

Spherical CaCO3: Synthesis, Characterization, Surface Modification and Efficacy as a Reinforcing Filler in Natural Rubber Composites
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Untreated CaCO3 Synthesis
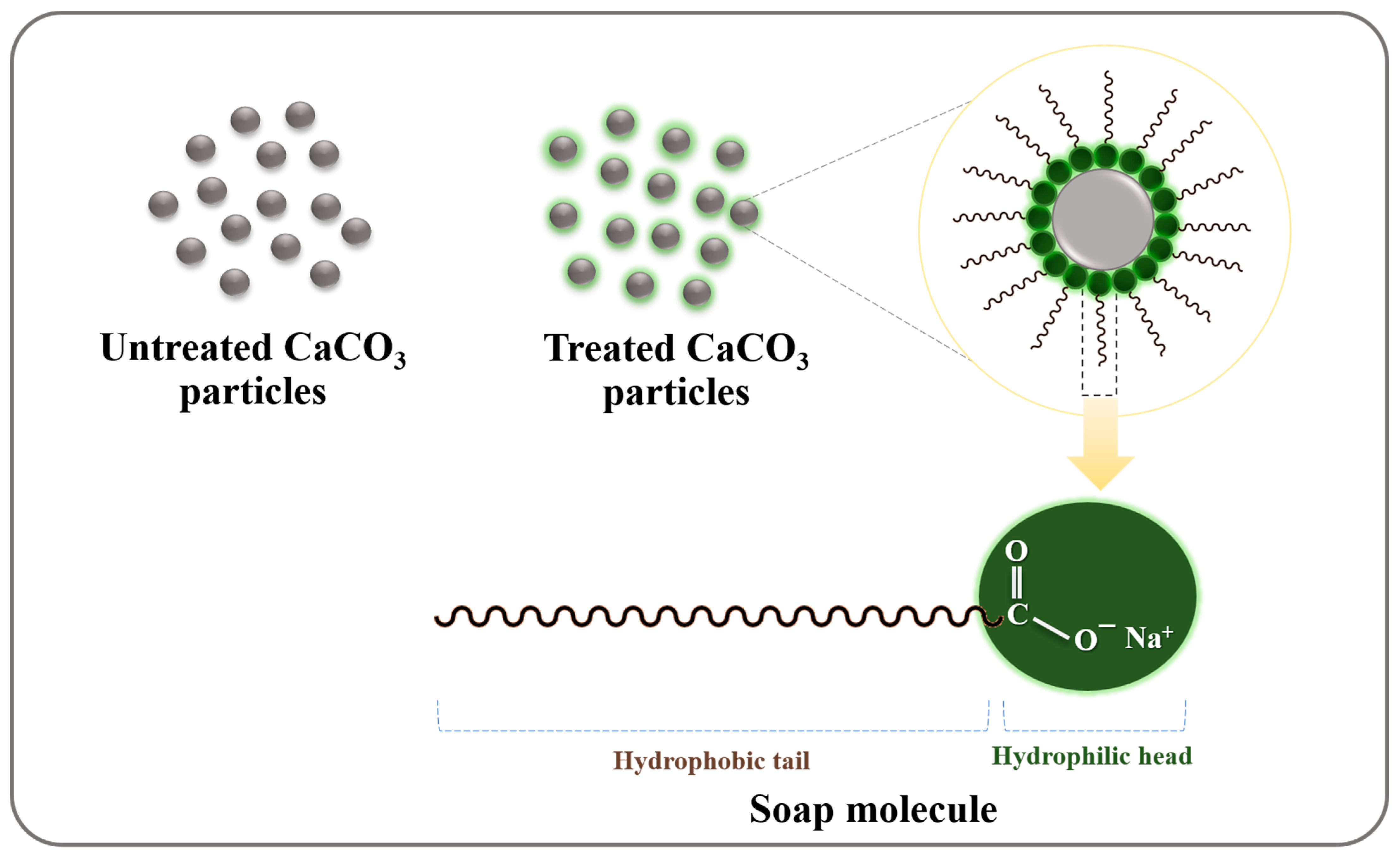
2.2.2. Olive Soap Preparation
2.2.3. Treated CaCO3 Synthesis
2.2.4. Preparation of NR/CaCO3 Composites
- NR/CaCO3 compound preparation
- NR/CaCO3 composite preparation
2.3. Characterization of CaCO3 Fillers and NR/CaCO3 Composites
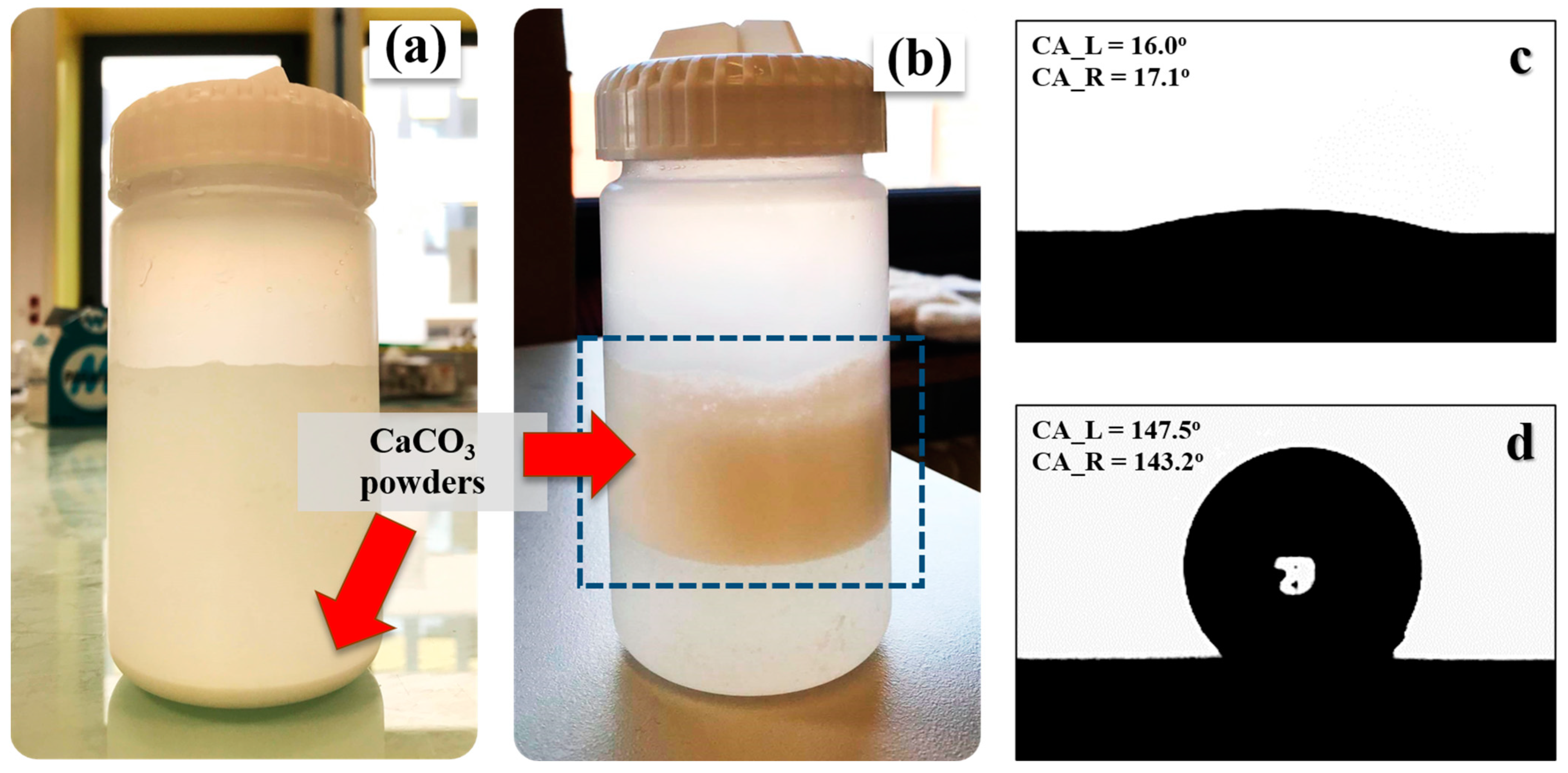
2.3.1. Optical Contact Angle
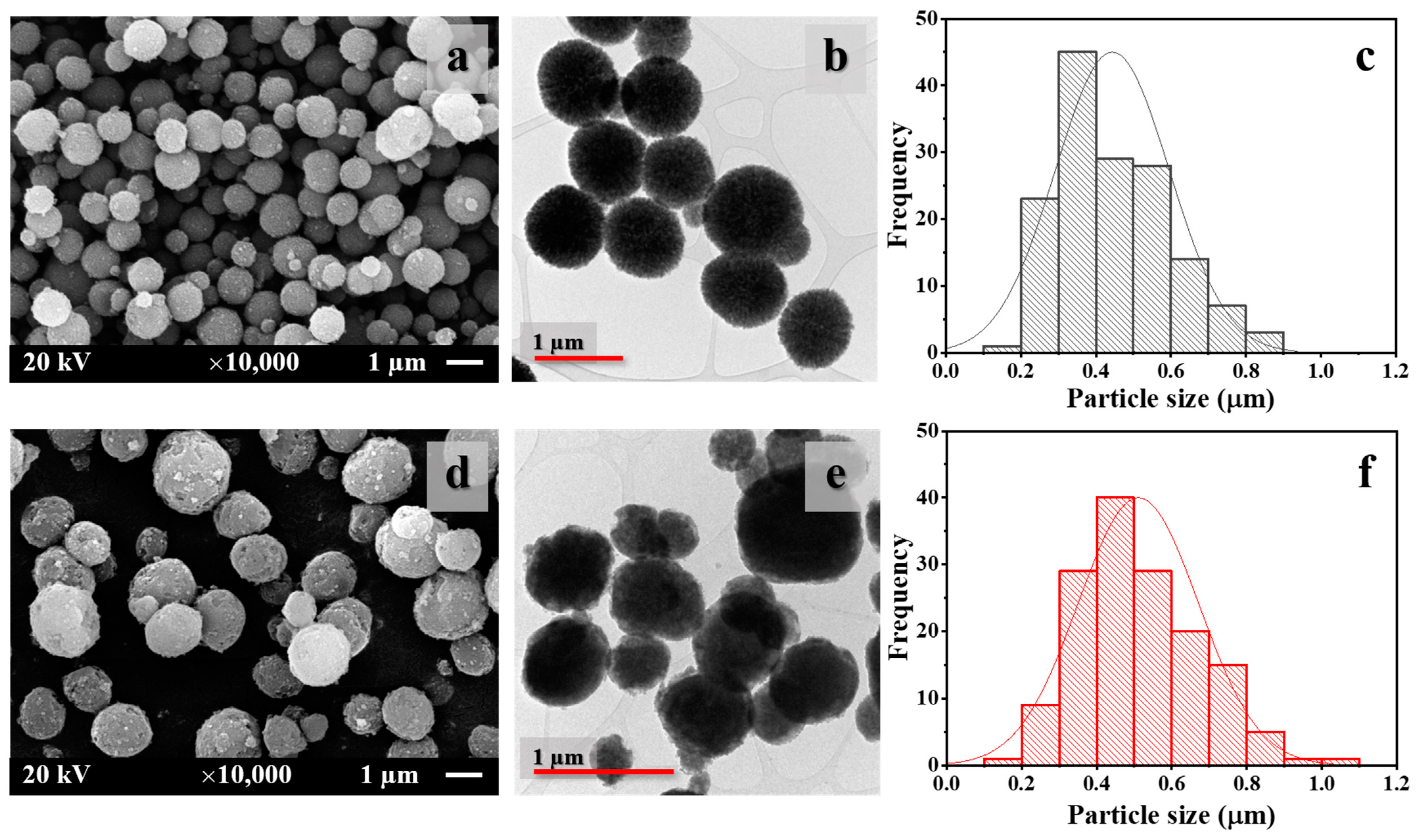
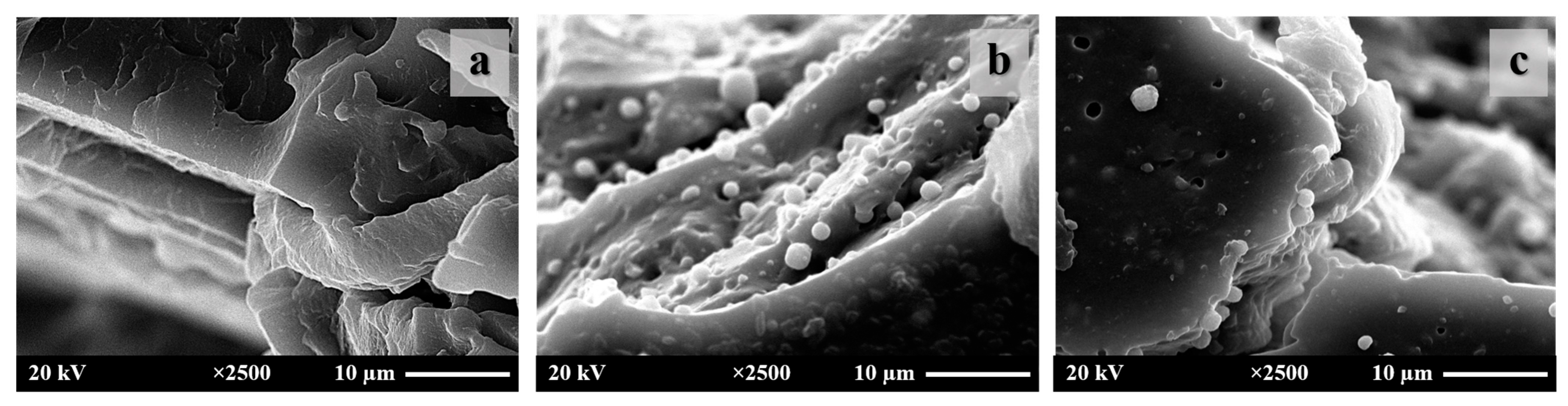
2.3.2. Scanning Electron Microscopy (SEM)
2.3.3. Transmission Electron Microscopy (TEM)
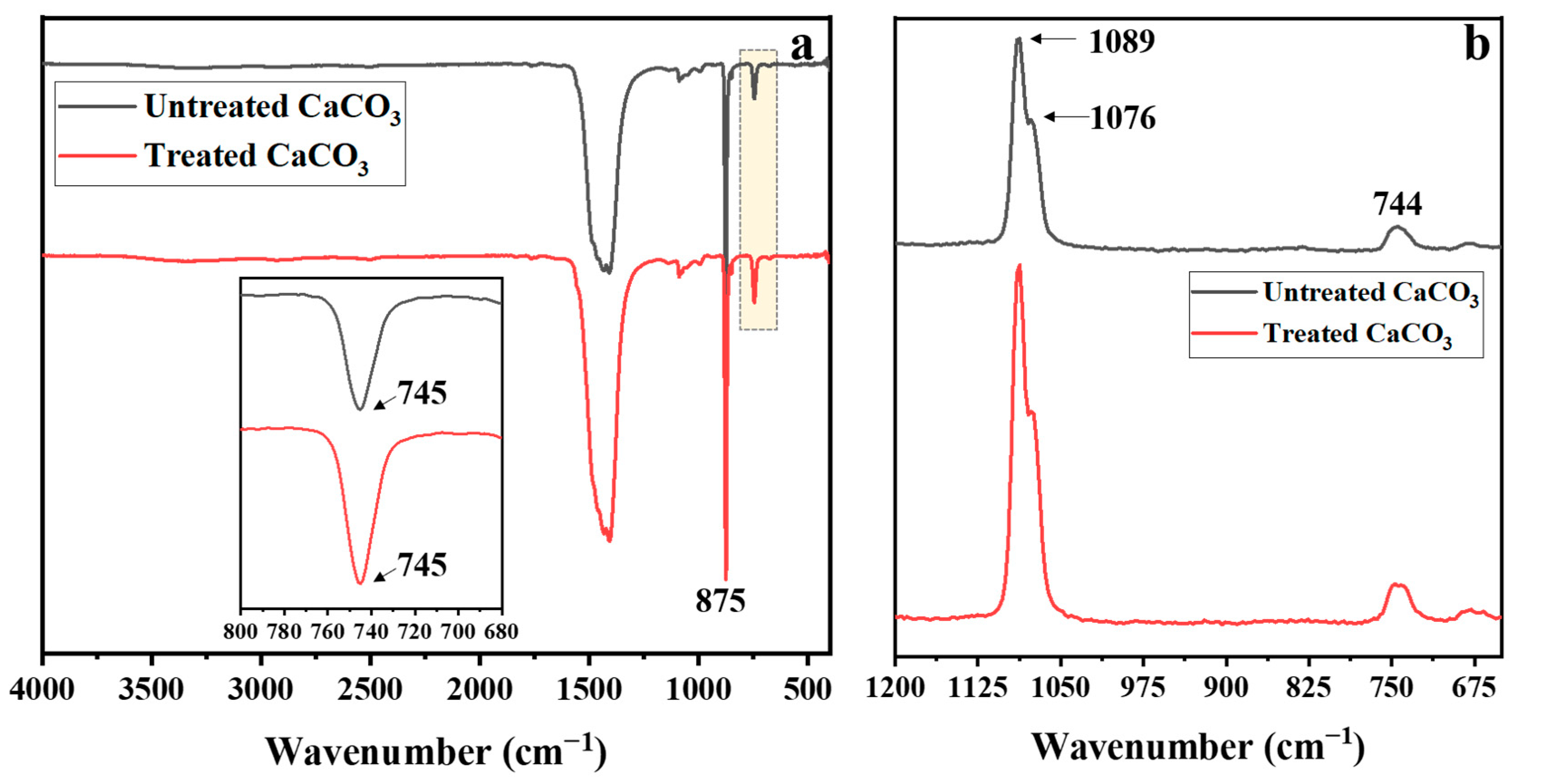
2.3.4. Attenuated Total Reflectance–Fourier Transform Infrared (ATR-FTIR) Spectroscopy
2.3.5. Raman Spectroscopy
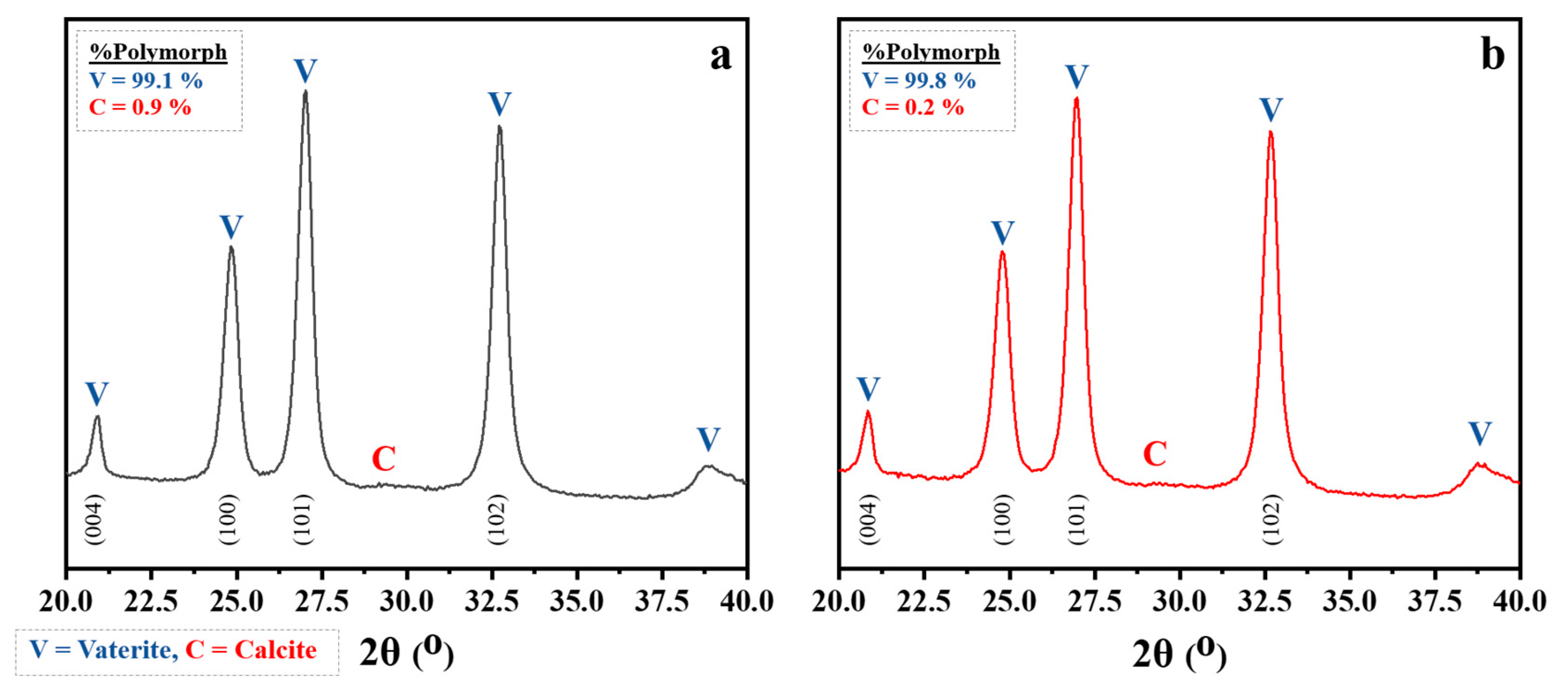
2.3.6. X-ray Diffraction (XRD) Analysis
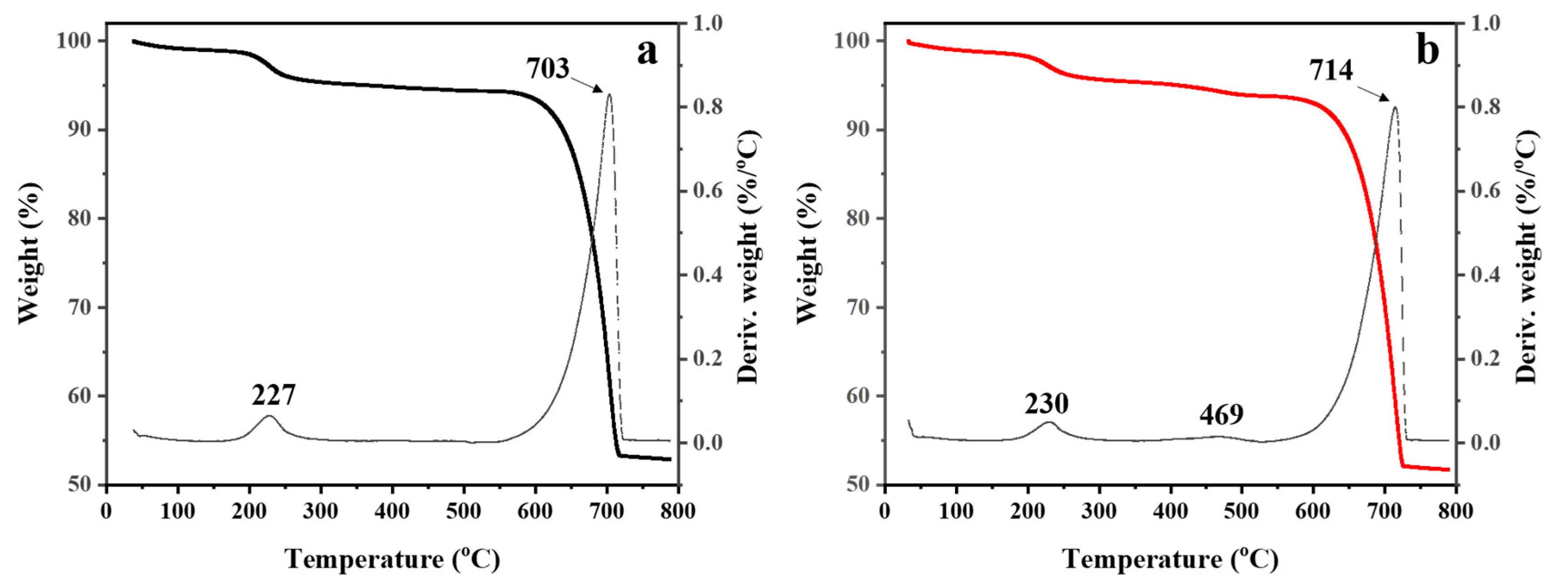
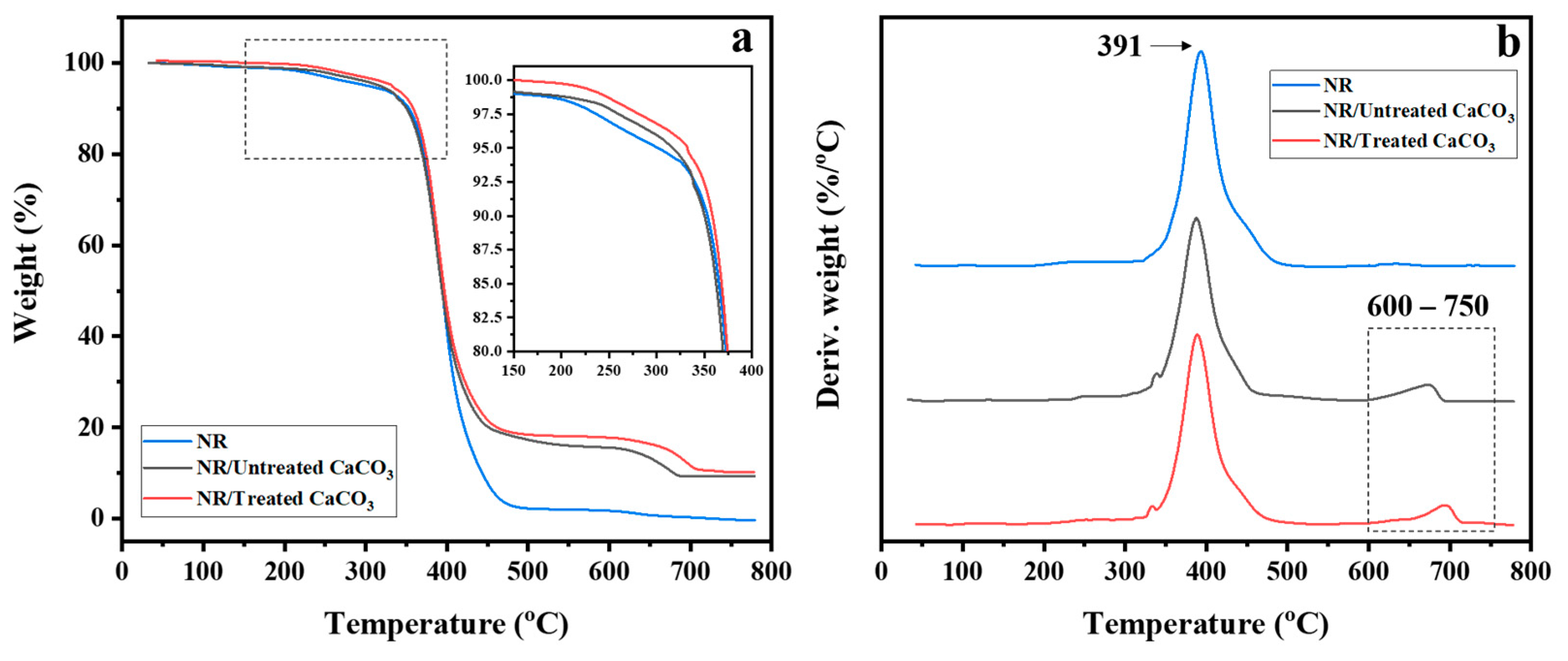
2.3.7. Thermogravimetric Analysis (TGA)
2.3.8. Brunauer–Emmett–Teller (BET) Analysis
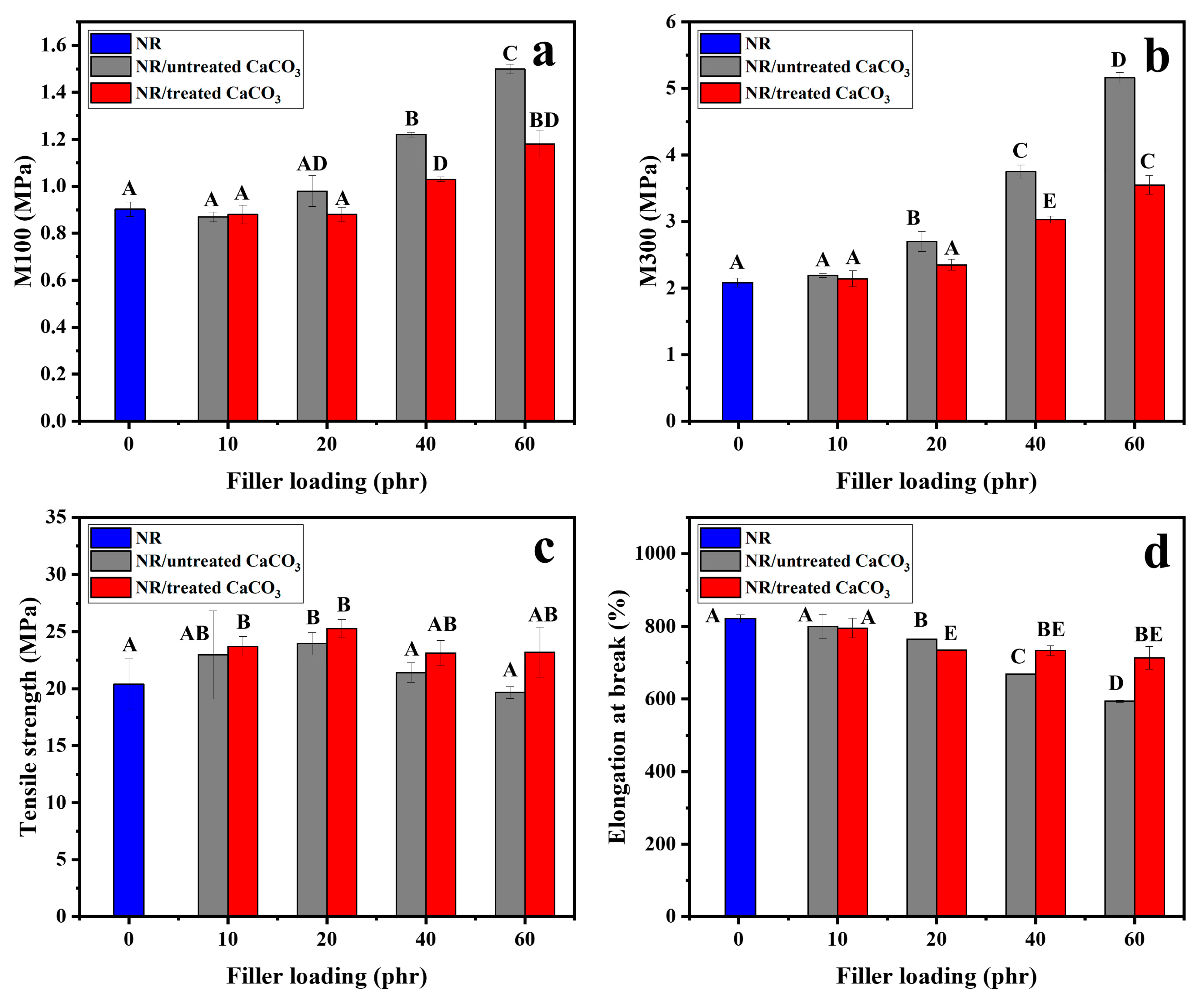
2.4. Mechanical Properties of NR/CaCO3 Composites
2.4.1. Tensile Properties
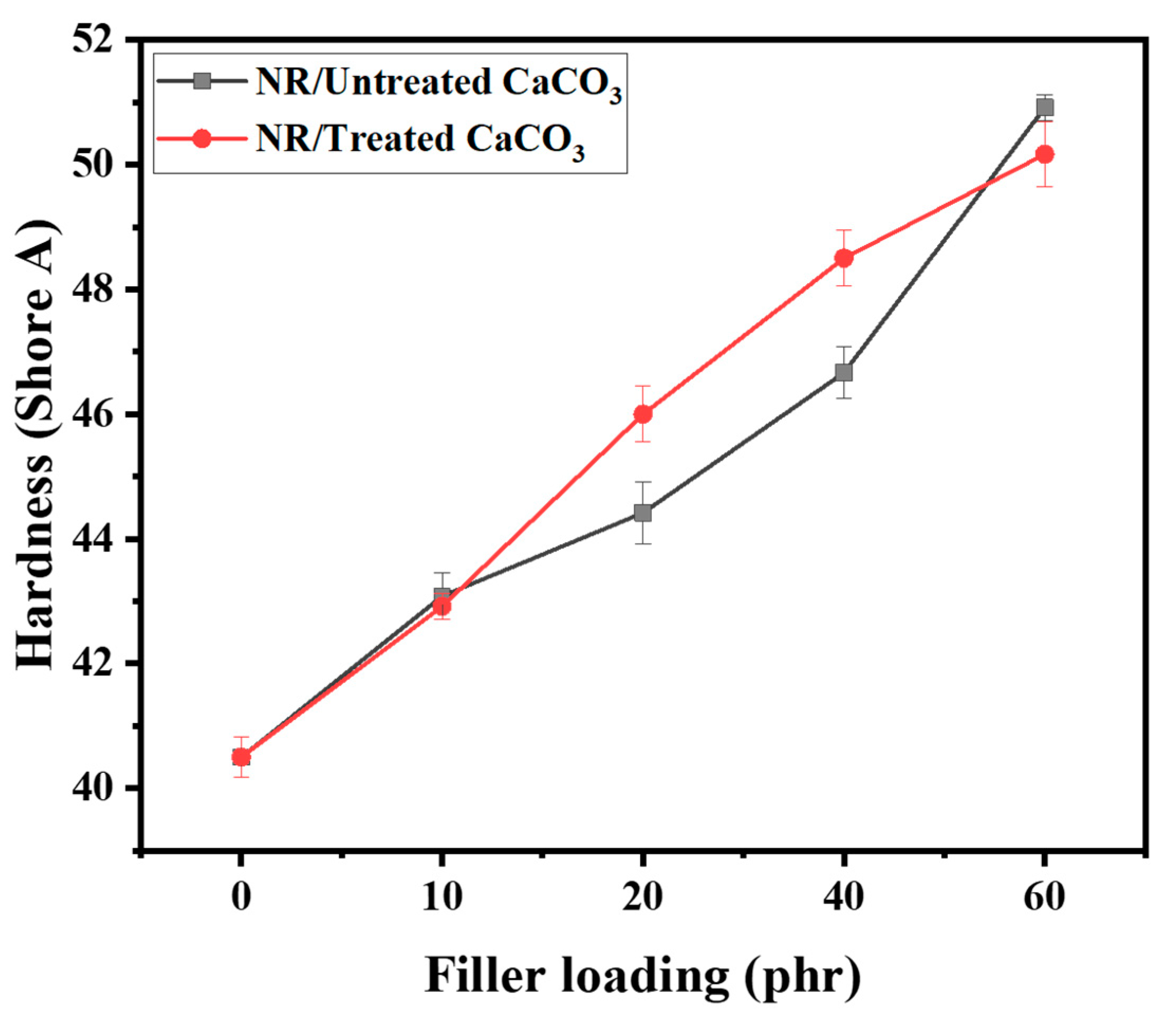
2.4.2. Hardness (Shore A)
2.4.3. Statistical Analysis
3. Results and Discussion
3.1. Untreated and Treated CaCO3 Powders
