
Elastic Fibre Prestressing Mechanics within a Polymeric Matrix Composite
 ,
,  and
and
Abstract
:1. Introduction
2. Theory of Elastic Fibre Prestressing
3. Experimental Design
3.1. Materials
3.2. Fibre Prestressing Rig
3.3. EPPMC Sample Production
3.4. Static Mechanical Testing
3.5. Dynamic Thermomechanical Testing
4. Results and Discussion
4.1. Tensile Performance
4.2. Impact Performance
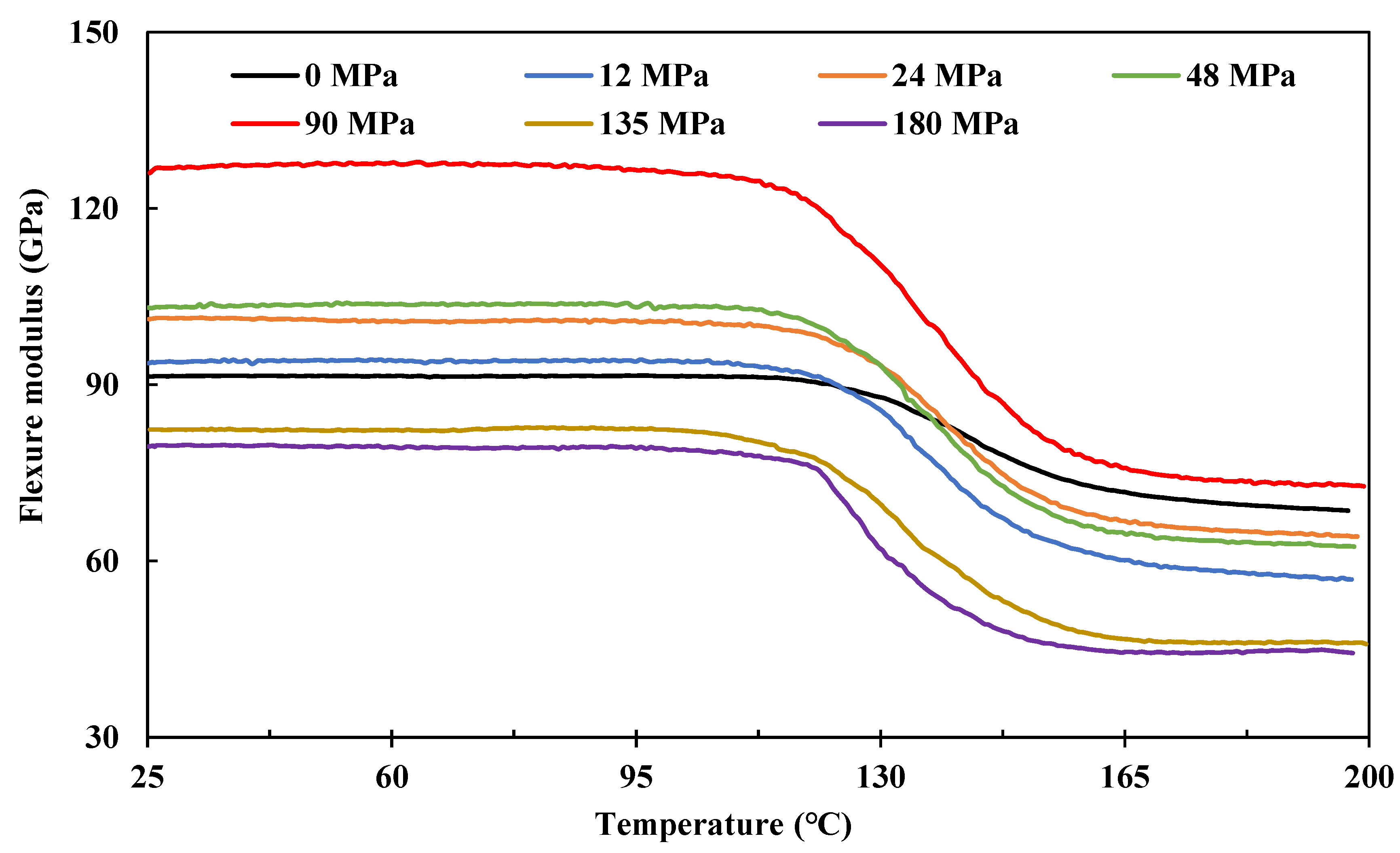
4.3. Dynamic Thermomechanical Performance

4.4. Viscoelastic Creep Performance
4.5. Elastic Fibre Prestressing Mechanisms
5. Conclusions and Future Perspectives
- (i)
- The EFP technique is able to be applied to a UD carbon prepreg material through a bespoke fibre prestressing rig to produce prestressed composite samples. It is found that fibre prestressing is effective in destroying the defective fibres before being cured into a matrix, which in turn improves the mechanical strength of the polymeric composite.
