

Bulk Polymerization of Thermoplastic Shape Memory Epoxy Polymer for Recycling Applications

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Thermoplastic SMEPs
2.3. Characterization
2.3.1. Differential Scanning Calorimetry (DSC) Measurements
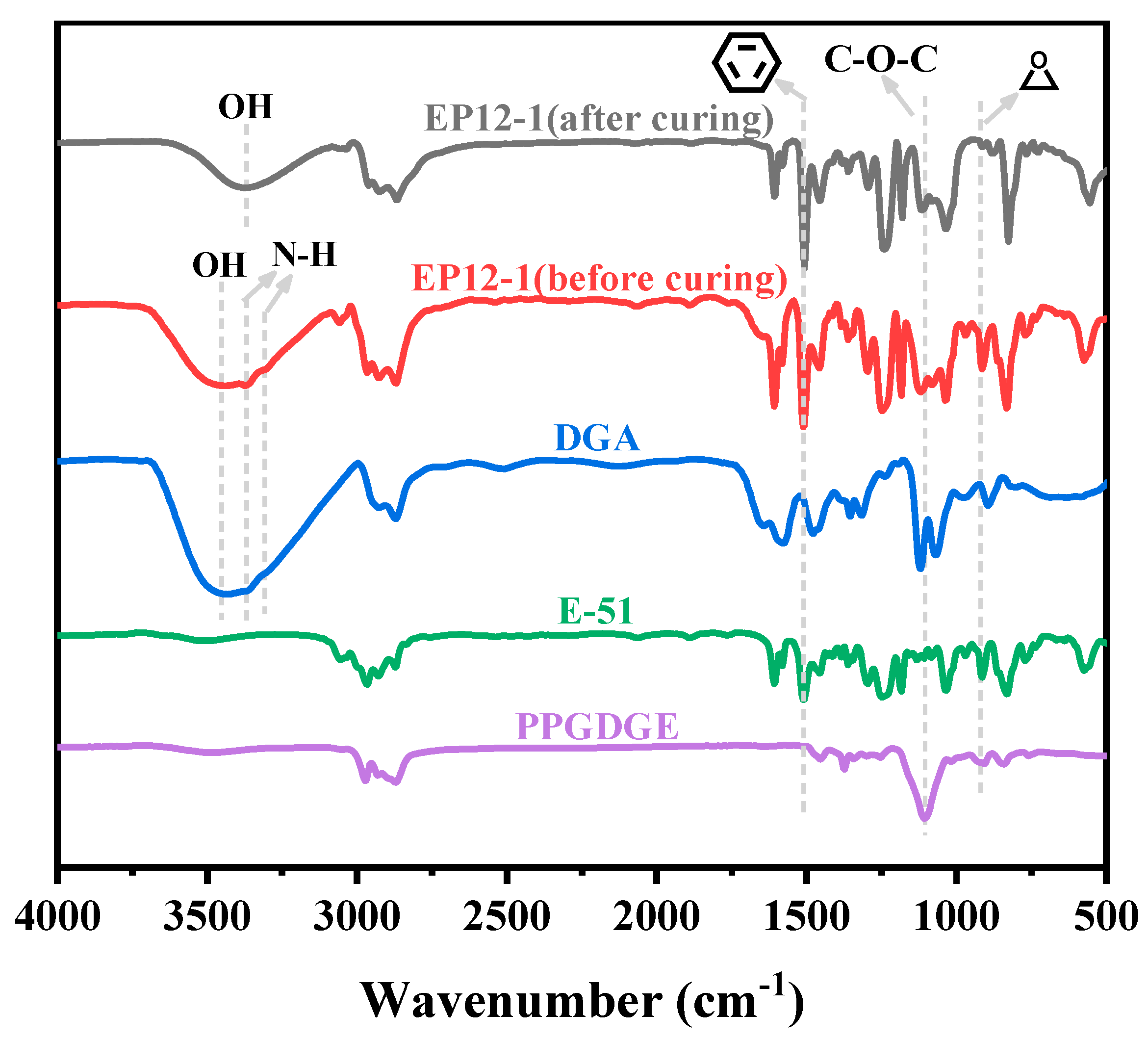
2.3.2. Fourier Transform Infrared Spectroscopy (FTIR)
2.3.3. Thermogravimetric Analysis (TGA)
2.3.4. Tests on Mechanical Properties
2.3.5. Dynamic Thermomechanical Analysis (DMA) and Shape Memory Effect (SME) Characterizations
2.3.6. Structure and Morphology Characterization
3. Results and Discussion
3.1. Bulk Polymerization of Thermoplastic SMEPs Systems
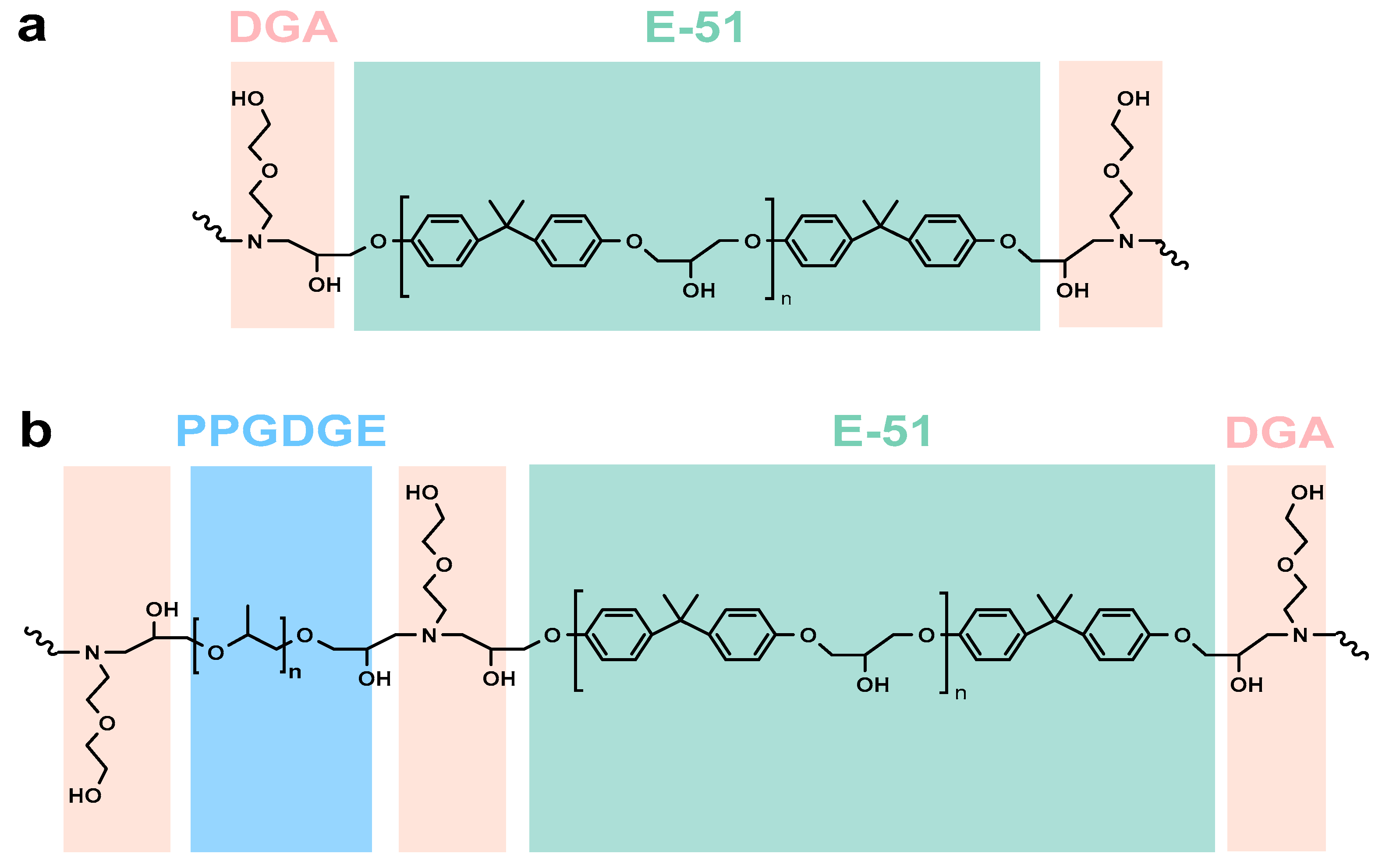
3.2. Structural Analysis of Thermoplastic SMEP
3.3. Thermal Performance Analysis of Thermoplastic SMEP
3.4. Mechanical Properties Analysis of Thermoplastic SMEP
3.4.1. Tensile Mechanical Properties
3.4.2. Dynamic Mechanical Properties
3.5. Shape Memory Performance of Thermoplastic SMEP
3.6. Structure and Morphology of Thermoplastic SMEP
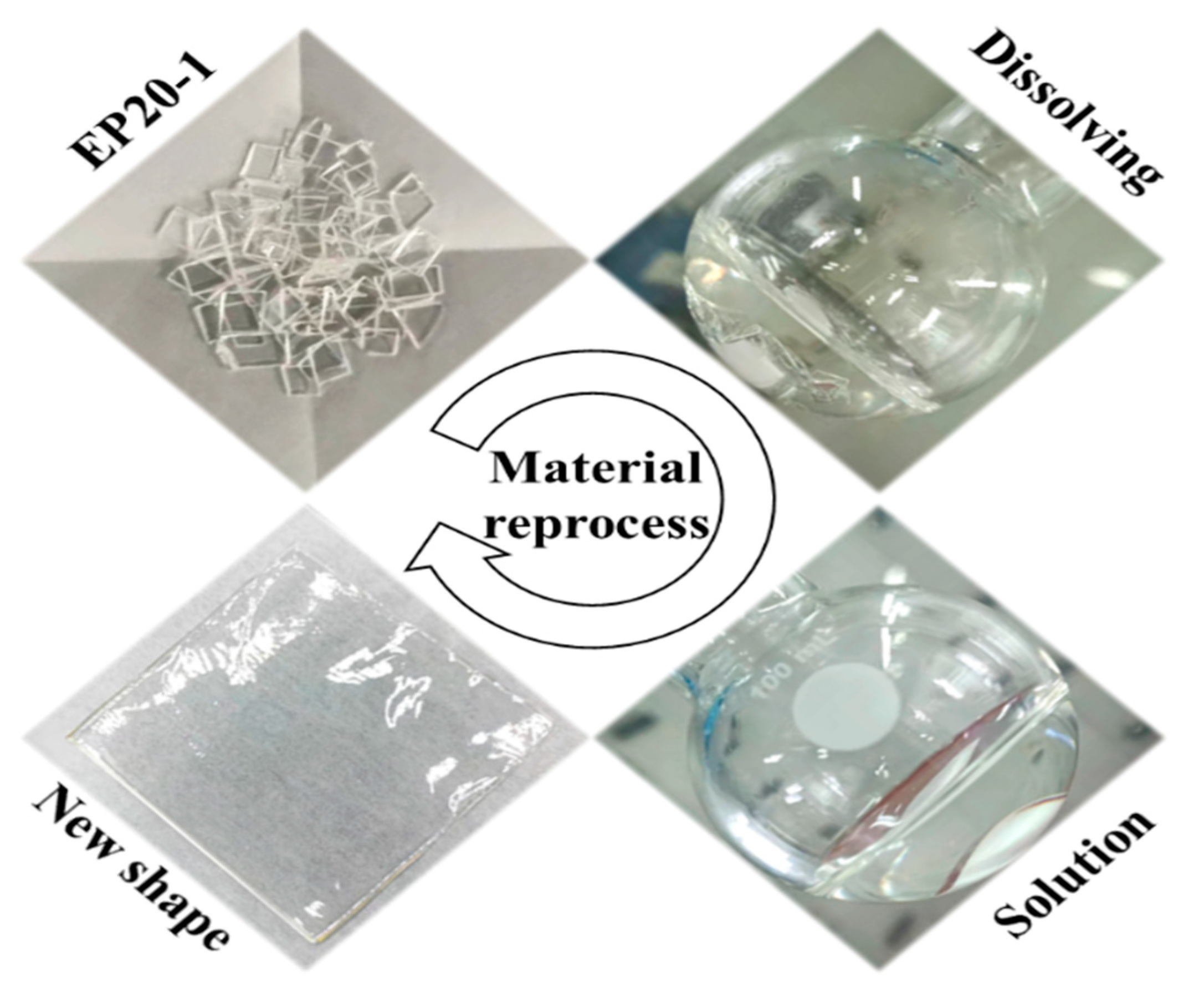
3.7. Recycling Performance of Thermoplastic SMEP
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiao, X.; Chen, H.; Chen, S.J. New zwitterionic polyurethanes containing pendant carboxyl-pyridinium with shape memory, shape reconfiguration, and self-healing properties. Polymer 2019, 180, 121727. [Google Scholar] [CrossRef]
- Yang, L.D.; Lou, J.K.; Yuan, J.M.; Deng, J.R. A review of shape memory polymers based on the intrinsic structures of their responsive switches. RSC Adv. 2021, 11, 28838–28850. [Google Scholar] [CrossRef]
