
Solventless Photopolymerizable Paper Coating Formulation for Packaging Applications


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
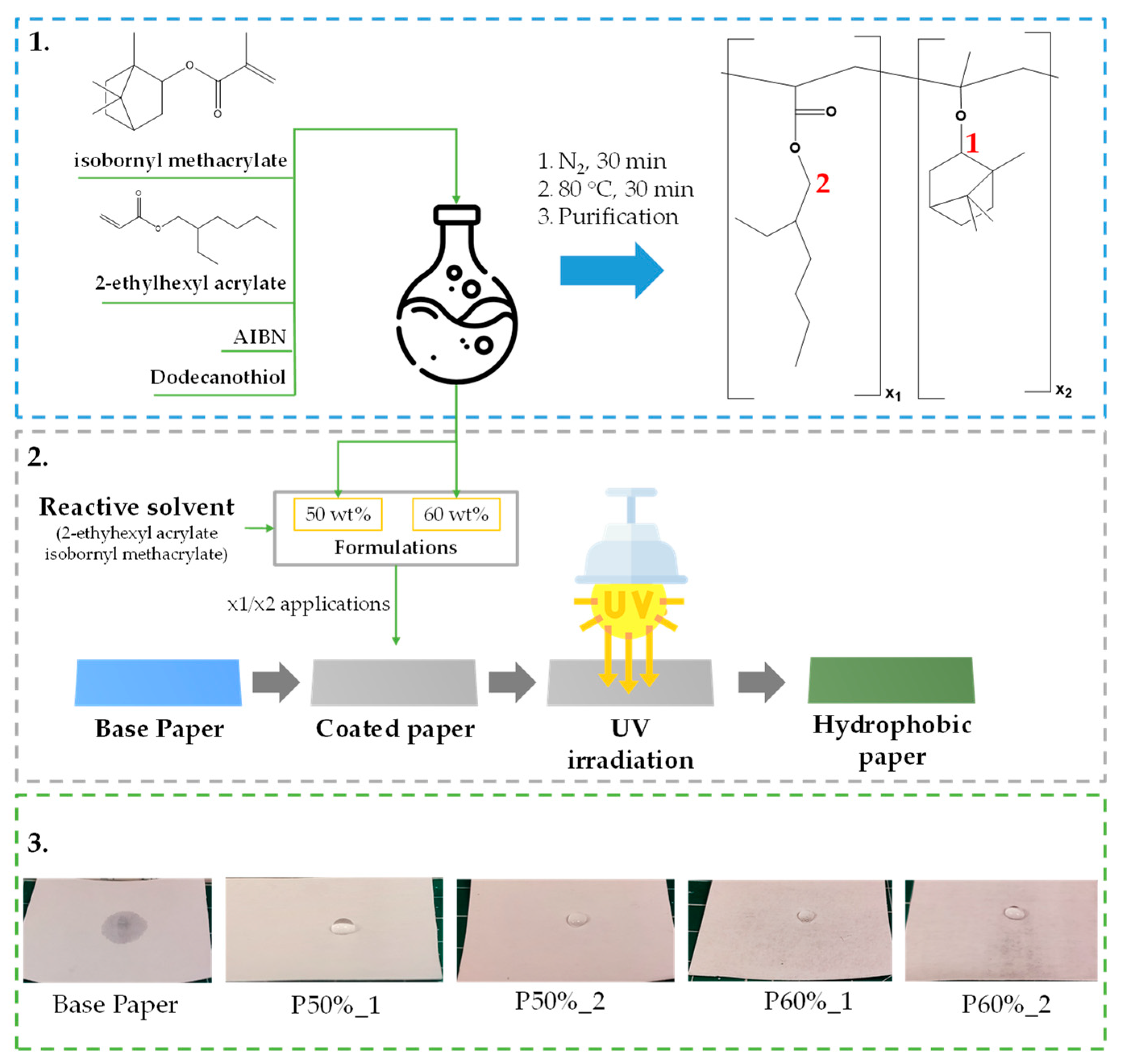
2.2. Synthesis of Poly(2-Ethylhexyl Acrylate-Co-Isobornyl Methacrylate)
2.3. Characterization of the Copolymer
2.4. Preparation of Coating Formulations
2.5. Coating of Paper Samples
2.6. Characterization of the Coated Papers
3. Results and Discussion
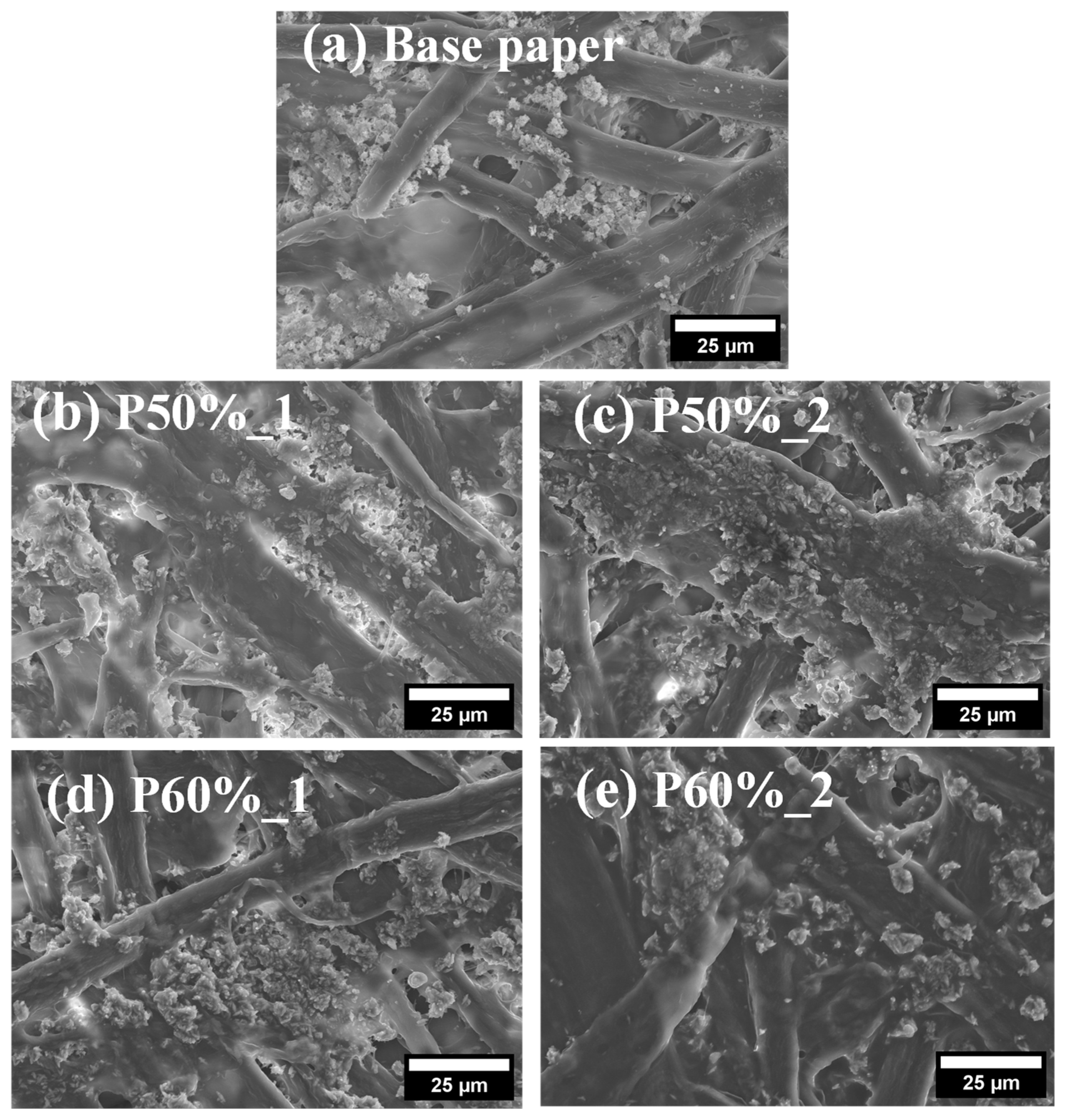
3.1. Morphology
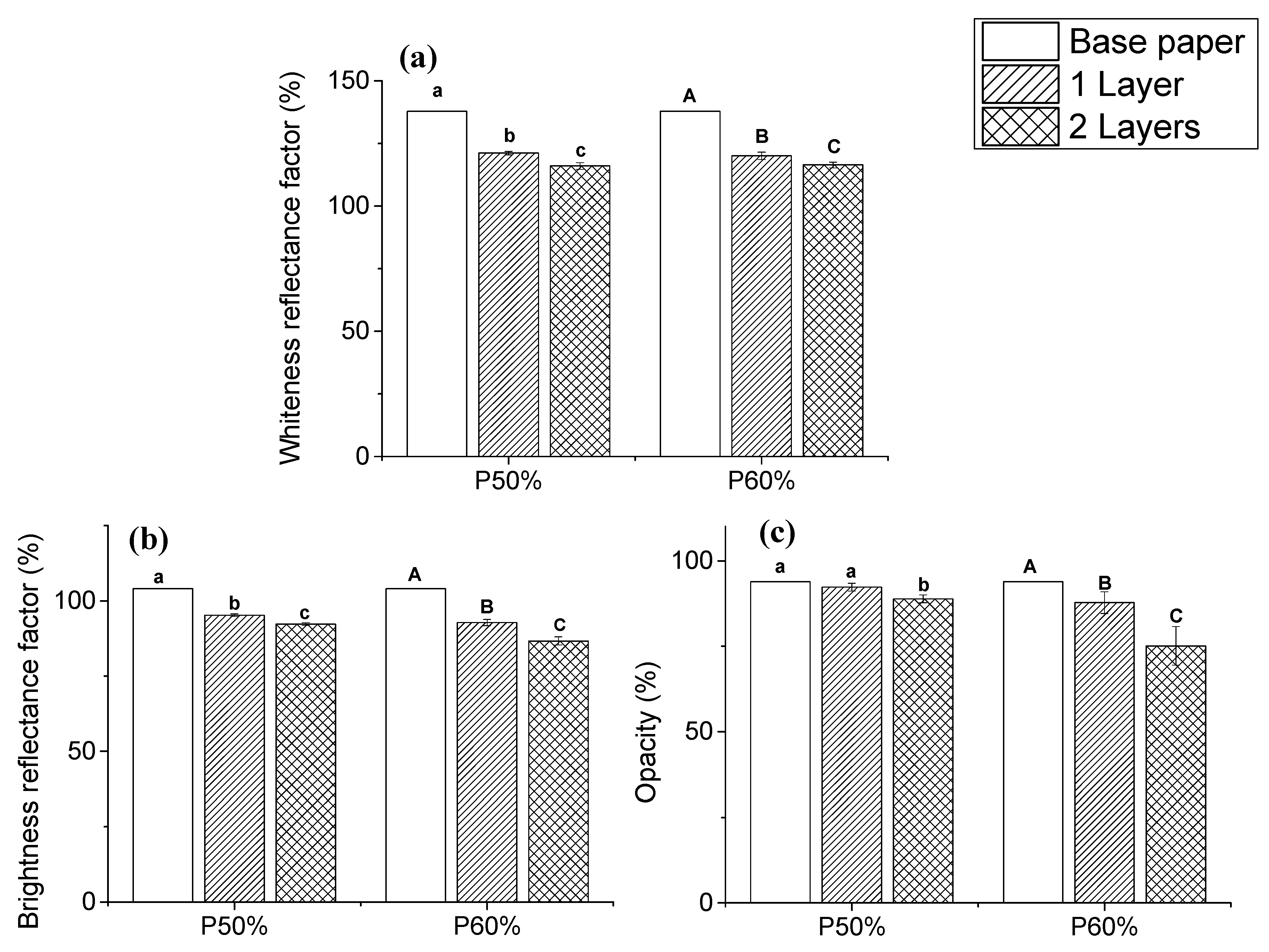
3.2. Optical Properties
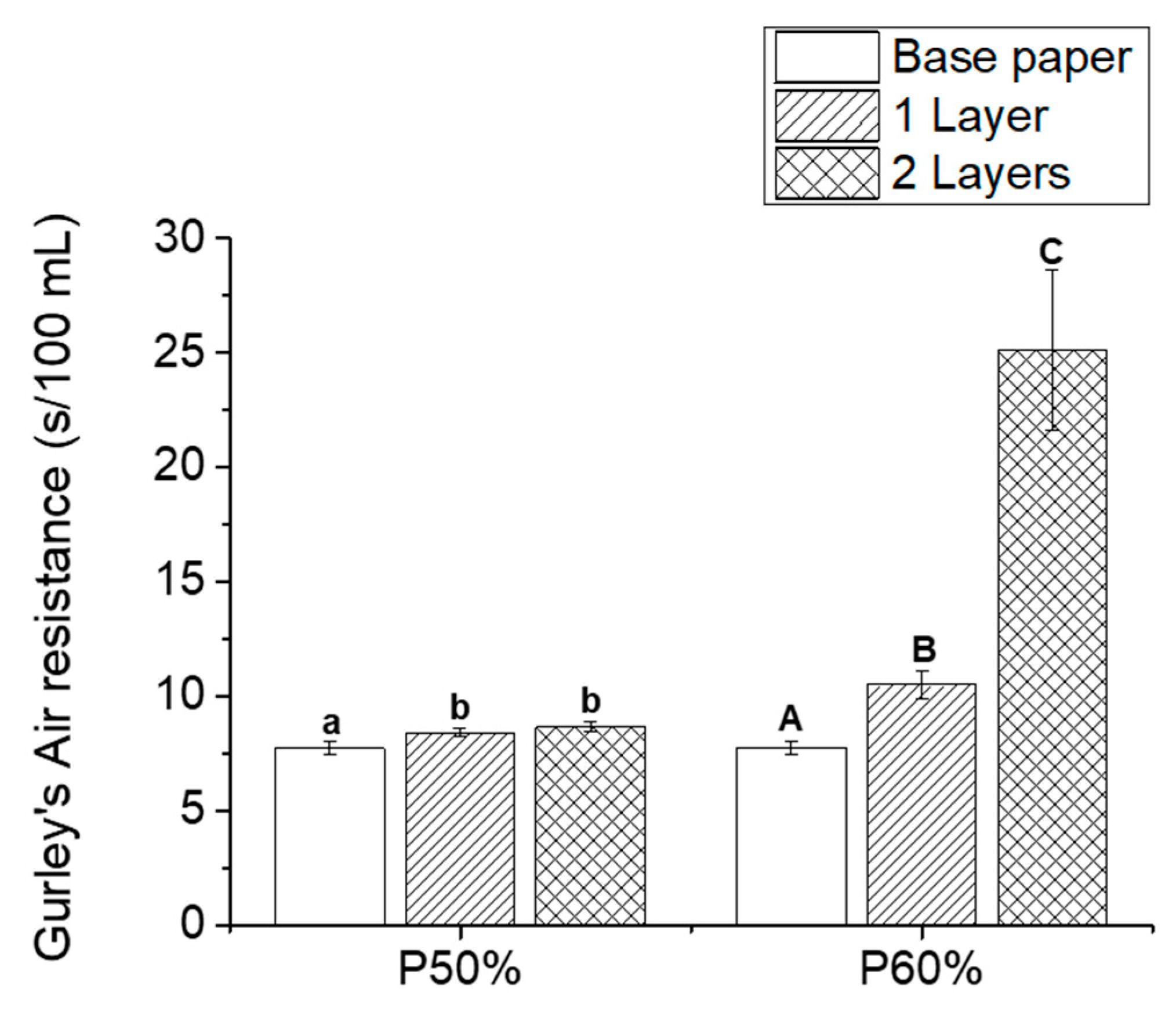
3.3. Air Barrier Properties
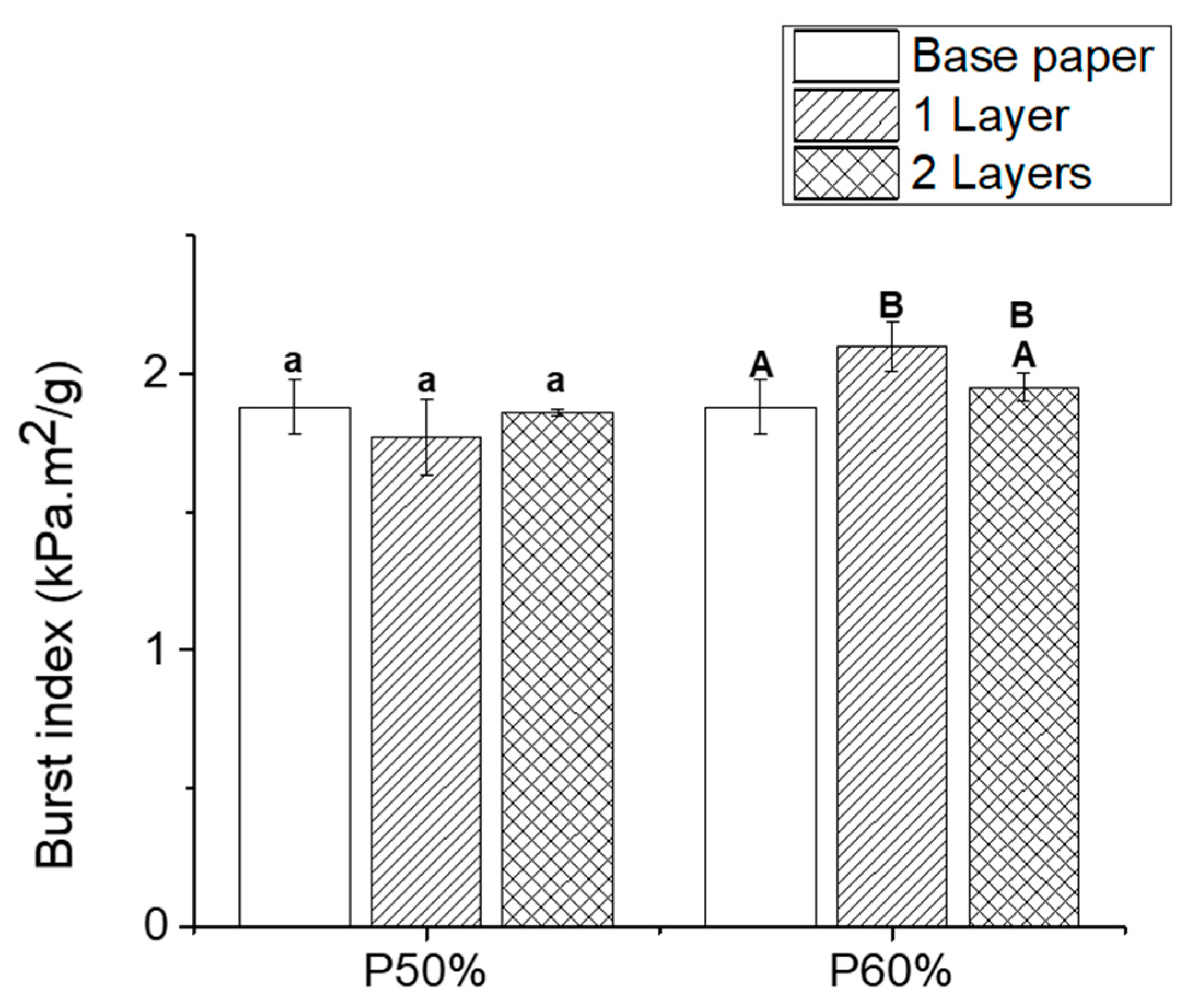
3.4. Mechanical Properties
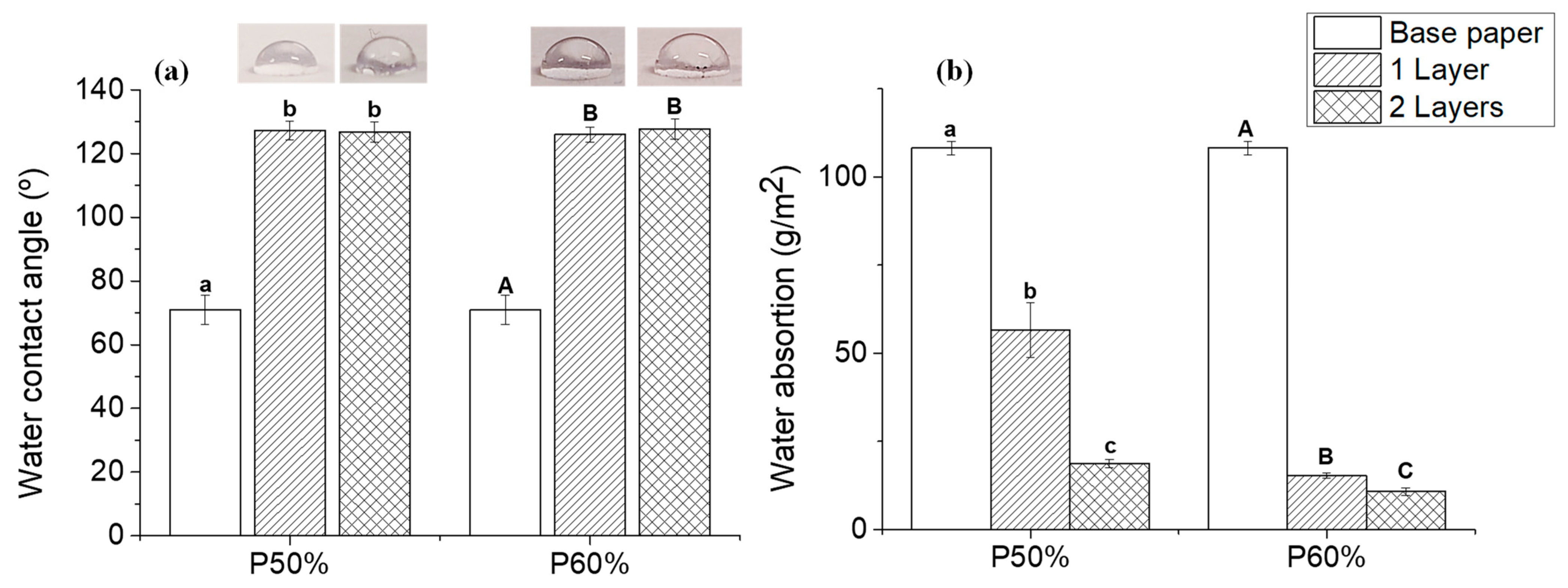
3.5. Hydrophobic Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Stark, N.M.; Matuana, L.M. Trends in sustainable biobased packaging materials: A mini review. Mater. Today Sustain. 2021, 15, 100084. [Google Scholar] [CrossRef]
- Prata, J.C.; da Costa, J.P.; Lopes, I.; Duarte, A.C.; Rocha-Santos, T. Environmental exposure to microplastics: An overview on possible human health effects. Sci. Total. Environ. 2020, 702, 134455. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, W.; Zhu, W.; McClements, D.J.; Liu, X.; Liu, F. A review of multilayer and composite films and coatings for active biodegradable packaging. NPJ Sci. Food 2022, 6, 18. [Google Scholar] [CrossRef]
