
Properties of Stereocomplex PLA for Melt Spinning

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. scPLA Formation
2.3. Measurements
3. Results and Discussion
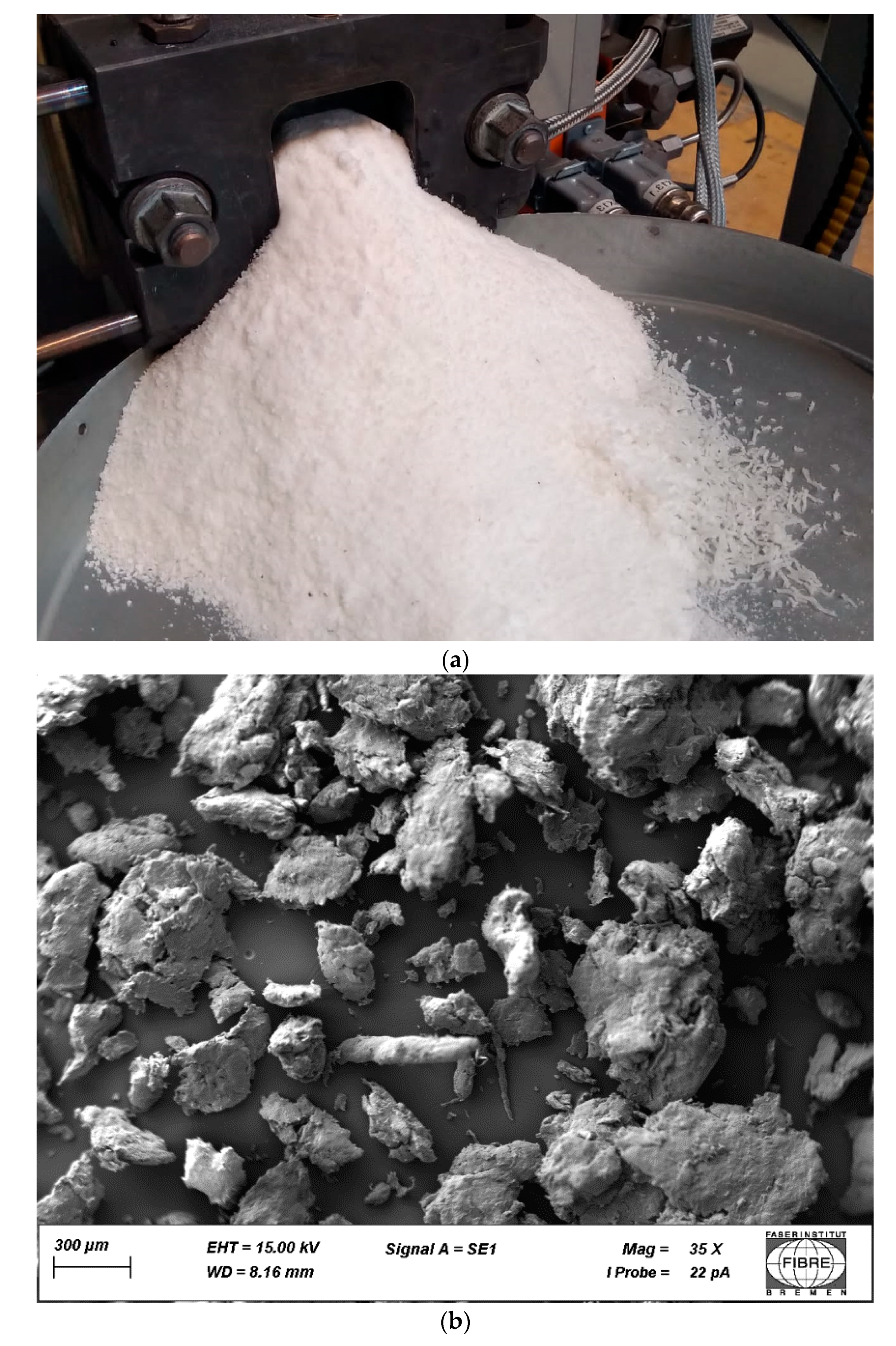
3.1. Particle Size Analysis
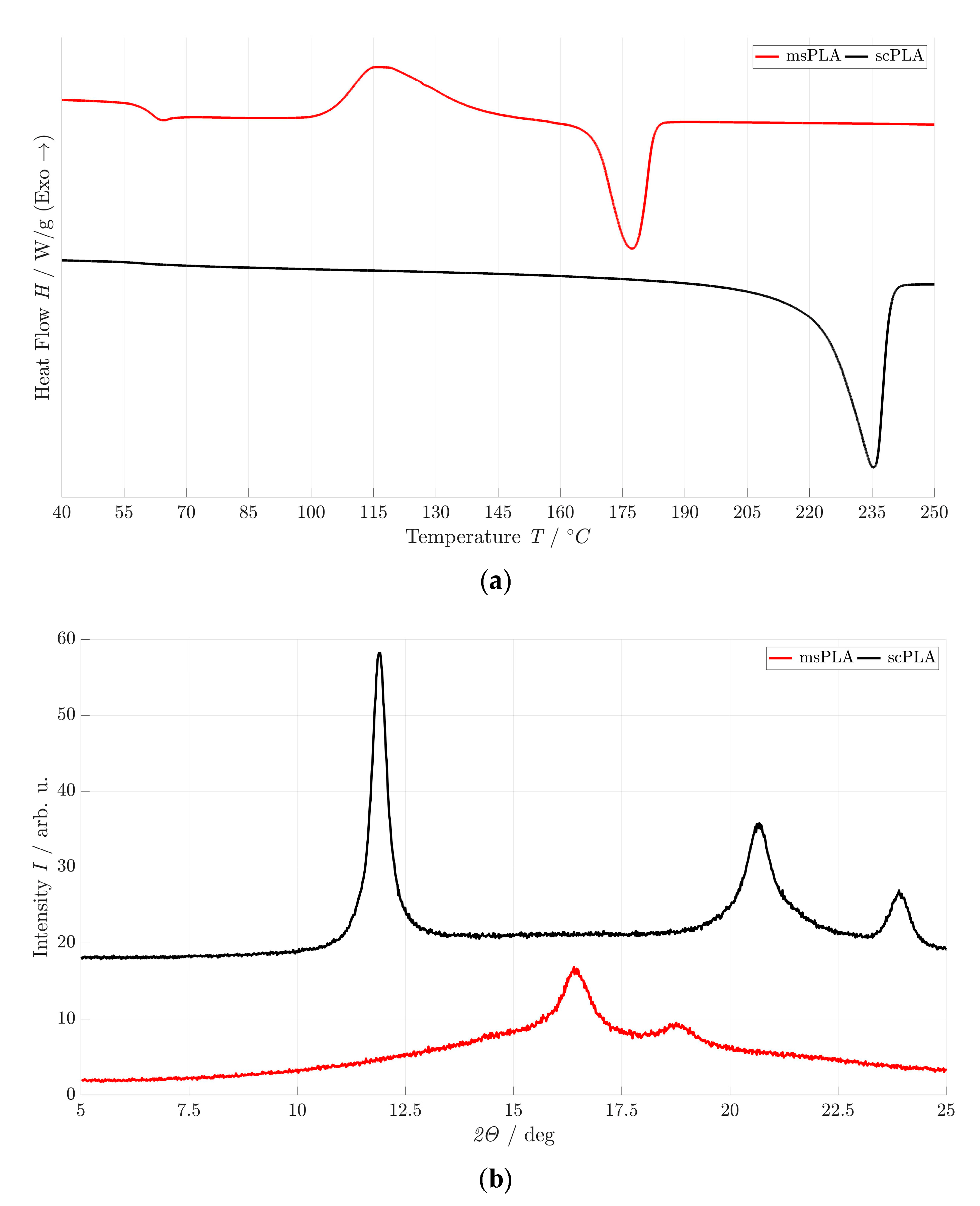
3.2. Thermal Properties
3.3. XRD Patterns
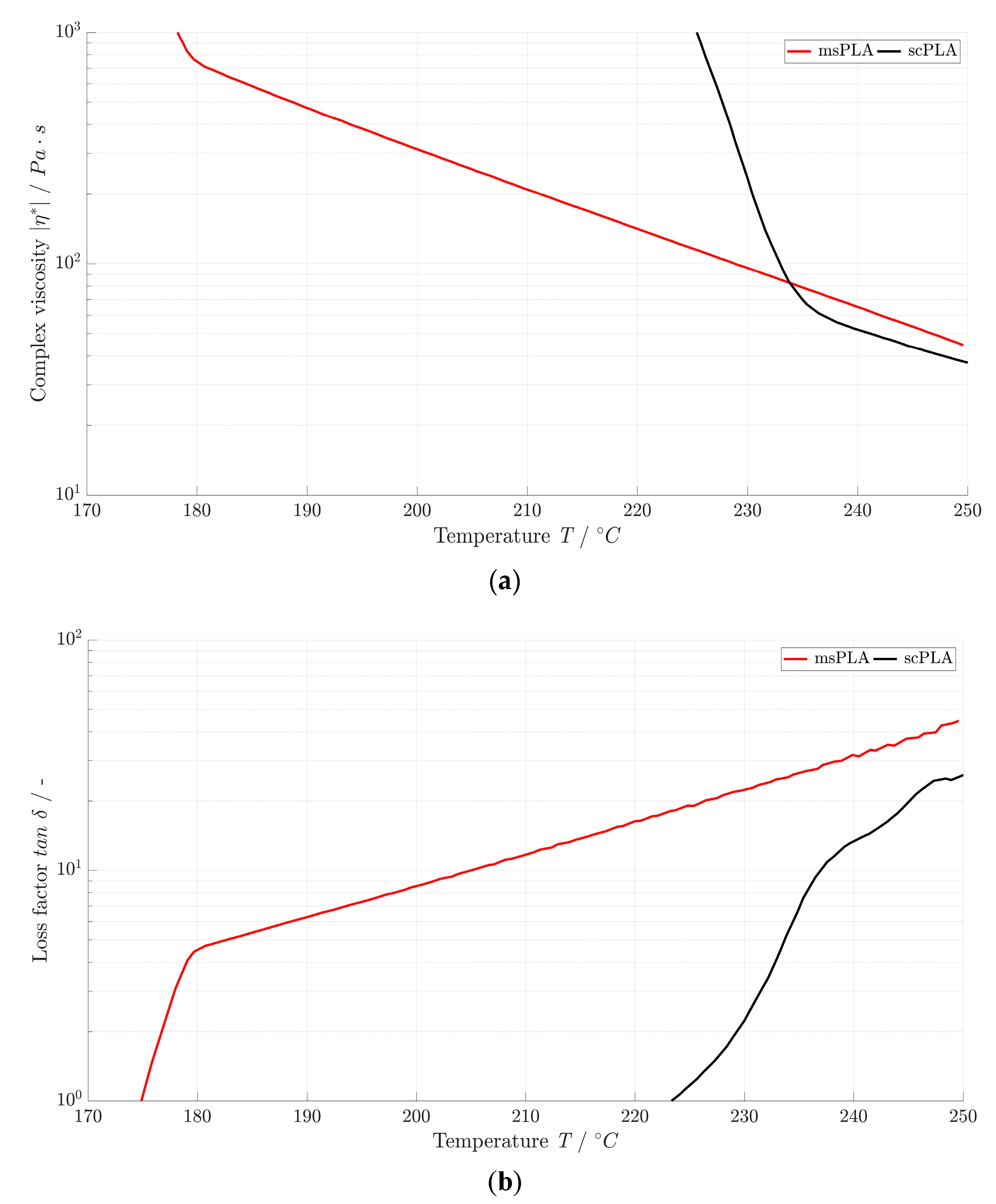
3.4. Rheological Properties
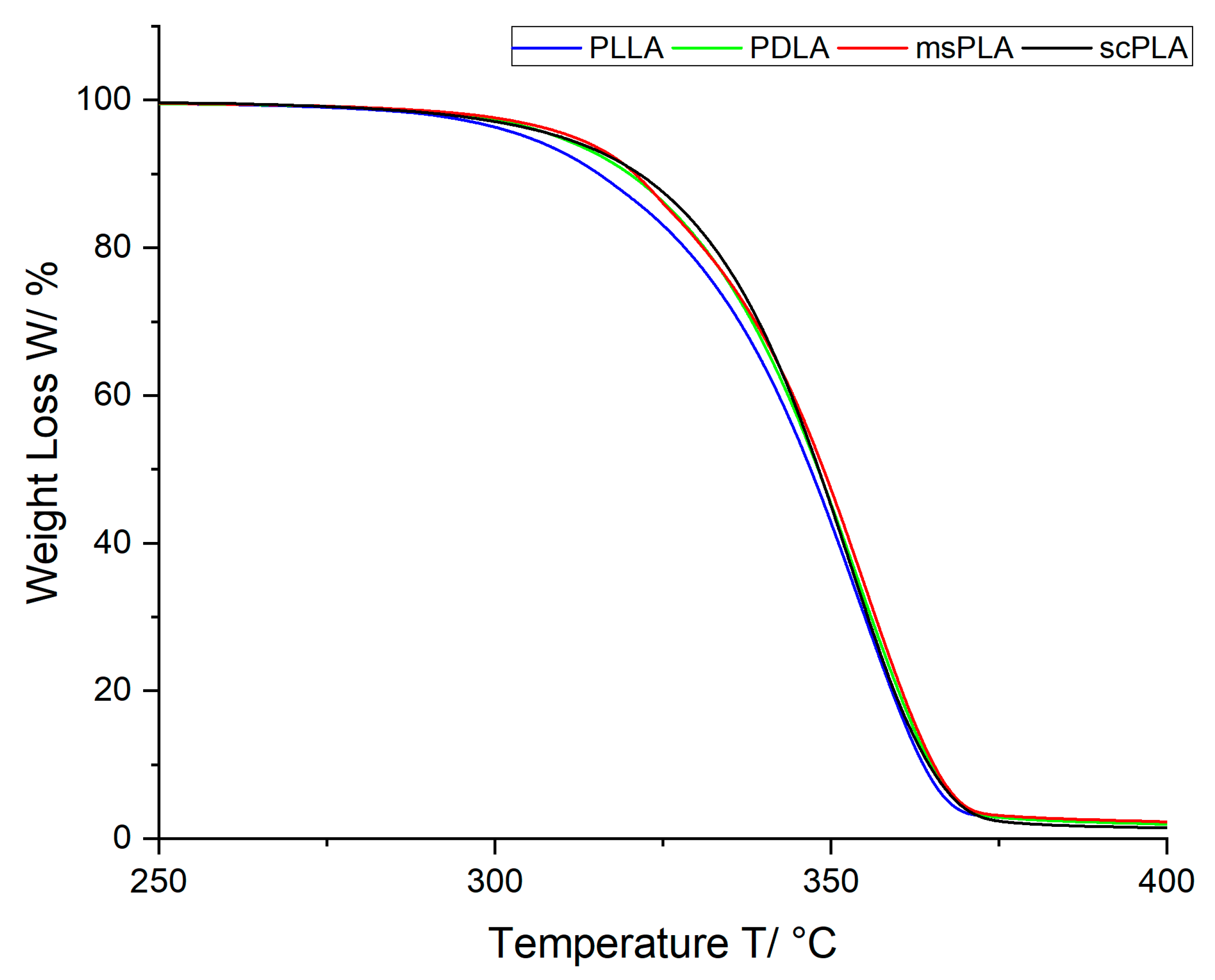
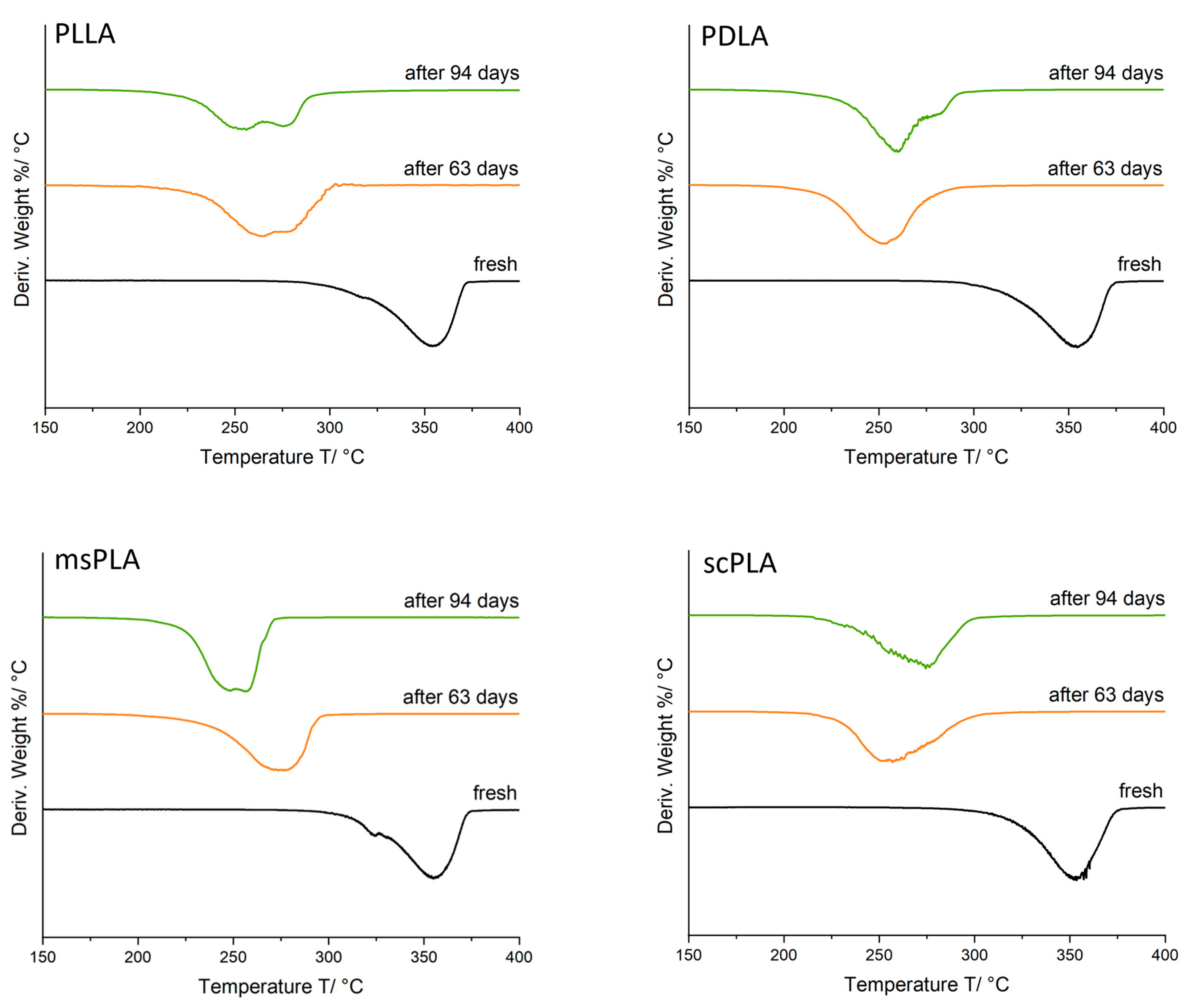
3.5. TGA Results
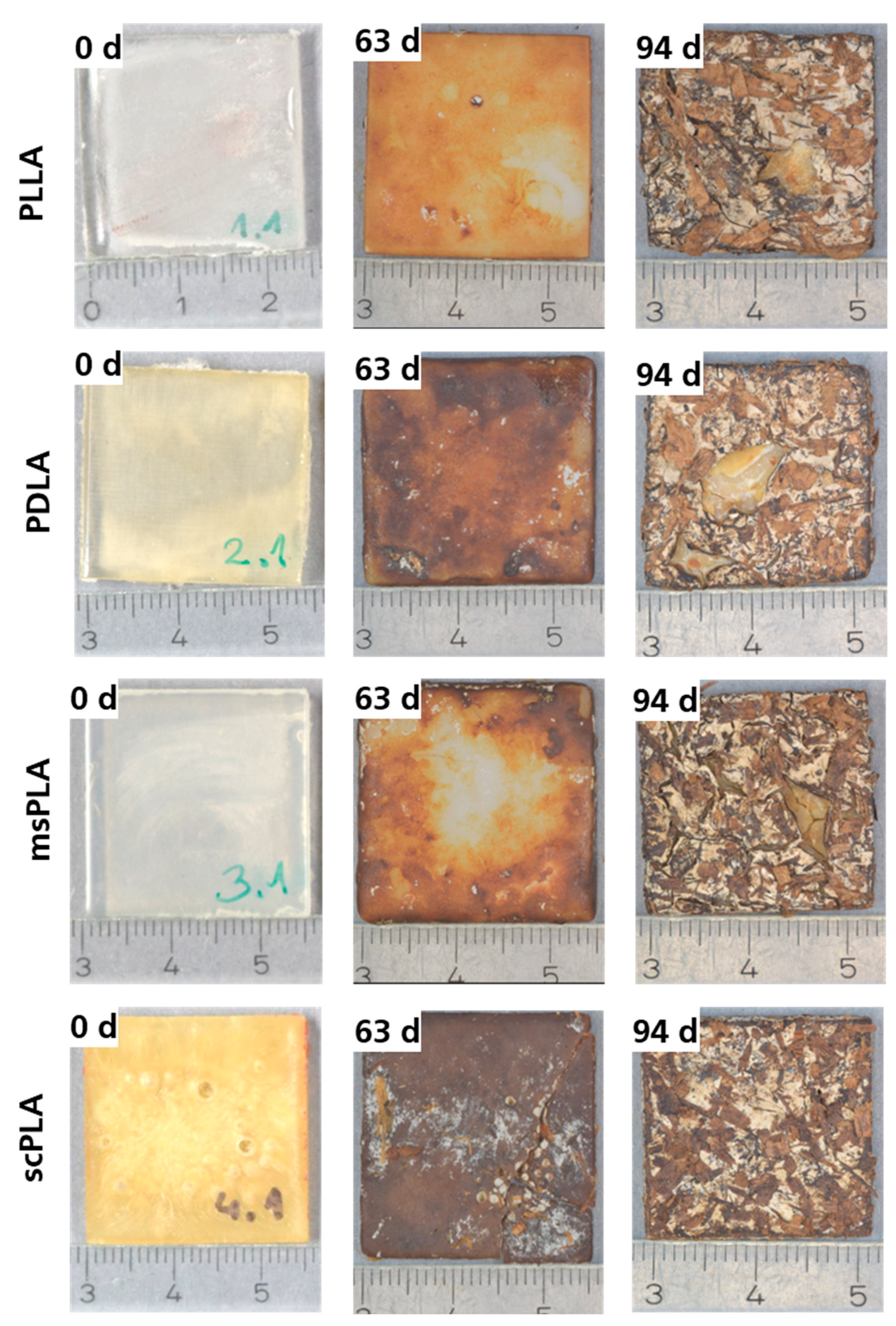
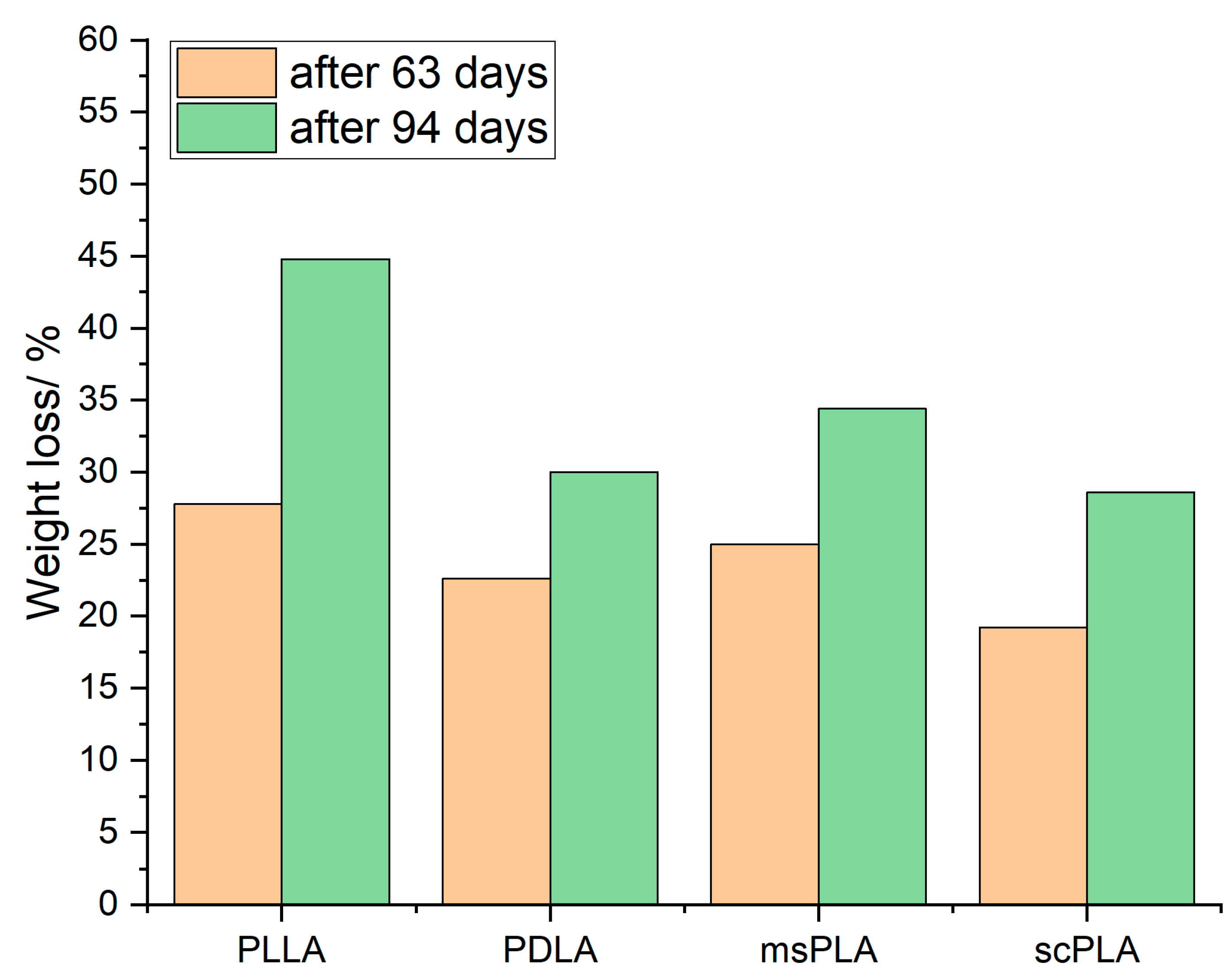
3.6. Degradation under Compost Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fourné, F. Synthetic Fibers. Machines and Equipment Manufacture, Properties; Hanser Verlag: München, Germany, 1999. [Google Scholar]
- Zirak, N.; Shirinbayan, M.; Deligant, M.; Tcharkhtchi, A. Toward Polymeric and Polymer Composites Impeller Fabrication. Polymers 2021, 14, 97. [Google Scholar] [CrossRef]
