
Impact of Zinc Oxide Addition on Oil Palm Empty Fruit Bunches Foamed Polymer Composites for Automotive Interior Parts

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of OPEFB Fiber and ZnO
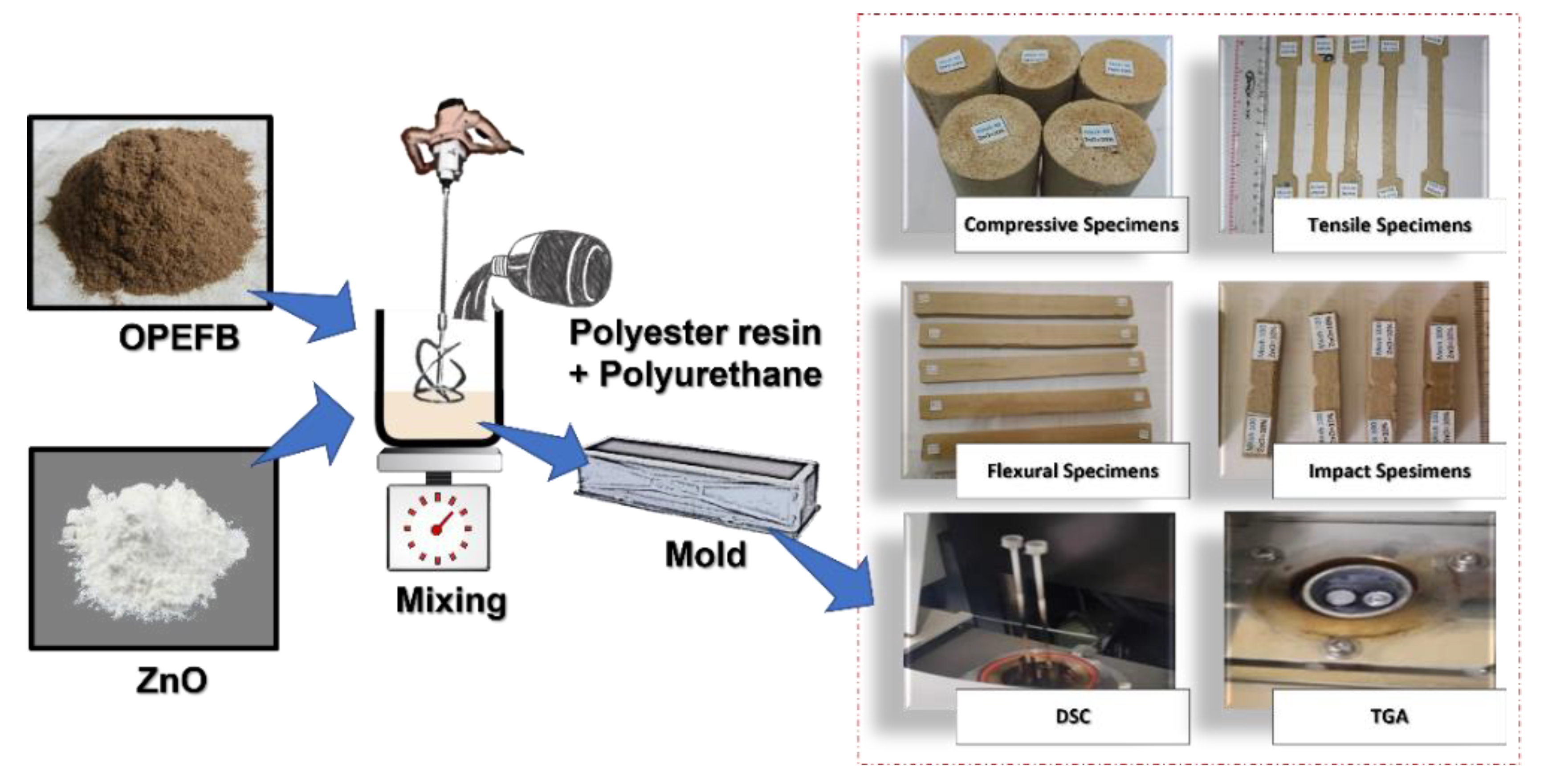
2.2. Material Composition and Manufacture
2.3. Mechanical Test
2.4. Scanning Electron Microscopy (SEM)
2.5. Chemical Test
2.5.1. Fourier Transform Infrared Spectroscopy (FTIR)
2.5.2. X-ray Diffraction (XRD)
2.6. Thermal Test
3. Results and Discussion
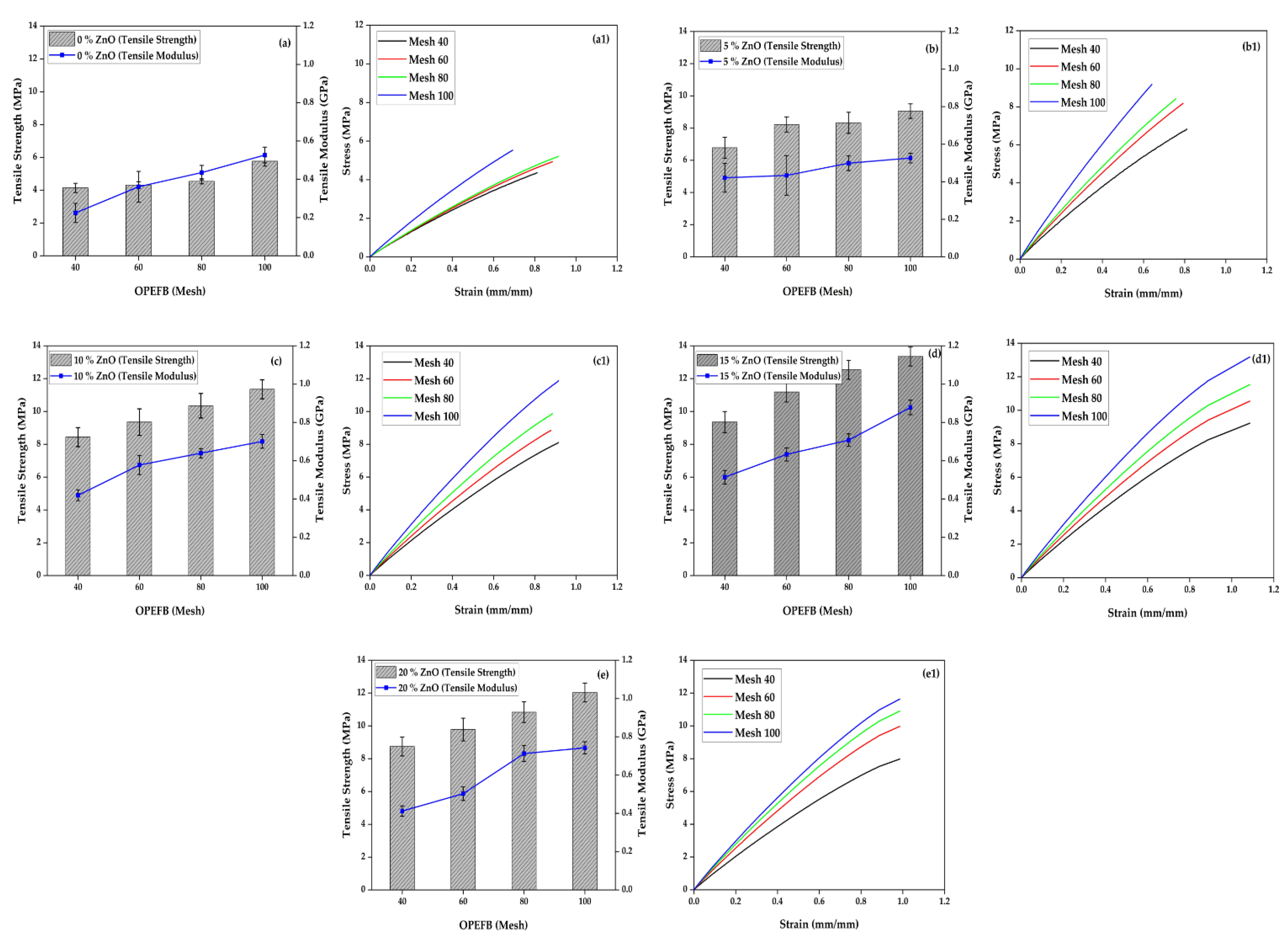
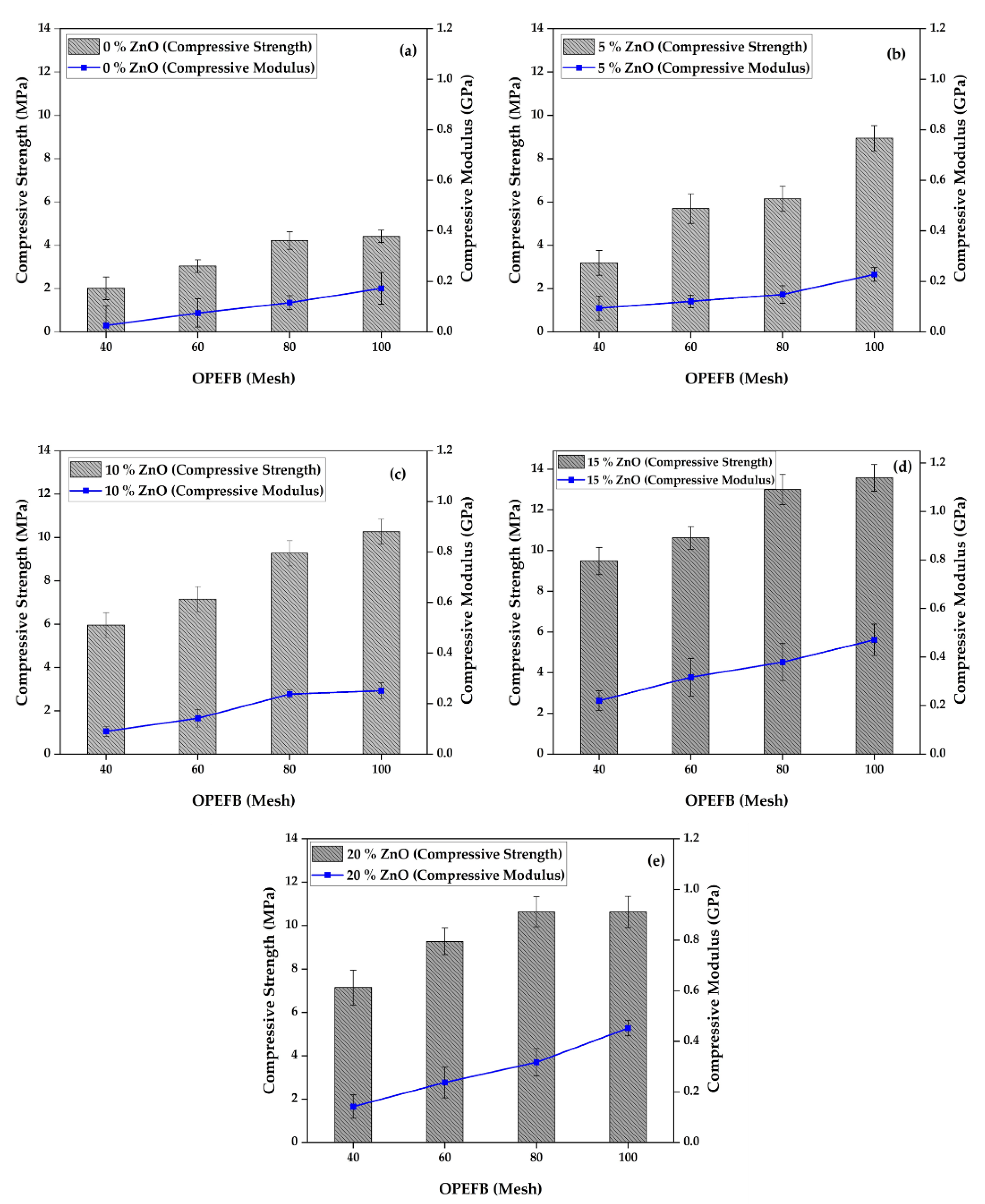
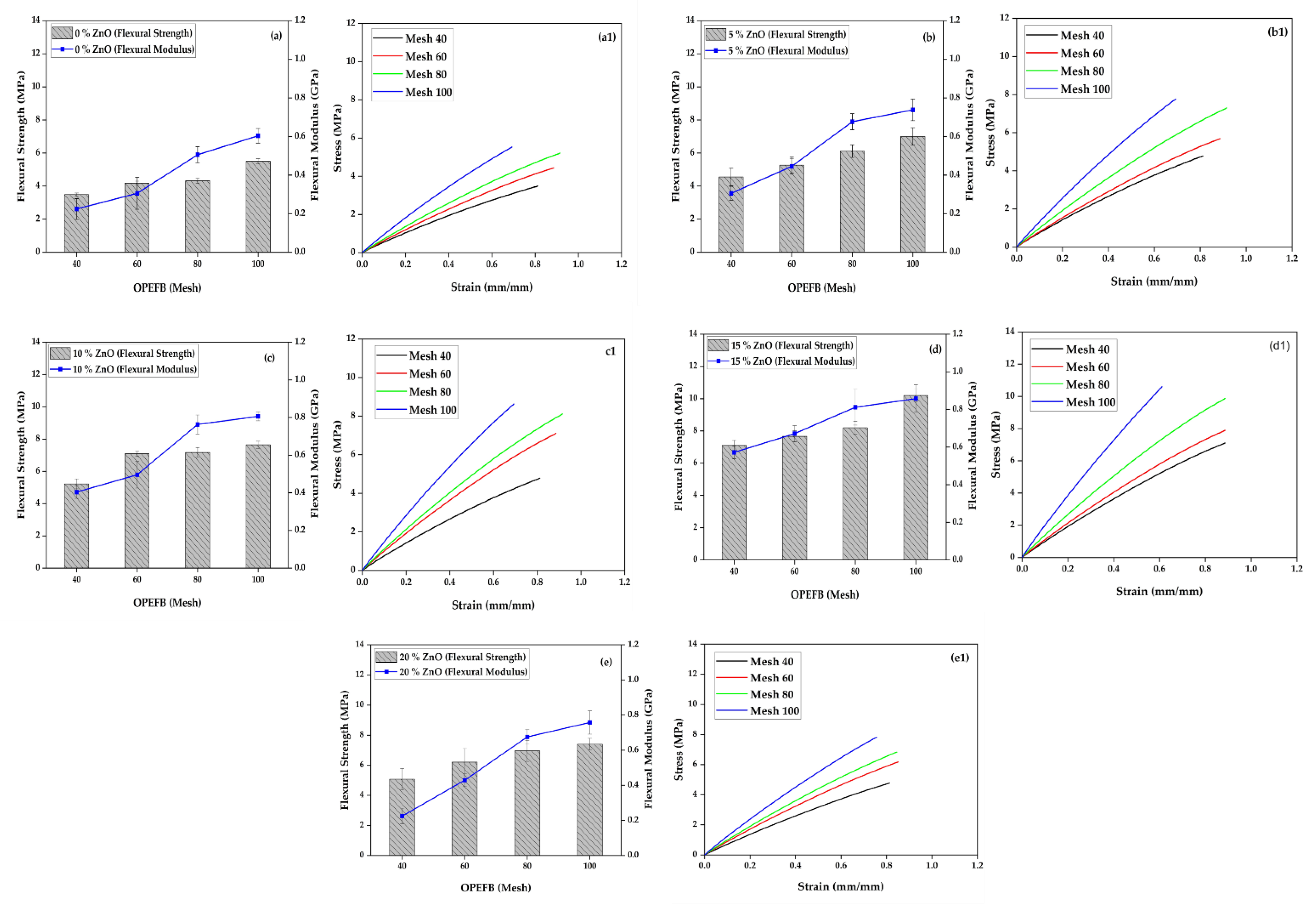
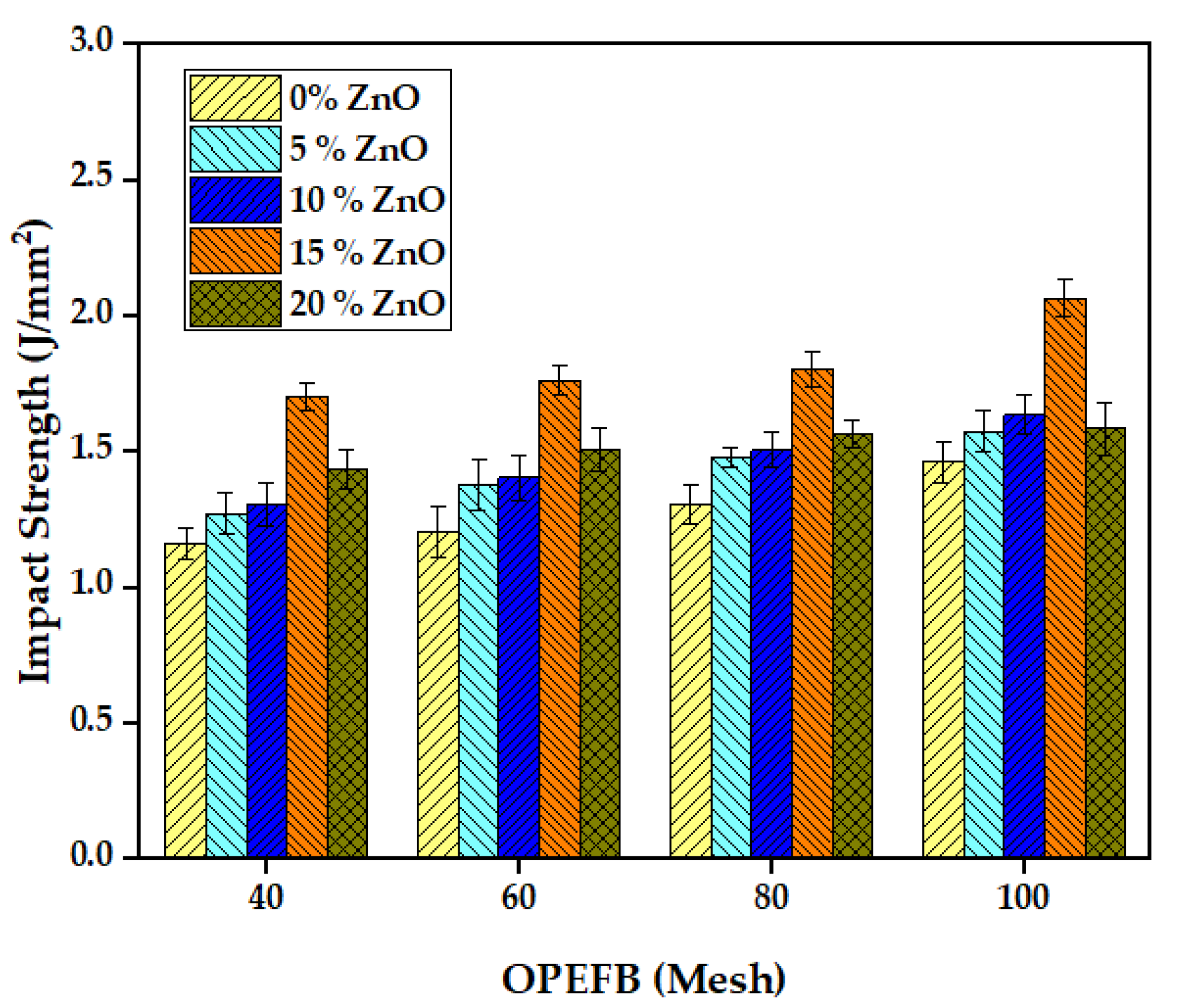
3.1. Mechanical Properties Analysis
3.2. Morphological Studies
3.3. Chemical Analysis
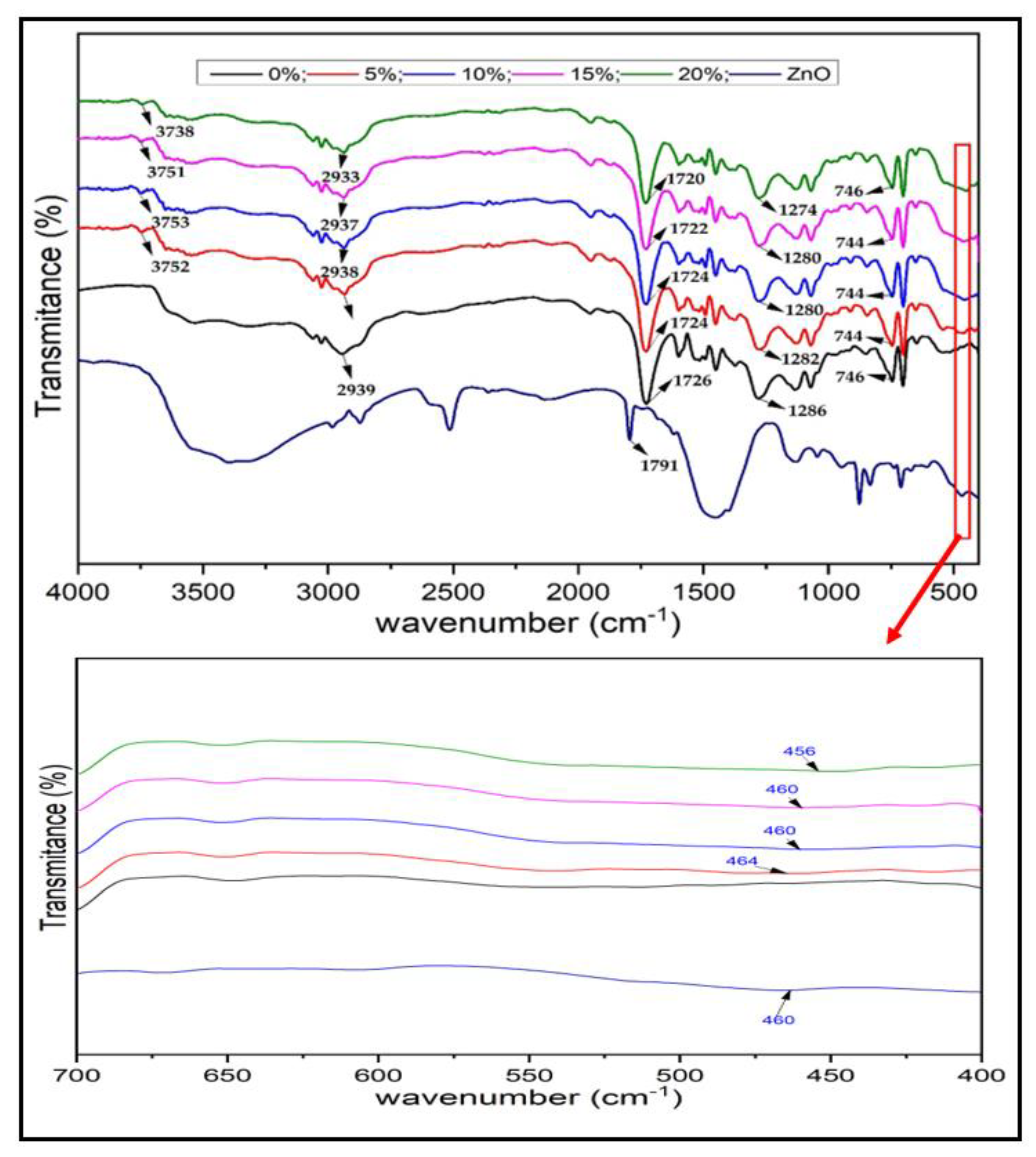
3.3.1. FTIR
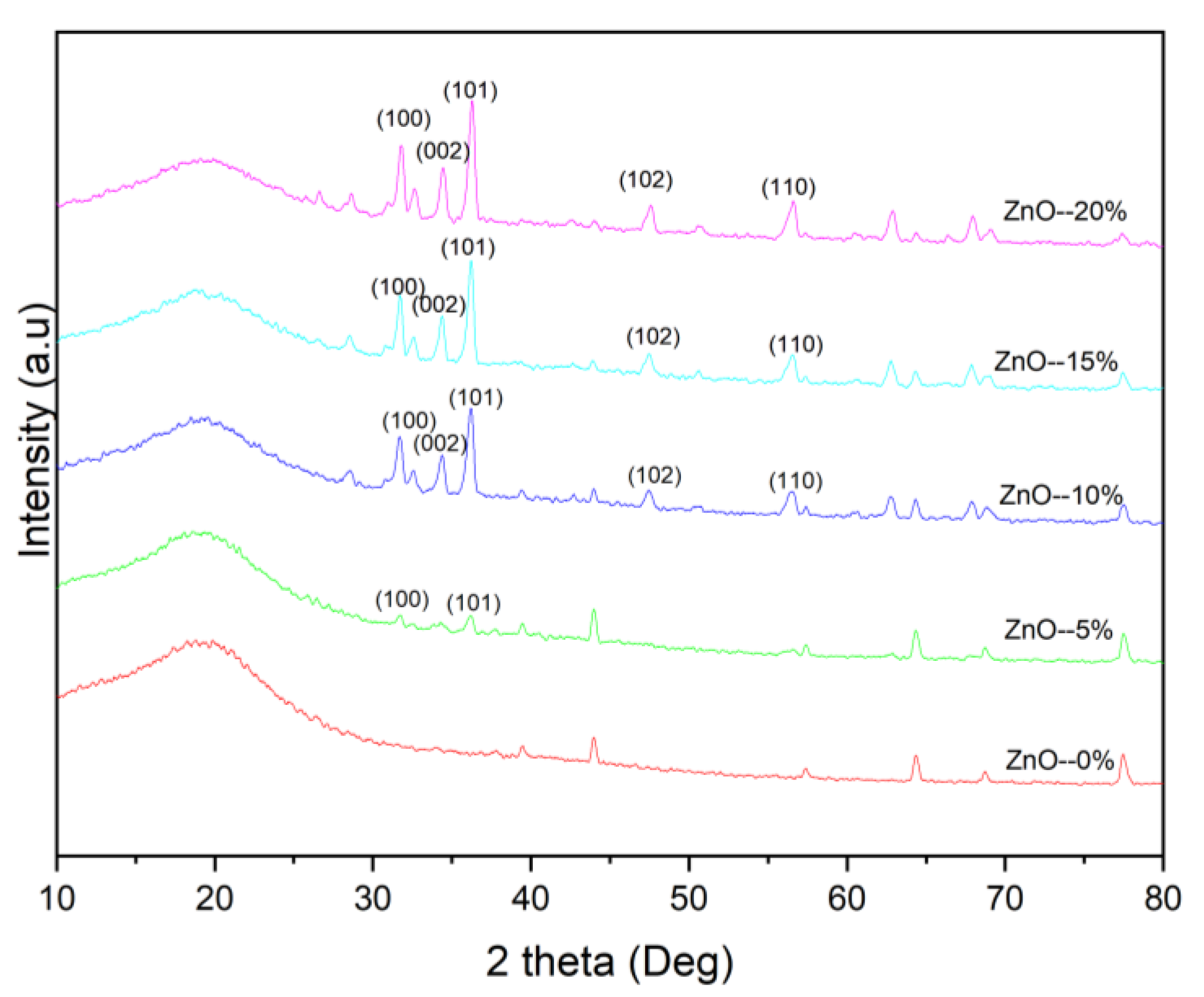
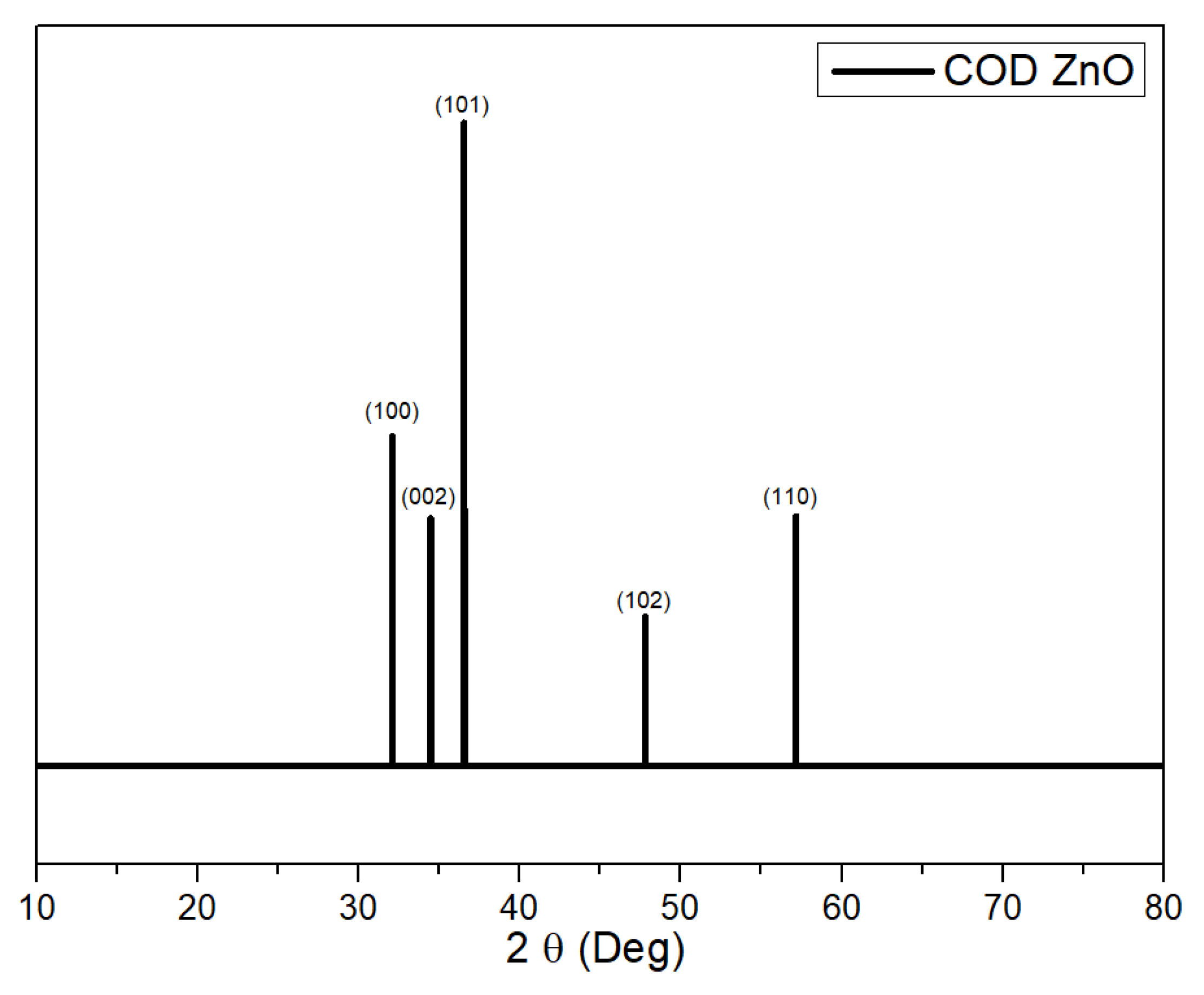
3.3.2. XRD
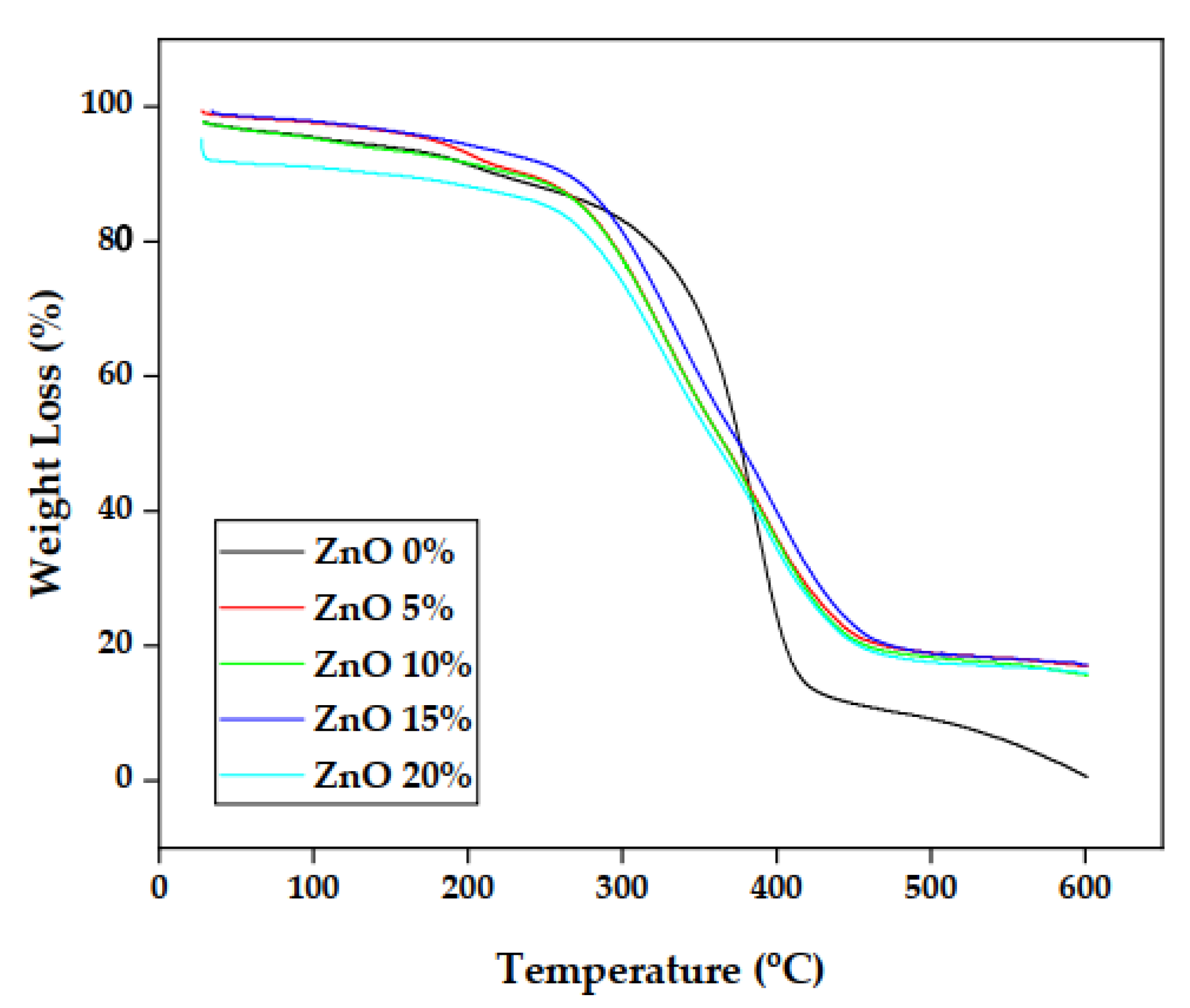
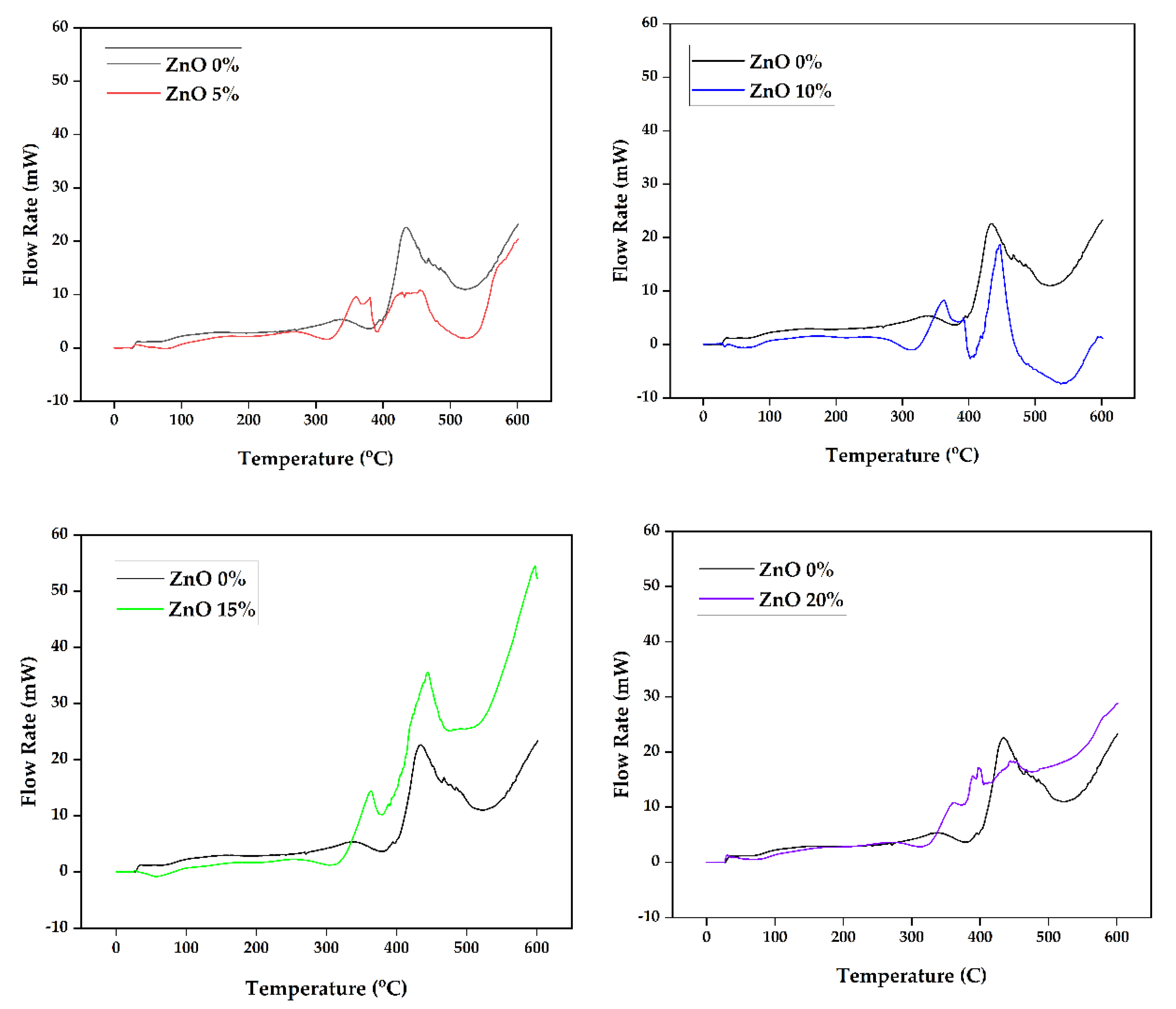
3.4. Thermal Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Olhan, S.; Khatkar, V.; Behera, B.K. Review: Textile-based natural fibre-reinforced polymeric composites in automotive lightweighting. J. Mater. Sci. 2021, 56, 18867–18910. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Al Rashid, A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi, A.A. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar] [CrossRef]