- Wang, J.; Euring, M.; Ostendorf, K.; Zhang, K. Biobased materials for food packaging. J. Bioresour. Bioprod. 2022, 7, 1–13. [Google Scholar] [CrossRef]
- Wang, W.; Gu, F.; Deng, Z.; Zhu, Y.; Zhu, J.; Guo, T.; Song, J.; Xiao, H. Multilayer surface construction for enhancing barrier properties of cellulose-based packaging. Carbohydr. Polym. 2021, 255, 117431. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Samyn, P. Bio-Based Coatings for Paper Applications. Coatings 2015, 5, 887–930. [Google Scholar] [CrossRef] [Green Version]
- Asim, N.; Badiei, M.; Mohammad, M. Recent advances in cellulose-based hydrophobic food packaging. Emergent Mater. 2022, 5, 703–718. [Google Scholar] [CrossRef]
- Helanto, K.E.; Matikainen, L.; Talja, R.; Rojas, O.J. Bio-based polymers for sustainable packaging and biobarriers: A critical review. BioResources 2019, 14, 4902–4951. [Google Scholar] [CrossRef]
- Guazzotti, V.; Marti, A.; Piergiovanni, L.; Limbo, S. Bio-based coatings as potential barriers to chemical contaminants from recycled paper and board for food packaging. Food Addit. Contam. Part A 2014, 31, 402–413. [Google Scholar] [CrossRef] [PubMed]
- Shen, J.; Fatehi, P.; Ni, Y. Biopolymers for surface engineering of paper-based products. Cellulose 2014, 21, 3145–3160. [Google Scholar] [CrossRef]
