
Behavior of the Flexural Strength of Hemp/Polypropylene Composites: Evaluation of the Intrinsic Flexural Strength of Untreated Hemp Strands
 , ,
, ,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Methodology
2.2.1. Analysis and Pretreatments of Constituents
2.2.2. Production and Characterization of Composites
2.3. Calculation Methodology
3. Results and Discussion
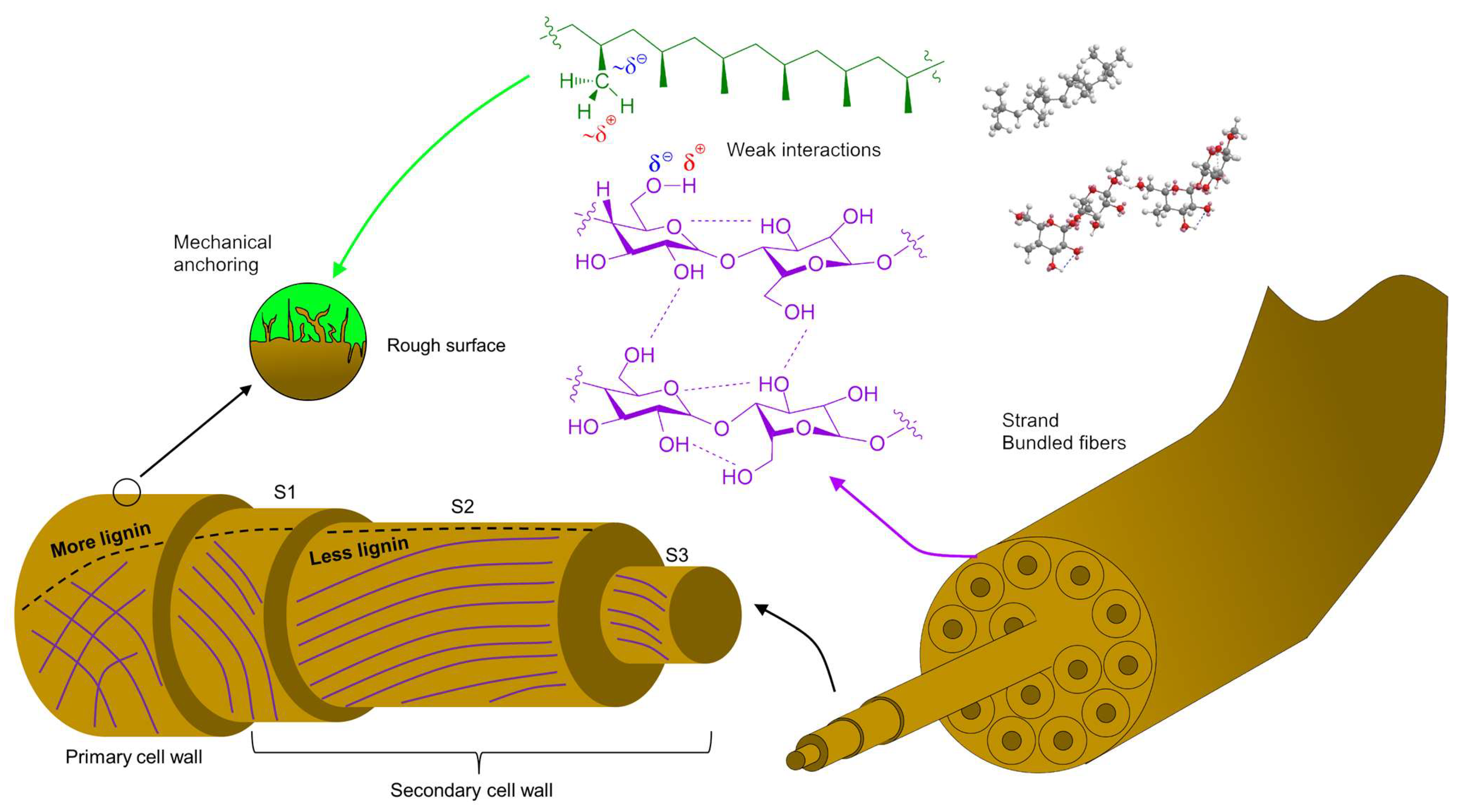
3.1. The Relevance of the Composition and Polarity of Hemp Strands