- Ren, L.Q.; Li, B.Q.; Liu, Q.P.; Ren, L.; Song, Z.Y.; Zhou, X.L.; Gao, P. 4D Printing Dual Stimuli-Responsive Bilayer Structure Toward Multiple Shape-Shifting. Front. Mater. 2021, 8, 655160. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Y.H.; Wei, Y.; Li, Y.T. 3D printing of shape memory polymer for functional part fabrication. Int. J. Adv. Manuf. Technol. 2016, 84, 2079–2095. [Google Scholar] [CrossRef]
- Yue, C.B.; Li, M.; Liu, Y.T.; Fang, Y.Q.; Song, Y.M.; Xu, M.; Li, J. Three-dimensional printing of cellulose nanofibers reinforced PHB/PCL/Fe3O4 magneto-responsive shape memory polymer composites with excellent mechanical properties. Addit. Manuf. 2021, 46, 102146. [Google Scholar] [CrossRef]
- Hu, X.Y.; Ge, Z.X.; Wang, X.D.; Jiao, N.A.D.; Tung, S. Multifunctional thermo-magnetically actuated hybrid soft millirobot based on 4D printing. Compos. Part B Eng. 2022, 228, 109451. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, F.H.; Leng, J.S.; Fu, K.; Lu, X.L.; Wang, L.Y.; Cotton, C.; Sun, B.Z.; Gu, B.H.; Chou, T.W. Remotely and Sequentially Controlled Actuation of Electroactivated Carbon Nanotube/Shape Memory Polymer Composites. Adv. Mater. Technol. 2019, 4, 1900600. [Google Scholar] [CrossRef]
- Hagaman, D.E.; Leist, S.; Zhou, J.; Ji, H.F. Photoactivated Polymeric Bilayer Actuators Fabricated via 3D Printing. ACS Appl. Mater. Interfaces 2018, 10, 27308–27315. [Google Scholar] [CrossRef]
- Keneth, E.S.; Lieberman, R.; Rednor, M.; Scalet, G.; Auricchio, F.; Magdassi, S. Multi-Material 3D Printed Shape Memory Polymer with Tunable Melting and Glass Transition Temperature Activated by Heat or Light. Polymers 2020, 12, 710. [Google Scholar] [CrossRef]