- Vaithanomsat, P.; Kongsin, K.; Trakunjae, C.; Boonyarit, J.; Jarerat, A.; Sudesh, K.; Chollakup, R. Biosynthesized Poly(3-Hydroxybutyrate) on Coated Pineapple Leaf Fiber Papers for Biodegradable Packaging Application. Polymers 2021, 13, 1733. [Google Scholar] [CrossRef] [PubMed]
- Jiménez-López, A.M.; Hincapié-Llanos, G.A. Identification of factors affecting the reduction of VOC emissions in the paint industry: Systematic literature review—SLR. Prog. Org. Coat. 2022, 170, 106945. [Google Scholar] [CrossRef]
- Ulker, O.; Ulker, O.; Hiziroglu, S. Volatile Organic Compounds (VOCs) Emitted from Coated Furniture Units. Coatings 2021, 11, 806. [Google Scholar] [CrossRef]
- Sundar, N.; Kumar, A.; Pavithra, A.; Ghosh, S. Studies on Semi-crystalline Poly Lactic Acid (PLA) as a Hydrophobic Coating Material on Kraft Paper for Imparting Barrier Properties in Coated Abrasive Applications. Prog. Org. Coat. 2020, 145, 105682. [Google Scholar] [CrossRef]
- Willberg-Keyriläinen, P.; Ropponen, J.; Alakomi, H.-L.; Vartiainen, J. Cellulose fatty acid ester coated papers for stand-up pouch applications. J. Appl. Polym. Sci. 2018, 135, 46936. [Google Scholar] [CrossRef]
- Mendes-Felipe, C.; Oliveira, J.; Etxebarria, I.; Vilas-Vilela, J.L.; Lanceros-Mendez, S. State-of-the-Art and Future Challenges of UV Curable Polymer-Based Smart Materials for Printing Technologies. Adv. Mater. Technol. 2019, 4, 1800618. [Google Scholar] [CrossRef] [Green Version]
