
Joint Performance of a Continuous Glass Fiber/Polypropylene Composite

Abstract
:1. Introduction
2. Materials
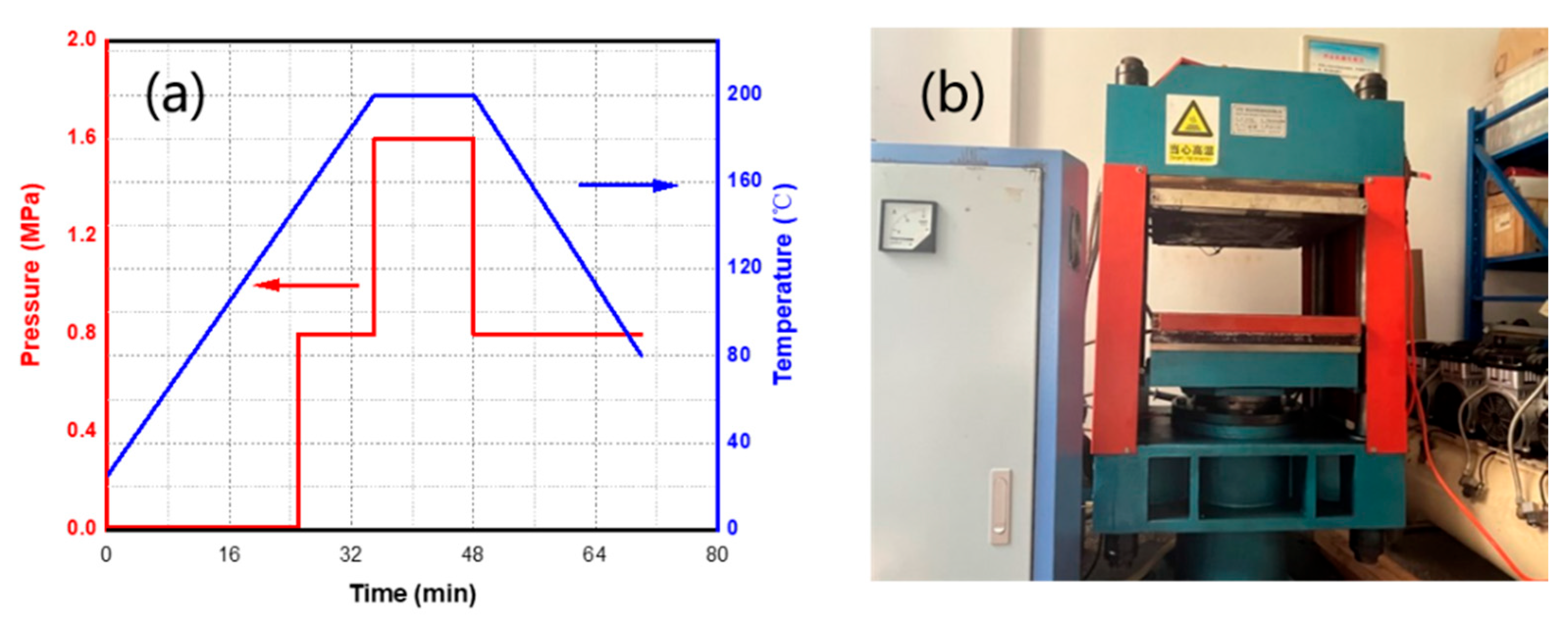
2.1. Preparation of Materials
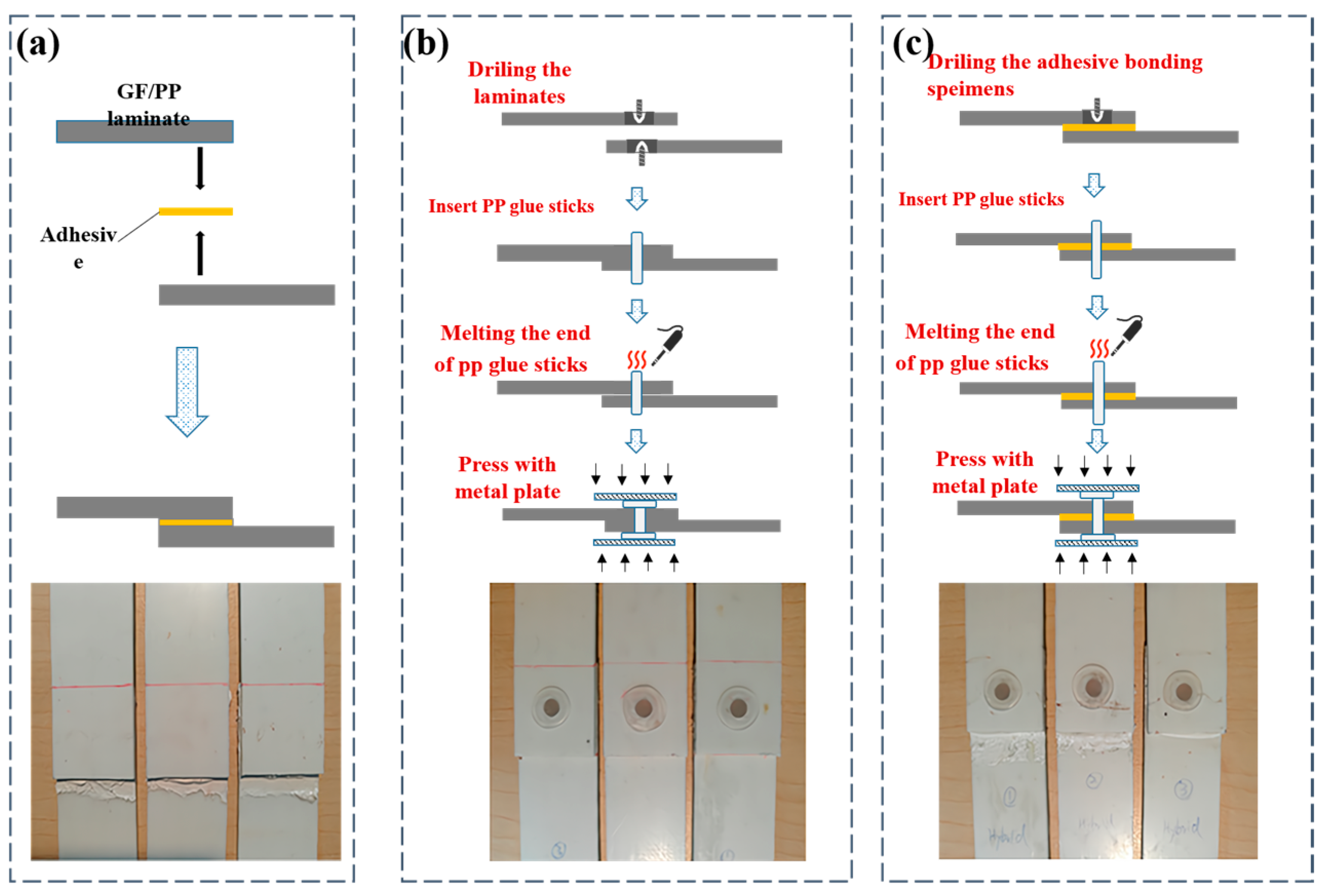