3.2. NR/Untreated CaCO3 and NR/Treated CaCO3 Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Phinyocheep, P.; Phetphaisit, C.W.; Derouet, D.; Campistron, I.; Brosse, J.C. Chemical degradation of epoxidized natural rubber using periodic acid: Preparation of epoxidized liquid natural rubber. J. Appl. Polym. Sci. 2005, 95, 6–15. [Google Scholar] [CrossRef]
- Phinyocheep, P. 3—Chemical modification of natural rubber (NR) for improved performance. In Chemistry, Manufacture and Applications of Natural Rubber; Kohjiya, S., Ikeda, Y., Eds.; Woodhead Publishing: Cambridge, UK, 2014; pp. 68–118. [Google Scholar]
- Singh, M. The Colloidal Properties of Commercial Natural Rubber Latex Concentrates. J. Rubber Res. 2018, 21, 119–134. [Google Scholar] [CrossRef]
- Fisher, H.L. Vulcanization of rubber vulcanization of rubber. Ind. Eng. Chem. 1939, 31, 1381–1389. [Google Scholar] [CrossRef]
- Leblanc, J.L. Rubber–filler interactions and rheological properties in filled compounds. Prog. Polym. Sci. 2002, 27, 627–687. [Google Scholar] [CrossRef]
- Rothon, R. Particulate Fillers in Elastomers. In Fillers for Polymer Applications; Rothon, R., Ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 125–146. [Google Scholar]
- Turku, I.; Kärki, T. Research progress in wood-plastic nanocomposites: A review. J. Thermoplast. Compos. Mater. 2013, 27, 180–204. [Google Scholar] [CrossRef]
- Kim, J.H.; Jeong, H.Y. A study on the material properties and fatigue life of natural rubber with different carbon blacks. Int. J. Fatigue 2005, 27, 263–272. [Google Scholar] [CrossRef]