3.2. Evaluation of the Dose of Compatibilizer
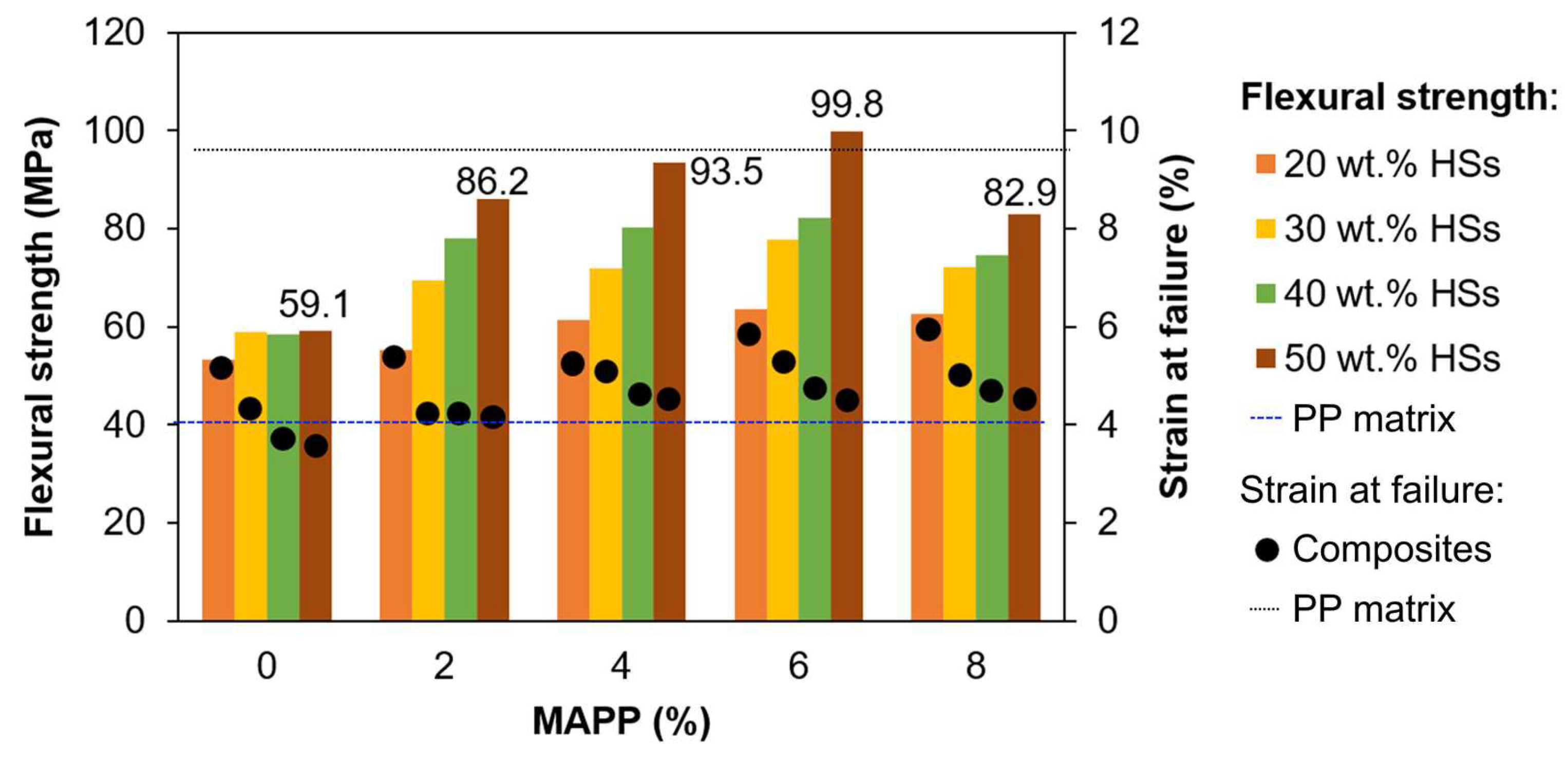
3.3. Enhancement of Flexural Strength and Potential to Replace GF
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- MarketsAndMarkets Biocomposites Market by Fiber Type (Wood-Fiber and Non-Wood-Fiber), Polymer Type (Synthetic and Natural), Product. Available online: https://www.marketsandmarkets.com/Market-Reports/biocomposite-market-258097936.html (accessed on 15 November 2022).
