
Analysis of the Stress Field in Photoelasticity Used to Evaluate the Residual Stresses of a Plastic Injection-Molded Part

Abstract
:1. Introduction
2. Materials and Methods
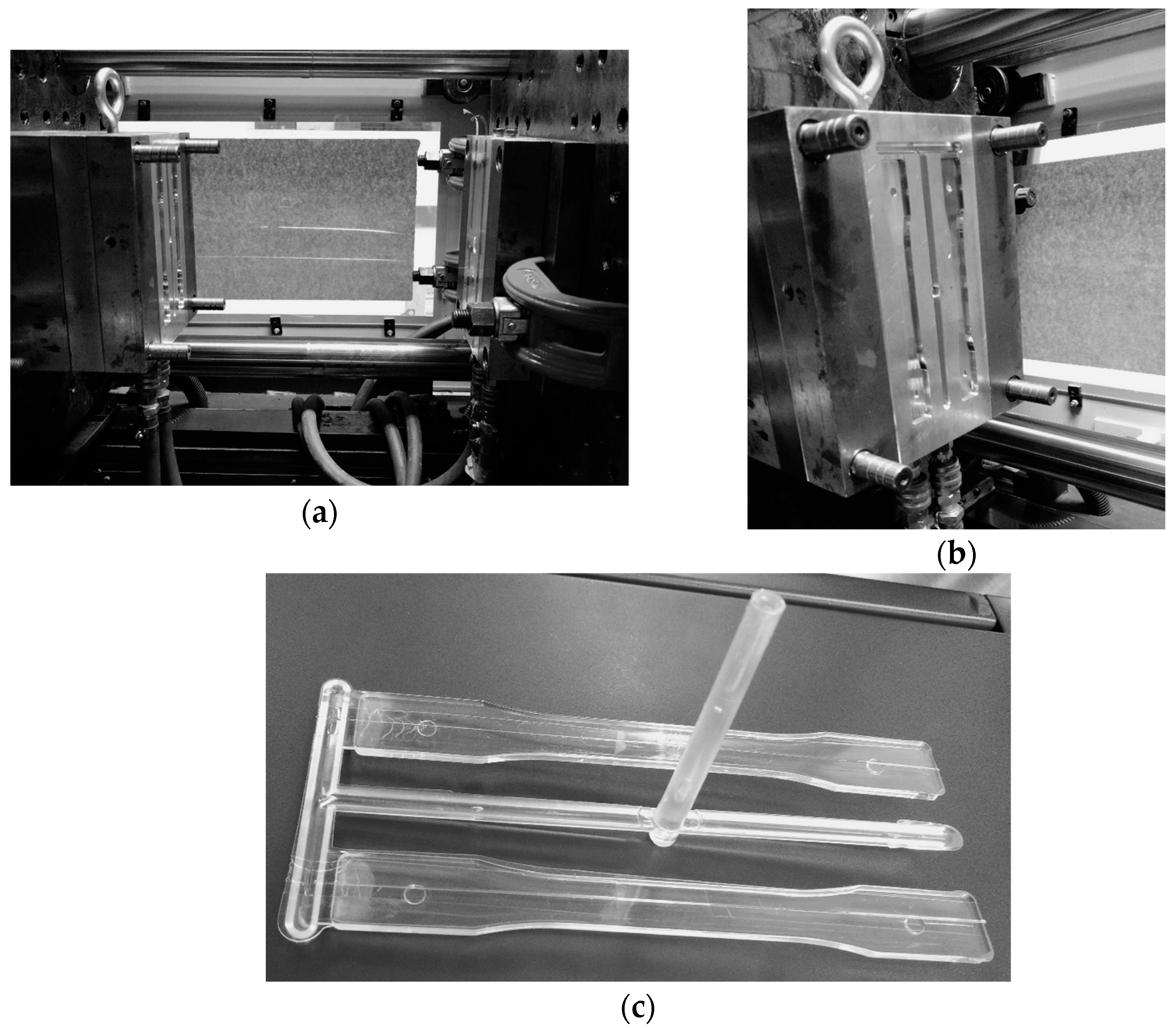
2.1. Injection of Plastic Parts
- tenfT: total cooling time [s].
- t: injected part thickness (3.2 mm).
- pi: number π.
- Dif: effective thermal diffusivity of the material [mm2/s].
- Tm: average melting temperature [°C].
- Tc: average mold cavity temperature [°C].