2.2. Adhesive Bonding
2.3. Mechanical Bonding and Hybrid Bonding
3. Experiment and Simulation
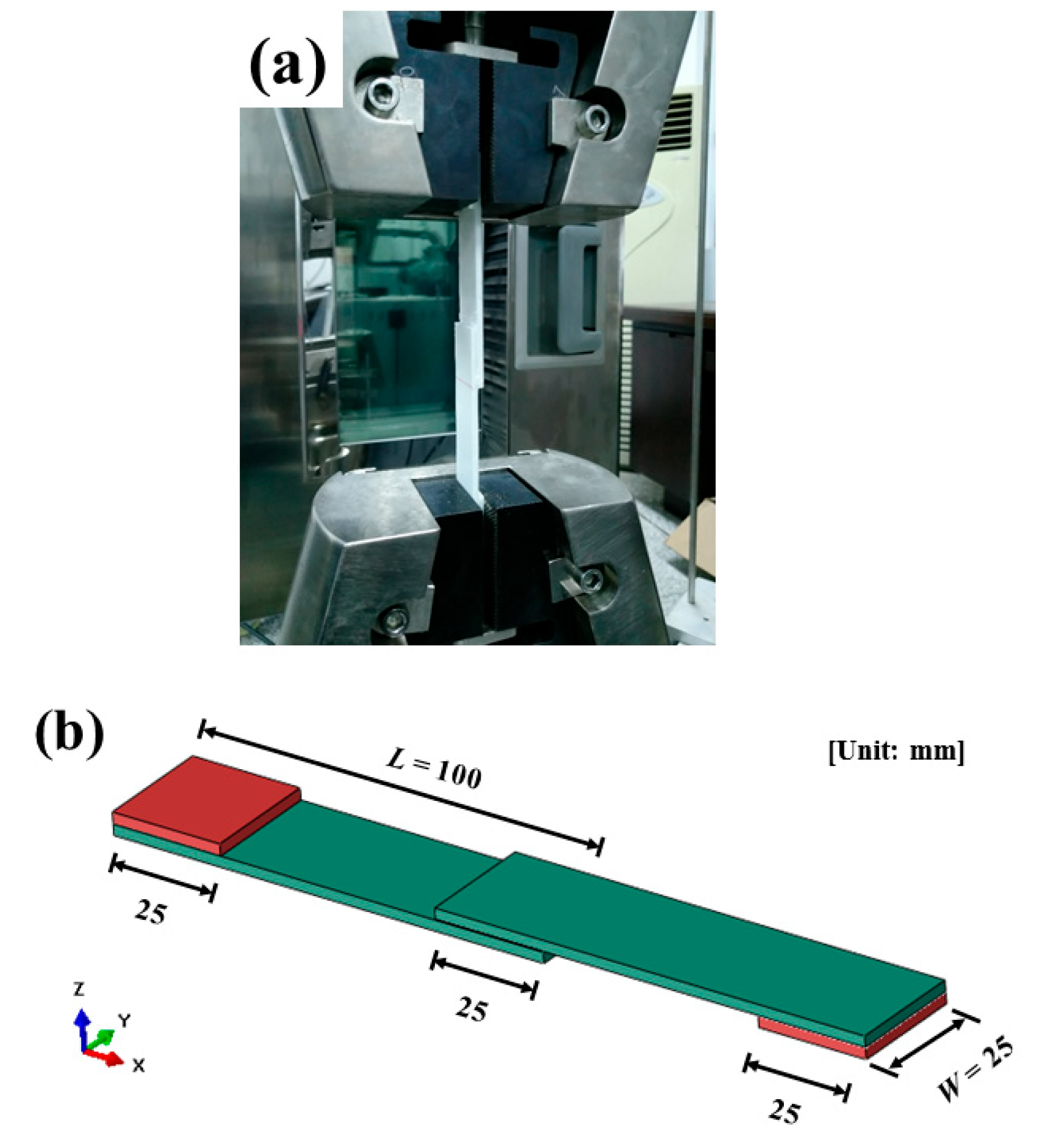
3.1. Experimental Setup
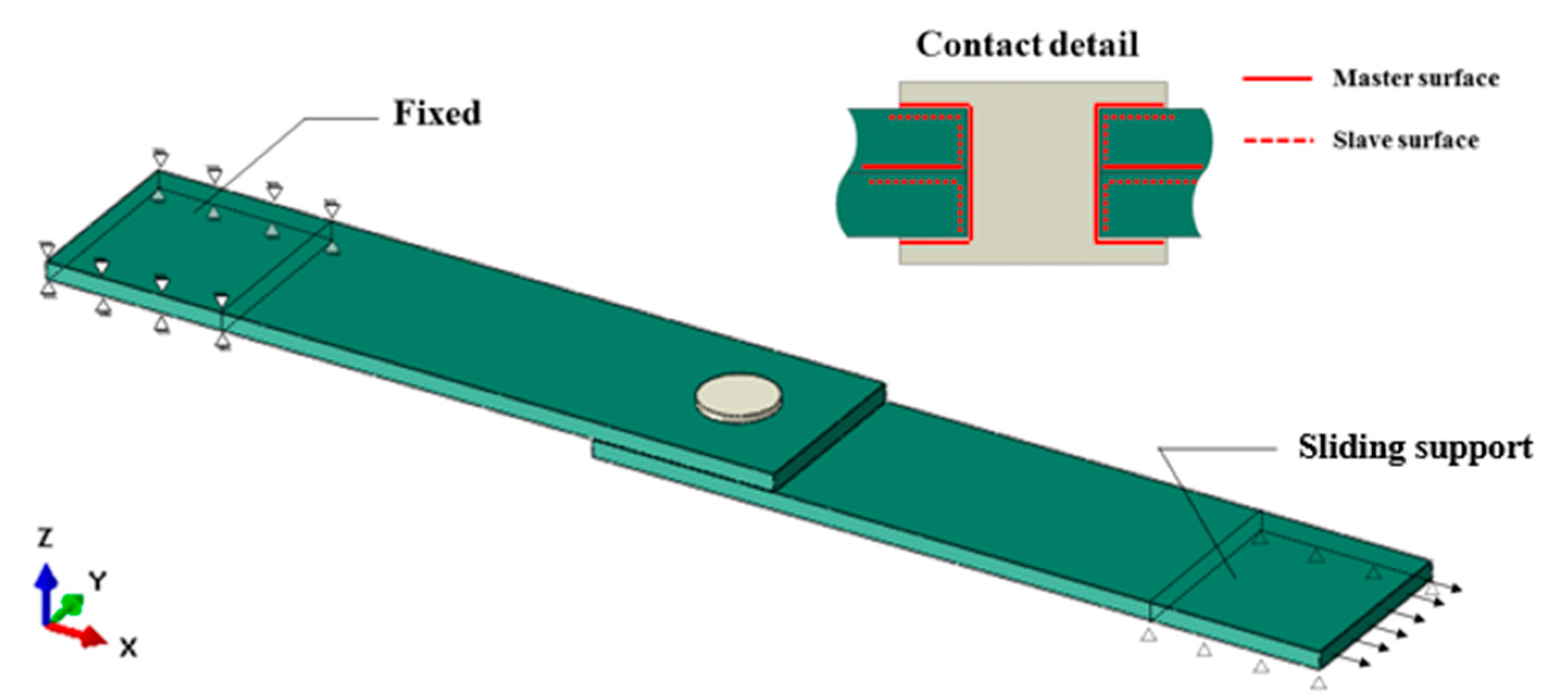