- Kaliyathan, A.V.; Rane, A.V.; Huskic, M.; Kunaver, M.; Kalarikkal, N.; Rouxel, D.; Thomas, S. Carbon black distribution in natural rubber/butadiene rubber blend composites: Distribution driven by morphology. Compos. Sci. Technol. 2020, 200, 108484. [Google Scholar] [CrossRef]
- Robertson, C.G.; Hardman, N.J. Nature of Carbon Black Reinforcement of Rubber: Perspective on the Original Polymer Nanocomposite. Polymers 2021, 13, 538. [Google Scholar] [CrossRef]
- Sarkawi, S.S.; Dierkes, W.K.; Noordermeer, J.W.M. Reinforcement of natural rubber by precipitated silica: The influence of processing temperature. Rubber Chem. Technol. 2014, 87, 103–119. [Google Scholar] [CrossRef]
- Fang, Q.; Song, B.; Tee, T.-T.; Sin, L.T.; Hui, D.; Bee, S.-T. Investigation of dynamic characteristics of nano-size calcium carbonate added in natural rubber vulcanizate. Compos. Part. B Eng. 2014, 60, 561–567. [Google Scholar] [CrossRef]
- Lay, M.; Hamran, N.; Rashid, A.A. Ultrafine calcium carbonate-filled natural rubber latex film: Mechanical and post-processing properties. Iran. Polym. J. 2019, 28, 849–858. [Google Scholar] [CrossRef]
- Sadeghi Ghari, H.; Jalali-Arani, A. Nanocomposites based on natural rubber, organoclay and nano-calcium carbonate: Study on the structure, cure behavior, static and dynamic-mechanical properties. Appl. Clay Sci. 2016, 119, 348–357. [Google Scholar] [CrossRef]