- Te: average ejection temperature of the injected part [°C].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Packing Time [s] | Packing Pressure [Bar] | Mold Temperature [°C] |
|---|---|---|
| 4 | 40 | 50 |
| 7.7 | 40 | 50 |
| 4 | 60 | 50 |
| 7.7 | 60 | 50 |
| 4 | 40 | 80 |
| 7.7 | 40 | 80 |
| 4 | 60 | 80 |
| 7.7 | 60 | 80 |
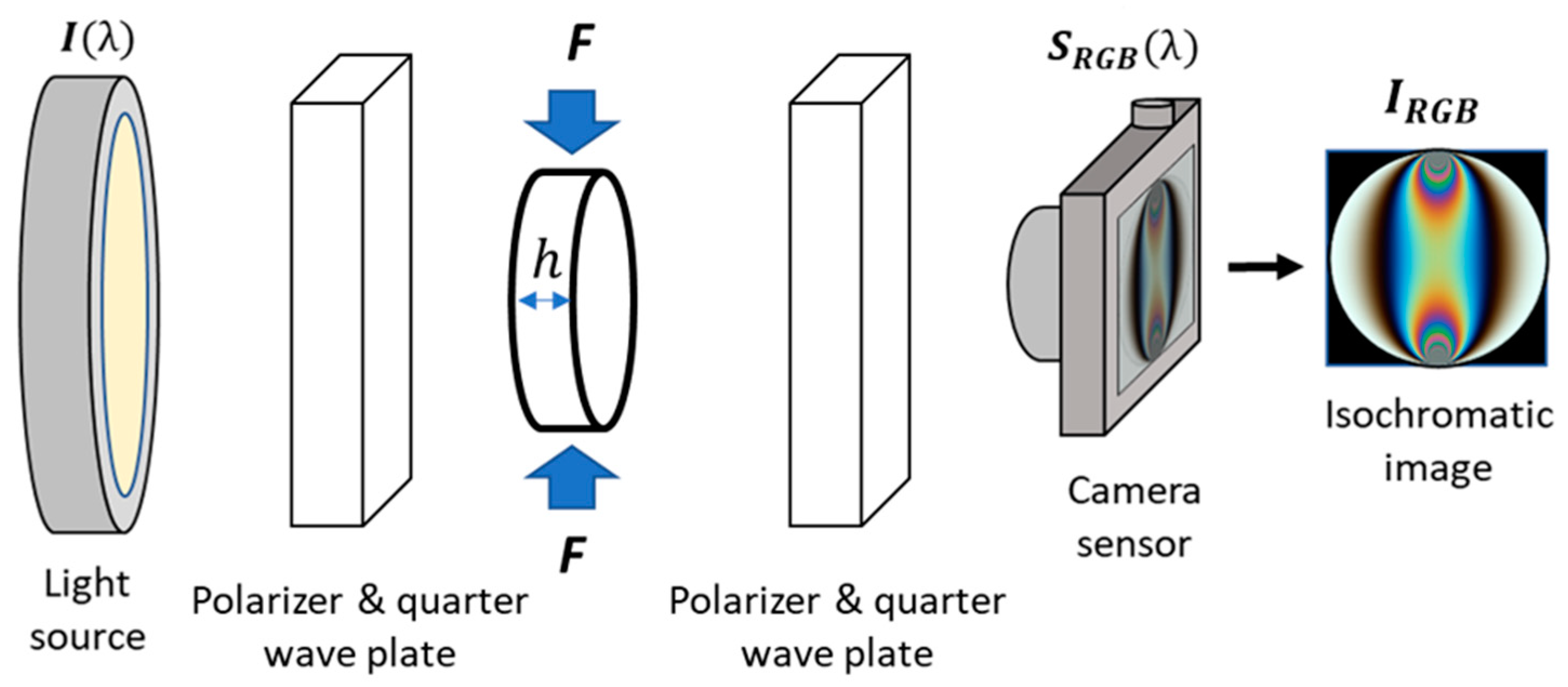
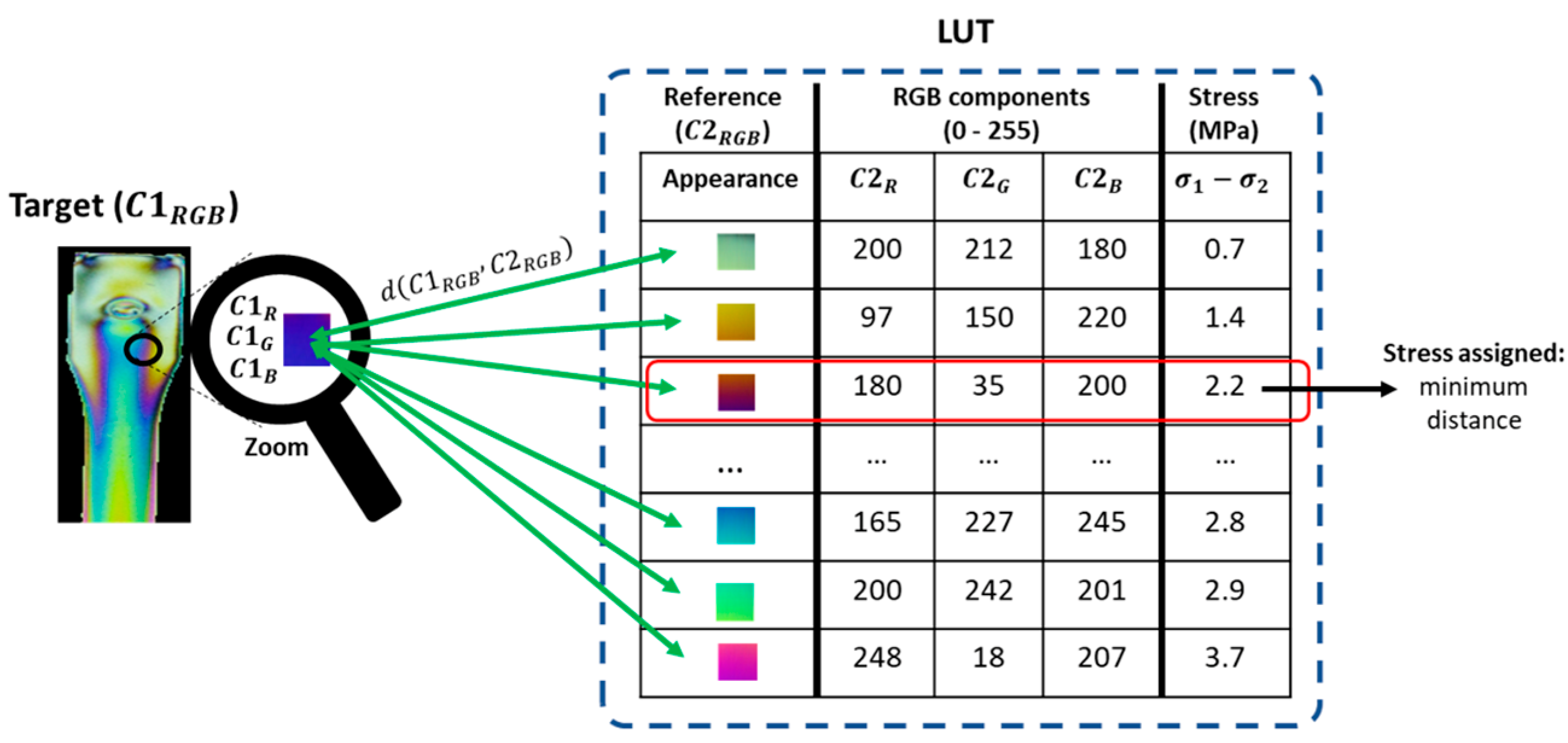
2.2. Photoelasticity Testing and Residual Stress Calculation
2.3. Mechanical Bending Tests
