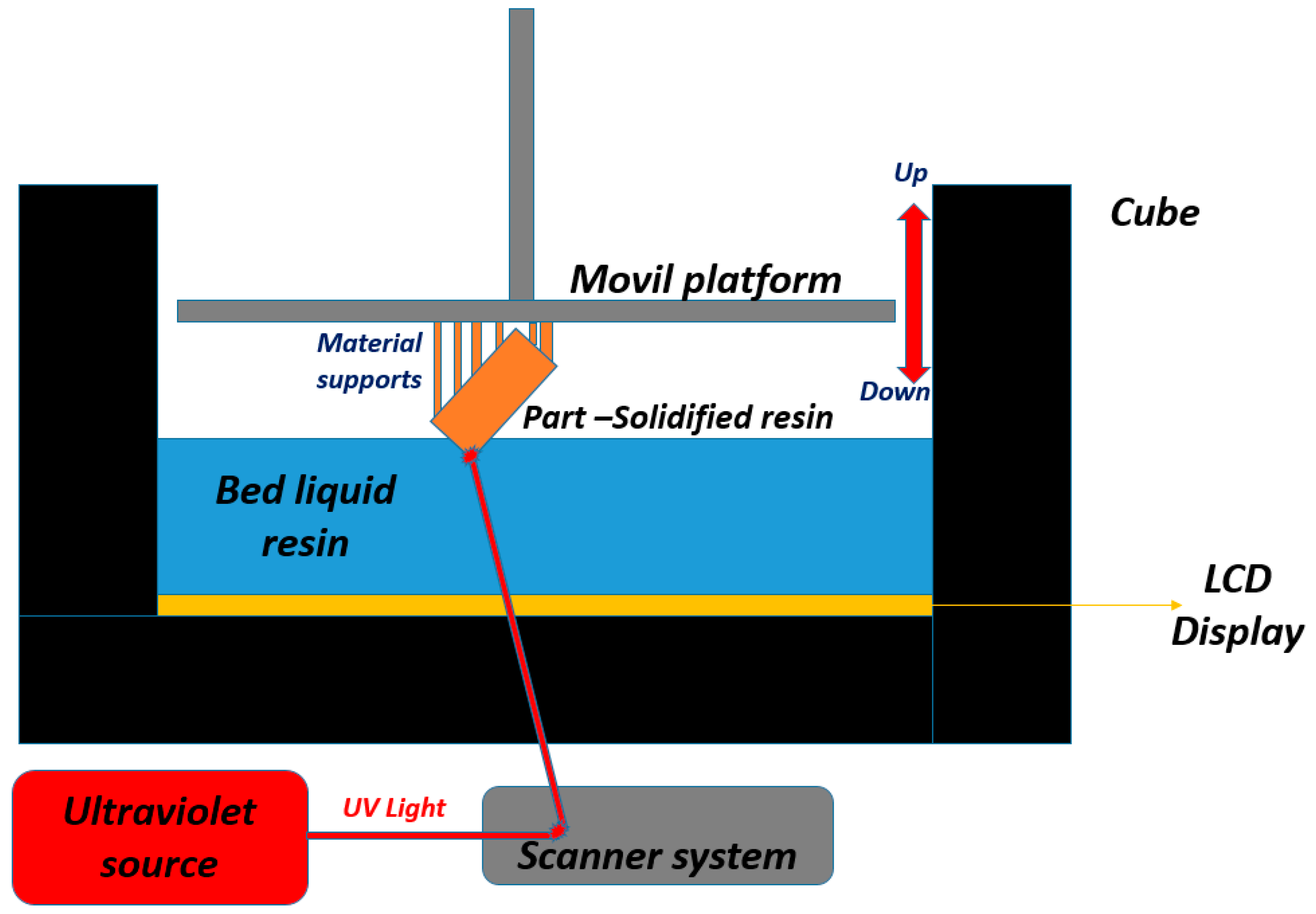
1]. In 1986, stereolithography (SLA) was the first technology in the market of 3D printing or additive manufacturing. In SLA, a liquid resin is transformed into a solid material by exposing it to ultraviolet (UV) light. The raw material is a photopolymer, which is cured by UV light using a build platform that moves up and down in order to create small spaces of liquid resin between the surface of the printer and the part that is being made. As shown in
Figure 1, the printing platform is brought as close to the bottom or surface of the resin as possible, and UV light is used to photo-cure, burn, or sinter the shape of the part in its final form.
A variation of SLA is sintering or curing the resin using a liquid crystal display (LCD) to print the part. In LCD printing, an LCD screen projects an image onto the lower surface of the bed, thus sintering and curing the piece.
This paper is structured as follows.
Section 1 presents the features and characteristics of the operation of SLA.
Section 2 reviews the state of the art of this AM technique applied to rapid tooling (i.e., part design and manufacturing).
Section 3 describes the methods, equipment, and materials used here to make mold inserts for the production of ASTM D638-compliant specimens.
Section 4 reports and analyzes the results of stress tests and (single-point) thermal simulations versus experimentation. Finally,
Section 5 draws the main conclusions of this experimentation.
Another study investigated the production of injection molds (prototypes) by three different technologies: stereolithography (SLA), laser sintering (LS), and 3D resin photopolymerization (e.g., PolyJet). To validate the use of these three technologies in injection molding, different materials were evaluated to find the most suitable option for each [
2].
Other authors implemented SLA with photocurable resins to achieve fast injection tooling and evaluate the mechanical and thermal properties of commercial polypropylene. As their results indicate that the nature of the resin inserts affects the crystallinity of the mold parts in terms of microstructure, their recommendation is to use the molds in short production runs and pilot tests [
3]. The influence of thermomechanical loads on the lifecycle of mold inserts produced by additive manufacturing can be a differential factor that should be studied to improve the performance of these tooling technologies [
4].
Different studies have characterized material microstructures in order to create simulation models based on information about material properties obtained by multiple techniques, e.g., differential scanning calorimetry (DSC), thermomechanical analysis (TMA), and scanning electron microscopy (SEM). To elaborate on the ideas presented in this introduction and delve deeper into the literature on this topic, the next subsection describes the state of the art of SLA in the industry of RT mold injection.
2. State of the Art of SLA in Rapid Tooling
Several authors agree: injection molds and tooling are expensive, and obtaining them is only economically viable when high levels of production are assumed [
5,
6,
7,
8,
9,
10]. They have studied additive manufacturing techniques for making molds and tooling, i.e., by stereolithography (SLA), laser sintering (LS), and 3D resins photopolymerization (e.g., PolyJet), and evaluated different process parameters during injection cycles [
2].
