2.2. Characterization Methods
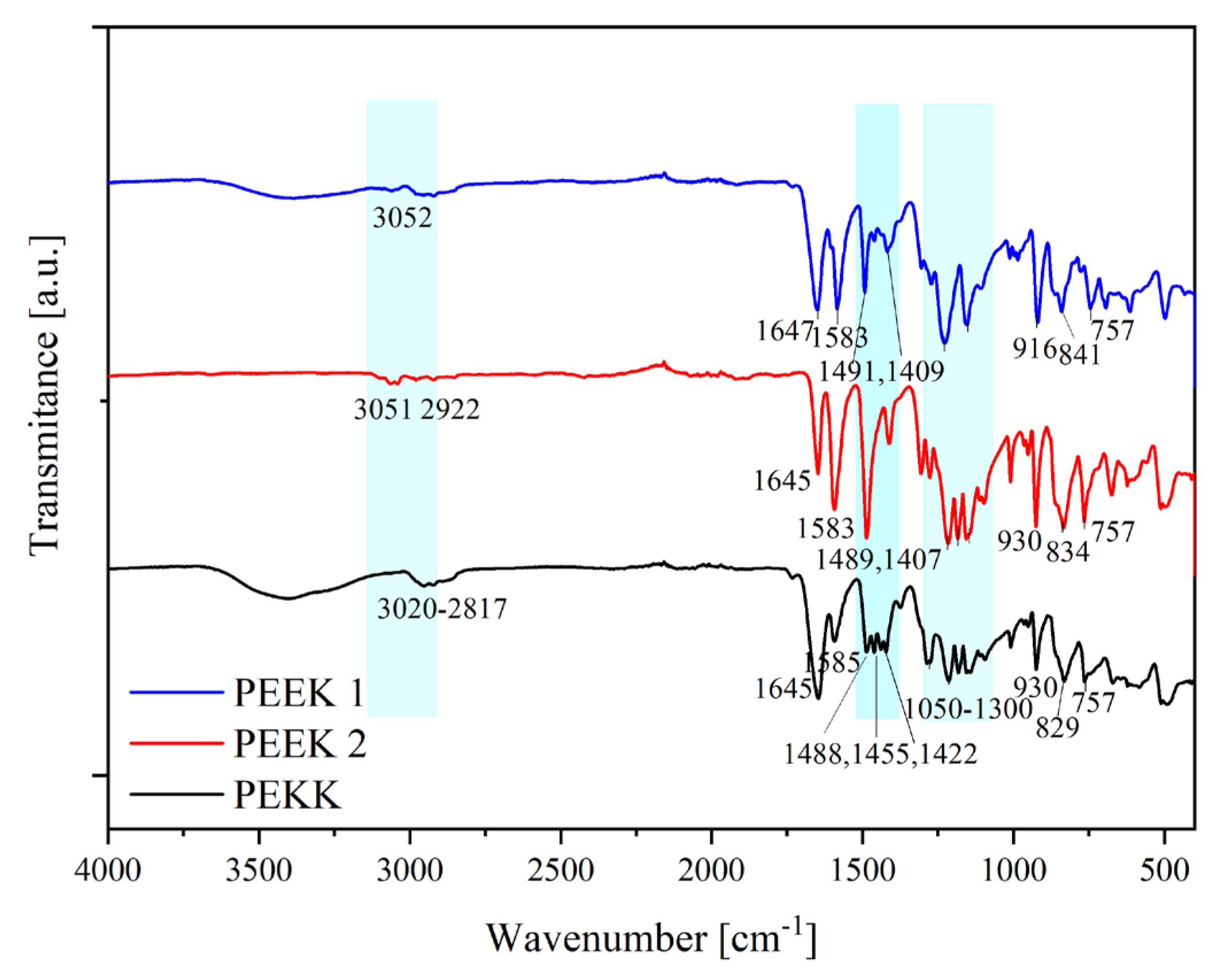
Attenuated total-reflectance–Fourier-Transform-Infrared (ATR-FTIR) spectra taken from the filaments were recorded using an FTIR spectrophotometer ThermoNicolet iS5 apparatus (Thermo Fisher Scientific, Waltham, MA, USA) in the range of frequency of 400–4000 cm−1. Each material was scanned 17 times.