- Khudyakov, I.V. Fast photopolymerization of acrylate coatings: Achievements and problems. Prog. Org. Coat. 2018, 121, 151–159. [Google Scholar] [CrossRef]
- Pezzana, L.; Malmström, E.; Johansson, M.; Sangermano, M. UV-Curable Bio-Based Polymers Derived from Industrial Pulp and Paper Processes. Polymers 2021, 13, 1530. [Google Scholar] [CrossRef]
- Kajtna, J.; Krajnc, M. Solventless UV crosslinkable acrylic pressure sensitive adhesives. Int. J. Adhes. Adhes. 2011, 31, 822–831. [Google Scholar] [CrossRef]
- Czech, Z. Development in the area of UV-crosslinkable solvent-based pressure-sensitive adhesives with excellent shrinkage resistance. Eur. Polym. J. 2004, 40, 2221–2227. [Google Scholar] [CrossRef]
- Lee, S.-W.; Park, J.-W.; Kim, H.-J.; Kim, K.-M.; Kim, H.-I.; Ryu, J.-M. Adhesion Performance and Microscope Morphology of UV-Curable Semi-interpenetrated Dicing Acrylic PSAs in Si-Wafer Manufacture Process for MCP. J. Adhes. Sci. Technol. 2012, 26, 317–329. [Google Scholar] [CrossRef]
- Kajtna, J.; Šebenik, U.; Krajnc, M. Synthesis and dynamic mechanical analysis of nanocomposite UV crosslinkable 100% solid acrylic pressure sensitive adhesives. Int. J. Adhes. Adhes. 2014, 49, 18–25. [Google Scholar] [CrossRef]
- Beyler-Çiğil, A.; Kahraman, M.V. Effect of surface modification on nano-diamond particles for surface and thermal property of UV-curable hybrid coating. Prog. Org. Coat. 2016, 101, 468–476. [Google Scholar] [CrossRef]