- (ii)
- There is an optimal EFP level to maximise the prestress benefits, i.e., 90 MPa for the applied CFRP prepreg. In comparison to the non-prestressed control samples, the tensile strength is improved by 15%, the elongation at break by 11%, the impact strength by 11%, and the dynamic flexure modulus in both the elastic and rubbery plateau regions by ~30%. Beyond the optimal prestress level however, there will be internal structural damages and premature failures which are able to change the in-plane stress levels within the composite.
- (iii)
- The EFP is detrimental to the fibre/matrix interface, both the tensile modulus and creep stiffness of the composite are negatively proportional to the prestress level. This is further supported by the glassy temperature changes after fibre prestressing.
- (iv)
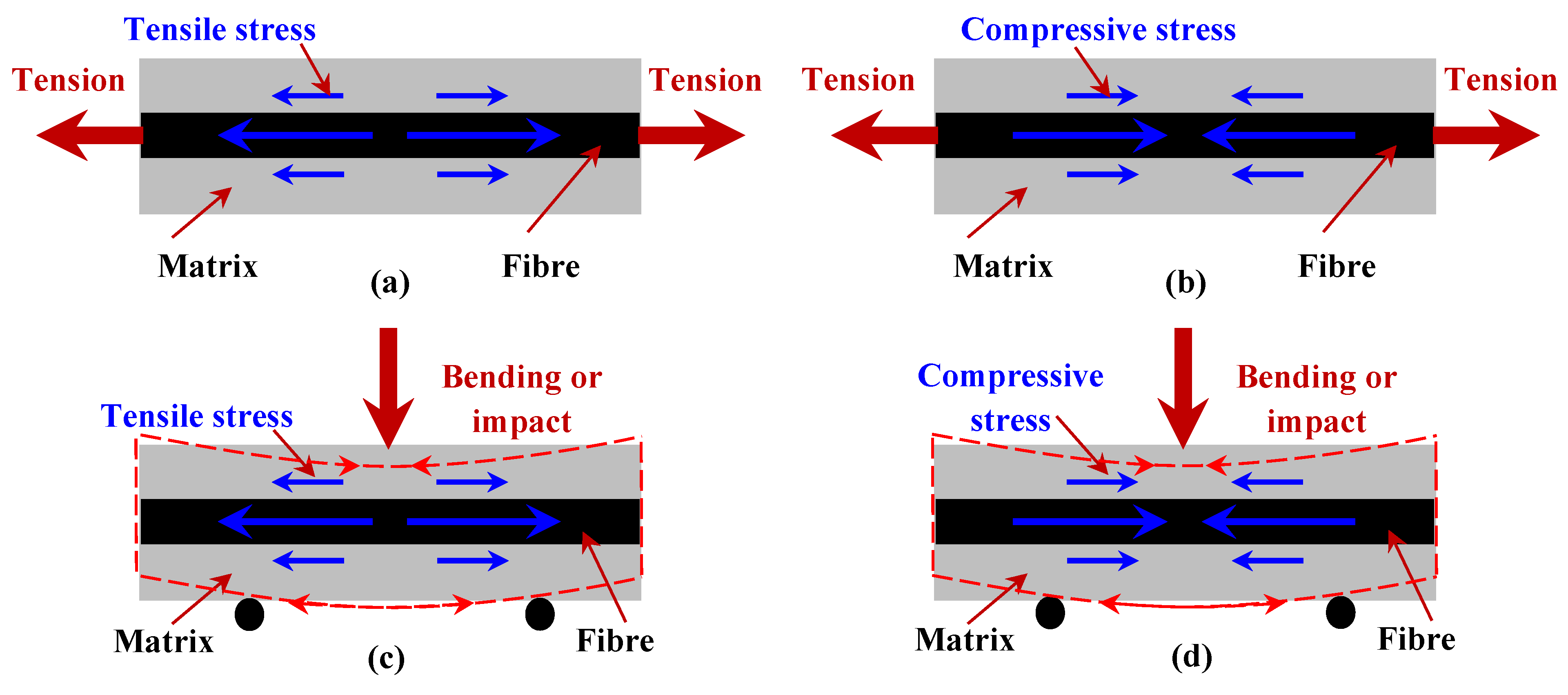
- The established theoretical model indicates further insight and the EFP mechanisms are proposed to reveal the in-plane stress evolution, which is vital to determine the overall performance of the polymeric composite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fraile-Martínez, O.; García-Montero, C.; Coca, A.; Álvarez-Mon, M.A.; Monserrat, J.; Gómez-Lahoz, A.M.; Coca, S.; Álvarez-Mon, M.; Acero, J.; Bujan, J.; et al. Applications of Polymeric Composites in Bone Tissue Engineering and Jawbone Regeneration. Polymers 2021, 13, 3429. [Google Scholar] [CrossRef]
- Parveez, B.; Kittur, M.I.; Badruddin, I.A.; Kamangar, S.; Hussien, M.; Umarfarooq, M.A. Scientific Advancements in Composite Materials for Aircraft Applications: A Review. Polymers 2022, 14, 5007. [Google Scholar] [CrossRef]
- Hull, D.; Clyne, T.W. An Introduction to Composite Materials; Cambridge University Press: Cambridge, UK, 1996; ISBN 0521388554. [Google Scholar]
- Hyer, M.W. Calculations of the Room-Temperature Shapes of Unsymmetric Laminates. J. Compos. Mater. 1981, 15, 296–310. [Google Scholar] [CrossRef]
- Wang, B.; Fancey, K.S. A Bistable Morphing Composite Using Viscoelastically Generated Prestress. Mater. Lett. 2015, 158, 108–110. [Google Scholar] [CrossRef]
- Daynes, S.; Potter, K.D.; Weaver, P.M. Bistable Prestressed Buckled Laminates. Compos. Sci. Technol. 2008, 68, 3431–3437. [Google Scholar] [CrossRef]
- Stacey, J.P.; O’Donnell, M.P.; Schenk, M. Thermal Prestress in Composite Compliant Shell Mechanisms. J. Mech. Robot. 2019, 11, 20908. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Ge, C.; Fancey, K.S. Snap-through Behaviour of a Bistable Structure Based on Viscoelastically Generated Prestress. Compos. Part B Eng. 2017, 114, 23–33. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual Stresses in Thermoplastic Composites–a Study of the Literature. Part III: Effects of Thermal Residual Stresses. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1581–1596. [Google Scholar] [CrossRef]