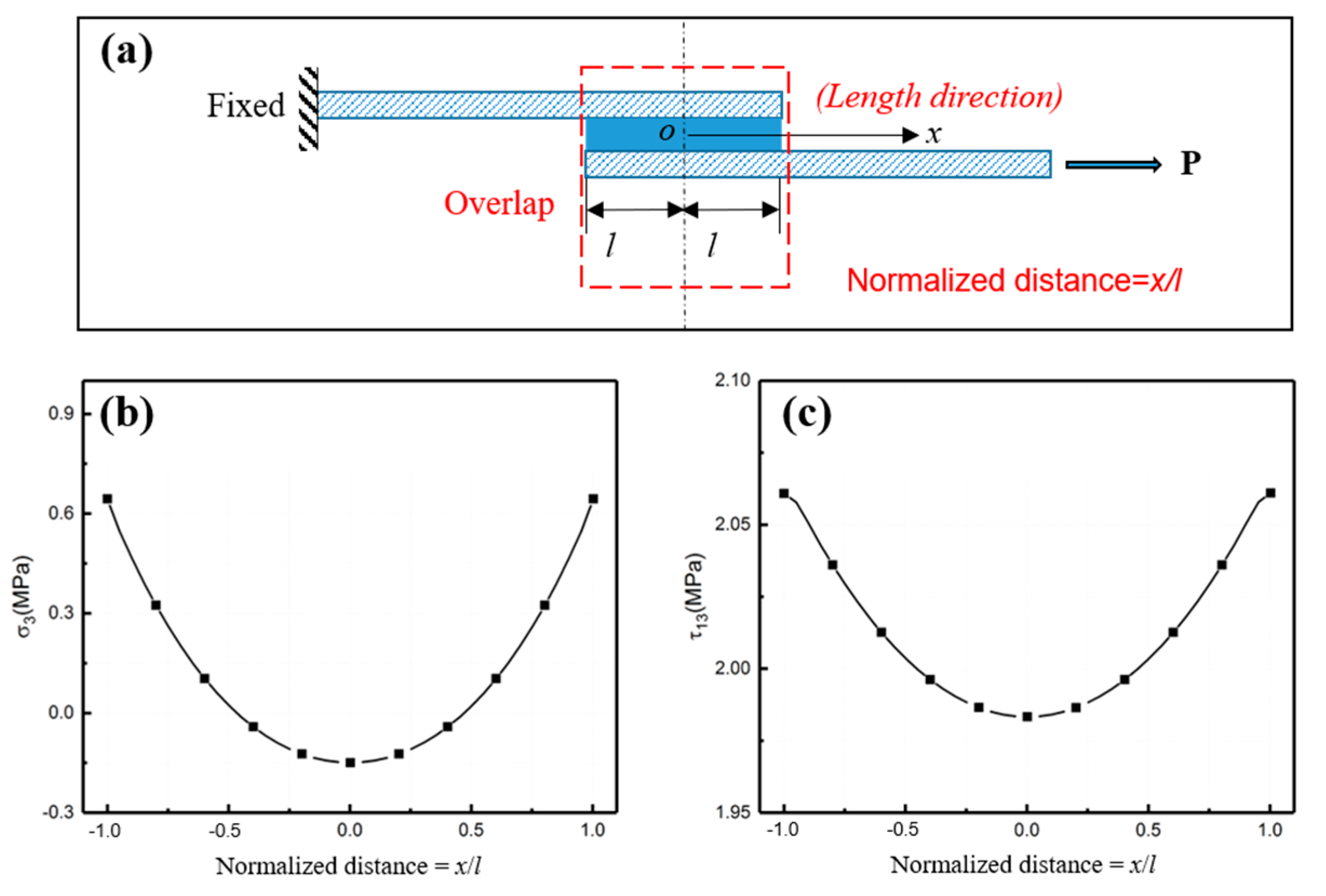
3.2. Numerical Simulation
4. Results and Discussion
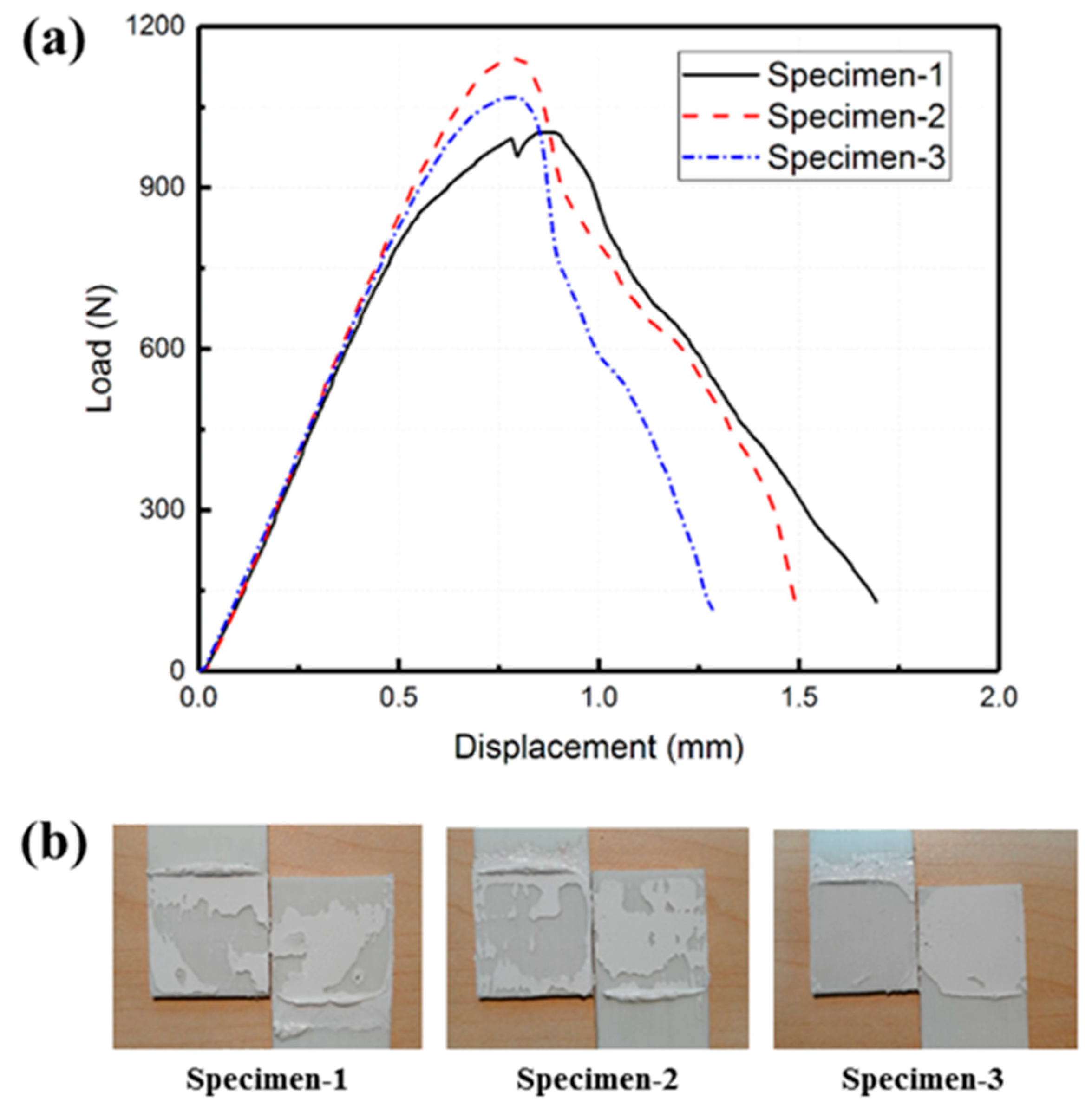
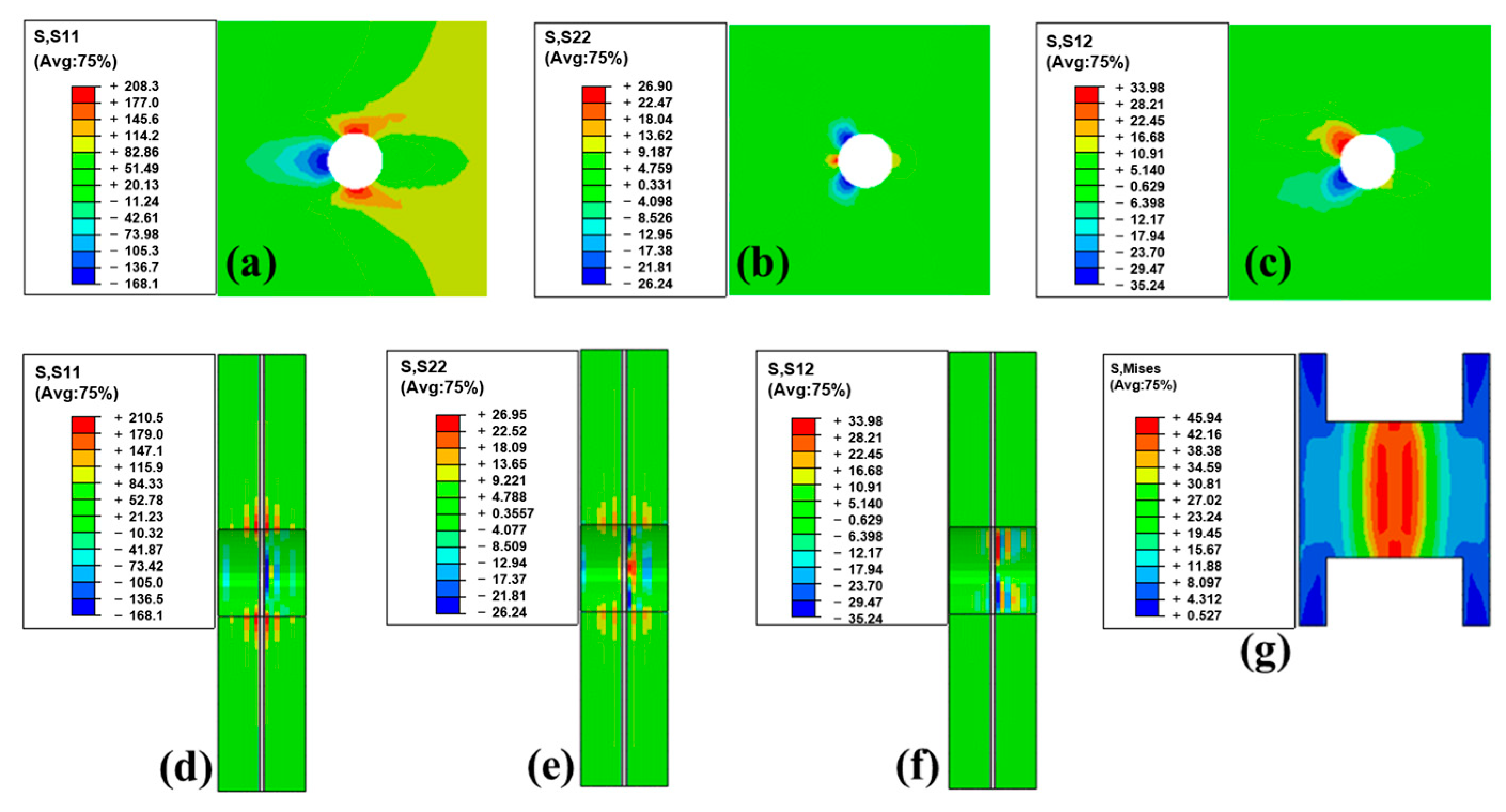