- Akbari, A.; Jawaid, M.; Hassan, A.; Balakrishnan, H. Epoxidized natural rubber toughened polylactic acid/talc composites: Mechanical, thermal, and morphological properties. J. Compos. Mater. 2013, 48, 769–781. [Google Scholar] [CrossRef]
- Khan, I.; Bhat, A.H. Micro and Nano Calcium Carbonate Filled Natural Rubber Composites and Nanocomposites. In Natural Rubber Materials, Volume 2: Composites and Nanocomposites; Thomas, S., Maria, H.J., Joy, J., Chan, C.H., Pothen, L.A., Eds.; The Royal Society of Chemistry: Cambridge, UK, 2013; Volume 2. [Google Scholar]
- Konopacka-łyskawa, D.; Lackowski, M. Influence of ethylene glycol on CaCO3 particles formation via carbonation in the gas–slurry system. J. Cryst. Growth 2011, 321, 136–141. [Google Scholar] [CrossRef]
- Pérez-Villarejo, L.; Takabait, F.; Mahtout, L.; Carrasco-Hurtado, B.; Eliche-Quesada, D.; Sánchez-Soto, P.J. Synthesis of vaterite CaCO3 as submicron and nanosized particles using inorganic precursors and sucrose in aqueous medium. Ceram. Int. 2018, 44, 5291–5296. [Google Scholar] [CrossRef]
- Gibaud, A.; Younas, D.; Matthews, L.; Narayanan, T.; Longkaew, K.; Hageberg, I.U.; Chushkin, Y.; Breiby, D.W.; Chattopadhyay, B. Insights into the precipitation kinetics of CaCO3 particles in the presence of polystyrene sulfonate using in situ small-angle X-ray scattering. J. Appl. Crystallogr. 2023, 56, 1114–1124. [Google Scholar] [CrossRef]