Some of them evaluated the performance of molds made with reticulated structures based on titanium, aluminum, and vanadium alloys. In their case, they used computer-aided engineering (CAE) simulations to observe the behavior of these lightweight structures (up to 80% lighter than traditional molds). In their experiments, they achieved 400 complete production cycles in an injected polyvinyl chloride (PVC) material [
11].
Others investigated the microtexture of molds obtained by SLA that are employed to manufacture medical components, evaluating the effect of SLA on mold surfaces. They studied the tribological properties of said microtexture and their impact on some biomedical implants and found that the printing direction can improve the surface properties of the piece [
12].
Zirconia has also been used as a stabilizing material for molds obtained by SLA [
6] and its derivative, i.e., digital light processing (DLP), which is the SLA approach adopted in this study. Nowadays, several industrial processes are already using additive manufacturing to obtain molds for short production runs and cycles as an alternative to tooling by traditional manufacturing [
3,
13,
14].
In recent years, many companies have migrated towards additive manufacturing using injection molds to produce components. In fact, some design and research teams have managed to produce up to 80 components using PolyJet and SLA technologies. The next challenge for these teams is to introduce their products into the market [
15]. Rapid tooling, such as additively manufactured mold inserts, has great potential in the context of mass customization as it combines the strengths of traditional mold manufacturing (in terms of production) with the flexibility offered by additive manufacturing in mold inserts [
16].
A study implemented additive manufacturing of inserts by extrusion in order to maximize the number of cycles before failure (due to high injection pressures and clamping force). The mechanical properties of the inserts were improved, achieving 15 successful cycles before the presence of insert cavity deformation caused by accumulated injection pressures [
17].
Very few papers have analyzed mold inserts obtained by SLA. Nevertheless, one of them did report results obtained by tooling using photocured polymers (which was performed in a way that is similar to the method in this study). That study found that the nature of the inserts affected the crystallinity of the parts, but, in terms of mechanical properties, said inserts were similar to parts molded with steel tooling. This indicates that these systems and inserts obtained by additive manufacturing can be used in industrial manufacturing. Pilot tests have been conducted in applications where these properties are critical for short production runs [
6].
As described in
Section 1 and
Section 2, SLA is very important for the injection industry because it can produce easy, medium, and complex geometrical designs and cavities for injection molding. It can also be used to develop and manufacture interchangeable inserts, which can reduce the time it takes to change formats according to the SMED (Single-Minute Exchange of Die) philosophy. Based on the results reported in
Section 4 of this paper, the mechanical properties of the parts were improved, which is very important for the final quality and product lifecycle. All these aspects had not been considered together in any of the articles reviewed in this section, which constitutes the research gap addressed in this study.
3. Materials and Methods
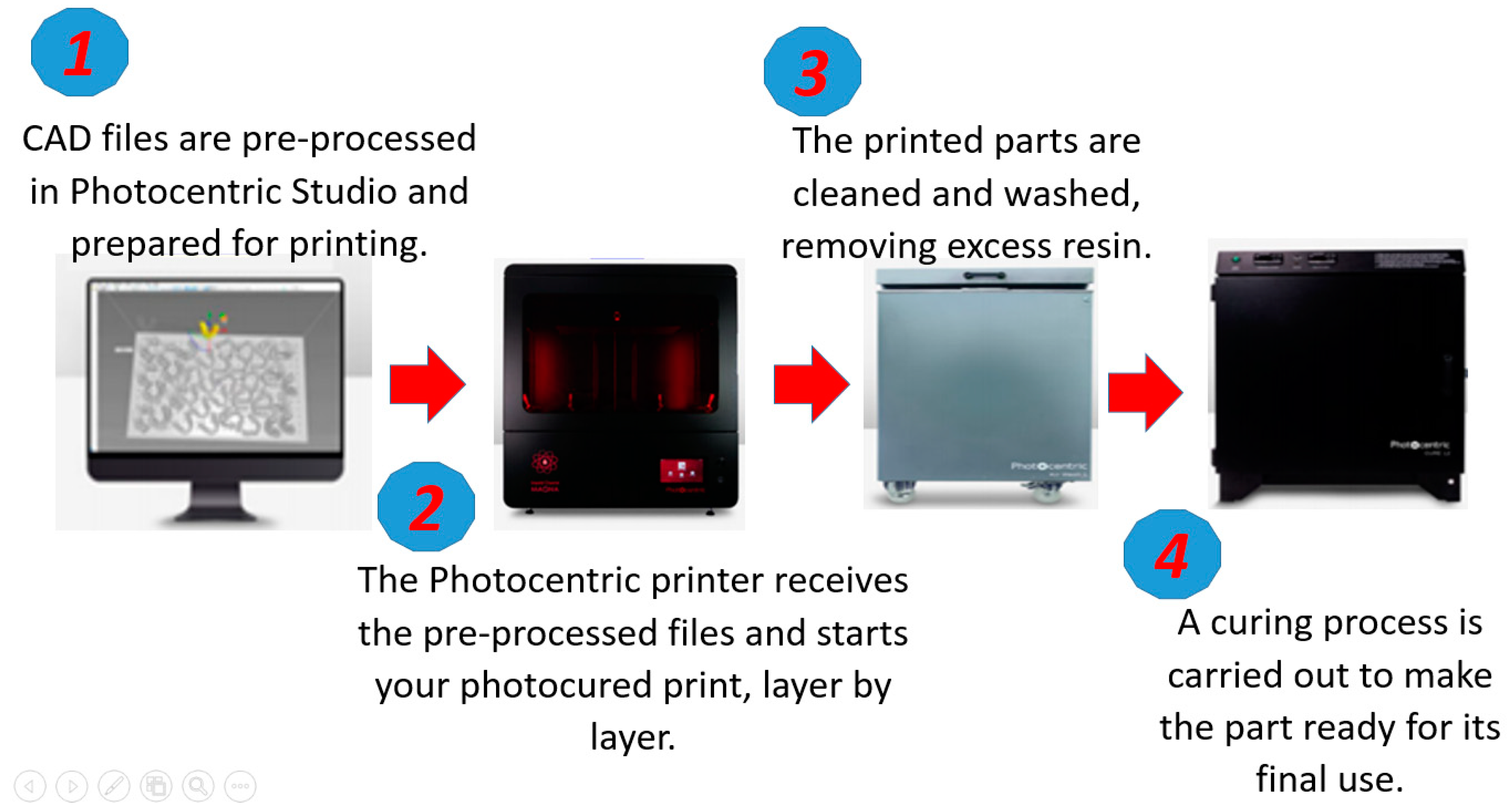
A Photocentric LC Magna, from manufacturer Photocentric LTD in Peterborough (UK), stereolithographic 3D printer was used for additive manufacturing. This equipment can 3D print up to 15 kg of resin and make customized geometries for all industries. In this case, the printed inserts and cavities were adapted to rapid tooling for plastic injection molding.