- Nishiguchi, A.; Zhang, H.; Schweizerhof, S.; Schulte, M.F.; Mourran, A.; Moller, M. 4D Printing of a Light-Driven Soft Actuator with Programmed Printing Density. ACS Appl. Mater. Interfaces 2020, 12, 12176–12185. [Google Scholar] [CrossRef] [Green Version]
- Ghazal, A.F.; Zhang, M.; Bhandari, B.; Chen, H.Z. Investigation on spontaneous 4D changes in color and flavor of healthy 3D printed food materials over time in response to external or internal pH stimulus. Food Res. Int. 2021, 142, 110215. [Google Scholar] [CrossRef]
- Melocchi, A.; Inverardi, N.; Uboldi, M.; Baldi, F.; Maroni, A.; Pandini, S.; Briatico-Vangosa, F.; Zema, L.; Gazzaniga, A. Retentive device for intravesical drug delivery based on water-induced shape memory response of poly(vinyl alcohol): Design concept and 4D printing feasibility. Int. J. Pharm. 2019, 559, 299–311. [Google Scholar] [CrossRef]
- Gladman, A.S.; Matsumoto, E.A.; Nuzzo, R.G.; Mahadevan, L.; Lewis, J.A. Biomimetic 4D printing. Nat. Mater. 2016, 15, 413–418. [Google Scholar] [CrossRef]
- Lee, J.; Kim, H.C.; Choi, J.W.; Lee, I.H. A Review on 3D Printed Smart Devices for 4D Printing. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 373–383. [Google Scholar] [CrossRef]
- Duan, G.F.; Liu, H.; Liu, Z.Y.; Tan, J.R. A 4D-Printed Structure With Reversible Deformation for the Soft Crawling Robot. Front. Mater. 2022, 9, 850722. [Google Scholar] [CrossRef]
- Yamamura, S.; Iwase, E. Hybrid hinge structure with elastic hinge on self-folding of 4D printing using a fused deposition modeling 3D printer. Mater. Des. 2021, 203, 109605. [Google Scholar] [CrossRef]