The samples’ structure was analyzed with a differential scanning calorimeter (DSC). Measurements were carried out with a DSC 204 F1 Phoenix (Netzsch, Selb, Germany) at a heating–cooling–heating cycle of 10 °C/min, in the temperature range of 50–400 °C. The first cooling and second heating scans were used to determine the melting and crystallization peaks. Subsequently, from the second heating cycle, the glass transition temperature (T
g) was estimated as the midpoint of the change in heat capacity. The following equation (Equation (1)) determined the degree of crystallinity:
where ΔH
m is the enthalpy of melting derived from the melting peak area on DSC thermograms, and ΔH
m0 is the enthalpy of melting for fully crystalline material (130 J/g for PEEK [
15] and 130 J/g for PEKK [
13].
Moreover, using a DSC analysis, the heat treatment procedure for PEKK was conducted to present the changes in the material during annealing (heat treatment) in a vacuum oven (Binder VDL-23, Tuttlingen, Germany). The procedure was conducted following the manufacturer’s recommendations: (i) fast cooling (20 °C/min) to 160 °C; (ii) annealing at 160 °C for 30 min; (iii) slow heating (1 °C/min), reflecting the heating rate of the material in the dryer; (iv) annealing at 200 °C for 15 min (the observations of the PEKK’s color change); (v) subsequent heating up to 400 °C (10 °C/min); and (vi) annealing at 400 °C for 5 min and finally cooling the material to room temperature.
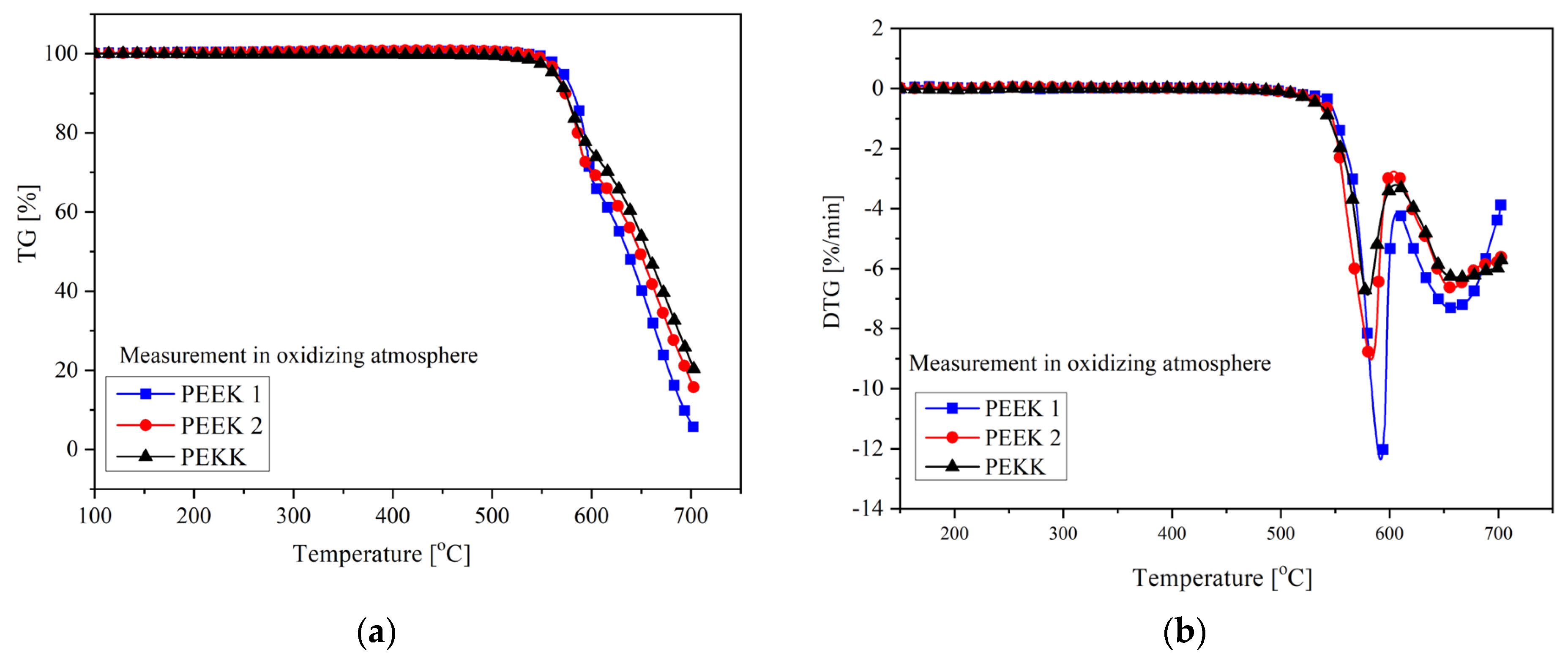
The thermo-oxidative stability of the filaments used in this study was evaluated with thermogravimetry (TGA 92-16.18 Setaram, Caluire, France) using the system measuring TG-DSC simultaneously. Measurements were carried out in an oxidizing atmosphere (i.e., dry, synthetic air (N2:O2 = 80:20 vol.%)). The study was conducted at a heating rate of 10 °C/min in the temperature range of 20–700 °C.