- Berzin, F.; Lemkhanter, L.; Marcuello, C.; Chabbert, B.; Aguié-Béghin, V.; Molinari, M.; Castellani, R.; Vergnes, B. Influence of the Polarity of the Matrix on the Breakage Mechanisms of Lignocellulosic Fibers during Twin-Screw Extrusion. Polym. Compos. 2020, 41, 1106–1117. [Google Scholar] [CrossRef]
- Marcuello, C.; Foulon, L.; Chabbert, B.; Molinari, M.; Aguié-Béghin, V. Langmuir–Blodgett Procedure to Precisely Control the Coverage of Functionalized AFM Cantilevers for SMFS Measurements: Application with Cellulose Nanocrystals. Langmuir 2018, 34, 9376–9386. [Google Scholar] [CrossRef]
- Morozov, V.N.; Voloskov, G.A.; Gorbanova, L.A.; Zaitsev, Y.S.; Kovriga, V. V Effect of Heat Treatment on the Distribution of Residual Stresses and the Properties of Epoxy Polymers. Mech. Compos. Mater. 1987, 22, 535–538. [Google Scholar] [CrossRef]
- Russell, J.D.; Madhukar, M.S.; Genidy, M.S.; Lee, A.Y. A New Method to Reduce Cure-Induced Stresses in Thermoset Polymer Composites, Part III: Correlating Stress History to Viscosity, Degree of Cure, and Cure Shrinkage. J. Compos. Mater. 2000, 34, 1926–1947. [Google Scholar] [CrossRef]
- Struzziero, G.; Nardi, D.; Sinke, J.; Teuwen, J.J.E. Cure-Induced Residual Stresses for Warpage Reduction in Thermoset Laminates. J. Compos. Mater. 2020, 54, 3055–3065. [Google Scholar] [CrossRef] [Green Version]
- Shokrieh, M.M.; Daneshvar, A.; Akbari, S.; Chitsazzadeh, M. The Use of Carbon Nanofibers for Thermal Residual Stress Reduction in Carbon Fiber/Epoxy Laminated Composites. Carbon N. Y. 2013, 59, 255–263. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Daneshvar, A.; Akbari, S. Reduction of Thermal Residual Stresses of Laminated Polymer Composites by Addition of Carbon Nanotubes. Mater. Des. 2014, 53, 209–216. [Google Scholar] [CrossRef]
- Shcherbakov, A.S.; Mostovoy, A.S.; Yakovlev, N.A.; Arzamastsev, S. V Effect of Carbon Nanotube Functionalization on the Physicochemical and Mechanical Properties of Modified Fiber-Reinforced Composites Based on an Epoxy Resin. Russ. J. Appl. Chem. 2021, 94, 1080–1087. [Google Scholar] [CrossRef]
- White, S.R.; Hahn, H.T. Mechanical Property and Residual Stress Development during Cure of a Graphite/BMI Composite. Polym. Eng. Sci. 1990, 30, 1465–1473. [Google Scholar] [CrossRef]
- Singh, A. Radiation Processing of Carbon Fibre-Reinforced Advanced Composites. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2001, 185, 50–54. [Google Scholar] [CrossRef]
- Fancey, K.S. Viscoelastically Prestressed Polymeric Matrix Composites: An Overview. J. Reinf. Plast. Compos. 2016, 35, 1290–1301. [Google Scholar] [CrossRef]