- Miao, J.T.; Ge, M.Y.; Peng, S.Q.; Zhong, J.; Li, Y.W.; Weng, Z.X.; Wu, L.X.; Zheng, L.H. Dynamic Imine Bond-Based Shape Memory Polymers with Permanent Shape Reconfigurability for 4D Printing. ACS Appl. Mater. Interfaces 2019, 11, 40642–40651. [Google Scholar] [CrossRef]
- Ge, Q.; Dunn, C.K.; Qi, H.J.; Dunn, M.L. Active origami by 4D printing. Smart Mater. Sruct. 2014, 23, 094007. [Google Scholar] [CrossRef]
- Wang, Y.J.; Jeng, U.S.; Hsu, S.H. Biodegradable Water-Based Polyurethane Shape Memory Elastomers for Bone Tissue Engineering. ACS Biomater. Sci. Eng. 2018, 4, 1397–1406. [Google Scholar] [CrossRef]
- Yeazel, T.R.; Becker, M.L. Advancing Toward 3D Printing of oresorbable Shape Memory Polymer Stents. Biomacromolecules 2020, 21, 3957–3965. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing-Encapsulated Polycaprolactone–Thermoplastic Polyurethane with High Shape Memory Performances. Adv. Eng. Mater. 2022, accepted. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D printing of PET-G via FDM including tailormade excess third shape. Manuf. Lett. 2022, 33, 1–4. [Google Scholar] [CrossRef]
- Zheng, N.; Fang, G.Q.; Cao, Z.L.; Zhao, Q.; Xie, T. High strain epoxy shape memory polymer. Polym. Chem. 2015, 6, 3046–3053. [Google Scholar] [CrossRef]
- Liu, T.; Hao, C.; Wang, L.W.; Li, Y.Z.; Liu, W.C.; Xin, J.N.; Zhang, J.W. Eugenol-Derived Biobased Epoxy: Shape Memory, Repairing, and Recyclability. Macromolecules 2017, 50, 8588–8597. [Google Scholar] [CrossRef]