- Longkaew, K.; Tessanan, W.; Daniel, P.; Phinyocheep, P.; Gibaud, A. Using sucrose to prepare submicrometric CaCO3 vaterite particles stable in natural rubber. Adv. Powder Technol. 2023, 34, 103924. [Google Scholar] [CrossRef]
- Baqiya, M.A.; Lailiyah, Q.; Riyanto, A.; Arifin, Z.; Triwikantoro; Zainuri, M.; Pratapa, S.; Darminto. Precipitation Process of CaCO3 from Natural Limestone for Functional Materials. J. AOAC Int. 2020, 103, 373–381. [Google Scholar] [CrossRef]
- Owuamanam, S.; Cree, D. Progress of Bio-Calcium Carbonate Waste Eggshell and Seashell Fillers in Polymer Composites: A Review. J. Compos. Sci. 2020, 4, 70. [Google Scholar] [CrossRef]
- Rodriguez-Blanco, J.D.; Shaw, S.; Benning, L.G. The kinetics and mechanisms of amorphous calcium carbonate (ACC) crystallization to calcite, viavaterite. Nanoscale 2011, 3, 265–271. [Google Scholar] [CrossRef]
- Boyjoo, Y.; Pareek, V.K.; Liu, J. Synthesis of micro and nano-sized calcium carbonate particles and their applications. J. Mater. Chem. A 2014, 2, 14270–14288. [Google Scholar] [CrossRef]
- Jimoh, O.A.; Ariffin, K.S.; Hussin, H.B.; Temitope, A.E. Synthesis of precipitated calcium carbonate: A review. Carbonates Evaporites 2018, 33, 331–346. [Google Scholar] [CrossRef]
- Nehrke, G.; Van Cappellen, P. Framboidal vaterite aggregates and their transformation into calcite: A morphological study. J. Cryst. Growth 2006, 287, 528–530. [Google Scholar] [CrossRef]