- Seo, S.R.; Kim, J.-C. Emulsions Stabilized with poly(Hydroxyethyl Acrylate-co-Coumaryl Acrylate-co-2-Ethylhexyl acrylate). J. Macromol. Sci. Part A 2013, 50, 855–860. [Google Scholar] [CrossRef]
- Bajpai, S.; Rai, J.S.P.; Nigam, I. Synthesis and characterization of poly[methyl methacrylate-co-2-ethylhexyl acrylate-co-poly(propylene glycol diacrylate)] latices. J. Appl. Polym. Sci. 2011, 122, 676–684. [Google Scholar] [CrossRef]
- Yu, J.M.; Dubois, P.; Jérôme, R. Synthesis and Properties of Poly[isobornyl methacrylate (IBMA)-b-butadiene (BD)-b-IBMA] Copolymers: New Thermoplastic Elastomers of a Large Service Temperature Range. Macromolecules 1996, 29, 7316–7322. [Google Scholar] [CrossRef]
- Ossowicz-Rupniewska, P.; Bednarczyk, P.; Nowak, M.; Nowak, A.; Duchnik, W.; Kucharski, Ł.; Rokicka, J.; Klimowicz, A.; Czech, Z. Sustainable UV-Crosslinkable Acrylic Pressure-Sensitive Adhesives for Medical Application. Int. J. Mol. Sci. 2021, 22, 11840. [Google Scholar] [CrossRef]
- López, A.B.; de la Cal, J.C.; Asua, J.M. Highly Hydrophobic Coatings from Waterborne Latexes. Langmuir 2016, 32, 7459–7466. [Google Scholar] [CrossRef]
- López, A.B.; de la Cal, J.C.; Asua, J.M. Controlling film topography to form highly hydrophobic waterborne coatings. Soft Matter 2016, 12, 7005–7011. [Google Scholar] [CrossRef]