3. Results
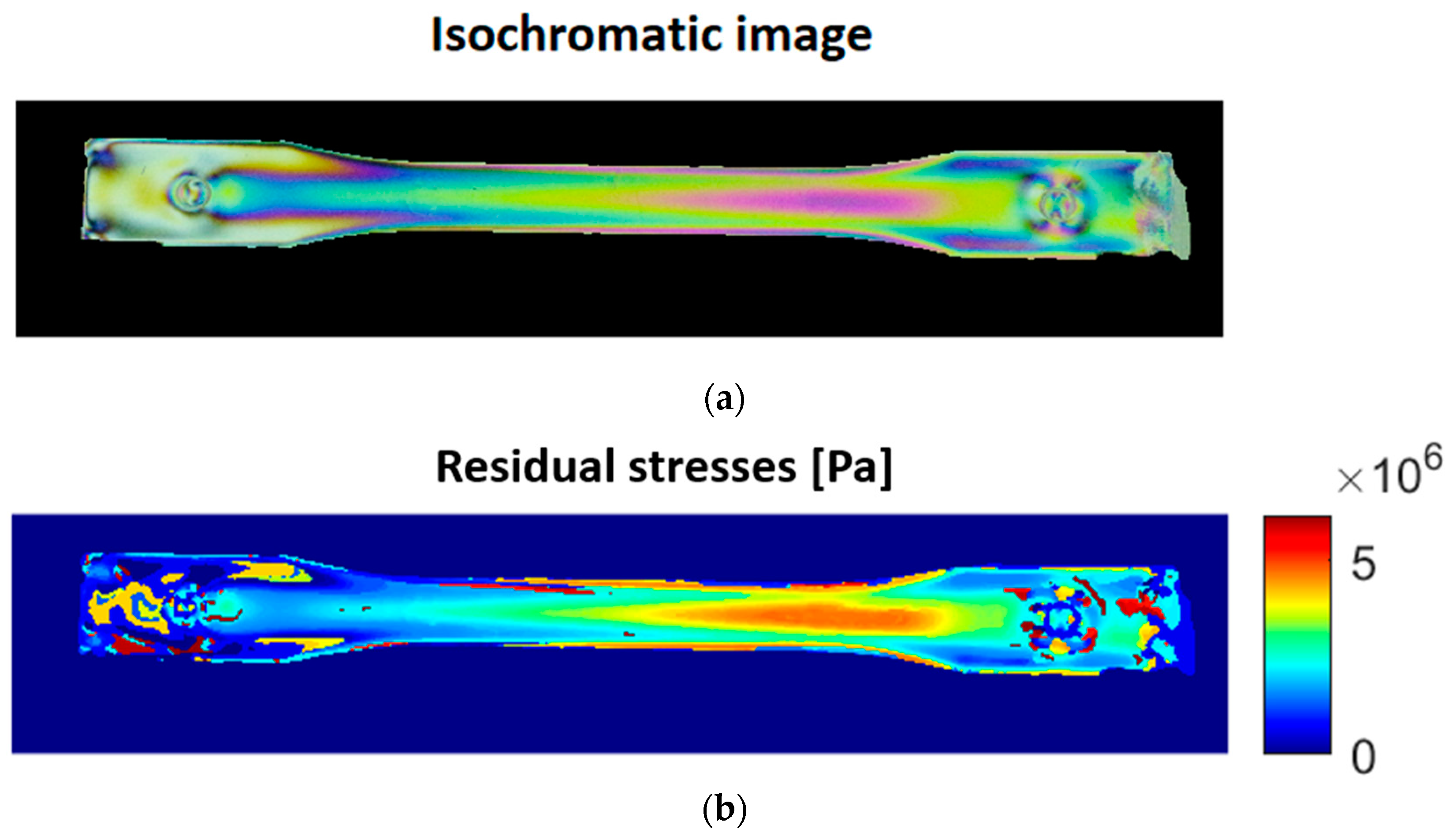
3.1. Photoelasticity

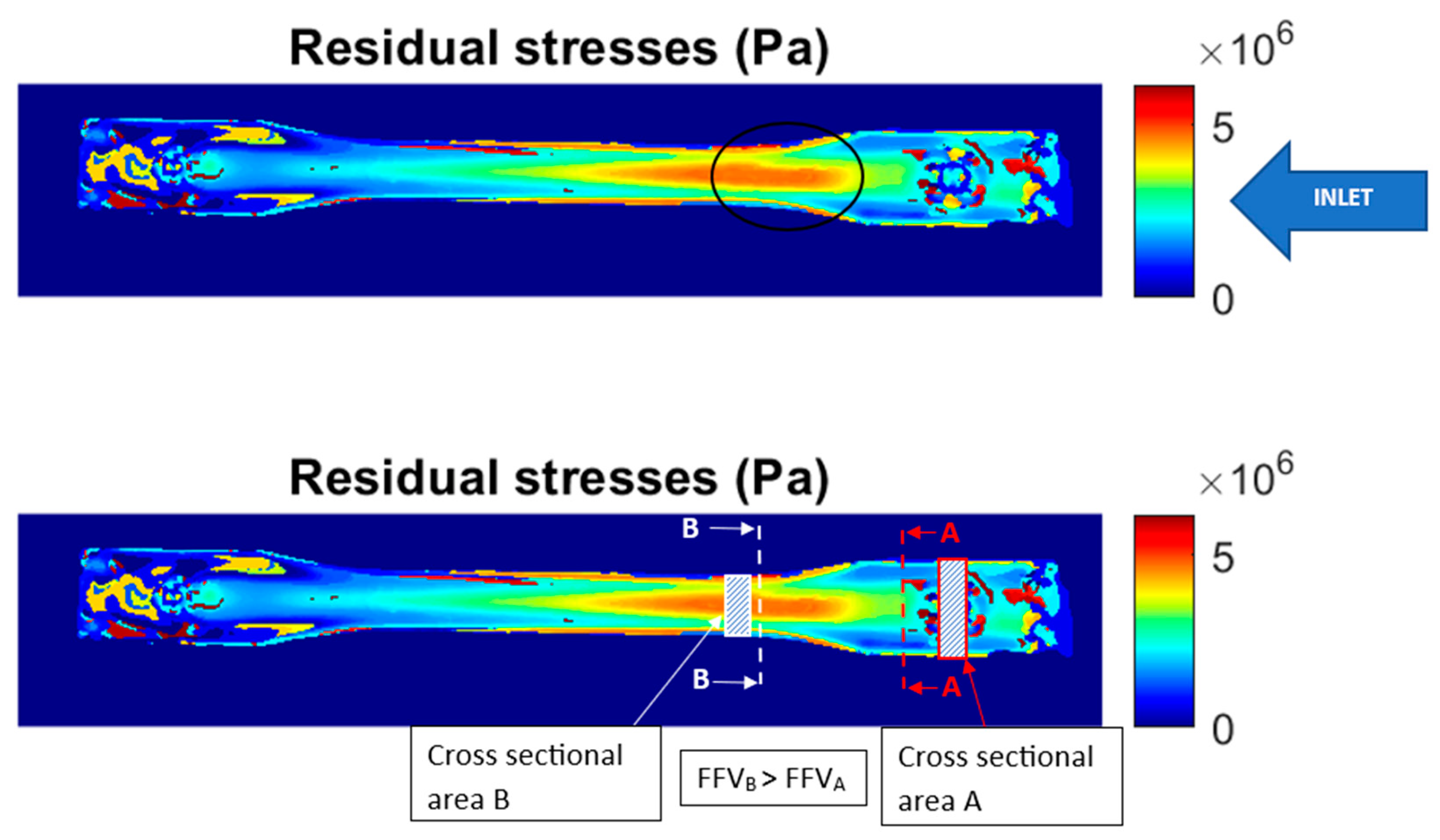
- FFV: Flow front velocity [mm/s]