- Qian, H.; Xu, D.; Du, C.; Zhang, D.; Li, X.; Huang, L.; Deng, L.; Tu, Y.; Mol, J.M.C.; Terryn, H.A. Dual-action smart coatings with a self-healing superhydrophobic surface and anti-corrosion properties. J. Mater. Chem. A 2017, 5, 2355–2364. [Google Scholar] [CrossRef]
- Hu, B.J.; Xia, H.; Liu, F.; Ni, Q.Q. Heat-stimuli controllability of shape memory thermoplastic epoxy filaments by adding polyethylene glycol. Polymer 2022, 250, 124848. [Google Scholar] [CrossRef]
- Hu, B.J.; Xia, H.; Liu, F.; Ni, Q.Q. Development of thermoplastic epoxy filaments with shape memory properties. Polym. Test. 2021, 103, 107374. [Google Scholar] [CrossRef]
- Lu, H.H.; Wu, Y.L.; Qi, X.M.; Chi, Z.Y.; Li, Z.; Xu, L.; Fu, Y.Q.; Dong, Y.B. Thermally and light-triggered reconfigurable shape memory polydopamine/epoxy composite with self-healing and recyclable ability. J. Appl. Polym. Sci. 2021, 138, 50526. [Google Scholar] [CrossRef]
- Chen, T.Q.; Fang, L.; Lu, C.H.; Xu, Z.Z. Effects of Blended Reversible Epoxy Domains on Structures and Properties of Self-Healing/Shape-Memory Thermoplastic Polyurethane. Macromol. Mater. Eng. 2020, 305, 1900578. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Ramanan, S.P.; George, J.J.; Jose, S.; Zachariah, A.K.; Siengchin, S.; Yorseng, K.; Janke, A.; Pionteck, J. PEG-ran-PPG Modified Epoxy Thermosets: A Simple Approach To Develop Tough Shape Memory Polymers. Ind. Eng. Chem. Res. 2018, 57, 3583–3590. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | E-51 (g) | PPGDGE (g) | DGA (g) |
|---|---|---|---|
| EP1-0 | 3.92 | - | 1.05 |
| EP20-1 | 3.73 | 0.30 | 1.05 |
| EP16-1 | 3.69 | 0.37 | 1.05 |
| EP12-1 | 3.62 | 0.48 | 1.05 |