Size Exclusion Chromatography (SEC) was performed using polystyrene reference standards. The number average molecular mass (Mn) and the polydispersity index (PDI = Mw/Mn) were evaluated.
The tensile properties of the 3D printed materials were measured according to ISO 527 using an Autograph AG-X plus (Shimadzu, Kyoto, Japan) tensile testing machine (class 1.0 according to EN 10002-2, ISO 7500-1, BS 1610, ASTM E4, and JIS B7721), equipped with a 1 kN Shimadzu load cell, an optical extensometer (class 0.5 according to ISO 9513), and TRAPEZIUM X computer software (version 1.4.5, Shimadzu, Kyoto, Japan), operated at a constant crosshead speed of 1 mm/min. Measurements were performed at room temperature on the dumbbell samples with a grip distance of 30 mm. Seven measurements were conducted for each dumbbell-shaped sample (type A3), and the results were averaged to obtain a mean value.
The flexural properties were measured according to ISO 178 using an Autograph AG-X plus (Shimadzu, Kyoto, Japan) testing machine (class 1.0 according to EN 10002-2, ISO 7500-1, BS 1610, ASTM E4, and JIS B7721), equipped with a 1 kN Shimadzu load cell, operated at a constant crosshead speed of 1 mm/min. Measurements were performed on the samples with the dimensions of l = 80 ± 2 mm, b = 10 ± 0.2 mm, and h = 4 ± 0.2 mm.
The impact strength was determined with the Charpy method according to the standard ISO 179-1/1eU and type of the sample: 1 (l = 80 ± 2 mm, b = 10 ± 0.2 mm, and h = 4 ± 0.2 mm), edge impact (e), and no notch (U). Five measurements were conducted, and the results were averaged to obtain a mean value.
The X-ray diffraction (XRD) analysis was conducted with the use of a Panalytical X’Pert diffractometer (Malvern Panalytical, Malvern, UK) operating at 40 V and 40 mA with CuKα radiation (λ = 0.154 nm). The samples were scanned from 2θ = 4° to 70°, with a step of 0.02°.
In the microbiological study, we used the following reference strains: Staphylococcus aureus ATCC 25923, Escherichia coli ATCC 25922, Pseudomonas aeruginosa ATCC 27853, Enterococcus faecalis ATCC 29212, and Candida albicans ATCC 10231. The Columbia agar medium with 5% sheep blood (bioMérieux, Warsaw, Poland) was used for breeding bacteria. In contrast, the Sabouraud substrate (bioMérieux, Warsaw, Poland) was utilized to cultivate yeast. Incubation was performed at 37 °C for 24 h under aerobic conditions. The investigation of the formation of biofilm on the surface of prosthetic materials was conducted with the quality method. The study of the formation of bacterial and fungal biofilms on the surface of prosthetic materials cut to 1:1 cm was estimated using a qualitative method—Richards. A suspension with a density of 1.0 on the McFarland scale was prepared from a 24 h culture grown on a TSB medium, and then sterile specimens of prosthetic materials were placed inside. After a 24 h incubation at 37 °C, the samples were washed three times with NaCl, and 1 drop of a 1% 2,3,5-triphenyltetrazaliium chloride (TTC) solution was added. The samples were again subjected to a 24 h incubation at 37 °C. All tests were carried out in duplicate.