Figure 2 shows the workflow of additive manufacturing in this printer.
The mold insert obtained here was made of Photocentric HighTemp DL400 resin (Photocentric LTD in Peterborough, UK), a photocurable resin with excellent thermal and mechanical performance. It has remarkable properties in terms of resistance to impact, compression, fatigue, high temperatures, and humidity, as well as mechanical rigidity without presenting deformations.
Different layer thicknesses (50, 100, 200, and 300 µm) were tested, and they produced the same result in surface quality and good definition. However, low-layer thicknesses require longer manufacturing times. Therefore, a layer thickness of 350 µm was selected to achieve printed parts in shorter times, which makes this process a suitable alternative for fast tooling and developing injection mold inserts. The 3D printing parameters in
Table 1 were selected to achieve the best quality in the mold insert (i.e., good tolerance on the surface of the piece, and good filling) in the shortest possible time.
Table 2 details the main mechanical properties of the HighTemp DL400 resin used in this study.
In addition, polypropylene specimens were manufactured by injection molding in molds obtained by additive manufacturing and traditional molds made of duralumin. The properties of such polypropylene are shown in
Table 3.
The tensile tests were conducted on a Shimadzu/AG 100 kNX universal testing machine, from manufacturer Shimadzu Corporation in Kioto, Japan, with a 10-kN load cell. All the specimens obtained in this study were injected using a WELLTEC TTI-90F2V horizontal injection molding machine, from Welltec Machinery Limited in Hong Kong, China, with a 90-ton clamping force.
Table 4 shows the injection parameters employed here for this equipment, which are presented by feeding, compression, and dosing zones; pressures and velocities in each of them; and holding parameters.