- Bragg, W.L. The structure of aragonite. Proc. R. Soc. London Ser. A Contain. Pap. A Math. Phys. Character 1997, 105, 16–39. [Google Scholar] [CrossRef]
- Kogo, M.; Suzuki, K.; Umegaki, T.; Kojima, Y. Control of aragonite formation and its crystal shape in CaCl2-Na2CO3-H2O reaction system. J. Cryst. Growth 2021, 559, 125964. [Google Scholar] [CrossRef]
- Tas, A.C. Monodisperse Calcium Carbonate Microtablets Forming at 70 °C in Prerefrigerated CaCl2–Gelatin–Urea Solutions. Int. J. Appl. Ceram. Technol. 2009, 6, 53–59. [Google Scholar] [CrossRef]
- Lu, J.; Ruan, S.; Liu, Y.; Wang, T.; Zeng, Q.; Yan, D. Morphological characteristics of calcium carbonate crystallization in CO2 pre-cured aerated concrete. RSC Adv. 2022, 12, 14610–14620. [Google Scholar] [CrossRef]
- Utrera-Barrios, S.; Perera, R.; León, N.; Santana, M.H.; Martínez, N. Reinforcement of natural rubber using a novel combination of conventional and in situ generated fillers. Compos. Part C Open Access 2021, 5, 100133. [Google Scholar] [CrossRef]
- Zhao, R.; Yin, Z.; Zou, W.; Yang, H.; Yan, J.; Zheng, W.; Li, H. Preparation of High-Strength and Excellent Compatibility Fluorine/Silicone Rubber Composites under the Synergistic Effect of Fillers. ACS Omega 2023, 8, 3905–3916. [Google Scholar] [CrossRef]
- Surya, I.; Sinaga, R. Tensile and rheometric properties of calcium carbonate-filled natural rubber compounds without/with lauryl alcohol. IOP Conf. Ser. Mater. Sci. Eng. 2019, 505, 012146. [Google Scholar] [CrossRef]