- Grand View Research Composites Market Size, Share & Trends Analysis Report By Product Type (Carbon Fiber, Glass Fiber), By Manufacturing Process (Layup, Filament, Injection Molding, Pultrusion), By End-Use, By Region, And Segment Forecasts, 2022–2030. Available online: https://www.grandviewresearch.com/industry-analysis/composites-market (accessed on 7 December 2022).
- ResearchAndMarkets Composites Market by Fiber Type (Glass Fiber Composites, Carbon Fiber Composites, Natural Fiber Composites), Resin Type (Thermoset Composites, Thermoplastic Composites), Manufacturing Process, End-Use Industry and Region–Global Forecast to 2026. Available online: https://www.researchandmarkets.com/reports/5130343/composites-market-by-fiber-type-glass-fiber (accessed on 7 December 2022).
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Ismadi; Amin, Y.; Damayanti, R.; Lubis, M.A.R.; Wulandari, A.P.; Nurindah; Iswanto, A.H.; et al. A Comprehensive Review on Natural Fibers: Technological and Socio-Economical Aspects. Polymers 2021, 13, 4280. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are Natural Fiber Composites Environmentally Superior to Glass Fiber Reinforced Composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Ganesh, S.; Keerthiveettil Ramakrishnan, S.; Palani, V.; Sundaram, M.; Sankaranarayanan, N.; Ganesan, S.P. Investigation on the Mechanical Properties of Ramie/Kenaf Fibers under Various Parameters Using GRA and TOPSIS Methods. Polym. Compos. 2022, 43, 130–143. [Google Scholar] [CrossRef]
- Ravikumar, P.; Rajeshkumar, G.; Manimegalai, P.; Sumesh, K.R.; Sanjay, M.R.; Siengchin, S. Delamination and Surface Roughness Analysis of Jute/Polyester Composites Using Response Surface Methodology: Consequence of Sodium Bicarbonate Treatment. J. Ind. Text. 2022, 51, 360S–377S. [Google Scholar] [CrossRef]
- Sathish, T.; Palani, K.; Natrayan, L.; Merneedi, A.; De Poures, M.V.; Singaravelu, D.K. Synthesis and Characterization of Polypropylene/Ramie Fiber with Hemp Fiber and Coir Fiber Natural Biopolymer Composite for Biomedical Application. Int. J. Polym. Sci. 2021, 2021, 2462873. [Google Scholar] [CrossRef]
- Fortea-Verdejo, M.; Bumbaris, E.; Burgstaller, C.; Bismarck, A.; Lee, K.-Y. Plant Fibre-Reinforced Polymers: Where Do We Stand in Terms of Tensile Properties? Int. Mater. Rev. 2017, 62, 441–464. [Google Scholar] [CrossRef] [Green Version]
- Kim, T.; Tran, T.H.; Hwang, S.Y.; Park, J.; Oh, D.X.; Kim, B.-S. Crab-on-a-Tree: All Biorenewable, Optical and Radio Frequency Transparent Barrier Nanocoating for Food Packaging. ACS Nano 2019, 13, 3796–3805. [Google Scholar] [CrossRef] [PubMed]
- Nugroho, G.; Budiyantoro, C. Optimization of Fiber Factors on Flexural Properties for Carbon Fiber Reinforced Polypropylene. J. Compos. Sci. 2022, 6, 160. [Google Scholar] [CrossRef]
- Murariu, M.; Dubois, P. PLA Composites: From Production to Properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Chen, P.; Wohlert, J.; Berglund, L.; Furó, I. Water as an Intrinsic Structural Element in Cellulose Fibril Aggregates. J. Phys. Chem. Lett. 2022, 13, 5424–5430. [Google Scholar] [CrossRef] [PubMed]
- Chibowski, E.; Terpilowski, K. Surface Free Energy of Polypropylene and Polycarbonate Solidifying at Different Solid Surfaces. Appl. Surf. Sci. 2009, 256, 1573–1581. [Google Scholar] [CrossRef]