These injection parameters were tuned to fill the volume of the cavity completely. This was achieved by programming the volume of molten plastic (in the plasticizing cylinder of the injection molding machine) based on the length of the cylinder, the pressure, and the velocity of the screw of the injection molding machine (see
Table 4). By adjusting these parameters according to the results of preliminary injection tests, it is possible to obtain a complete filling of the mold cavity with homogeneous temperatures of the molten plastic. The holding parameters make it possible to inject a piece without noticeable contractions and to achieve a constant weight. In this study, these parameters were adjusted using computer simulations and preliminary experimental evaluations of injected parts’ weights. The necessary clamping force to be applied by the machine (determined based on pressures) did not exceed 90 tons, which is its clamping capacity.
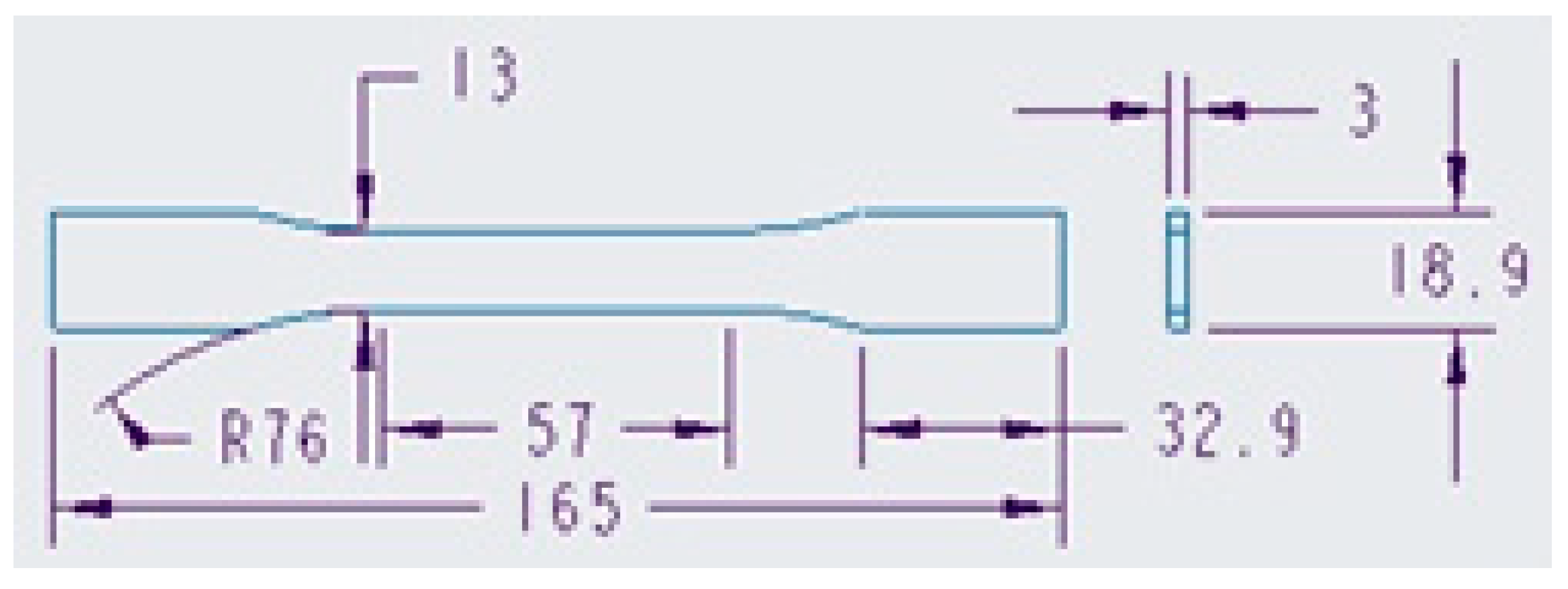
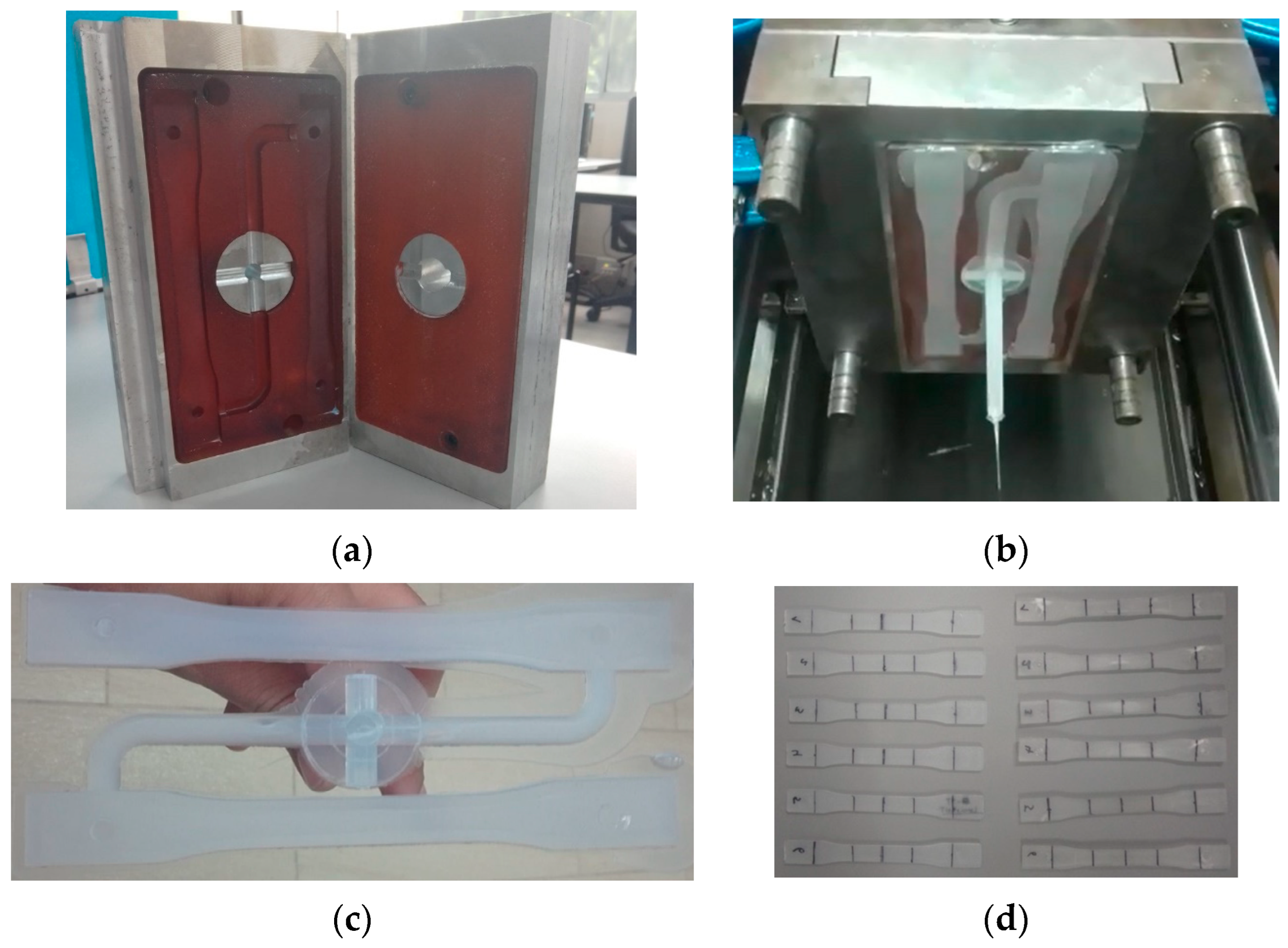
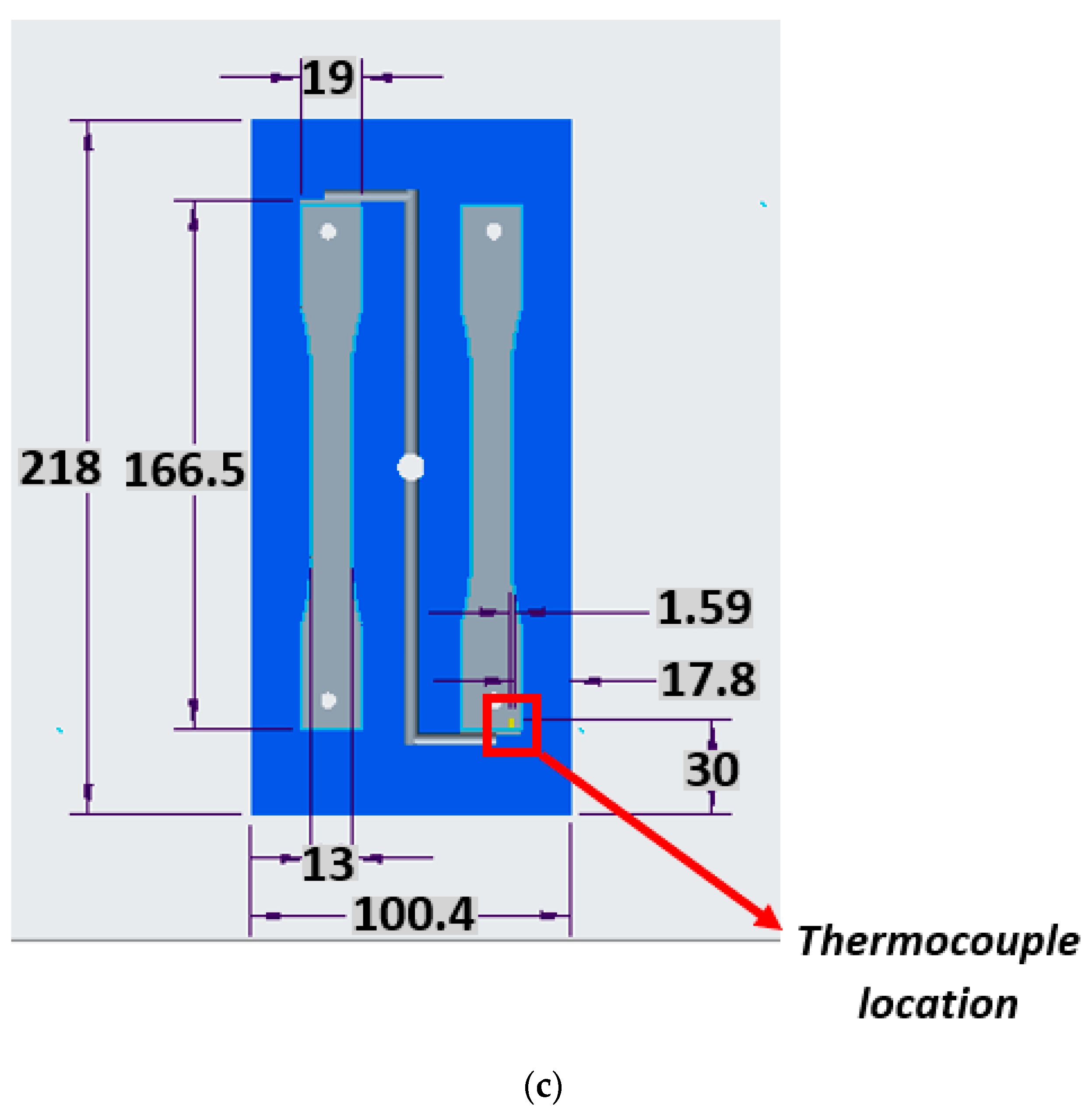
Figure 3 details the geometry of the injected specimens to be obtained using mold inserts produced by SLA (i.e., additive manufacturing). Said inserts are similar to those obtained by rapid tooling or molds made by conventional machining (made of duralumin). This geometry complies with ASTM D638 (Standard Test Method for Tensile Properties of Plastics) [
20]. The cavity mold was designed to produce two parts for tensile testing in a single injection cycle. The feeding system parts do not interfere with the quality of the piece because they are located at the ends of the specimen (top and bottom on the tensile tester), that is, the areas of contact between the specimen grips of the tensile testing machine and the part.