- Shi, X.; Rosa, R.; Lazzeri, A. On the Coating of Precipitated Calcium Carbonate with Stearic Acid in Aqueous Medium. Langmuir 2010, 26, 8474–8482. [Google Scholar] [CrossRef] [PubMed]
- Cao, Z.; Daly, M.; Clémence, L.; Geever, L.M.; Major, I.; Higginbotham, C.L.; Devine, D.M. Chemical surface modification of calcium carbonate particles with stearic acid using different treating methods. Appl. Surf. Sci. 2016, 378, 320–329. [Google Scholar] [CrossRef]
- Abidi, L.; Amiard, F.; Delorme, N.; Ouhenia, S.; Gibaud, A. Using saponified olive oil to make cost effective calcium carbonate particles superhydrophobic. Adv. Powder Technol. 2022, 33, 103399. [Google Scholar] [CrossRef]
- Subagjo; Wulandari, W.; Adinata, P.M.; Fajrin, A. Thermal decomposition of dolomite under CO2-air atmosphere. AIP Conf. Proc. 2017, 1805, 040006. [Google Scholar] [CrossRef]
- Erickson, K.L. Application of Low-Heating Rate TGA Results to Hazard Analyses Involving High-Heating Rates. In Proceedings of the SAMPE’08 Conference, Albuquerque, NM, USA, 18–22 May 2008. [Google Scholar]
- Koeipudsa, N.; Chanthateyanonth, R.; Daniel, P.; Phinyocheep, P. Development of natural rubber nanocomposites reinforced with cellulose nanocrystal isolated from oil palm biomass. J. Polym. Res. 2022, 29, 403. [Google Scholar] [CrossRef]
- ASTM D412-98; Standard Test Methods for Vulcanized Rubber and Thermoplastic Rubbers and Thermoplastic Elastomers-Tension. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2002.