- Endres, H.-J.; Siebert-Raths, A. Engineering Biopolymers. Markets, Manufacturing, Properties and Applications; Hanser: Munich, Germany, 2011. [Google Scholar]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Jem, K.J.; Tan, B. The development and challenges of poly (lactic acid) and poly (glycolic acid). Adv. Ind. Eng. Polym. Res. 2020, 3, 60–70. [Google Scholar] [CrossRef]
- Taib, N.-A.A.B.; Rahman, M.R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bakri, M.K.B.; Julaihi, M.R.M.B.; Khan, A. A review on poly lactic acid (PLA) as a biodegradable polymer. Polym. Bull. 2023, 80, 1179–1213. [Google Scholar] [CrossRef]
- Shao, J.; Xiang, S.; Bian, X.; Sun, J.; Li, G.; Chen, X. Remarkable Melting Behavior of PLA Stereocomplex in Linear PLLA/PDLA Blends. Ind. Eng. Chem. Res. 2015, 54, 2246–2253. [Google Scholar] [CrossRef]
- Madhavan Nampoothiri, K.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef]
- Incardona, S.D.; Fambri, L.; Migliaresi, C. Poly-L-lactic acid braided fibres produced by melt spinning: Characterization and in vitro degradation. J. Mater. Sci. Mater. Med. 1996, 7, 387–391. [Google Scholar] [CrossRef]