4.1. Adhesive and Mechanical Bonding
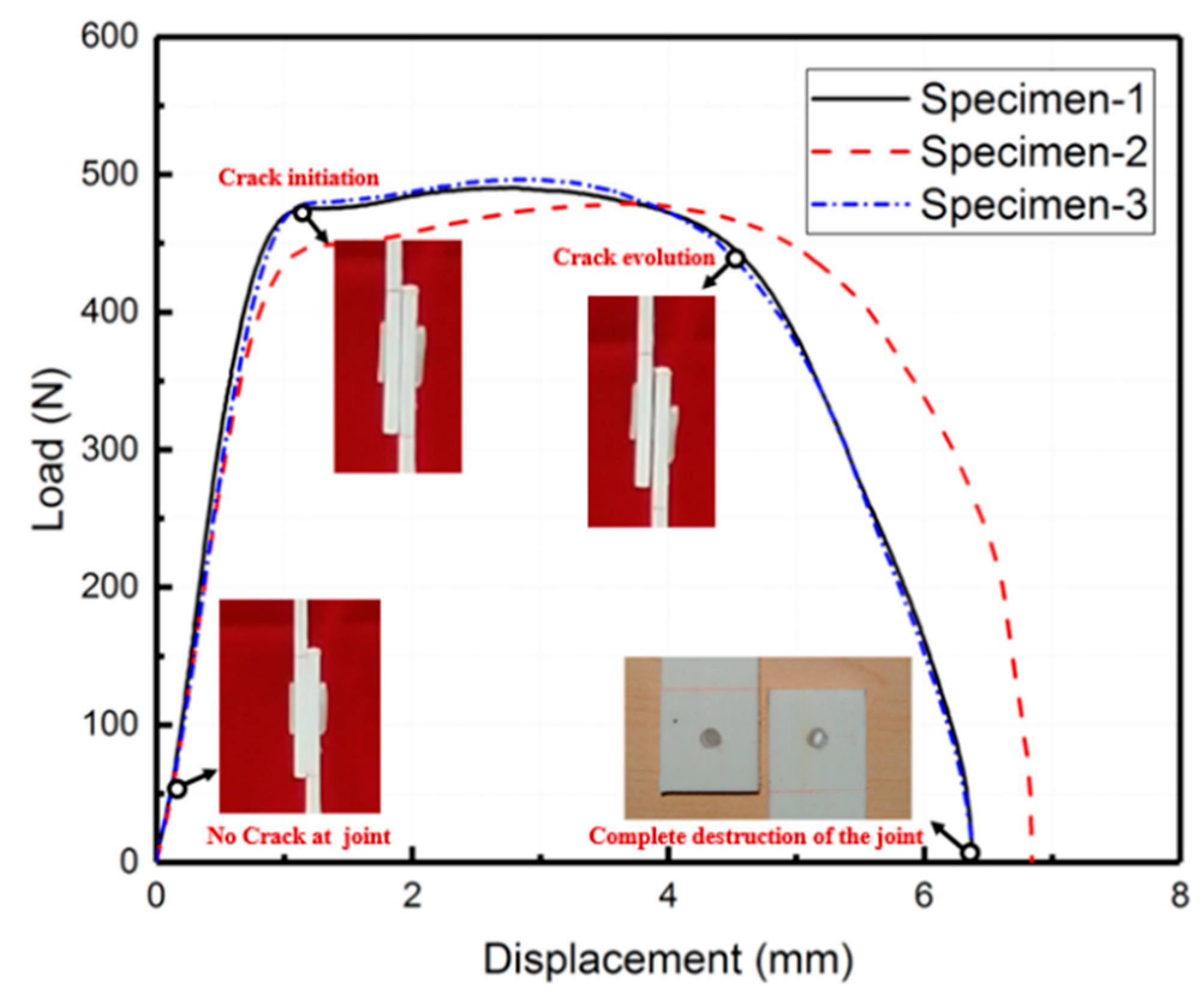
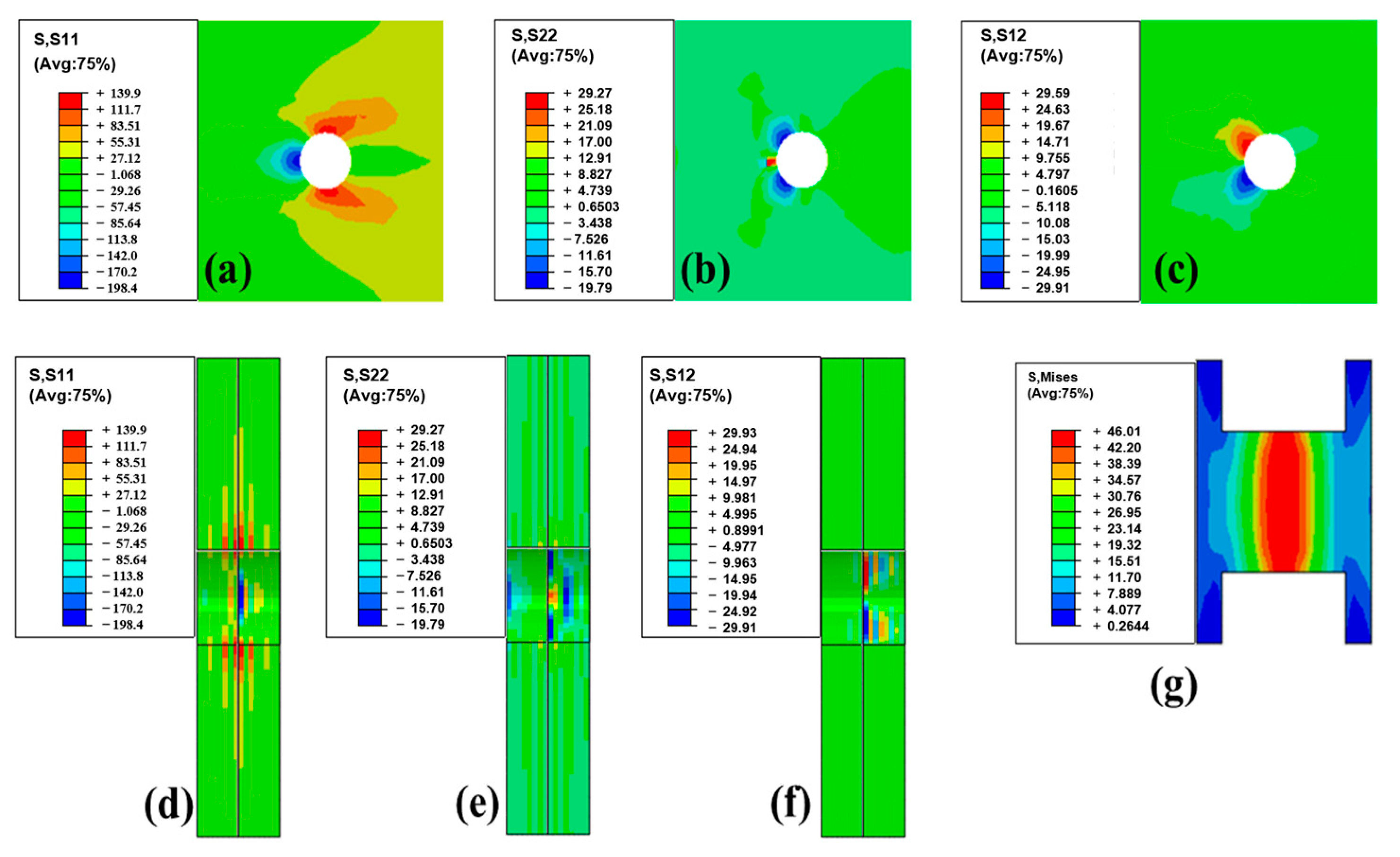
4.2. Hybrid Bonding
5. Conclusions
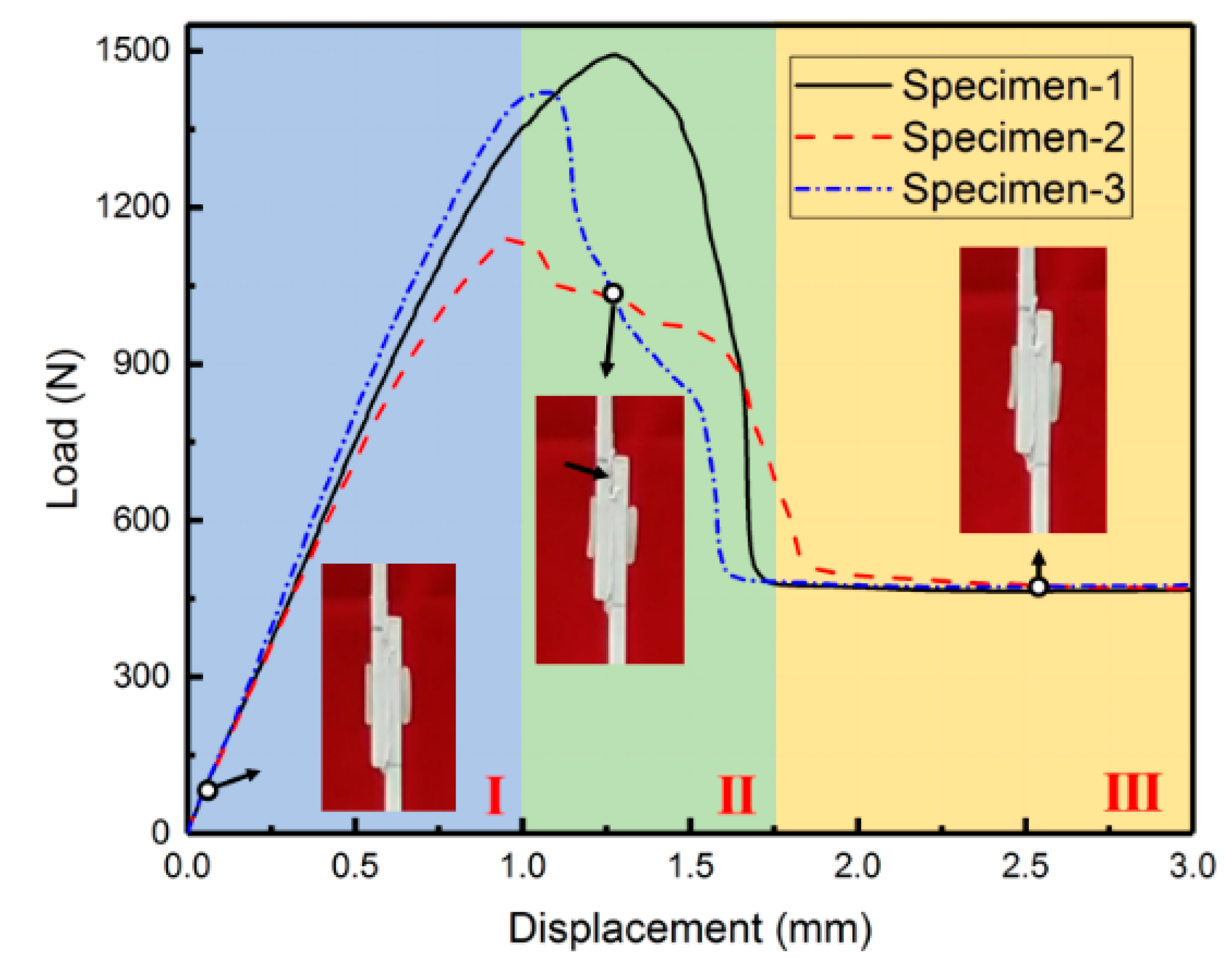
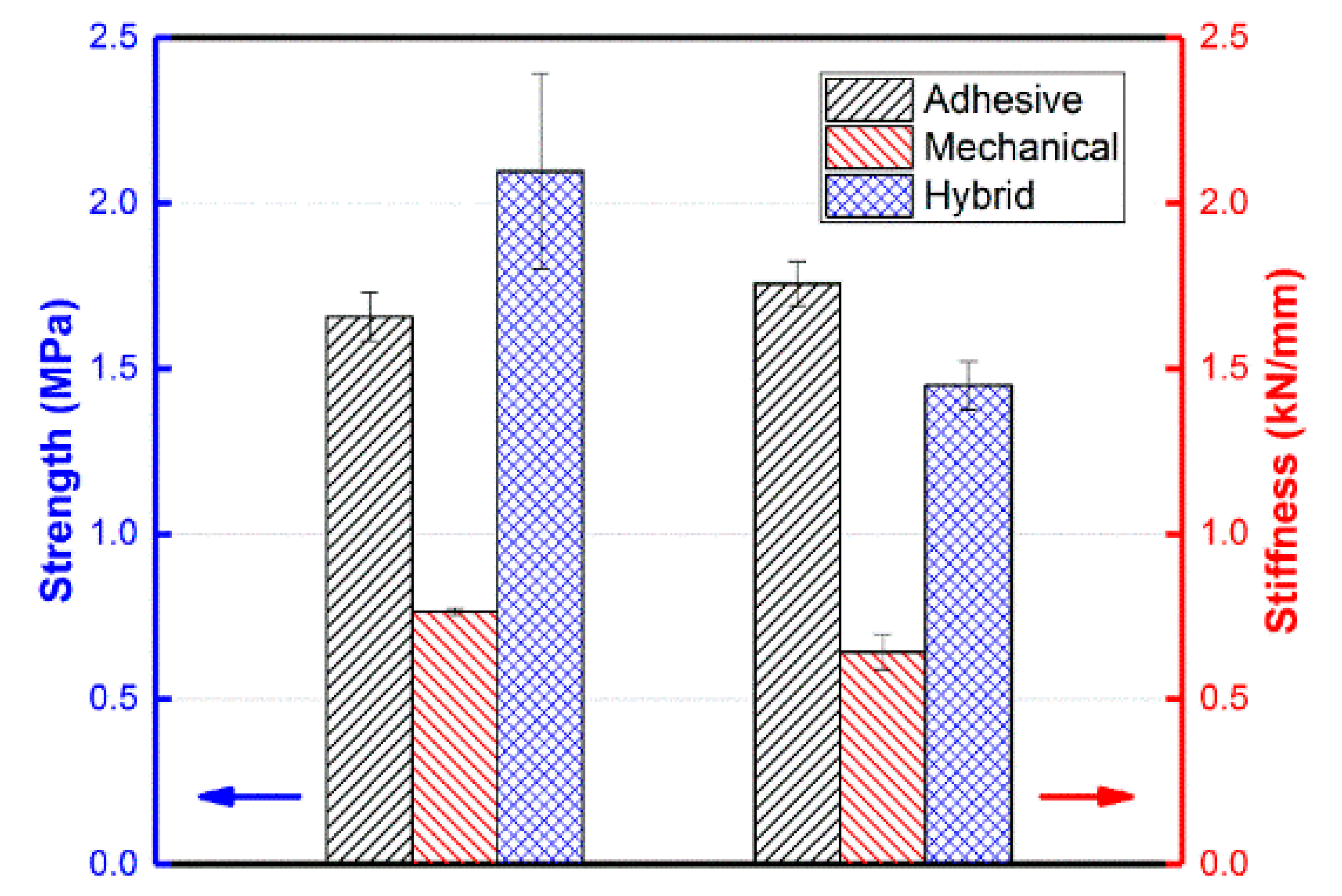
- In the experiments, hybrid bonding has the highest bonding strength, followed by adhesive bonding, and the worst is mechanical bonding.
- The strength of the hybrid bonding joint is slightly less than the sum of the adhesive bonding and the mechanical bonding. The main reason for this is that the performance of the adhesive layer is reduced to a certain extent after the hole is opened.