- ASTM D2240-97; Standard Test Method for Rubber Property—Durometer Hardness. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2015.
- Rodrigues, N.; Casal, S.; Pinho, T.; Cruz, R.; Peres, A.M.; Baptista, P.; Pereira, J.A. Fatty Acid Composition from Olive Oils of Portuguese Centenarian Trees Is Highly Dependent on Olive Cultivar and Crop Year. Foods 2021, 10, 496. [Google Scholar] [CrossRef]
- Reig, F.B.; Adelantado, J.V.; Moya Moreno, M.C. FTIR quantitative analysis of calcium carbonate (calcite) and silica (quartz) mixtures using the constant ratio method. Application to geological samples. Talanta 2002, 58, 811–821. [Google Scholar] [CrossRef]
- Dupont, L.; Portemer, F.; late Michel Figlarz, T. Synthesis and study of a well crystallized CaCO3 vaterite showing a new habitus. J. Mater. Chem. 1997, 7, 797–800. [Google Scholar] [CrossRef]
- Trushina, D.B.; Bukreeva, T.V.; Kovalchuk, M.V.; Antipina, M.N. CaCO3 vaterite microparticles for biomedical and personal care applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2014, 45, 644–658. [Google Scholar] [CrossRef]
- Yang, L.-F.; Chu, D.-Q.; Sun, H.-L.; Ge, G. Room temperature synthesis of flower-like CaCO3 architectures. New J. Chem. 2016, 40, 571–577. [Google Scholar] [CrossRef]
- Thriveni, T.; Nam, S.Y.; Ahn, J.-W.; Um, N. Enhancement of arsenic removal efficiency from mining waste water by accelerated carbonation. In Proceedings of the IMPC 2014—27th International Mineral Processing Congress, Santiago, Chile, 20–24 October 2014. [Google Scholar]
- Konopacka-Łyskawa, D.; Czaplicka, N.; Kościelska, B.; Łapiński, M.; Gębicki, J. Influence of Selected Saccharides on the Precipitation of Calcium-Vaterite Mixtures by the CO2 Bubbling Method. Crystals 2019, 9, 117. [Google Scholar] [CrossRef]
- Abdolmohammadi, S.; Siyamak, S.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Rahman, M.Z.A.; Azizi, S.; Fatehi, A. Enhancement of Mechanical and Thermal Properties of Polycaprolactone/Chitosan Blend by Calcium Carbonate Nanoparticles. Int. J. Mol. Sci. 2012, 13, 4508–4522. [Google Scholar] [CrossRef] [PubMed]
- Buasri, A.; Chaiyut, N.; Borvornchettanuwat, K.; Chantanachai, N.; Thonglor, K. Thermal and Mechanical Properties of Modified CaCO3/PP Nanocomposites. World Acad. Sci. Eng. Technol. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2012, 6, 689–692. [Google Scholar]
- Yu, Y.; Zhang, J.; Wang, H.; Xin, Z. Silanized Silica-Encapsulated Calcium Carbonate@Natural Rubber Composites Prepared by One-Pot Reaction. Polymers 2020, 12, 2668. [Google Scholar] [CrossRef]
- Umunakwe, R.; Oyetunji, A.; Adewuyi, B.; Eze, W.; Nwigwe, S.; Umunakwe, I. Mechanical properties and microstructure of hybrid vulcanized natural rubber filled with carbon black and Nano-CaCO3 from achatina achatina shells. J. Met. Mater. Miner. 2019, 29, 80–89. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemicals | Content (phr *) |
|---|---|
| NR | 100 |
| CaCO3 | 0, 10, 20, 40, 60 |
| ZnO | 1.8 |
| Stearic acid | 2.0 |
| CBS | 1.0 |
| Sulfur | 1.5 |
| Types of CaCO3 | Particle Size (µm) * | BET Value (m2/g) | Contact Angle (°) | Polymorphic Phase (%) | |
|---|---|---|---|---|---|
| Vaterite | Calcite | ||||
| Untreated | 0.42 ± 0.14 | 39.32 | 16.5 | 99.1 | 0.9 |
| Treated | 0.52 ± 0.16 | 34.45 | 145.4 | 99.8 | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Longkaew, K.; Gibaud, A.; Tessanan, W.; Daniel, P.; Phinyocheep, P. Spherical CaCO3: Synthesis, Characterization, Surface Modification and Efficacy as a Reinforcing Filler in Natural Rubber Composites. Polymers 2023, 15, 4287. https://doi.org/10.3390/polym15214287
Longkaew K, Gibaud A, Tessanan W, Daniel P, Phinyocheep P. Spherical CaCO3: Synthesis, Characterization, Surface Modification and Efficacy as a Reinforcing Filler in Natural Rubber Composites. Polymers. 2023; 15(21):4287. https://doi.org/10.3390/polym15214287
Chicago/Turabian StyleLongkaew, Khansinee, Alain Gibaud, Wasan Tessanan, Philippe Daniel, and Pranee Phinyocheep. 2023. "Spherical CaCO3: Synthesis, Characterization, Surface Modification and Efficacy as a Reinforcing Filler in Natural Rubber Composites" Polymers 15, no. 21: 4287. https://doi.org/10.3390/polym15214287