- Serra-Parareda, F.; Vilaseca, F.; Aguado, R.; Espinach, F.X.; Tarrés, Q.; Delgado-Aguilar, M. Effective Young’s Modulus Estimation of Natural Fibers through Micromechanical Models: The Case of Henequen Fibers Reinforced-PP Composites. Polymers 2021, 13, 3947. [Google Scholar] [CrossRef]
- Sterns, J.A. Is the Emerging U.S. Hemp Industry Yet Another Boom–Bust Market for U.S. Farmers? Choices 2019, 34, 26964940. [Google Scholar]
- Boruvka, M.; Lenfeld, P.; Brdlik, P.; Behalek, L. Effect of Compatibilizing Agents on the Interface and Mechanical Behaviour of Polypropylene/Hemp Bast Fiber Biocomposites. IOP Conf. Ser. Mater. Sci. Eng. 2015, 87, 12085. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Gangil, B.; Mer, K.K.S.; Gupta, M.K.; Patel, V.K. Bast Fiber-Based Polymer Composites. In Hybrid Fiber Composites; John Wiley & Sons: New York, NY, USA, 2020; pp. 147–167. ISBN 9783527824571. [Google Scholar]
- Sathishkumar, G.K.; Ibrahim, M.; Mohamed Akheel, M.; Rajkumar, G.; Gopinath, B.; Karpagam, R.; Karthik, P.; Martin Charles, M.; Gautham, G.; Gowri Shankar, G. Synthesis and Mechanical Properties of Natural Fiber Reinforced Epoxy/Polyester/Polypropylene Composites: A Review. J. Nat. Fibers 2022, 19, 3718–3741. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Pinheiro, I.F.; de Souza, S.F.; Mei, L.H.I.; Lona, L.M.F. Polymer Composites Reinforced with Natural Fibers and Nanocellulose in the Automotive Industry: A Short Review. J. Compos. Sci. 2019, 3, 51. [Google Scholar] [CrossRef] [Green Version]
- Evens, T.; Malek, O.; Castagne, S.; Seveno, D.; Van Bael, A. A Novel Method for Producing Solid Polymer Microneedles Using Laser Ablated Moulds in an Injection Moulding Process. Manuf. Lett. 2020, 24, 29–32. [Google Scholar] [CrossRef]
- TAPPI. TAPPI Standards, Technical Information Papers, and Useful Methods; Technical Association of the Pulp & Paper Industry: New York, NY, USA, 2020. [Google Scholar]
- Tarrés, Q.; Ardanuy, M. Evolution of Interfacial Shear Strength and Mean Intrinsic Single Strength in Biobased Composites from Bio-Polyethylene and Thermo-Mechanical Pulp-Corn Stover Fibers. Polymers 2020, 12, 1308. [Google Scholar] [CrossRef]
- D3641-21; Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials. ASTM: West Conshohocken, PA, USA, 2021.
- D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM: West Conshohocken, PA, USA, 2017.
- D618-21; Standard Practice for Conditioning Plastics for Testing. ASTM: West Conshohocken, PA, USA, 2021.
- D3039M-08; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM: West Conshohocken, PA, USA, 2008.
- Vallejos, M.E.; Espinach, F.X.; Julián, F.; Torres, L.; Vilaseca, F.; Mutjé, P. Micromechanics of Hemp Strands in Polypropylene Composites. Compos. Sci. Technol. 2012, 72, 1209–1213. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Piggott, M.R. Interfacial Effects in Carbon-Epoxies. J. Mater. Sci. 1985, 20, 421–430. [Google Scholar] [CrossRef]
- Aguado, R.; Espinach, F.X.; Vilaseca, F.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M. Approaching a Zero-Waste Strategy in Rapeseed (Brassica Napus) Exploitation: Sustainably Approaching Bio-Based Polyethylene Composites. Sustainability 2022, 14, 7942. [Google Scholar] [CrossRef]
- Belgacem, C.; Tarres, Q.; Espinach, F.X.; Mutjé, P.; Boufi, S.; Delgado-Aguilar, M. High-Yield Lignocellulosic Fibers from Date Palm Biomass as Reinforcement in Polypropylene Composites: Effect of Fiber Treatment on Composite Properties. Polymers 2020, 12, 1423. [Google Scholar] [CrossRef] [PubMed]