- Alam, M.A.; Sapuan, S.M.; Ya, H.H.; Hussain, P.B.; Azeem, M.; Ilyas, R.A. Application of biocomposites in automotive components: A review. Biocompos. Synth. Compos. Automot. Appl. 2021, 1–17. [Google Scholar] [CrossRef]
- Loureiro, N.C.; Esteves, J.L. Green composites in automotive interior parts: A Solution Using Cellulosic Fibers. Green Compos. Automot. Appl. 2019, 81–97. [Google Scholar] [CrossRef]
- Elseify, L.A.; Midani, M.; El-Badawy, A.; Jawaid, M. Natural Fibers in the Automotive Industry; SpringerBriefs in Materials; Springer: Cham, Switzerland, 2021; pp. 1–10. [Google Scholar] [CrossRef]
- AL-Oqla, F.M.; Salit, M.S. Materials Selection for Natural Fiber Composites; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 9780081009581. [Google Scholar]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A review on natural fibers for development of eco-friendly bio-composite: Characteristics, and utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Naik, V.; Kumar, M.; Kaup, V. A Review on Natural Fiber Composite Material in Automotive Applications. Eng. Sci. 2022, 18, 1–10. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Syamsir, A.; Nurazzi, N.M.; Sabaruddin, F.A.; Shazleen, S.S.; Norrrahim, M.N.F.; Rafidah, M.; Ilyas, R.A.; Rashid, M.Z.A.; et al. Mechanical properties of oil palm fibre-reinforced polymer composites: A review. J. Mater. Res. Technol. 2022, 17, 33–65. [Google Scholar] [CrossRef]