- : Volumetric flow rate of melted plastic [mm3/s]
- t: part thickness [mm]
- W: part width [mm]
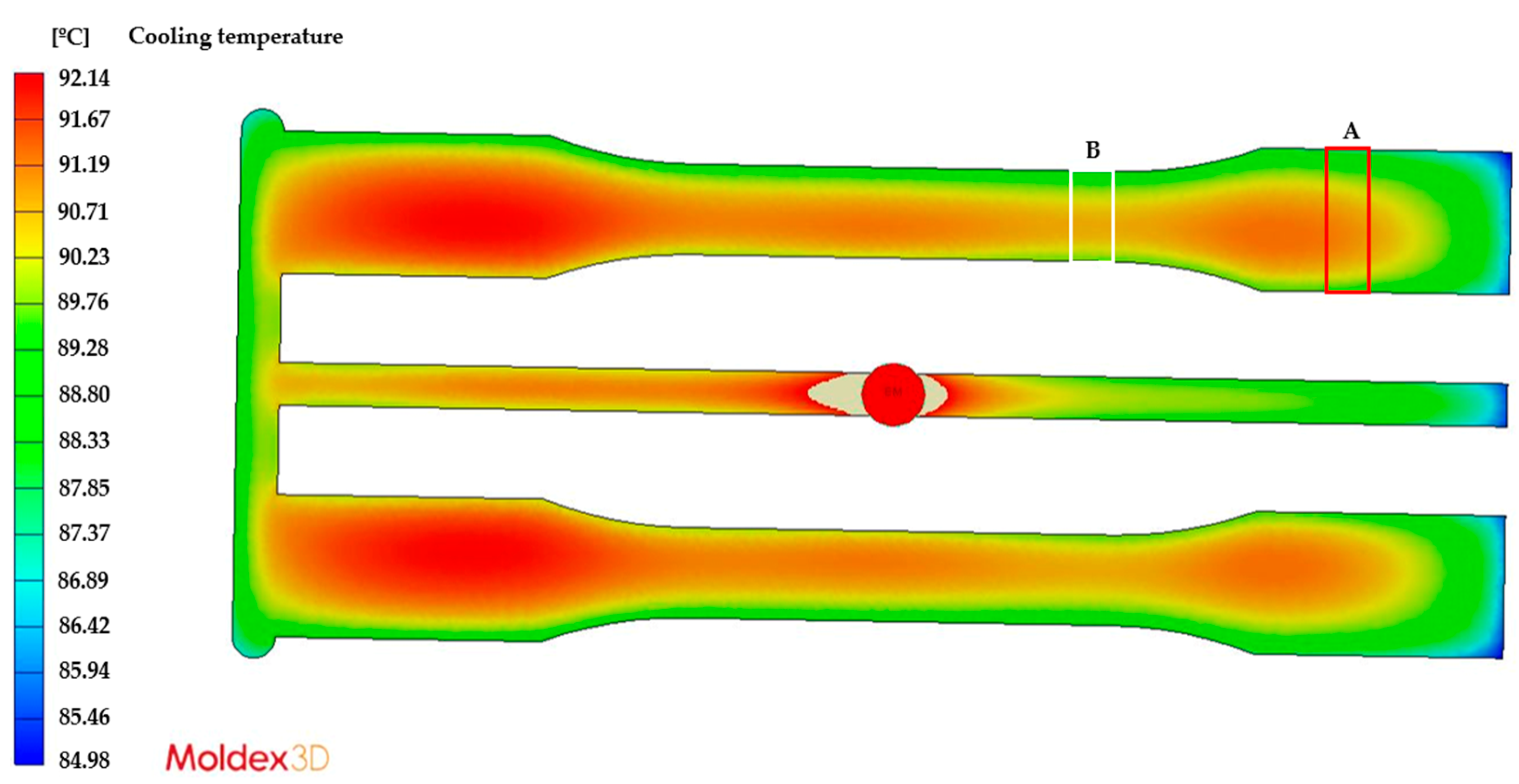
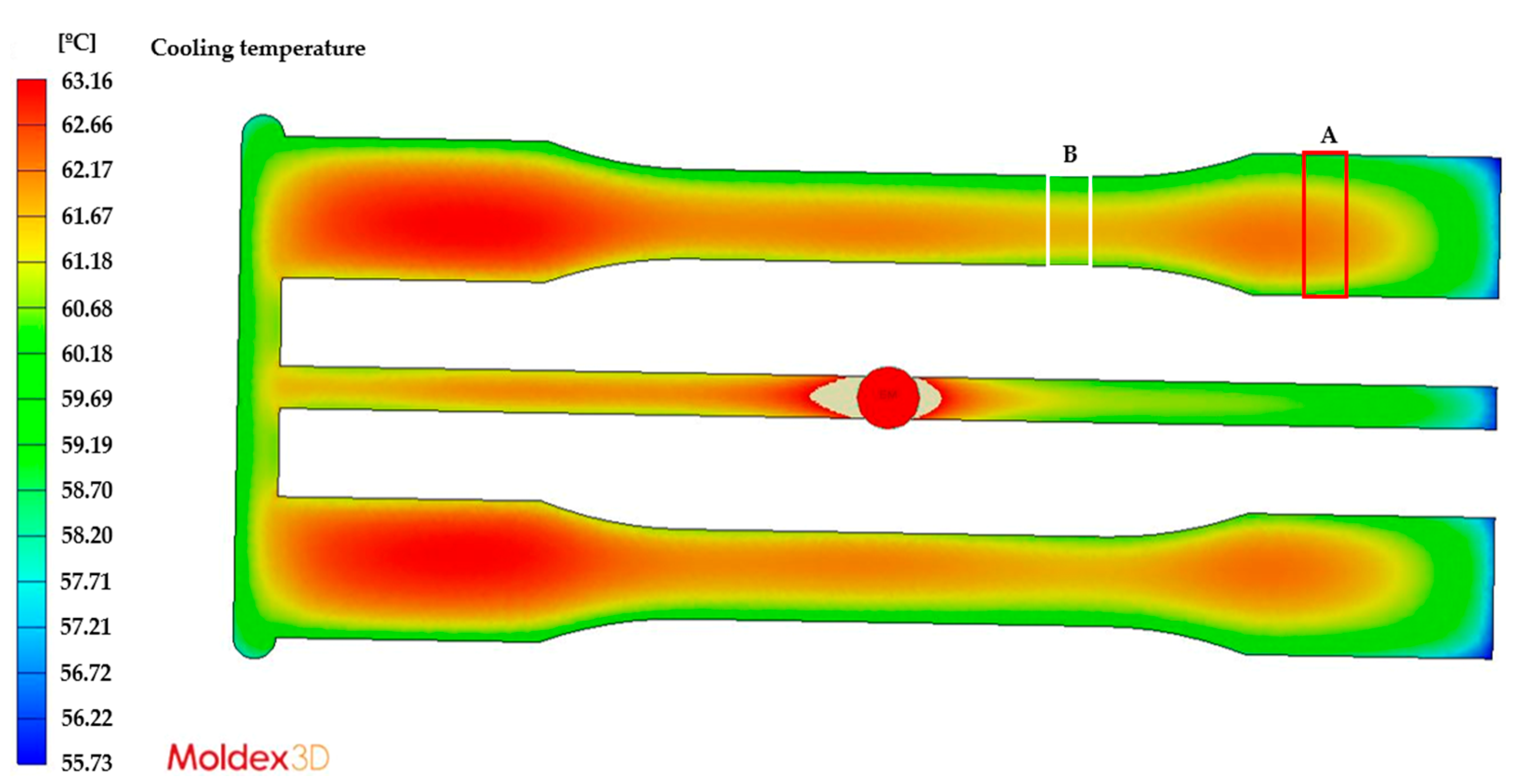