- Tarrés, Q.; Oliver-Ortega, H.; Espinach, F.X.; Mutjé, P.; Delgado-Aguilar, M.; Méndez, J.A. Determination of Mean Intrinsic Flexural Strength and Coupling Factor of Natural Fiber Reinforcement in Polylactic Acid Biocomposites. Polymers 2019, 11, 1736. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hashemi, S. Hybridisation Effect on Flexural Properties of Single- and Double-Gated Injection Moulded Acrylonitrile Butadiene Styrene (ABS) Filled with Short Glass Fibres and Glass Beads Particles. J. Mater. Sci. 2008, 43, 4811–4819. [Google Scholar] [CrossRef]
- Work, R.N.; McCammon, R.D.; Saba, R.G. Effective Dipole Moment of Polypropylene. J. Chem. Phys. 1964, 41, 2950–2951. [Google Scholar] [CrossRef]
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Rahimian Koloor, S.S.; Petrů, M. Micro- and Nanocellulose in Polymer Composite Materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef]
- Opanasopit, P.; Apirakaramwong, A.; Ngawhirunpat, T.; Rojanarata, T.; Ruktanonchai, U. Development and Characterization of Pectinate Micro/Nanoparticles for Gene Delivery. AAPS PharmSciTech 2008, 9, 67–74. [Google Scholar] [CrossRef] [PubMed]
- Bag, R.; Beaugrand, J.; Dole, P.; Kurek, B. Viscoelastic Properties of Woody Hemp Core. Holzforschung 2011, 65, 239–247. [Google Scholar] [CrossRef]
- Naithani, V.; Tyagi, P.; Jameel, H.; Lucia, L.A.; Pal, L. Ecofriendly and Innovative Processing of Hemp Hurds Fibers for Tissue and Towel Paper. BioResources 2020, 15, 706–720. [Google Scholar] [CrossRef]
- Manian, A.P.; Cordin, M.; Pham, T. Extraction of Cellulose Fibers from Flax and Hemp: A Review. Cellulose 2021, 28, 8275–8294. [Google Scholar] [CrossRef]
- Fang, X.; Li, Y.; Zhao, J.; Xu, J.; Li, C.; Liu, J.; Liu, Y.; Guo, H. Improved Interfacial Performance of Bamboo Fibers/Polylactic Acid Composites Enabled by a Self-Supplied Bio-Coupling Agent Strategy. J. Clean. Prod. 2022, 380, 134719. [Google Scholar] [CrossRef]
- Pupure, L.; Varna, J.; Joffe, R.; Berthold, F.; Miettinen, A. Mechanical Properties of Natural Fiber Composites Produced Using Dynamic Sheet Former. Wood Mater. Sci. Eng. 2020, 15, 76–86. [Google Scholar] [CrossRef]
- Thomas, L.H.; Forsyth, V.T.; Šturcová, A.; Kennedy, C.J.; May, R.P.; Altaner, C.M.; Apperley, D.C.; Wess, T.J.; Jarvis, M.C. Structure of Cellulose Microfibrils in Primary Cell Walls from Collenchyma. Plant Physiol. 2013, 161, 465–476. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Choudhury, R.; Kumar, A. Acid–alkali finish. In Principles of Textile Finishing; Woodhead Publishing: Cambridge, UK, 2017; pp. 79–108. ISBN 978-0-08-100646-7. [Google Scholar]
- French, A.D. Idealized Powder Diffraction Patterns for Cellulose Polymorphs. Cellulose 2014, 21, 885–896. [Google Scholar] [CrossRef]
- Dong, Y.; Bhattacharyya, D. Investigation on the Competing Effects of Clay Dispersion and Matrix Plasticisation for Polypropylene/Clay Nanocomposites. Part II: Crystalline Structure and Thermo-Mechanical Behaviour. J. Mater. Sci. 2012, 47, 4127–4137. [Google Scholar] [CrossRef]
- Yamaguchi, A.; Urushisaki, M.; Uematsu, H.; Sakaguchi, T.; Hashimoto, T. Effects of Different Types of Maleic Anhydride-Modified Polypropylene on the Interfacial Shear Strengths of Carbon Fiber-Reinforced Polypropylene Composites. Polym. J. 2022, 38, 1–9. [Google Scholar] [CrossRef]