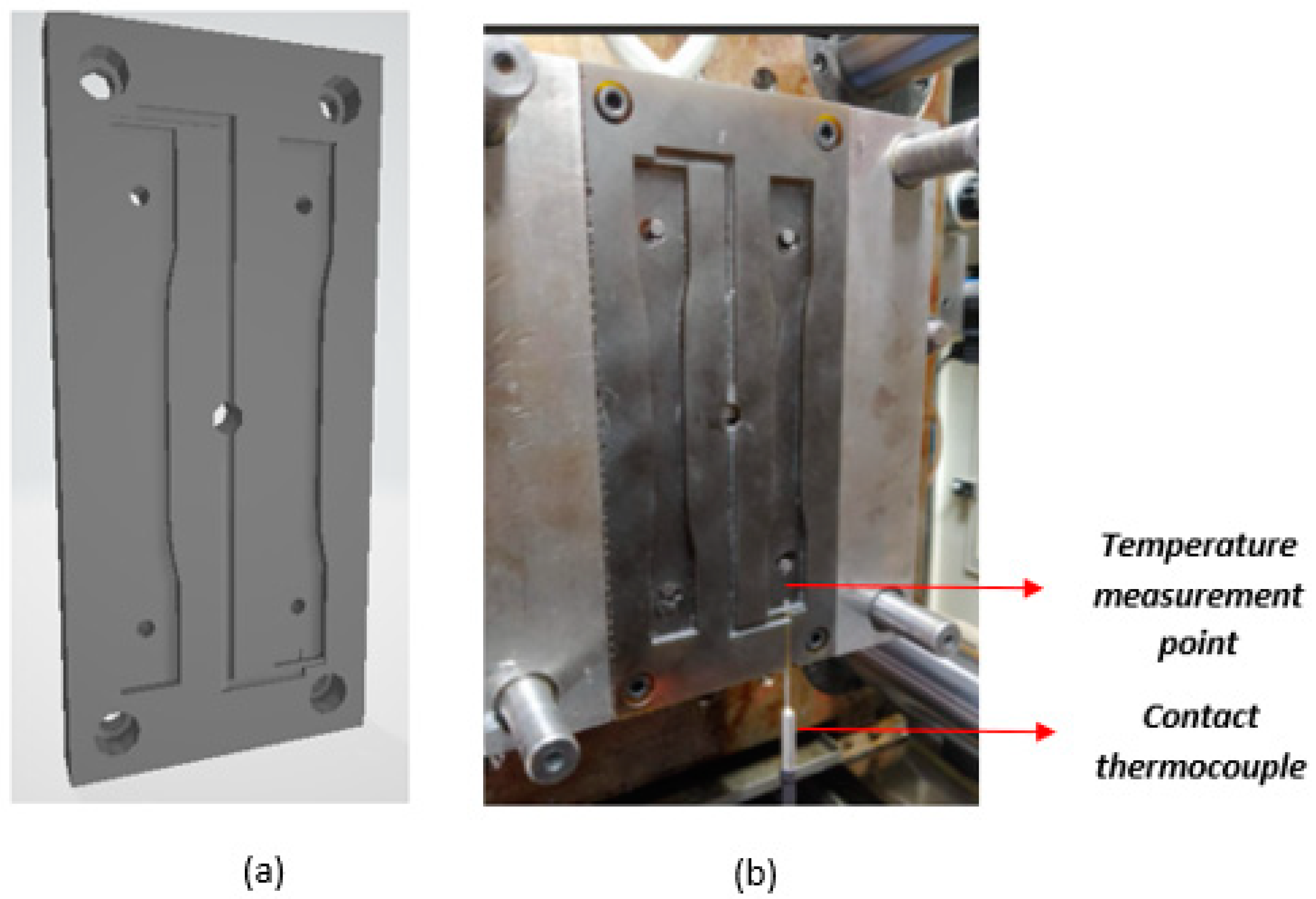
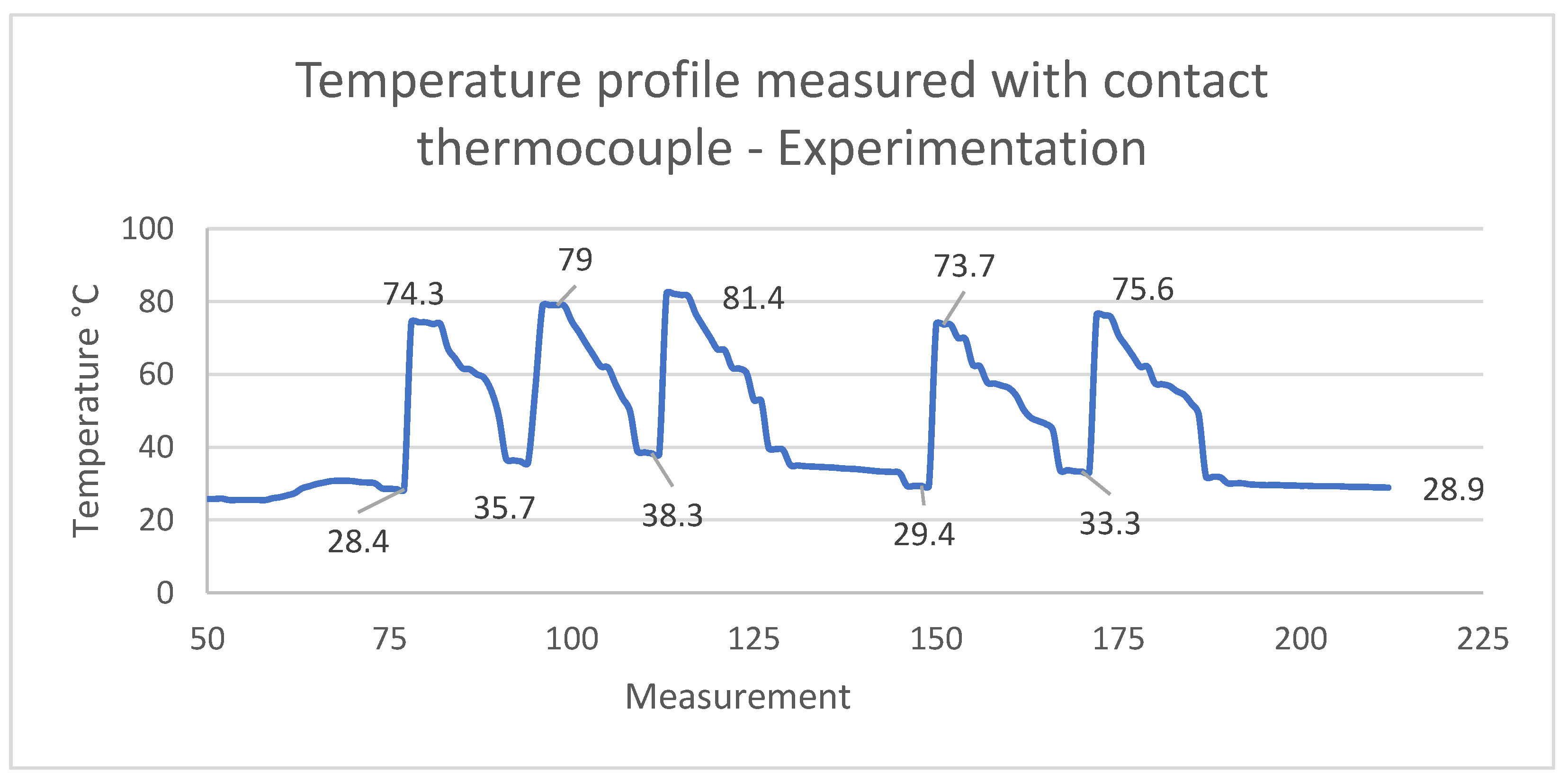
Finally, an EXTECH SD200 3-Channel Temperature Datalogger (i.e., a contact thermocouple) was located at the bottom of the right cavity to measure the experimental temperatures at one point in the mold cavity. This configuration enabled us to measure temperatures at three points in a period of time of up to 600 s, with 5 s time steps.
Table 5 presents the general specifications of this equipment.
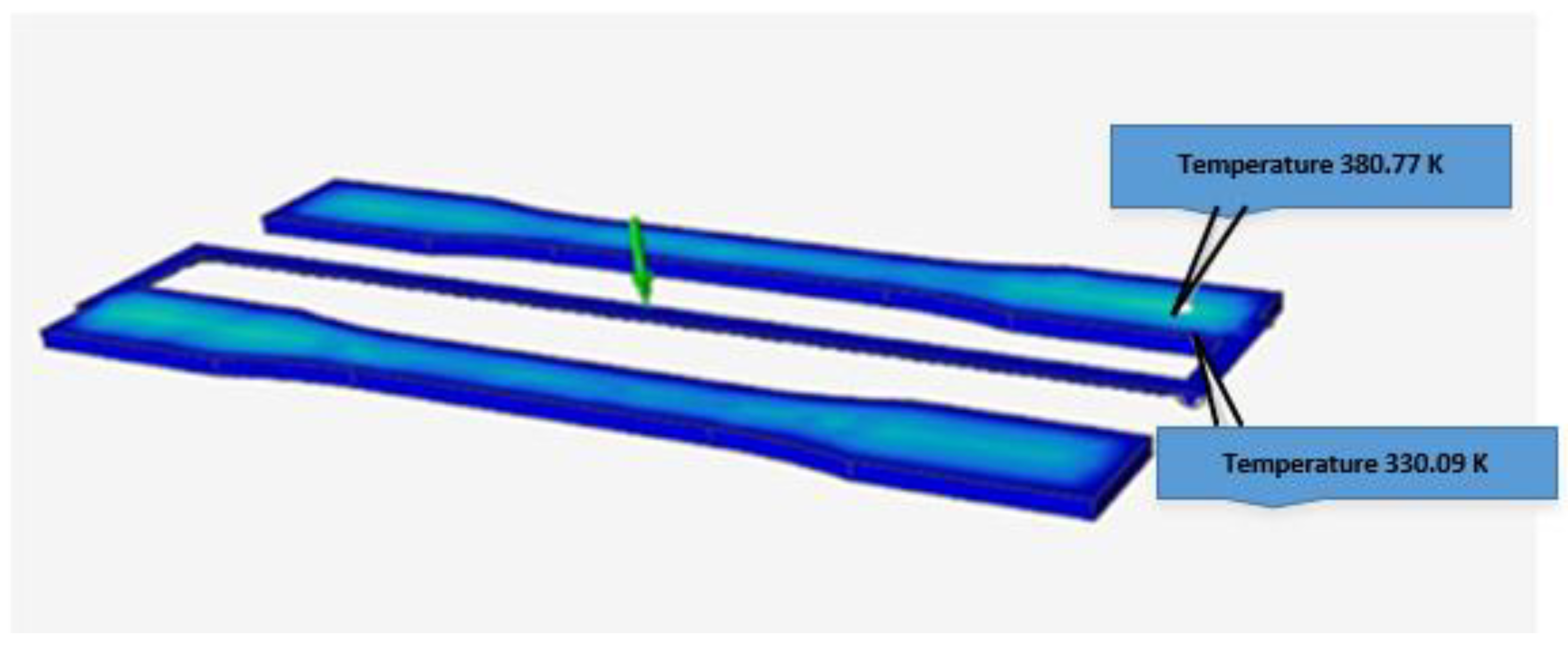
The filling and cooling stages of the mold were simulated in Altair® Inspire™ Mold software with the following parameters: pressure, 6 MPa; pressure holding time, 5 s; maximum compaction, 10 s; total cycle time, 72; filling time, 60 s; and flow rate of 17,016.4 mm3/s. A mesh of tetrahedral elements with a size of 4.6 mm for each element and an aspect ratio of 99.43% was generated, for a total of 2096 elements and 962 nodes, which is arguably a good mesh quality for all the measurements. The boundary conditions were implemented in the cavity zone of the inserts under two thermomechanical and physical conditions: a clamping force of 0.8 tons and a temperature of 493 K.