- LIU, Z.; ZHENG, X.; FAN, W.; WANG, F.; AHMED, S.; YAN, L. An Alternative Method to Reduce Process-Induced Deformation of CFRP by Introducing Prestresses. Chin. J. Aeronaut. 2022, 35, 314–323. [Google Scholar] [CrossRef]
- Wang, B. Viscoelastically Prestressed Composites: Towards Process Optimisation and Application to Morphing Structures. Ph.D. Thesis, University of Hull, Hull, UK, 2016. [Google Scholar]
- Wang, B.; Fancey, K.S. Viscoelastically Prestressed Polymeric Matrix Composites: An Investigation into Fibre Deformation and Prestress Mechanisms. Compos. Part A Appl. Sci. Manuf. 2018, 111, 106–114. [Google Scholar] [CrossRef]
- Ogunleye, R.O.; Rusnakova, S. A Review of Prestressed Fibre-Reinforced Polymer Matrix Composites. Polymers 2021, 14, 60. [Google Scholar] [CrossRef] [PubMed]
- Zhifan, C.; Chou, T.W. An Experimental Study of the Effect of Prestressed Loose Carbon Strands on Composite Strength. J. Compos. Mater. 1983, 17, 196–209. [Google Scholar] [CrossRef]
- Zhigun, I.G. Experimental Evaluation of the Effect of Prestressing the Fibers in Two Directions on Certain Elastic Characteristic of Woven-Glass Reinforced Plastics. Polym. Mech. 1968, 4, 691–695. [Google Scholar] [CrossRef]
- Mohamed, M.; Brahma, S.; Ning, H.; Pillay, S. Development of Beneficial Residual Stresses in Glass Fiber Epoxy Composites through Fiber Prestressing. J. Reinf. Plast. Compos. 2020, 39, 487–498. [Google Scholar] [CrossRef]
- Wang, B.; Fancey, K.S. Application of Time-Stress Superposition to Viscoelastic Behavior of Polyamide 6,6 Fiber and Its “true” Elastic Modulus. J. Appl. Polym. Sci. 2017, 134, 1–9. [Google Scholar] [CrossRef]
- Tuttle, M.E. A Mechanical/Thermal Analysis of Prestressed Composite Laminates. J. Compos. Mater. 1988, 22, 780–792. [Google Scholar] [CrossRef]
- Seeber, K. PCI Design Handbook—Precast and Prestressed Concrete; Prestressed Concrete Inst: Chicago, IL, USA, 2004; ISBN 0937040711. [Google Scholar]
- Brown, G.G. Development of Prestressed Graphite Processing Techniques; North American Rockwell: Oshkosh, WI, USA, 1976; N62269-75-C-0374. [Google Scholar]
- Hadi, A.S.; Ashton, J.N. On the Influence of Pre-Stress on the Mechanical Properties of a Unidirectional GRE Composite. Compos. Struct. 1997, 40, 305–311. [Google Scholar] [CrossRef]
- Wagner, H.D. Interpretation of Fiber Fragmentation in Carbon/Epoxy Single Fiber Composites: Possible Fiber Pre-Tension Effects. Polym. Eng. Sci. 1992, 32, 298–304. [Google Scholar]
- Hassan, A.K.; Abdullah, O.A. New Methodology for Prestressing Fiber Composites. Univers. J. Mech. Eng. 2015, 3, 252–261. [Google Scholar] [CrossRef] [Green Version]