- Jawaid, M.; Awad, S.A.; Asim, M.; Fouad, H.; Alothman, O.Y.; Santulli, C. A comparative evaluation of chemical, mechanical, and thermal properties of oil palm fiber/pineapple fiber reinforced phenolic hybrid composites. Polym. Compos. 2021, 42, 6383–6393. [Google Scholar] [CrossRef]
- Awad, S.A.; Jawaid, M.; Fouad, H.; Saba, N.; Dhakal, H.N.; Alothman, O.Y.; Khalaf, E.M. A comparative assessment of chemical, mechanical, and thermal characteristics of treated oil palm/pineapple fiber/bio phenolic composites. Polym. Compos. 2022, 43, 2115–2128. [Google Scholar] [CrossRef]
- Rizal, S.; Fizree, H.M.; Hossain, M.S.; Ikramullah; Gopakumar, D.A.; Ni, E.C.W.; Khalil, H.P.S.A. The role of silica-containing agro-industrial waste as reinforcement on physicochemical and thermal properties of polymer composites. Heliyon 2020, 6, e03550. [Google Scholar] [CrossRef]
- Gunawan, F.E.; Homma, H.; Brodjonegoro, S.S.; Bin, A.; Hudin, B.; Zainuddin, A.B. Mechanical Properties of Oil Palm Empty Fruit Bunch Fiber. J. Solid Mech. Mater. Eng. 2009, 3, 943–951. [Google Scholar] [CrossRef] [Green Version]
- Kong, K.; Deka, B.K.; Kwak, S.K.; Oh, A.; Kim, H.; Park, Y.-B.; Park, H.W. Processing and mechanical characterization of ZnO/polyester woven carbon–fiber composites with different ZnO concentrations. Compos. Part A Appl. Sci. Manuf. 2013, 55, 152–160. [Google Scholar] [CrossRef]