- Mezghani, K.; Spruiell, J.E. High speed melt spinning of poly(L-lactic acid) filaments. J. Polym. Sci. B Polym. Phys. 1998, 36, 1005–1012. [Google Scholar] [CrossRef]
- Schmack, G.; Tndler, B.; Vogel, R.; Beyreuther, R.; Jacobsen, S.; Fritz, H.-G. Biodegradable fibers of poly(L-lactide) produced by high-speed melt spinning and spin drawing. J. Appl. Polym. Sci. 1999, 73, 2785–2797. [Google Scholar] [CrossRef]
- Schmack, G.; Tändler, B.; Optiz, G.; Vogel, R.; Komber, H.; Häußler, L.; Voigt, D.; Weinmann, S.; Heinemann, M.; Fritz, H.-G. High-speed melt spinning of various grades of polylactides. J. Appl. Polym. Sci. 2004, 91, 800–806. [Google Scholar] [CrossRef]
- Marx, B.; Bostan, L. Hochleistungs-PLA-Biko-Fasern (PLA²). In Forschungsberichte aus Dem Faserinstitut Bremen; Band 68; Books on Demand: Norderstedt, Germany, 2022. [Google Scholar]
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, Applications, Nanocomposites, and Release Studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef]
- Ikada, Y.; Jamshidi, K.; Tsuji, H.; Hyon, S.H. Stereocomplex formation between enantiomeric poly(lactides). Macromolecules 1987, 20, 904–906. [Google Scholar] [CrossRef]
- Tsuji, H.; Ikada, Y. Stereocomplex formation between enantiomeric poly(lactic acids). 9. Stereocomplexation from the melt. Macromolecules 1993, 26, 6918–6926. [Google Scholar]
- Tsuji, H. Poly(lactide) stereocomplexes: Formation, structure, properties, degradation, and applications. Macromol. Biosci. 2005, 5, 569–597. [Google Scholar] [CrossRef] [PubMed]
- Kara, Y.; Molnár, K. Decomposition Behavior of Stereocomplex PLA Melt-Blown Fine Fiber Mats in Water and in Compost. J. Polym. Environ. 2023, 31, 1398–1414. [Google Scholar] [CrossRef] [PubMed]
- Tsuji, H.; Ikada, Y. Stereocomplex formation between enantiomeric poly(lactic acid)s. XI. Mechanical properties and morphology of solution-cast films. Polymer 1999, 40, 6699–6708. [Google Scholar] [CrossRef]