- Fu, C.; Zhang, T.-X.; Cheng, F.; Cui, W.-Z.; Chen, Y. Double-Layer Coating Films Prepared from Water-Borne Latexes of Acrylate–Vinylidene Chloride Copolymers: Investigating Their Heavy-Duty Anticorrosive Properties. Ind. Eng. Chem. Res. 2014, 53, 4534–4543. [Google Scholar] [CrossRef]
- Wu, J.; Wang, C.; Mu, C.; Lin, W. A waterborne polyurethane coating functionalized by isobornyl with enhanced antibacterial adhesion and hydrophobic property. Eur. Polym. J. 2018, 108, 498–506. [Google Scholar] [CrossRef]
- Young, W.W.; Saez, J.P.; Katsumata, R. Rationalizing the Composition Dependence of Glass Transition Temperatures in Amorphous Polymer/POSS Composites. ACS Macro Lett. 2021, 10, 1404–1409. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.-C.; Wang, W.-J.; Liao, C.-Y. Synthesis and characterization of three-component thermosetting acrylic polymer light conduits. J. Polym. Res. 1999, 6, 161–165. [Google Scholar] [CrossRef]
- Şakalak, H.; Karaman, M. All-dry synthesis of poly(2-ethylhexyl acrylate) nanocoatings using initiated chemical vapor deposition method. Prog. Org. Coat. 2019, 132, 283–287. [Google Scholar] [CrossRef]
- Martins, N.C.; Freire, C.S.; Neto, C.P.; Silvestre, A.J.; Causio, J.; Baldi, G.; Sadocco, P.; Trindade, T. Antibacterial paper based on composite coatings of nanofibrillated cellulose and ZnO. Colloids Surf. A Physicochem. Eng. Asp. 2013, 417, 111–119. [Google Scholar] [CrossRef]