- Ejaz, M.; Arfat, Y.A.; Mulla, M.; Ahmed, J. Zinc oxide nanorods/clove essential oil incorporated Type B gelatin composite films and its applicability for shrimp packaging. Food Packag. Shelf Life 2018, 15, 113–121. [Google Scholar] [CrossRef]
- Hawkins, S.A.; Yao, H.; Wang, H.; Sue, H.-J. Tensile properties and electrical conductivity of epoxy composite thin films containing zinc oxide quantum dots and multi-walled carbon nanotubes. Carbon 2017, 115, 18–27. [Google Scholar] [CrossRef]
- Zaman, H.U.; Hun, P.D.; Khan, R.A.; Yoon, K.-B. Morphology, mechanical, and crystallization behaviors of micro- and nano-ZnO filled polypropylene composites. J. Reinf. Plast. Compos. 2017, 31, 323–329. [Google Scholar] [CrossRef]
- Mohamed, M.; Anandan, S.; Huo, Z.; Birman, V.; Volz, J.; Chandrashekhara, K. Manufacturing and characterization of polyurethane based sandwich composite structures. Compos. Struct. 2015, 123, 169–179. [Google Scholar] [CrossRef]
- Zheng, T.; Li, X.; Cai, X.; Shen, C.; Li, J.; Liu, J.; Guo, J. Random laser and stimulated Raman scattering in compressible porous polymeric foam. J. Lumin- 2021, 239, 118330. [Google Scholar] [CrossRef]