5. Conclusions
One of the many advantages of producing plastic injection inserts and tooling by stereolithography and additive manufacturing is the feasibility of obtaining complex geometries and cavities that could not be developed using conventional manufacturing. In addition, the production times of mold inserts produced by SLA are significantly shorter.
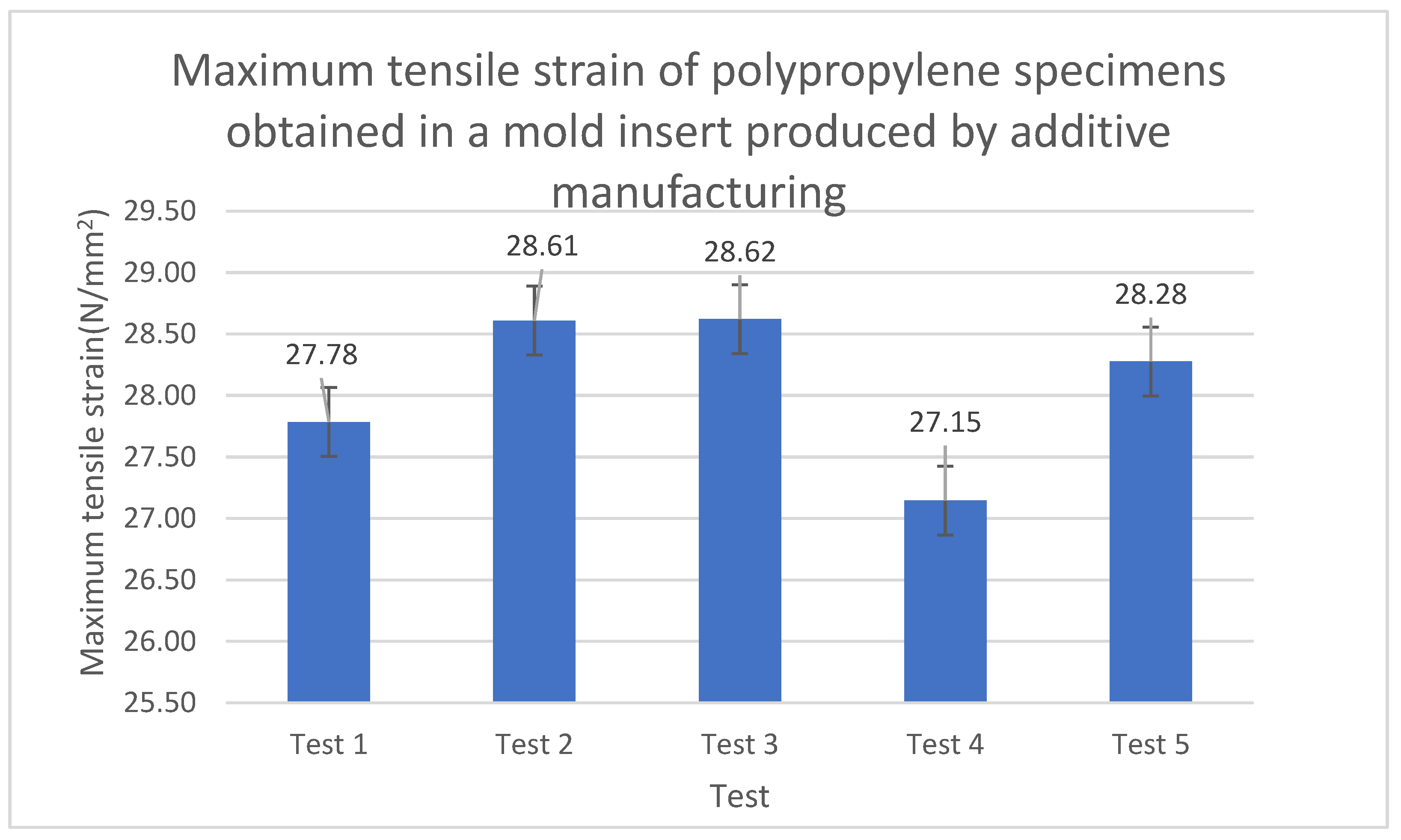
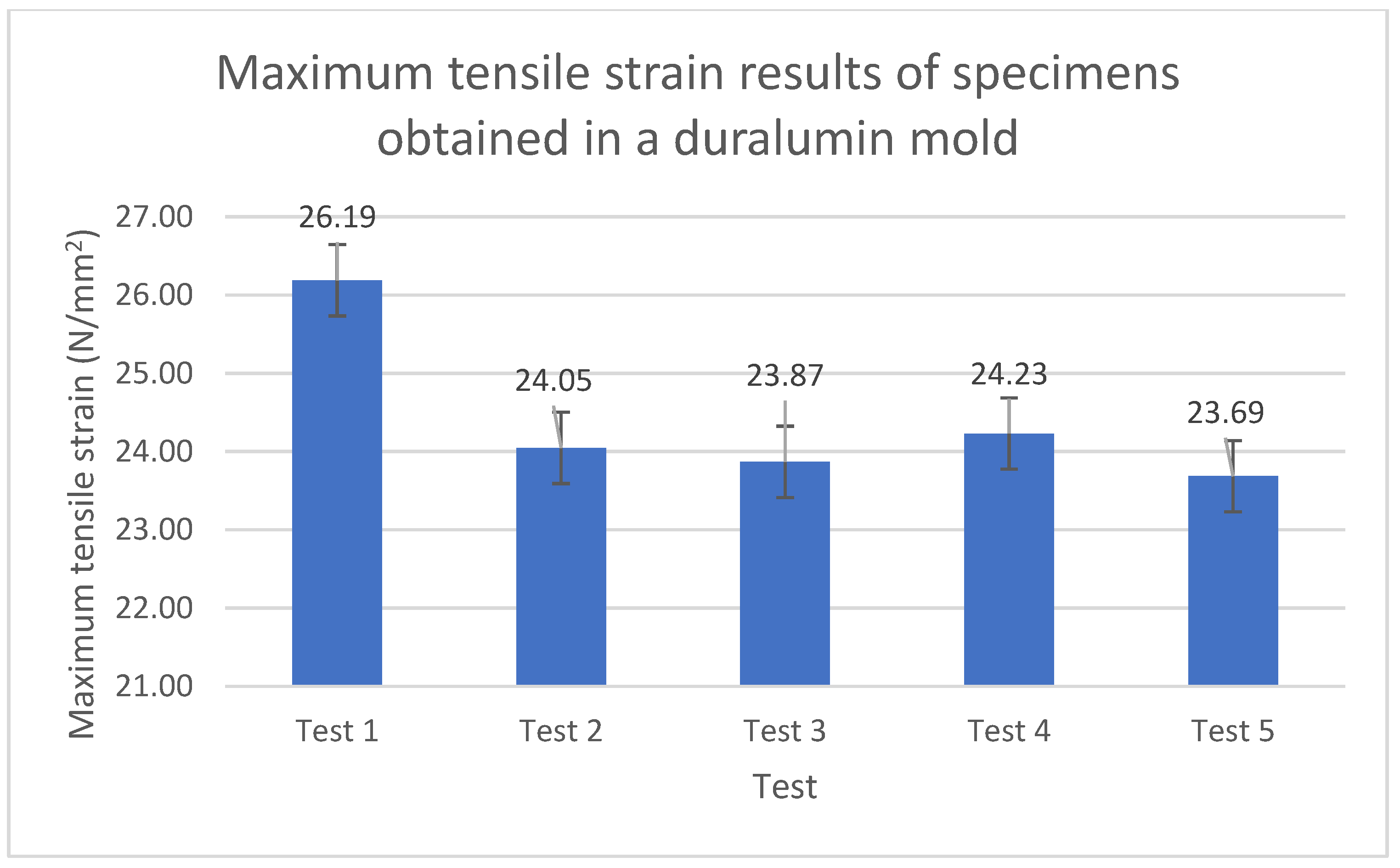
In this study, the photocurable resin presented an acceptable behavior in terms of mechanical properties (e.g., melting point, tensile strength, and hardness), as demonstrated in
Figure 5 and
Figure 6.
The specimens injected into an SLA-printed resin mold insert (produced by additive manufacturing) presented a slightly higher mechanical