- López-Rodríguez, N.; Martínez de Arenaza, I.; Meaurio, E.; Sarasua, J.R. Improvement of toughness by stereocomplex crystal formation in optically pure polylactides of high molecular weight. J. Mech. Behav. Biomed. Mater. 2014, 37, 219–225. [Google Scholar] [CrossRef]
- Hirata, M.; Kimura, Y. Thermomechanical properties of stereoblock poly(lactic acid)s with different PLLA/PDLA block compositions. Polymer 2008, 49, 2656–2661. [Google Scholar] [CrossRef]
- Luo, F.; Fortenberry, A.; Ren, J.; Qiang, Z. Recent Progress in Enhancing Poly(Lactic Acid) Stereocomplex Formation for Material Property Improvement. Front. Chem. 2020, 8, 688. [Google Scholar] [CrossRef]
- Chen, Q.; Auras, R.; Uysal-Unalan, I. Role of stereocomplex in advancing mass transport and thermomechanical properties of polylactide. Green Chem. 2022, 24, 3416–3432. [Google Scholar] [CrossRef]
- Bao, J.; Chang, R.; Shan, G.; Bao, Y.; Pan, P. Promoted Stereocomplex Crystallization in Supramolecular Stereoblock Copolymers of Enantiomeric Poly(Lactic Acid)s. Cryst. Growth Des. 2016, 16, 1502–1511. [Google Scholar] [CrossRef]