- Tiuc, A.-E.; Vermeşan, H.; Gabor, T.; Vasile, O. Improved Sound Absorption Properties of Polyurethane Foam Mixed with Textile Waste. Energy Procedia 2016, 85, 559–565. [Google Scholar] [CrossRef] [Green Version]
- Adlie, T.; Rizal, S.; Ali, N.; Huzni, S.; Thalib, S. Characterization of Polymeric Foam Composite Reinforced with Empty Fruit Bunch. IOP Conf. Series: Mater. Sci. Eng. 2019, 536, 012018. [Google Scholar] [CrossRef]
- Devaraju, A.; Sivasamy, P.; Loganathan, G.B. Mechanical properties of polymer composites with ZnO nano-particle. Mater. Today Proc. 2020, 22, 531–534. [Google Scholar] [CrossRef]
- Razak, N.W.A.; Kalam, A. Effect of OPEFB Size on the Mechanical Properties and Water Absorption Behaviour of OPEFB/PPnanoclay/PP Hybrid Composites. Procedia Eng. 2012, 41, 1593–1599. [Google Scholar] [CrossRef] [Green Version]
- Hassan, A.; Salema, A.A.; Ani, F.N.; Abu Bakar, A. A review on oil palm empty fruit bunch fiber-reinforced polymer composite materials. Polym. Compos. 2010, 31, 2079–2101. [Google Scholar] [CrossRef]
- Anuar, N.I.S.; Zakaria, S.; Gan, S.; Chia, C.H.; Wang, C.; Harun, J. Comparison of the morphological and mechanical properties of oil Palm EFB fibres and kenaf fibres in nonwoven reinforced composites. Ind. Crops. Prod. 2019, 127, 55–65. [Google Scholar] [CrossRef]
- Omoniyi, T.E. Potential of Oil Palm (Elaeisguineensis) Empty Fruit Bunch Fibres Cement Composites for Building Applications. Agriengineering 2019, 1, 153–163. [Google Scholar] [CrossRef] [Green Version]