- Mehan, M.L.; Schadler, L.S. Micromechanical Behavior of Short-Fiber Polymer Composites. Compos. Sci. Technol. 2000, 60, 1013–1026. [Google Scholar] [CrossRef]
- Mirbagheri, J.; Tajvidi, M.; Hermanson, J.C.; Ghasemi, I. Tensile Properties of Wood Flour/Kenaf Fiber Polypropylene Hybrid Composites. J. Appl. Polym. Sci. 2007, 105, 3054–3059. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A Comprehensive Review on Advanced Sustainable Woven Natural Fibre Polymer Composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef] [PubMed]
- Sanadi, A.R.; Young, R.A.; Clemons, C.; Rowell, R.M. Recycled Newspaper Fibers as Reinforcing Fillers in Thermoplastics: Part I-Analysis of Tensile and Impact Properties in Polypropylene. J. Reinf. Plast. Compos. 1994, 13, 54–67. [Google Scholar] [CrossRef]
- Lopez, J.P.; Girones, J.; Mendez, J.A.; El Mansouri, N.E.; Llop, M.; Mutjé, P. Stone-Ground Wood Pulp-Reinforced Polypropylene Composites: Water Uptake and Thermal Properties. BioResources 2012, 7, 5478–5487. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ash (wt.%) | 2.7 ± 0.7 | |
| Extractives (wt.%) | Hot water | 3.2 ± 0.2 |
| Ethanol-benzene (1:2) | 5.1 ± 0.5 | |
| Lignin (wt.%) | Acid-soluble | 3.9 ± 0.3 |
| Acid-insoluble (Klason) | 1.22 ± 0.08 | |
| Holocellulose (wt.%) | Cellulose (α-cellulose) | 74.2 ± 2.3 |
| Hemicellulose | 11.3 ± 1.2 |
| Matrix polarity (µeq MGCh/g) | PP | 4.56 |
| Fiber polarity (µeq MGCh/g) | UHSs | 29.70 |
| BHSs | 24.08 | |
| Hemp core | 34.10 | |
| Sized GF | 4.46 |
| Material | Reinforcement | VF | σfC (MPa) | ΔσfC (%) | εfC (%) |
|---|---|---|---|---|---|
| PP | 0 wt.% | 0 | 40.2 ± 1.0 | -- | 9.6 ± 0.2 |
| PP/HSs with 6% MAPP | 20 wt.% | 0.132 | 63.6 ± 0.9 | 58.2 | 6.0 ± 0.3 |
| 30 wt.% | 0.206 | 77.7 ± 0.9 | 93.3 | 5.3 ± 0.2 | |
| 40 wt.% | 0.288 | 82.2 ± 1.3 | 104 | 4.8 ± 0.2 | |
| 50 wt.% | 0.377 | 99.8 ± 1.1 | 148 | 4.6 ± 0.3 |
| Material | Reinforcement | VF | σtC (MPa) | ΔσtC (%) | εtC (%) | σfC (MPa) | ΔσfC (%) | εfC (%) |
|---|---|---|---|---|---|---|---|---|
| PP/sized GF | 20 wt.% | 0.084 | 50.9 ± 0.9 | 84.4 | 3.1 ± 0.1 | 78.0 ± 2.7 | 94.0 | 4.6 ± 0.2 |
| 30 wt.% | 0.136 | 58.5 ± 4.3 | 112 | 3.0 ± 0.2 | 88.1 ± 3.1 | 119 | 3.3 ± 0.1 | |
| 40 wt.% | 0.197 | 67.1 ± 1.7 | 143 | 2.4 ± 0.1 | 105 ± 1.3 | 161 | 2.4 ± 0.1 | |
| PP/UHS | 40 wt.% | 0.288 | 32.8 ± 0.9 | 18.8 | 3.5 ± 0.1 | 58.5 ± 0.4 | 45.5 | 3.7 ± 0.2 |
| PP/HS with 6% MAPP | 40 wt.% | 0.288 | 48.7 ± 1.1 | 76.4 | 3.5 ± 0.3 | 82.2 ± 1.3 | 104 | 4.8 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vallejos, M.E.; Aguado, R.J.; Morcillo-Martín, R.; Méndez, J.A.; Vilaseca, F.; Tarrés, Q.; Mutjé, P. Behavior of the Flexural Strength of Hemp/Polypropylene Composites: Evaluation of the Intrinsic Flexural Strength of Untreated Hemp Strands. Polymers 2023, 15, 371. https://doi.org/10.3390/polym15020371
Vallejos ME, Aguado RJ, Morcillo-Martín R, Méndez JA, Vilaseca F, Tarrés Q, Mutjé P. Behavior of the Flexural Strength of Hemp/Polypropylene Composites: Evaluation of the Intrinsic Flexural Strength of Untreated Hemp Strands. Polymers. 2023; 15(2):371. https://doi.org/10.3390/polym15020371
Chicago/Turabian StyleVallejos, María E., Roberto J. Aguado, Ramón Morcillo-Martín, José A. Méndez, Fabiola Vilaseca, Quim Tarrés, and Pere Mutjé. 2023. "Behavior of the Flexural Strength of Hemp/Polypropylene Composites: Evaluation of the Intrinsic Flexural Strength of Untreated Hemp Strands" Polymers 15, no. 2: 371. https://doi.org/10.3390/polym15020371