2.3. Preparation of the Samples
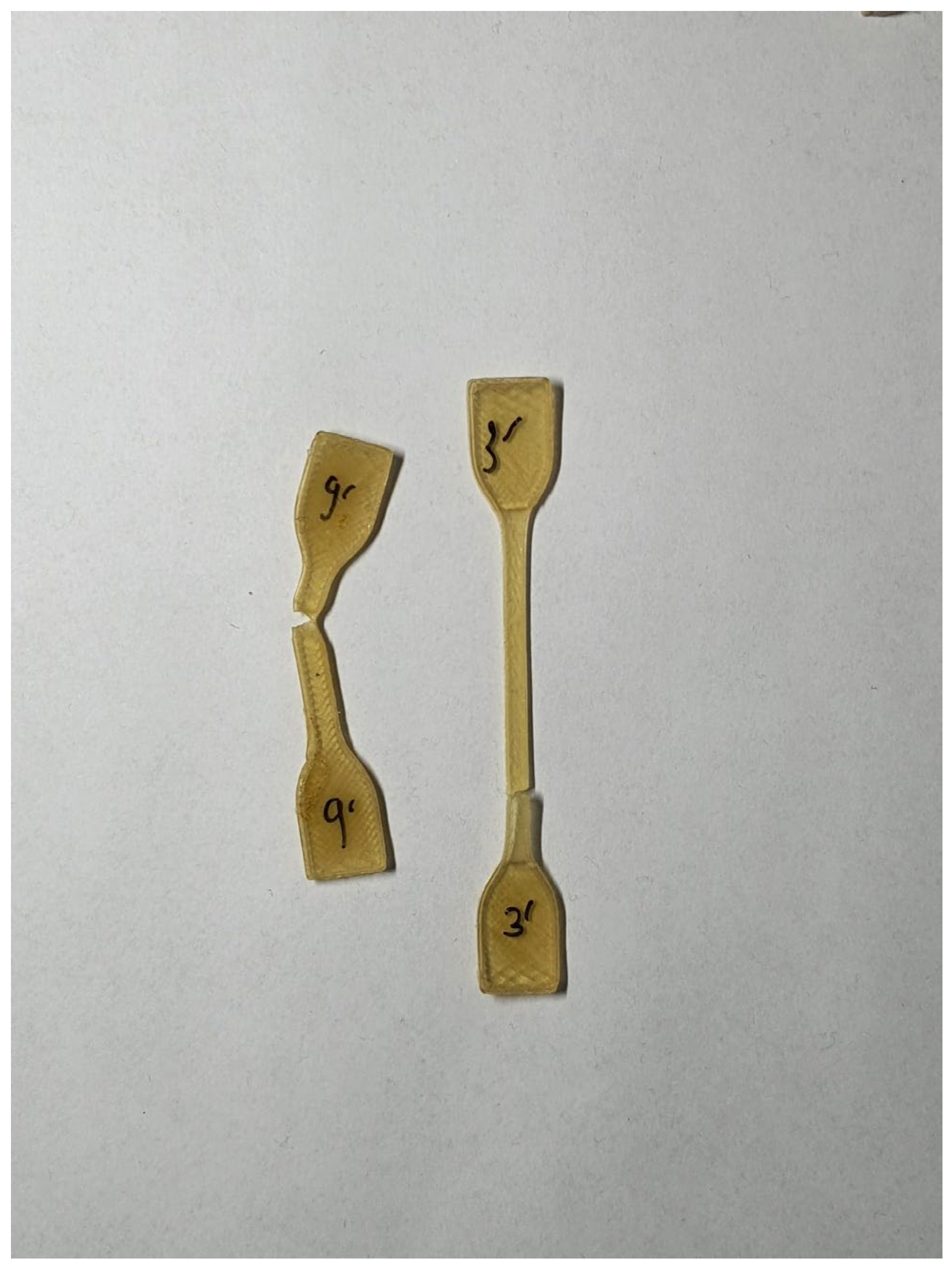
All samples were prepared using the FDM method on an INTAMSYS Funmat HT 3D printer (Shanghai, China). To carry out the tensile tests, dumbbell-shaped samples (type ISO 37 type A3) were used; for the flexural properties and the impact strength, samples with the dimensions of l = 80 ± 2 mm, b = 10 ± 0.2 mm, and h = 4 ± 0.2 mm were used; for biological research, non-standard samples of a cylindrical shape with dimensions of d = 10 mm and l = 10 mm were used. The appearance of printed samples is presented in
Figure 1.
Despite the existence of recommended printing parameters provided by the manufacturers, the quality of the prints using the suggested parameters was incorrect by means of layer separation and splitting, blobs, zits, and elephant’s foot. Therefore, with the trial and error method, we had to determine the printout parameters to obtain the proper print quality (
Table 2). The build plate was cleared each time the process was set up. The selection of the build plate and chamber temperature and the number of layers of the adhesive specimen was partially selected based on the instructions of adhesive specimen manufacturers.
However, it was taken into account that, according to the manufacturer and the literature data [
16], annealing of PEKK should result in better mechanical properties. For this reason, PEKK samples were annealed following the recommended procedure presented on the DSC chart (
Figure 2), which reflects the actual method of heating PEKK in a vacuum dryer (Binder). These samples were coded as “PEEK HT”.