- Ali, E.S.; Ahmad, S. Bionanocomposite hybrid polyurethane foam reinforced with empty fruit bunch and nanoclay. Compos. B Eng. 2012, 43, 2813–2816. [Google Scholar] [CrossRef]
- Benmansour, N.; Agoudjil, B.; Gherabli, A.; Kareche, A.; Boudenne, A. Thermal and mechanical performance of natural mortar reinforced with date palm fibers for use as insulating materials in building. Energy Build. 2014, 81, 98–104. [Google Scholar] [CrossRef]
- Rao, P.R.; Ramakrishna, G. Experimental Investigation on Mechanical Properties of Oil Palm Empty Fruit Bunch Fiber Reinforced Cement Mortar. Mater. Today: Proc. 2021, 46, 471–477. [Google Scholar] [CrossRef]
- Anuar, N.I.S.; Zakaria, S.; Harun, J.; Wang, C. Kenaf/PP and EFB/PP: Effect of Fibre Loading on the Mechanical Properties of Polypropylene Composites. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.P.S.A.; Abu Bakar, A. Mechanical performance of oil palm empty fruit bunches/jute fibres reinforced epoxy hybrid composites. Mater. Sci. Eng. A 2010, 527, 7944–7949. [Google Scholar] [CrossRef]
- Improving Core Bond Strength of Particleboard Through Particle Size Redistribution | Wood and Fiber Science. Available online: https://wfs.swst.org/index.php/wfs/article/view/752 (accessed on 6 June 2022).