resistance than those obtained by SLA directly and those injected into a duralumin mold. The increases were 22.5% and 15.5%, respectively. This could be due to changes in the crystalline microstructure of the material when injected. These results are acceptable in terms of the functionality of the part and the basic characteristics that it should have.
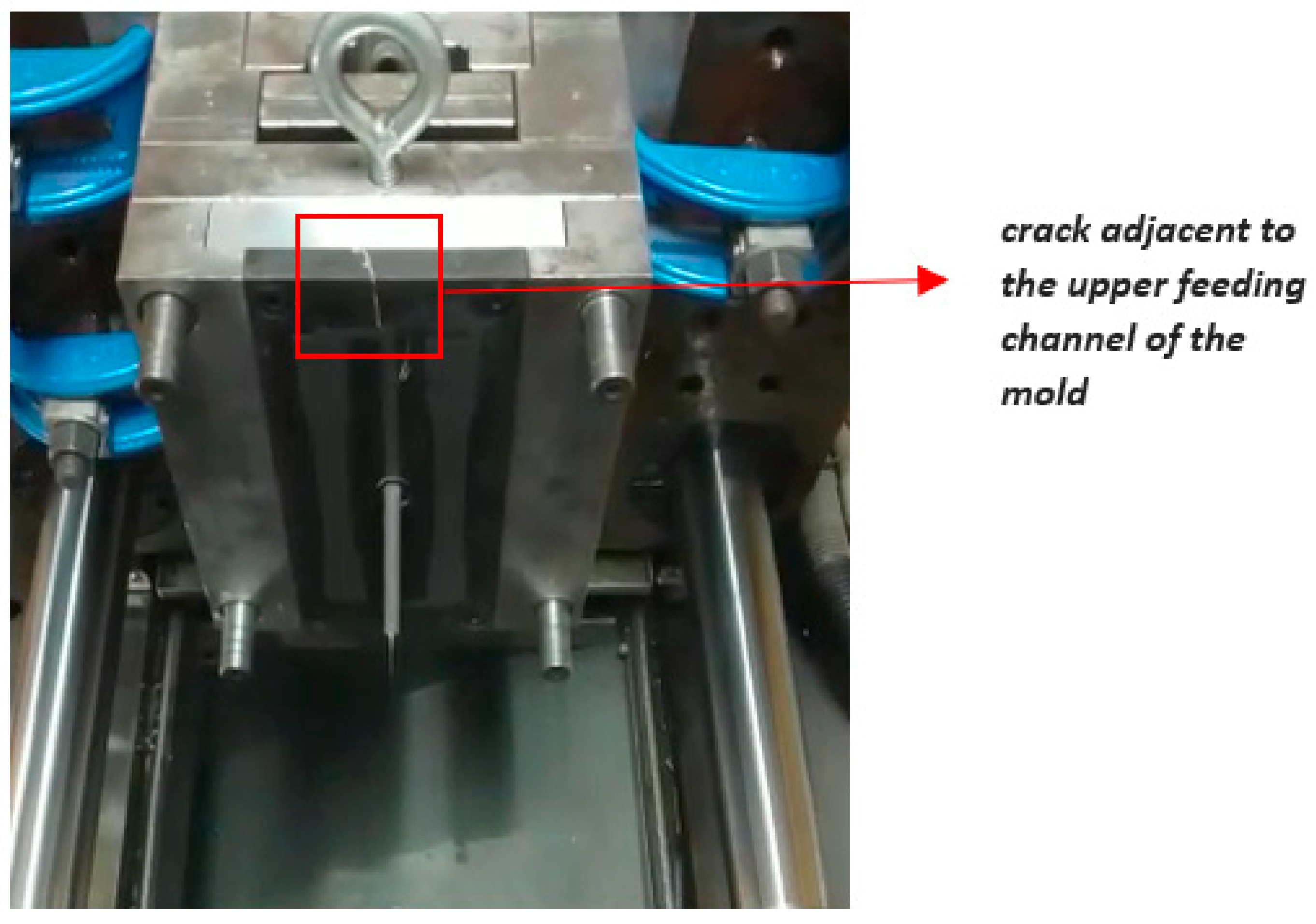
Based on the total number of full production runs that are necessary to inject the specimens, the feeding system of the polymeric resin mold should be redesigned so that the material flows better and the pressures and clamping forces that are generated can be alleviated. This can reduce cracks and microcracks that trigger material fracture.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}