- Fernandes, S.C.M.; Freire, C.S.R.; Silvestre, A.J.D.; Desbrières, J.; Gandini, A.; Neto, C.P. Production of Coated Papers with Improved Properties by Using a Water-Soluble Chitosan Derivative. Ind. Eng. Chem. Res. 2010, 49, 6432–6438. [Google Scholar] [CrossRef]
- Hu, G.; Fu, S.; Chu, F.; Lin, M. Relationship between Paper Whiteness and Color Reproduction in Inkjet Printing. Bioresources 2017, 12, 4854–4866. [Google Scholar] [CrossRef] [Green Version]
- Hu, G.; Fang, H.; Lin, M.; Chu, F. Effect of Paper Optical Properties on the Color Reproduction in Ink Jet Printing. In Advanced Graphic Communications and Media Technologies; Zhao, P., Ouyang, Y., Xu, M., Yang, L., Ouyang, Y., Eds.; Qilu University of Technology, Sch Printing & Packaging: Jinan, China, 2017; pp. 447–452. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Gill, R.A. Fillers for Papermaking: A Review of their Properties, Usage Practices, and their Mechanistic Role. Bioresources 2016, 11, 2886–2963. [Google Scholar] [CrossRef] [Green Version]
- Li, M.C.; Mun, Y.J.; Cho, U.R. Synthesis of Environmental-Friendly Starch-acrylic Coating Sols by Emulsion Polymerization. Elastomers Compos. 2010, 45, 272–279. Available online: https://koreascience.kr/article/JAKO201013351020561.page (accessed on 15 January 2023).