- Jevons, M.P. The Effects of Fibre Pre-Stressing on the Impact Performance of Composite Laminates. Ph.D. Thesis, Cranfield University, Cranfield, UK, 2004. [Google Scholar]
- Motahhari, S.; Cameron, J. Impact Strength of Fiber Pre-Stressed Composites. J. Reinf. Plast. Compos. 1998, 17, 123–130. [Google Scholar] [CrossRef]
- Nishi, Y.; Okada, T.; Okada, S.; Hirano, M.; Matsuda, M.; Matsuo, A.; Faudree, M.C. Effects of Tensile Prestress Level on Impact Value of 50 Vol% Continuous Unidirectional 0 Degree Oriented Carbon Fiber Reinforced Epoxy Polymer (CFRP). Mater. Trans. 2014, 55, 318–322. [Google Scholar] [CrossRef] [Green Version]
- Motahhari, S.; Cameron, J. Fibre Prestressed Composites: Improvement of Flexural Properties through Fibre Prestressing. J. Reinf. Plast. Compos. 1999, 18, 279–288. [Google Scholar] [CrossRef]
- Zaidi, B.M.; Magniez, K.; Miao, M. Prestressed Natural Fibre Spun Yarn Reinforced Polymer-Matrix Composites. Compos. Part A Appl. Sci. Manuf. 2015, 75, 68–76. [Google Scholar] [CrossRef]
- Hyer, M.W. Stress Analysis of Fiber-Reinforced Composite Materials; WCB/McGray-Hill Company: New York, NY, USA, 1998. [Google Scholar]
- Pang, J.W.C.; Lamin, B.M.; Fancey, K.S. Force Measurement from Viscoelastically Recovering Nylon 6, 6 Fibres. Mater. Lett. 2008, 62, 1693–1696. [Google Scholar] [CrossRef]
- ASTM International ASTM D3039; ASTM International ASTM D3039—Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM: West Conshohohoken, PA, USA, 2017; pp. 1–13.
- ISO 179-1:2000; Plastics-Determination of Charpy Impact Properties-Part 1: Non-Instrumented Impact Test. American National Standards Institute: Washington, DC, USA, 2010.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Specification | |
|---|---|---|
| Prepreg | Fibre | Carbon T700 |
| Thermoset resin | Epoxy 7901 | |
| Gel time | 120 °C, 11~17 min | |
| Resin volume fraction | 48% | |
| Laminate | 0° Elastic modulus | 115 GPa |
| 0° Tensile strength | 2300 MPa | |
| 0° Compressive strength | 1050 MPa | |
| 0° Flexural strength | 1250 MPa | |
| 0° Interlaminar shear strength | 55 MPa | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Yu, F.; Wang, B.; Zhao, C.; Chen, X.; Nsengiyumva, W.; Zhong, S. Elastic Fibre Prestressing Mechanics within a Polymeric Matrix Composite. Polymers 2023, 15, 431. https://doi.org/10.3390/polym15020431
Chen H, Yu F, Wang B, Zhao C, Chen X, Nsengiyumva W, Zhong S. Elastic Fibre Prestressing Mechanics within a Polymeric Matrix Composite. Polymers. 2023; 15(2):431. https://doi.org/10.3390/polym15020431
Chicago/Turabian StyleChen, Hui, Folian Yu, Bing Wang, Chenmin Zhao, Xiayu Chen, Walter Nsengiyumva, and Shuncong Zhong. 2023. "Elastic Fibre Prestressing Mechanics within a Polymeric Matrix Composite" Polymers 15, no. 2: 431. https://doi.org/10.3390/polym15020431