- Lamaming, J.; Hashim, R.; Sulaiman, O.; Sugimoto, T.; Sato, M.; Hiziroglu, S. Measurement of some properties of binderless particleboards made from young and old oil palm trunks. Measurement 2014, 47, 813–819. [Google Scholar] [CrossRef]
- Mawardi, I.; Aprilia, S.; Faisal, M.; Ikramullah; Rizal, S. An investigation of thermal conductivity and sound absorption from binderless panels made of oil palm wood as bio-insulation materials. Results Eng. 2022, 13, 100319. [Google Scholar] [CrossRef]
- Khoshnava, S.M.; Rostami, R.; Ismail, M.; Rahmat, A.R.; Ogunbode, B.E. Woven hybrid Biocomposite: Mechanical properties of woven kenaf bast fibre/oil palm empty fruit bunches hybrid reinforced poly hydroxybutyrate biocomposite as non-structural building materials. Constr. Build. Mater. 2017, 154, 155–166. [Google Scholar] [CrossRef]
- Bilisik, K.; Karaduman, N.; Bilisik, N.E. Chapter 3: Fibre Architectures for Composite Applications. In Fibrous and Textile Materials for Composite Applications; Springer: Singapore, 2016; pp. 75–134. [Google Scholar] [CrossRef]
- Nordin, M.N.A.; Sakamoto, K.; Azhari, H.; Goda, K.; Okamoto, M.; Ito, H.; Endo, T. Tensile and impact properties of pulverized oil palm fiber reinforced polypropylene composites: A comparison study with wood fiber reinforced polypropylene composites. J. Mech. Eng. Sci. 2018, 12, 4191–4202. [Google Scholar] [CrossRef]
- Kakou, C.A.; Arrakhiz, F.Z.; Trokourey, A.; Bouhfid, R.; Qaiss, A.; Rodrigue, D. Influence of coupling agent content on the properties of high density polyethylene composites reinforced with oil palm fibers. Mater. Des. 2014, 63, 641–649. [Google Scholar] [CrossRef]
- Mohamed Yusoff, M.Z.; Salit, M.S.; Ismail, N.; Wirawan, R. Mechanical Properties of Short Random Oil Palm Fibre Epoxy Composites. Sains Malays. 2010, 39, 87–92. [Google Scholar]
- Hariharan, A.B.A.; Khalil, H.P.S.A. Lignocellulose-based Hybrid Bilayer Laminate Composite: Part I—Studies on Tensile and Impact Behavior of Oil Palm Fiber-Glass Fiber-reinforced Epoxy Resin. J. Compos. Mater. 2016, 39, 663–684. [Google Scholar] [CrossRef]
- Sreekala, M.S.; George, J.; Kumaran, M.G.; Thomas, S. The mechanical performance of hybrid phenol-formaldehyde-based composites reinforced with glass and oil palm fibres. Compos. Sci. Technol. 2002, 62, 339–353. [Google Scholar] [CrossRef]
- Thipperudrappa, S.; Hiremath, A.; Nagaraj, B.K. Synergistic effect of ZnO and TiO 2 nanoparticles on the thermal stability and mechanical properties of glass fiber-reinforced LY556 epoxy composites. Polym. Compos. 2021, 42, 4831–4844. [Google Scholar] [CrossRef]
- Ramlee, N.A.; Jawaid, M.; Zainudin, E.S.; Yamani, S.A.K. Tensile, physical and morphological properties of oil palm empty fruit bunch/sugarcane bagasse fibre reinforced phenolic hybrid composites. J. Mater. Res. Technol. 2019, 8, 3466–3474. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Saba, N.; Alotaibi, M.D.; Alotibi, M.F.; Jawaid, M.; Alothman, O.Y. Evaluation of Mechanical, Physical, and Morphological Properties of Epoxy Composites Reinforced with Different Date Palm Fillers. Materials 2019, 12, 2145. [Google Scholar] [CrossRef] [Green Version]
- Anidha, S.; Latha, N.; Muthukkumar, M. Reinforcement of Aramid fiber with bagasse epoxy bio-degradable composite: Investigations on mechanical properties and surface morphology. J. Mater. Res. Technol. 2019, 8, 3198–3212. [Google Scholar] [CrossRef]
- Handore, K.; Bhavsar, S.; Horne, A.; Chhattise, P.; Mohite, K.; Ambekar, J.; Pande, N.; Chabukswar, V. Novel Green Route of Synthesis of ZnO Nanoparticles by Using Natural Biodegradable Polymer and Its Application as a Catalyst for Oxidation of Aldehydes. J. Macromol. Sci. Part A 2014, 51, 941–947. [Google Scholar] [CrossRef]
- Liu, C.; Wu, W.; Drummer, D.; Shen, W.; Wang, Y.; Schneider, K.; Tomiak, F. ZnO nanowire-decorated Al2O3 hybrids for improving the thermal conductivity of polymer composites. J. Mater. Chem. C Mater. 2020, 8, 5380–5388. [Google Scholar] [CrossRef]
- Sulaiman, F.; Abdullah, N. Pyrolytic Product of Washed and Unwashed Oil Palm Wastes by Slow Thermal Conversion Process. J. Phys. Sci. 2014, 25, 73–84. [Google Scholar]
- Gull, N.; Khan, S.M.; Munawar, M.A.; Shafiq, M.; Anjum, F.; Butt, M.T.Z.; Jamil, T. Synthesis and characterization of zinc oxide (ZnO) filled glass fiber reinforced polyester composites. Mater. Des. 2015, 67, 313–317. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Dungani, R.; Hossain, M.S.; Suraya, N.L.M.; Aprilia, S.; Astimar, A.A.; Hayawin, Z.N.; Davoudpour, Y. Mechanical properties of oil palm biocomposites enhanced with micro to nanobiofillers. Biocompos. Des. Mech. Perform. 2015, 401–435. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Matrix | Tensile Strength (MPa) | Tensile Modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Impact Strength | Ref. | |