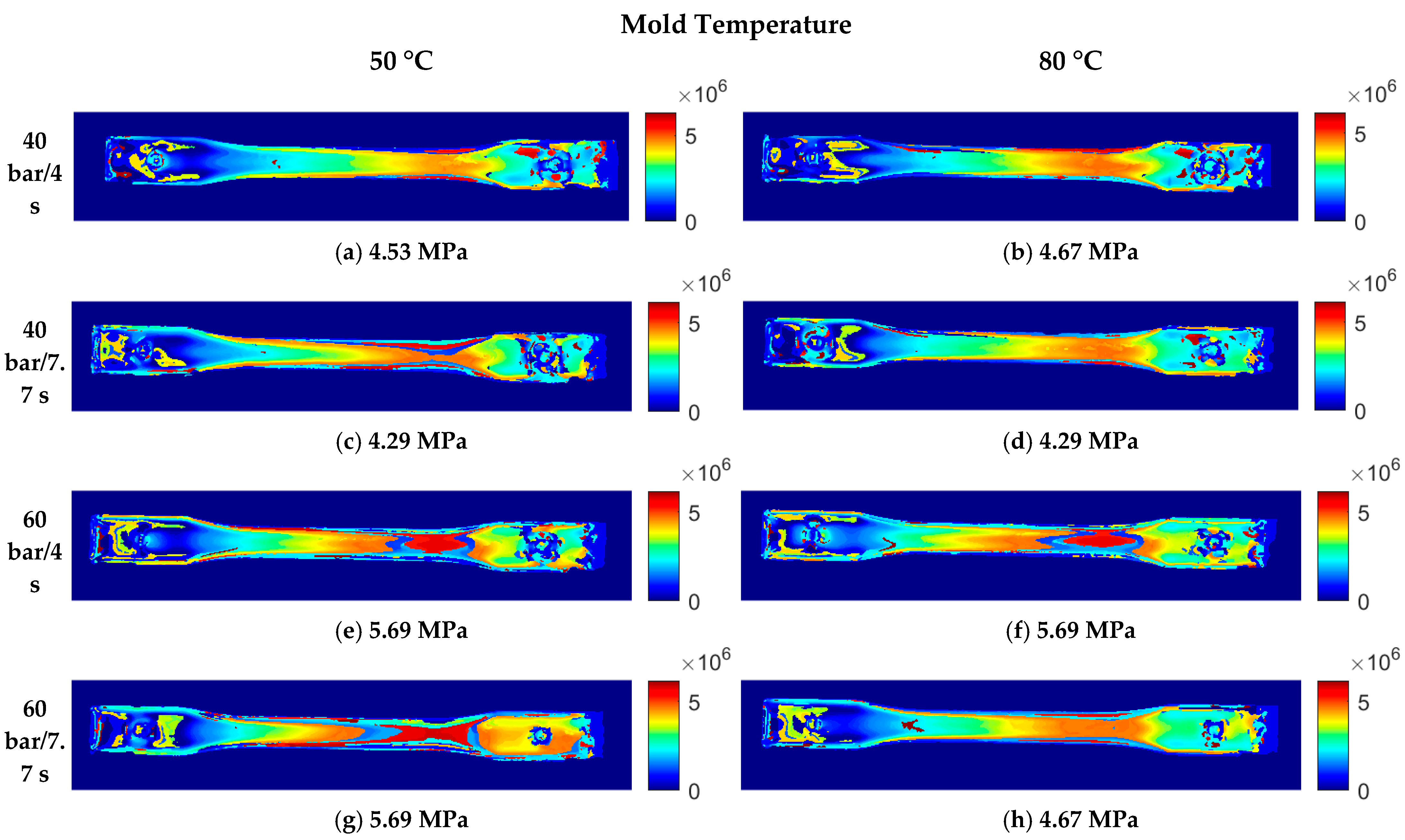
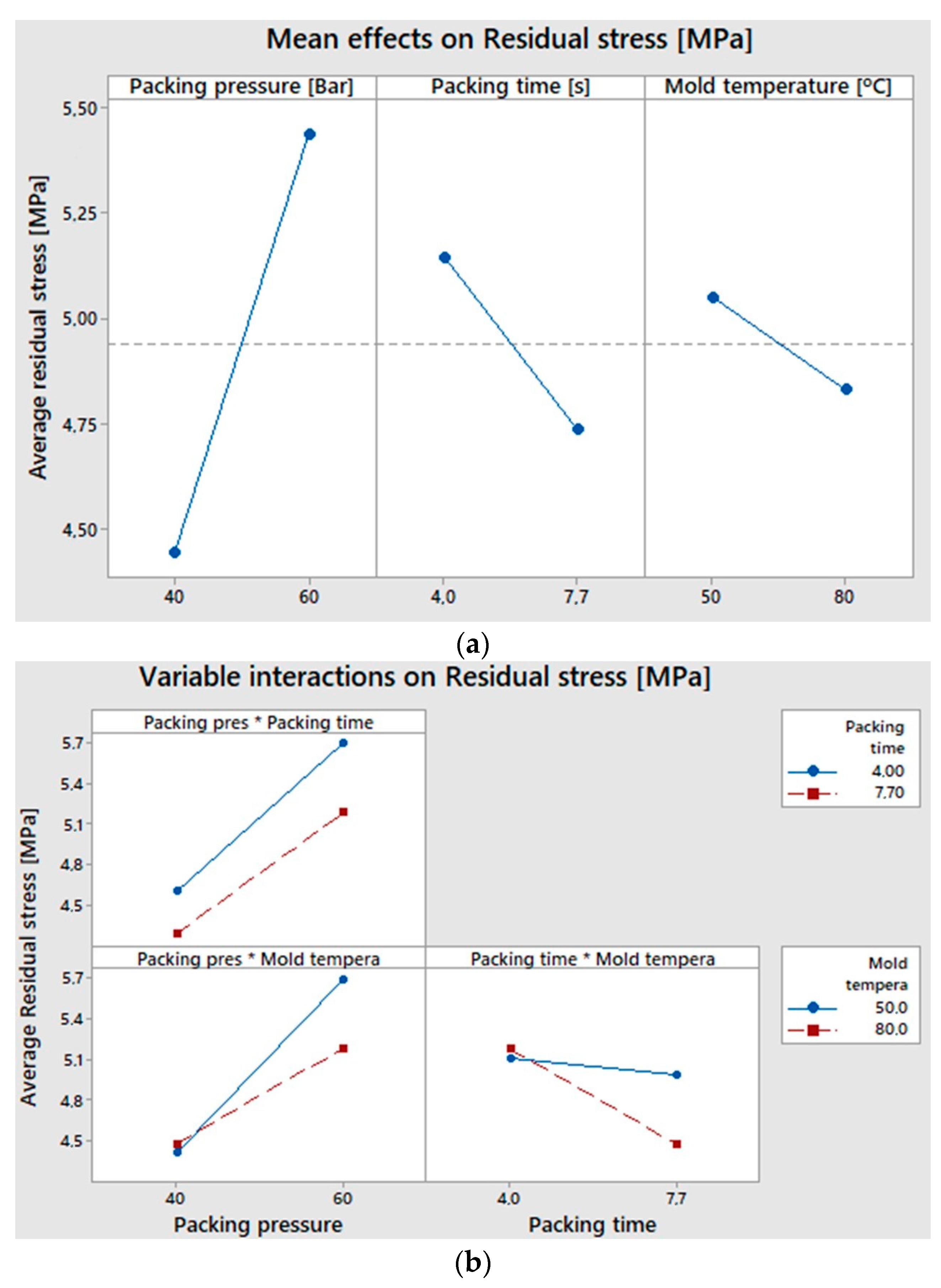
3.1.1. Effect of the Mold Temperature
3.1.2. Effect of the Packing Pressure