- The stiffness of hybrid bonding is less than adhesive bonding. This is mainly due to the effect of openings in the composite. The filled PP glue stick affects the joint stiffness due to its much lower stiffness than the composite material.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Yao, S.-S.; Jin, F.-L.; Rhee, K.Y.; Hui, D.; Park, S.-J. Recent advances in carbon-fiber-reinforced thermoplastic composites: A review. Compos. Part B Eng. 2018, 142, 241–250. [Google Scholar] [CrossRef]
- Van Rijswijk, K.; Bersee, H. Reactive processing of textile fiber-reinforced thermoplastic composites—An overview. Compos. Part A Appl. Sci. Manuf. 2007, 38, 666–681. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive review of the properties and modifications of carbon fiber-reinforced thermoplastic composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef] [PubMed]
- Reyes, G.; Sharma, U. Modeling and damage repair of woven thermoplastic composites subjected to low velocity impact. Compos. Struct. 2010, 92, 523–531. [Google Scholar] [CrossRef]
- Liu, A.; Chen, Y.; Hu, J.; Wang, B.; Ma, L. Low-velocity impact damage and compression after impact behavior of CF/PEEK thermoplastic composite laminates. Polym. Compos. 2022, 43, 8136–8151. [Google Scholar] [CrossRef]
- Schinner, G.; Brandt, J.; Richter, H. Recycling carbon-fiber-reinforced thermoplastic composites. J. Thermoplast. Compos. Mater. 1996, 9, 239–245. [Google Scholar] [CrossRef]
- Bernatas, R.; Dagréou, S.; Despax-Ferreres, A.; Barasinski, A. Recycling of fiber reinforced composites with a focus on thermoplastic composites. Clean. Eng. Technol. 2021, 5, 100272. [Google Scholar] [CrossRef]
- Li, H.; Englund, K. Recycling of carbon fiber-reinforced thermoplastic composite wastes from the aerospace industry. J. Compos. Mater. 2017, 51, 1265–1273. [Google Scholar] [CrossRef]
- Imran, A.; Qi, S.; Yan, C.; Liu, D.; Zhu, Y.; Yang, G. Dynamic compression response of self-reinforced polypropylene composite structures fabricated through ex-situ consolidation process. Compos. Struct. 2018, 204, 288–300. [Google Scholar] [CrossRef]
- Schneider, C.; Velea, M.N.; Kazemahvazi, S.; Zenkert, D. Compression properties of novel thermoplastic carbon fibre and poly-ethylene terephthalate fibre composite lattice structures. Mater. Des. (1980–2015) 2015, 65, 1110–1120. [Google Scholar] [CrossRef]
- Barroeta Robles, J.; Dubé, M.; Hubert, P.; Yousefpour, A. Repair of thermoplastic composites: An overview. Adv. Manuf. Polym. Compos. Sci. 2022, 8, 68–96. [Google Scholar] [CrossRef]
- Liu, H.; Chen, L.; Cao, J.; Chen, L.; Du, B.; Guo, Y.; Li, W.; Fang, D. Axial compression deformability and energy absorption of hierarchical thermoplastic composite honeycomb graded structures. Compos. Struct. 2020, 254, 112851. [Google Scholar] [CrossRef]
- Barile, M.; Lecce, L.; Iannone, M.; Pappadà, S.; Roberti, P. Thermoplastic Composites for Aerospace Applications. In Revolutionizing Aircraft Materials and Processes; Pantelakis, S., Tserpes, K., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 87–114. [Google Scholar]
- Zeyrek, B.; Aydogan, B.; Dilekcan, E. Review of thermoplastic composites in aerospace industry. Int. J. Eng. Tech. Inf. 2022, 3, 1–6. [Google Scholar]
- Ishikawa, T.; Amaoka, K.; Masubuchi, Y.; Yamamoto, T.; Yamanaka, A.; Arai, M.; Takahashi, J. Overview of automotive structural composites technology developments in Japan. Compos. Sci. Technol. 2018, 155, 221–246. [Google Scholar] [CrossRef]
- Zhang, R.; Li, Z.; Sun, Q.; Yu, G.; Wang, X.; Wu, L. Design and characterization of the carbon fiber tube reinforced polymer composite for full ocean depth submersibles. Compos. Sci. Technol. 2022, 217, 109074. [Google Scholar] [CrossRef]
- Siddique, A.; Iqbal, Z.; Nawab, Y.; Shaker, K. A review of joining techniques for thermoplastic composite materials. J. Thermoplast. Compos. Mater. 2023, 36, 3417–3454. [Google Scholar] [CrossRef]
- Park, S.; Russell, B.P.; Deshpande, V.S.; Fleck, N.A. Dynamic compressive response of composite square honeycombs. Compos. Part A Appl. Sci. Manuf. 2012, 43, 527–536. [Google Scholar] [CrossRef]
- Russell, B.; Deshpande, V.S.; Wadley, H.N.G. Quasi-Static Deformation and Failure Modes of Composite Square Honeycombs. J. Mech. Mater. Struct. 2008, 3, 1315–1340. [Google Scholar] [CrossRef]
- Dong, L.; Wadley, H. Mechanical properties of carbon fiber composite octet-truss lattice structures. Compos. Sci. Technol. 2015, 119, 26–33. [Google Scholar] [CrossRef]
- Yin, S.; Wu, L.; Ma, L.; Nutt, S. Hybrid truss concepts for carbon fiber composite pyramidal lattice structures. Compos. Part B Eng. 2012, 43, 1749–1755. [Google Scholar] [CrossRef]
- Yin, S.; Wu, L.; Ma, L.; Nutt, S. Pyramidal lattice sandwich structures with hollow composite trusses. Compos. Struct. 2011, 93, 3104–3111. [Google Scholar] [CrossRef]
- Finnegan, K.; Kooistra, G.; Wadley, H.N.G.; Deshpande, V.S. The compressive response of carbon fiber composite pyramidal truss sandwich cores. Int. J. Mater. Res. 2007, 98, 1264–1272. [Google Scholar] [CrossRef]
- Zhang, J.; Zhu, Y.; Li, K.; Yuan, H.; Du, J.; Qin, Q. Dynamic response of sandwich plates with GLARE face-sheets and honeycomb core under metal foam projectile impact: Experimental and numerical investigations. Int. J. Impact Eng. 2022, 164, 104201. [Google Scholar] [CrossRef]
- Du, Y.; Keller, T.; Song, C.; Xiao, Z.; Wu, L.; Xiong, J. Design and foldability of Miura-based cylindrical origami structures. Thin-Walled Struct. 2021, 159, 107311. [Google Scholar] [CrossRef]
- Zhao, T.; Jiang, Y.; Zhu, Y.; Wan, Z.; Xiao, D.; Li, Y.; Li, H.; Wu, C.; Fang, D. An experimental investigation on low-velocity impact response of a novel corrugated sandwiched composite structure. Compos. Struct. 2020, 252, 112676. [Google Scholar] [CrossRef]
- Du, Y.; Song, C.; Xiong, J.; Wu, L. Fabrication and mechanical behaviors of carbon fiber reinforced composite foldcore based on curved-crease origami. Compos. Sci. Technol. 2019, 174, 94–105. [Google Scholar] [CrossRef]
- McCarthy, C.T.; McCarthy, M.A. 11–Design and failure analysis of composite bolted joints for aerospace composites. In Polymer Composites in the Aerospace Industry; Irving, P.E., Soutis, C., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 295–334. [Google Scholar]
- Hu, J.; Liu, A.; Zhu, S.; Zhang, H.; Wang, B.; Zheng, H.; Zhou, Z. Novel panel-core connection process and impact behaviors of CF/PEEK thermoplastic composite sandwich structures with truss cores. Compos. Struct. 2020, 251, 112659. [Google Scholar] [CrossRef]
- Du, B.; Chen, L.; Liu, H.; He, Q.; Qin, W.; Li, W. Resistance welding of glass fiber reinforced thermoplastic composite: Experimental investigation and process parameter optimization. Chin. J. Aeronaut. 2020, 33, 3469–3478. [Google Scholar] [CrossRef]
- GB/T 33334-2016; Adhesives—Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China; China Petroleum and Chemical Industry Association: Beijing, China, 2008.