- Zhu, H.; Fang, Z.; Preston, C.; Li, Y.; Hu, L. Transparent paper: Fabrications, properties, and device applications. Energy Environ. Sci. 2014, 7, 269–287. [Google Scholar] [CrossRef]
- Kunam, P.K.; Ramakanth, D.; Akhila, K.; Gaikwad, K.K. Bio-based materials for barrier coatings on paper packaging. Biomass Convers. Biorefinery 2022, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Tarrés, Q.; Aguado, R.; Pèlach, M.; Mutjé, P.; Delgado-Aguilar, M. Electrospray Deposition of Cellulose Nanofibers on Paper: Overcoming the Limitations of Conventional Coating. Nanomaterials 2021, 12, 79. [Google Scholar] [CrossRef] [PubMed]
- Shorey, R.; Mekonnen, T.H. Sustainable paper coating with enhanced barrier properties based on esterified lignin and PBAT blend. Int. J. Biol. Macromol. 2022, 209, 472–484. [Google Scholar] [CrossRef]
- Abou-Zeid, R.E.; Diab, M.A.; Mohamed, S.A.A.; Salama, A.; Aljohani, H.A.; Shoueir, K.R. Surfactant-Assisted Poly(lactic acid)/Cellulose Nanocrystal Bionanocomposite for Potential Application in Paper Coating. J. Renew. Mater. 2018, 6, 394–401. [Google Scholar] [CrossRef]
- Song, Z.; Tang, J.; Li, J.; Xiao, H. Plasma-induced polymerization for enhancing paper hydrophobicity. Carbohydr. Polym. 2013, 92, 928–933. [Google Scholar] [CrossRef]
- Hamdani, S.S.; Li, Z.; Rabnawaz, M.; Kamdem, D.P.; Khan, B.A. Chitosan–Graft–Poly(dimethylsiloxane)/Zein Coatings for the Fabrication of Environmentally Friendly Oil- and Water-Resistant Paper. ACS Sustain. Chem. Eng. 2020, 8, 5147–5155. [Google Scholar] [CrossRef]
- Faro, E.L.; Menozzi, C.; Licciardello, F.; Fava, P. Improvement of Paper Resistance against Moisture and Oil by Coating with Poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) and Polycaprolactone (PCL). Appl. Sci. 2021, 11, 8058. [Google Scholar] [CrossRef]
- Samyn, P.; Deconinck, M.; Schoukens, G.; Stanssens, D.; Vonck, L.; Abbeele, H.V.D. Modifications of paper and paperboard surfaces with a nanostructured polymer coating. Prog. Org. Coat. 2010, 69, 442–454. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Formulation | Number of Layers | Grammage (g/m2) | Pick-Up (g/m2) |
|---|---|---|---|---|
| Base paper | - | - | 79.26 ± 0.26 | - |
| P50%_1 | P50% | 1 | 85.98 ± 0.86 | 6.71 ± 0.34 |
| P50%_2 | 2 | 89.74 ± 0.42 | 10.39 ± 0.59 | |
| P60%_1 | P60% | 1 | 93.24 ± 0.92 | 14.17 ± 0.92 |
| P60%_2 | 2 | 110.99 ± 2.27 | 31.85 ± 2.47 |
| Coating Material | Solvent | Pick-Up (g/m2) | Water Absorption (g/m2) | Contact Angle (°) | Ref. |
|---|---|---|---|---|---|
| Poly(2-ethylhexyl acrylate-co-isobornyl methacrylate) | 2-ethylhexyl acrylate + isobornyl methacrylate | 14.17 | 15.3 | 125 | our work |
| Chitosan-g-poly(dimethylsiloxane) | Water | 9.4 | 15.8 | 122.8 | [47] |
| Poly(styrene-co-maleimide) | Water | 10.6 | 34 | 100 | [49] |
| Polylactic acid | Dichloromethane | 6.0 | 10 | 75 | [14] |
| Poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) | Chloroform | 8.5 | - | 85 | [48] |
| Polycaprolactone | Chloroform | 8.3 | - | 85 | [48] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, F.M.; Pinto, R.J.B.; Barros-Timmons, A.; Freire, C.S.R. Solventless Photopolymerizable Paper Coating Formulation for Packaging Applications. Polymers 2023, 15, 1069. https://doi.org/10.3390/polym15051069
Silva FM, Pinto RJB, Barros-Timmons A, Freire CSR. Solventless Photopolymerizable Paper Coating Formulation for Packaging Applications. Polymers. 2023; 15(5):1069. https://doi.org/10.3390/polym15051069
Chicago/Turabian StyleSilva, Fábio M., Ricardo J. B. Pinto, Ana Barros-Timmons, and Carmen S. R. Freire. 2023. "Solventless Photopolymerizable Paper Coating Formulation for Packaging Applications" Polymers 15, no. 5: 1069. https://doi.org/10.3390/polym15051069