| EP8-1 | 3.48 | 0.69 | 1.05 |
| Step 1 | increase the temperature at a rate of 10 °C/min to 20 °C above Tg of the sample |
| Step 2 | isothermal for 10 min |
| Step 3 | apply force at the appropriate force rate to deform the sample |
| Step 4 | isothermal for 5 min |
| Step 5 | ramp to 0 °C at a rate of 10 °C/min |
| Step 6 | isothermal for 10 min |
| Step 7 | withdraw force to 0 N at the same rate as step 3 |
| Step 8 | isothermal for 5 min |
| Step 9 | increase the temperature to 20 °C above the Tg at a rate of 10 °C/min |
| Step 10 | isothermal for 30 min |
| Systems | Extrapolated Characteristic Temperatures | ||
|---|---|---|---|
| Ti/°C | Tp/°C | Tf/°C | |
| EP1-0 | 44.39 | 77.91 | 103.37 |
| EP20-1 | 45.38 | 80.06 | 110.54 |
| EP16-1 | 43.85 | 80.13 | 110.44 |
| EP12-1 | 43.51 | 80.49 | 115.11 |
| EP8-1 | 43.90 | 80.88 | 126.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhuo, H.; He, Z.; Liu, J.; Ma, G.; Ren, Z.; Zeng, Y.; Chen, S. Bulk Polymerization of Thermoplastic Shape Memory Epoxy Polymer for Recycling Applications. Polymers 2023, 15, 809. https://doi.org/10.3390/polym15040809
Zhuo H, He Z, Liu J, Ma G, Ren Z, Zeng Y, Chen S. Bulk Polymerization of Thermoplastic Shape Memory Epoxy Polymer for Recycling Applications. Polymers. 2023; 15(4):809. https://doi.org/10.3390/polym15040809
Chicago/Turabian StyleZhuo, Haitao, Zhen He, Jun Liu, Guocheng Ma, Zhenghe Ren, Youhan Zeng, and Shaojun Chen. 2023. "Bulk Polymerization of Thermoplastic Shape Memory Epoxy Polymer for Recycling Applications" Polymers 15, no. 4: 809. https://doi.org/10.3390/polym15040809