- Lawrence, C. Fibre to Yarn. In Textiles and Fashion; Elsevier: Amsterdam, The Netherlands, 2015; pp. 213–253. [Google Scholar]
- Schmidt, N.; Keuker-Baumann, S.; Meyer, J.; Huber, K. Phase Transformation Behavior of Polylactide Probed by Small Angle Light Scattering and Calorimetry. J. Polym. Sci. B Polym. Phys. 2019, 57, 1483–1495. [Google Scholar] [CrossRef]
- Körber, S.; Moser, K.; Diemert, J. Development of High Temperature Resistant Stereocomplex PLA for Injection Moulding. Polymers 2022, 14, 384. [Google Scholar] [CrossRef]
- Bao, R.-Y.; Yang, W.; Jiang, W.-R.; Liu, Z.-Y.; Xie, B.-H.; Yang, M.-B.; Fu, Q. Stereocomplex formation of high-molecular-weight polylactide: A low temperature approach. Polymer 2012, 53, 5449–5454. [Google Scholar] [CrossRef]
- Masaki, D.; Fukui, Y.; Toyohara, K.; Ikegame, M.; Nagasaka, B.; Yamane, H. Stereocomplex Formation in the Poly(L-lactic acid)/poly(D-lactic acid) Melt Blends and the Melt Spun Fibers. Sen-i Gakkaishi 2008, 64, 212–219. [Google Scholar] [CrossRef]
- Müssig, J.; Fischer, H.; Graupner, N.; Drieling, A. Testing Methods for Measuring Physical and Mechanical Fibre Properties (Plant and Animal Fibres). In Industrial Applications of Natural Fibres; Müssig, J., Ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2010; pp. 267–309. [Google Scholar]
- ISO 11357-1:2023; Plastics—Differential Scanning Calorimetry (DSC)—Part 1: General principles. ISO: Geneva, Switzerland, 2023.
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- ISO 6721-1:2019; Plastics—Determination of Dynamic Mechanical Properties—Part 1: General principles. ISO: Geneva, Switzerland, 2019.
- ISO 11358-1:2022; Plastics—Thermogravimetry (TG) of Polymers—Part 1: General Principles. ISO: Geneva, Switzerland, 2022.
- ISO 20200:2023; Plastics—Determination of the Degree of Disintegration of Plastic Materials under Composting Conditions in a Laboratory-Scale Test. ISO: Geneva, Switzerland, 2023.