|---|---|---|---|---|---|---|---|---|
| OPEFB (10–20 mm length) | 0 Vf | Epoxy | 60 | 1.38 | 98 | 3.31 | - | [39] |
| 5 Vf | 30 | 1.43 | 41 | 3.29 | - | [39] | ||
| 10 Vf | 26 | 1.39 | 52 | 3.27 | - | [39] | ||
| 15 Vf | 25 | 1.37 | 42 | 3.3 | - | [39] | ||
| 20 Vf | 26 | 1.33 | 48 | 3.09 | - | [39] | ||
| OPEFB | - | Epoxy | 24 | 0.9 | - | - | 19 KJ/m2 | [40] |
| OPEFB (40 wt%.) | - | Phenol-formaldehyde | 10 | 0.5 | 10 | 2.1 | 25 KJ/m2 | [41] |
| OPEFB | 100 mesh | Polyester + polyurethane + 15% ZnO | 13 | 0.87 | 10 | 0.85 | 2 J/mm2 | This study |
| ZnO (%) | Wave Number (cm−1) | Functional Group |
|---|---|---|
| 0 | 737 | Stretching (C-N) |
| 1284 | Bending (C-O) | |
| 1716 | Bending (CH3) | |
| 2936 | Stretching (OH) | |
| 5 | 745 | Stretching (C-N) |
| 1275 | Bending (C-O) | |
| 1728 | Bending (CH3) | |
| 2931 | Stretching (OH) | |
| 3747 | Stretching (OH) | |
| 10 | 747 | Stretching (C-N) |
| 1280 | Bending (C-O) | |
| 1728 | Bending (CH3) | |
| 2938 | Stretching (OH) | |
| 3745 | Stretching (OH) | |
| 15 | 759 | Stretching (C-N) |
| 1275 | Bending (C-O) | |
| 1728 | Bending (CH3) | |
| 2938 | Stretching (OH) | |
| 3742 | Stretching (OH) | |
| 20 | 741 | Stretching (C-N) |
| 1272 | Bending (C-O) | |
| 1728 | Bending (CH3) | |
| 2938 | Stretching (OH) | |
| 3745 | Stretching (OH) |
| ZnO (%) | HKL | Xc | FWHM | λ (Å) | a (Å) | ±∆a | t (nm) | ±∆t | Average t (nm) | Strain |
|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 5 | 100 | 31.69 | 0.33 | 1.5406 | 2.82 | 0.023 | 24.07 | 0.525854 | 22.74 | 0.020 |
| 101 | 36.14 | 0.45 | 1.5406 | 3.51 | 0.018 | 17.65 | 0.273811 | 0.024 | ||
| 110 | 57.4 | 0.3 | 1.5406 | 2.27 | 0.002 | 26.48 | 0.127171 | 0.010 | ||
| 10 | 100 | 31.68 | 0.41 | 1.5406 | 2.82 | 0.017 | 19.38 | 0.317344 | 16.52 | 0.025 |
| 002 | 34.34 | 0.42 | 1.5406 | 5.22 | 0.026 | 18.92 | 0.279207 | 0.024 | ||
| 101 | 36.16 | 0.46 | 1.5406 | 3.51 | 0.011 | 17.27 | 0.160802 | 0.025 | ||
| 102 | 47.44 | 0.55 | 1.5406 | 4.28 | 0.017 | 14.44 | 0.232438 | 0.022 | ||
| 110 | 56.45 | 0.63 | 1.5406 | 2.30 | 0.012 | 12.61 | 0.298221 | 0.020 | ||
| 15 | 100 | 31.7 | 0.34 | 1.5406 | 2.82 | 0.008 | 23.37 | 0.191455 | 17.81 | 0.021 |
| 002 | 34.3 | 0.41 | 1.5406 | 5.22 | 0.021 | 19.38 | 0.228555 | 0.023 | ||
| 101 | 36.18 | 0.41 | 1.5406 | 3.51 | 0.011 | 19.38 | 0.180506 | 0.022 | ||
| 102 | 47.43 | 0.58 | 1.5406 | 4.28 | 0.017 | 13.70 | 0.220374 | 0.023 | ||
| 110 | 46.47 | 0.6 | 1.5406 | 2.76 | 0.019 | 13.24 | 0.365679 | 0.024 | ||
| 20 | 100 | 31.79 | 0.35 | 1.5406 | 2.81 | 0.014 | 22.70 | 0.310832 | 17.18 | 0.021 |
| 002 | 34.42 | 0.44 | 1.5406 | 5.21 | 0.016 | 18.06 | 0.160272 | 0.025 | ||
| 101 | 36.25 | 0.45 | 1.5406 | 3.50 | 0.007 | 17.65 | 0.109847 | 0.024 | ||
| 102 | 47.52 | 0.55 | 1.5406 | 4.28 | 0.030 | 14.44 | 0.407413 | 0.022 | ||
| 110 | 56.51 | 0.61 | 1.5406 | 2.30 | 0.014 | 13.02 | 0.369957 | 0.020 |
| Material | Tonset (°C) | Midpoint (°C) | Tendset (°C) | Weight Loss (%) |
|---|---|---|---|---|
| Composite + 0% ZnO | 285.88 | 365.85 | 402.61 | 96.96 |
| Composite + 5% ZnO | 236.67 | 340.21 | 425.92 | 82.06 |
| Composite + 10% ZnO | 259.35 | 342.25 | 430.93 | 81.92 |
| Composite + 15% ZnO | 250.20 | 345.45 | 436.32 | 76.42 |
| Composite + 20% ZnO | 245.56 | 342.26 | 427.29 | 82.64 |
| Material | Tonset (°C) | Tpeak (°C) | Tendset (°C) |
|---|---|---|---|
| Composite + 0% ZnO | 342.80 | 373.34 | 384.40 |
| Composite + 5% ZnO | 364.88 | 379.51 | 415.69 |
| Composite + 10% ZnO | 380.18 | 391.84 | 417.51 |
| Composite + 15% ZnO | 393.55 | 402.17 | 424.35 |
| Composite + 20% ZnO | 361.51 | 376.50 | 399.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adlie, T.A.; Ali, N.; Huzni, S.; Ikramullah, I.; Rizal, S. Impact of Zinc Oxide Addition on Oil Palm Empty Fruit Bunches Foamed Polymer Composites for Automotive Interior Parts. Polymers 2023, 15, 422. https://doi.org/10.3390/polym15020422
Adlie TA, Ali N, Huzni S, Ikramullah I, Rizal S. Impact of Zinc Oxide Addition on Oil Palm Empty Fruit Bunches Foamed Polymer Composites for Automotive Interior Parts. Polymers. 2023; 15(2):422. https://doi.org/10.3390/polym15020422
Chicago/Turabian StyleAdlie, Taufan Arif, Nurdin Ali, Syifaul Huzni, Ikramullah Ikramullah, and Samsul Rizal. 2023. "Impact of Zinc Oxide Addition on Oil Palm Empty Fruit Bunches Foamed Polymer Composites for Automotive Interior Parts" Polymers 15, no. 2: 422. https://doi.org/10.3390/polym15020422