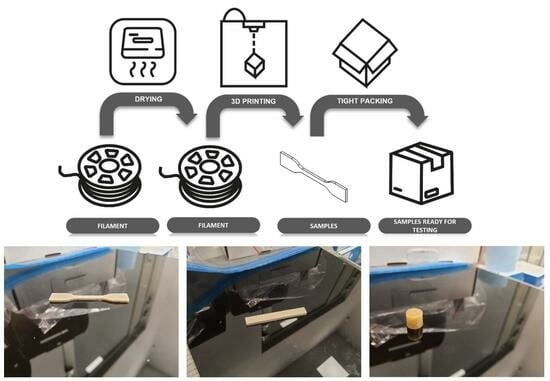
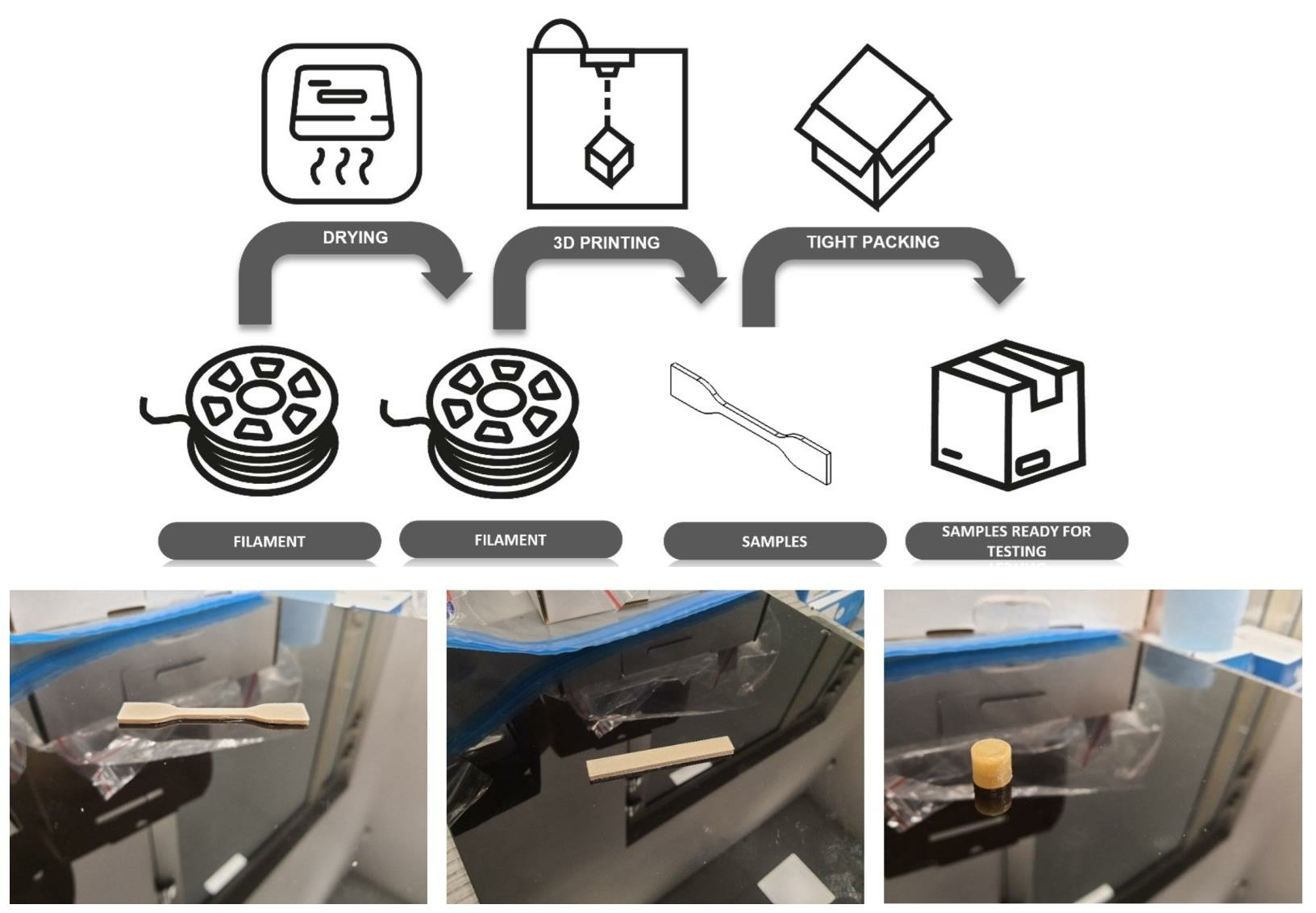
The annealing process began at a temperature of 160 °C, where the sample was then held for 30 min. Subsequently, by heating at 1 °C/min, the temperature rose to 200 °C (heating rate analogous to that in the dryer). At the temperature of 200 °C, the sample was held for 15 min until the color of the sample was uniform. The sample was removed from the dryer and placed in an airtight container. The entire process of preparing samples for testing is shown in
Figure 3.

 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}