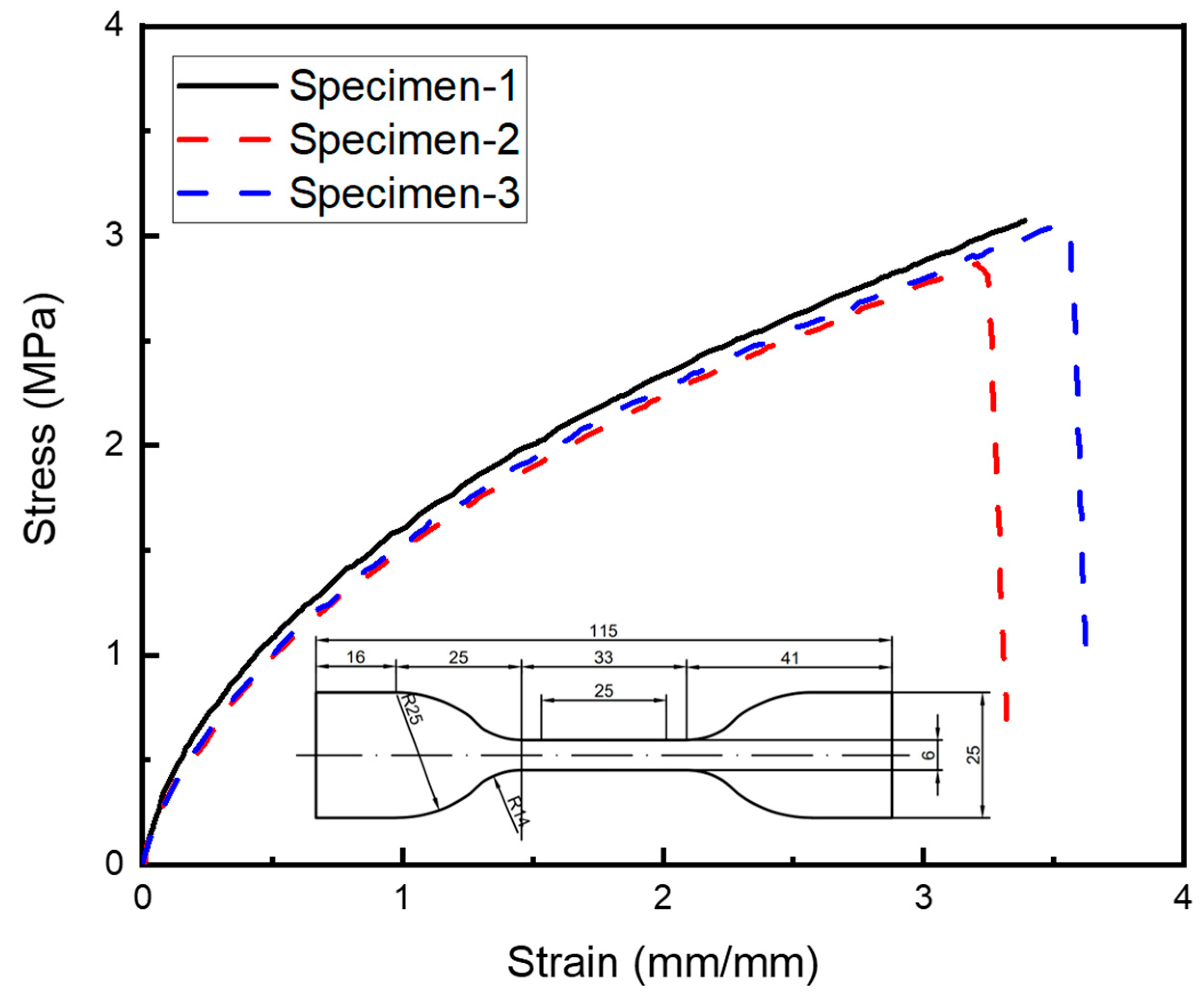
- GB/T 528-2009; Rubber, Vulcanized or Thermoplastic-Determination of Tensile Stress-Strain Properties. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China; China Petroleum and Chemical Industry Association: Beijing, China, 2009.
- GB/T 7124-2008; Adhesives—Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China; China Petroleum and Chemical Industry Association: Beijing, China, 2008.
- Lin, S.; Xia, Y.; Lin, C.-H.; Wang, J.; Gu, G. Stress state dependent failure loci of a talc-filled polypropylene material under static loading and dynamic loading. In Proceedings of the 13th International Conference on Fracture 2013, ICF 2013, Beijing, China, 16–21 June 2013; Volume 2, pp. 865–880. [Google Scholar]
- ASTM D5868-01; Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP) Bonding. ASTM International: West Conshohocken, PA, USA, 2014.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Density | 1.5 g/cm3 |
| Fraction of fibers (weight) | 60% |
| Heat deflection temperature, 0.45 MPa | 155 °C |
| Thickness | 0.3 mm |
| Young’s modulus in the longitudinal direction | 28 GPa |
| Young’s modulus in transverse direction | 3.2 GPa |
| In-plane shear modulus | 946 MPa |
| In-plane Poisson’s ratio | 0.064 |
| Longitudinal tensile strength | 750 MPa |
| Longitudinal compressive strength | 160 MPa |
| Transverse tensile strength | 15 MPa |
| Transverse compressive strength | 50 MPa |
| Property | Value |
|---|---|
| Density | 1.45 g/cm3 |
| Tack free time (@25 °C, RH50%) | 5–20 min |
| Cure speed (@25 °C, RH50%) | 4 mm/24 h |
| Elongation at failure (GB/T528) | >200% |
| Tensile strength (GB/T528) | 3.0 MPa |
| Shear strength (GB/T7124) | 2.3 MPa |
| Property | Value |
|---|---|
| Density | 0.90 g/cm3 |
| Melt flow rate (230 °C, 2.16 Kg) | 19 g/10 min |
| Heat deflection temperature,0.45 MPa | 120 °C |
| Bending strength | 41.5 Mpa |
| Bending modulus | 1.72 Gpa |
| Enn (MPa) | Ess (MPa) | Ett (MPa) | (MPa) | (MPa) |
| 1.9 | 1 | 1 | 3 | 2.3 |
| (MPa) | GIc (N/mm) | GIIc (N/mm) | GIIIc (N/mm) | (MPa) |
| 2.3 | 1 | 1 | 1 | 2.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, S.; Chen, L.; Zhu, S.; Du, B.; Liu, T.; Hou, X. Joint Performance of a Continuous Glass Fiber/Polypropylene Composite. Polymers 2023, 15, 3942. https://doi.org/10.3390/polym15193942
Jin S, Chen L, Zhu S, Du B, Liu T, Hou X. Joint Performance of a Continuous Glass Fiber/Polypropylene Composite. Polymers. 2023; 15(19):3942. https://doi.org/10.3390/polym15193942
Chicago/Turabian StyleJin, Shuai, Liming Chen, Shaowei Zhu, Bing Du, Tao Liu, and Xianbo Hou. 2023. "Joint Performance of a Continuous Glass Fiber/Polypropylene Composite" Polymers 15, no. 19: 3942. https://doi.org/10.3390/polym15193942