- Marx, B.; Bostan, L.; Herrmann, A.S.; Schmidt, E.M.; Murshed, M.M. Stereocomplex formation of a poly(D-lactide)/poly(L-lactide) blend on a technical scale. Int. Polym. Process. 2023, 38, 322–330. [Google Scholar] [CrossRef]
- Kohlgrüber, K.; Bierdel, M.; Rust, H. Plastics Compounding and Polymer Processing. Fundamentals, Machines, Equipment, Application Technology; Hanser eLibrary; Hanser Publications: Cincinnati, OH, USA, 2021. [Google Scholar]
- Mount, E.M. Extrusion Processes. Applied Plastics Engineering Handbook; Elsevier: Amsterdam, The Netherlands, 2017; pp. 217–264. [Google Scholar]
- Frick, A.; Stern, C. DSC-Prüfung in der Anwendung; Hanser: München, Germany; Wien, Austria, 2006. [Google Scholar]
- Lamberti, G. Flow induced crystallisation of polymers. Chem. Soc. Rev. 2014, 43, 2240–2252. [Google Scholar] [CrossRef]
- Song, Y.; Zhang, X.; Yin, Y.; de Vos, S.; Wang, R.; Joziasse, C.A.; Liu, G.; Wang, D. Enhancement of stereocomplex formation in poly(l-lactide)/poly(d-lactide) mixture by shear. Polymer 2015, 72, 185–192. [Google Scholar] [CrossRef]
- Bai, H.; Deng, S.; Bai, D.; Zhang, Q.; Fu, Q. Recent Advances in Processing of Stereocomplex-Type Polylactide. Macromol. Rapid Commun. 2017, 38, 1700454. [Google Scholar] [CrossRef]
- Wasanasuk, K.; Tashiro, K.; Hanesaka, M.; Ohhara, T.; Kurihara, K.; Kuroki, R.; Tamada, T.; Ozeki, T.; Kanamoto, T. Crystal Structure Analysis of Poly(l -lactic Acid) α Form On the basis of the 2-Dimensional Wide-Angle Synchrotron X-ray and Neutron Diffraction Measurements. Macromolecules 2011, 44, 6441–6452. [Google Scholar] [CrossRef]
- Kister, G.; Cassanas, G.; Vert, M. Effects of morphology, conformation and configuration on the IR and Raman spectra of various poly(lactic acid)s. Polymer 1998, 39, 267–273. [Google Scholar] [CrossRef]
- Schröder, T. Rheologie der Kunststoffe. Theorie und Praxis; Hanser eLibrary; Hanser: München, Germany, 2018. [Google Scholar]
- Beyreuther, R.; Vogel, R. Spinnability of Polymer Melts—A Complex Problem in Basic Research. Int. Polym. Process. 1996, 11, 154–158. [Google Scholar] [CrossRef]
- El-Hadi, A.; Schnabel, R.; Straube, E.; Müller, G.; Henning, S. Correlation between degree of crystallinity, morphology, glass temperature, mechanical properties and biodegradation of poly (3-hydroxyalkanoate) PHAs and their blends. Polym. Test. 2002, 21, 665–674. [Google Scholar] [CrossRef]
- Kyosev, Y. (Ed.) Advances in Braiding Technology. Specialized Techniques and Applications; Woodhead Publishing Series in Textiles Number 177; Elsevier/WP Woodhead Publishing: Amsterdam, The Netherlands; The Textile Institute: Boston, MA, USA; Cambridge, UK; Manchester, UK, 2016. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Trade Name | D-Lactid Content | L-Lactid Content | MW (kg/mol) | PDI (-) |
|---|---|---|---|---|---|
| Starting materials for scPLA formation | |||||
| PDLA | Luminy D120 | ≥99 | ≤1% | 150 | 1.6 |
| PLLA | Luminy L130 | ≤1% | ≥99% | 170 | 2 |
| Studied materials | |||||
| scPLA | scPLA formed of PDLA and PLLA | ||||
| msPLA | Ingeo 6100D | 0.3% | 99.7% | 140 | 2 |
| Measuring Method | Measured Variable | msPLA | scPLA |
|---|---|---|---|
| Particle size analysis | SM (µm) | Standard granules | 493 ± 258 |
| SV (10%) | 222 | ||
| SV (50%) | 423 | ||
| SV (90%) | 774 | ||
| SM and SV refer to mean particle size and particle size at different percentile values, respectively. | |||
| DSC | TC (°C) | 116.1 | - |
| ΔHC (J/g) | 41.4 | - | |
| TM,HM (°C) | 178.0 | - | |
| ΔHM,HM (J/g) | 47.0 | - | |
| XC,HM (%) | 50.5 | - | |
| TM,SC (°C) | - | 235 | |
| ΔHM,SC (J/g) | - | 87.2 | |
| XC,SC (%) | - | 59.7 | |
| TC, ∆H, TM and XC refer to crystallization temperature, enthalpy, melting temperature and degree of crystallization, respectively. | |||
| XRD | 2θHM (deg) | 16.5; 18.5 | - |
| 2θSC (deg) | - | 12.0; 20.5; 24.0 | |
| 2θ refer to diffraction angle. | |||
| Rheology | |η*| (Pa·s) | 45–750 | 40–60 |
| tan δ (-) | 4.5–45 | 9–26 | |
| Measuring Method | Measured Variable | PLLA | PDLA | msPLA | scPLA |
|---|---|---|---|---|---|
| TGA of the materials in granular/powder form | T5% (°C) | 302.5 | 310 | 312.0 | 309.7 |
| T50% (°C) | 347.1 | 348.0 | 348.9 | 348.2 | |
| T95% (°C) | 367.4 | 368.2 | 369.2 | 368.7 | |
| T refer to Temperature at different weight losses. | |||||
| Degradation | W0 (g) | 2.9 | 3.0 | 3.2 | 2.8 |
| W94 (g) | 1.6 | 2.1 | 2.1 | 2.0 | |
| D (%) | 44.8 | 30 | 34.4 | 28.6 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marx, B.; Bostan, L.; Herrmann, A.S.; Boskamp, L.; Koschek, K. Properties of Stereocomplex PLA for Melt Spinning. Polymers 2023, 15, 4510. https://doi.org/10.3390/polym15234510
Marx B, Bostan L, Herrmann AS, Boskamp L, Koschek K. Properties of Stereocomplex PLA for Melt Spinning. Polymers. 2023; 15(23):4510. https://doi.org/10.3390/polym15234510
Chicago/Turabian StyleMarx, Boris, Lars Bostan, Axel S. Herrmann, Laura Boskamp, and Katharina Koschek. 2023. "Properties of Stereocomplex PLA for Melt Spinning" Polymers 15, no. 23: 4510. https://doi.org/10.3390/polym15234510