3.1.3. Effect of the Packing Time
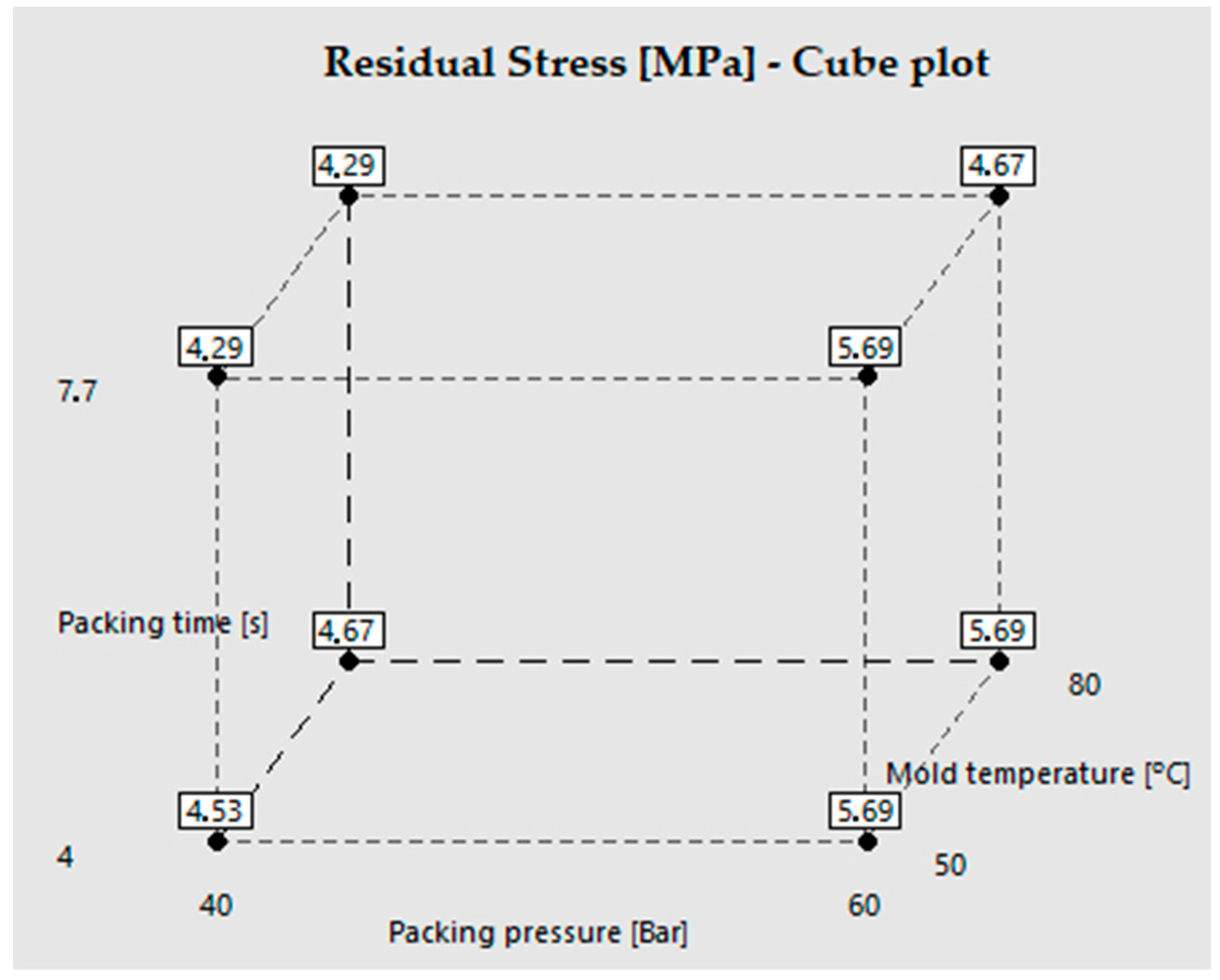
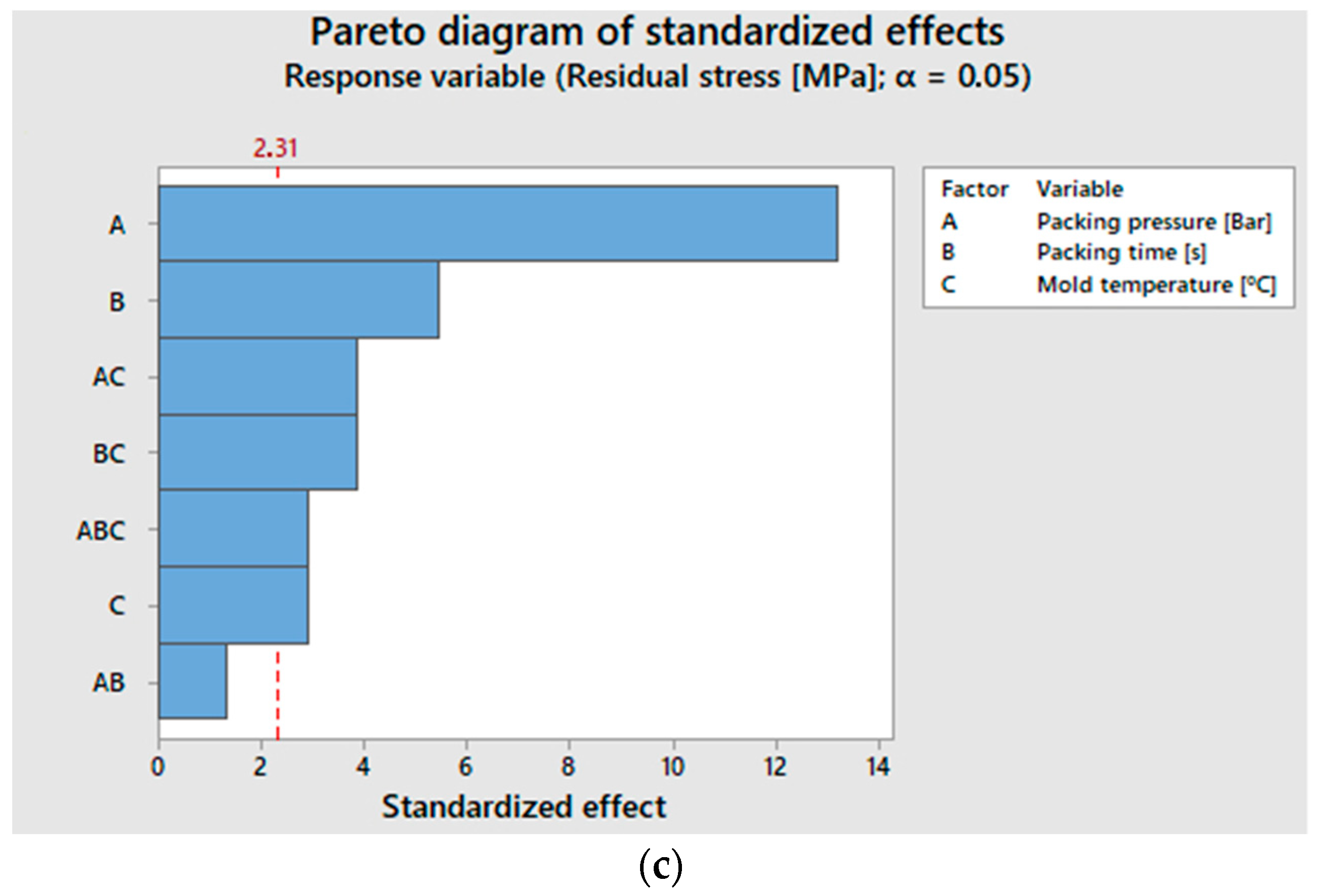
3.1.4. Analysis of the Interaction of the Process Variables
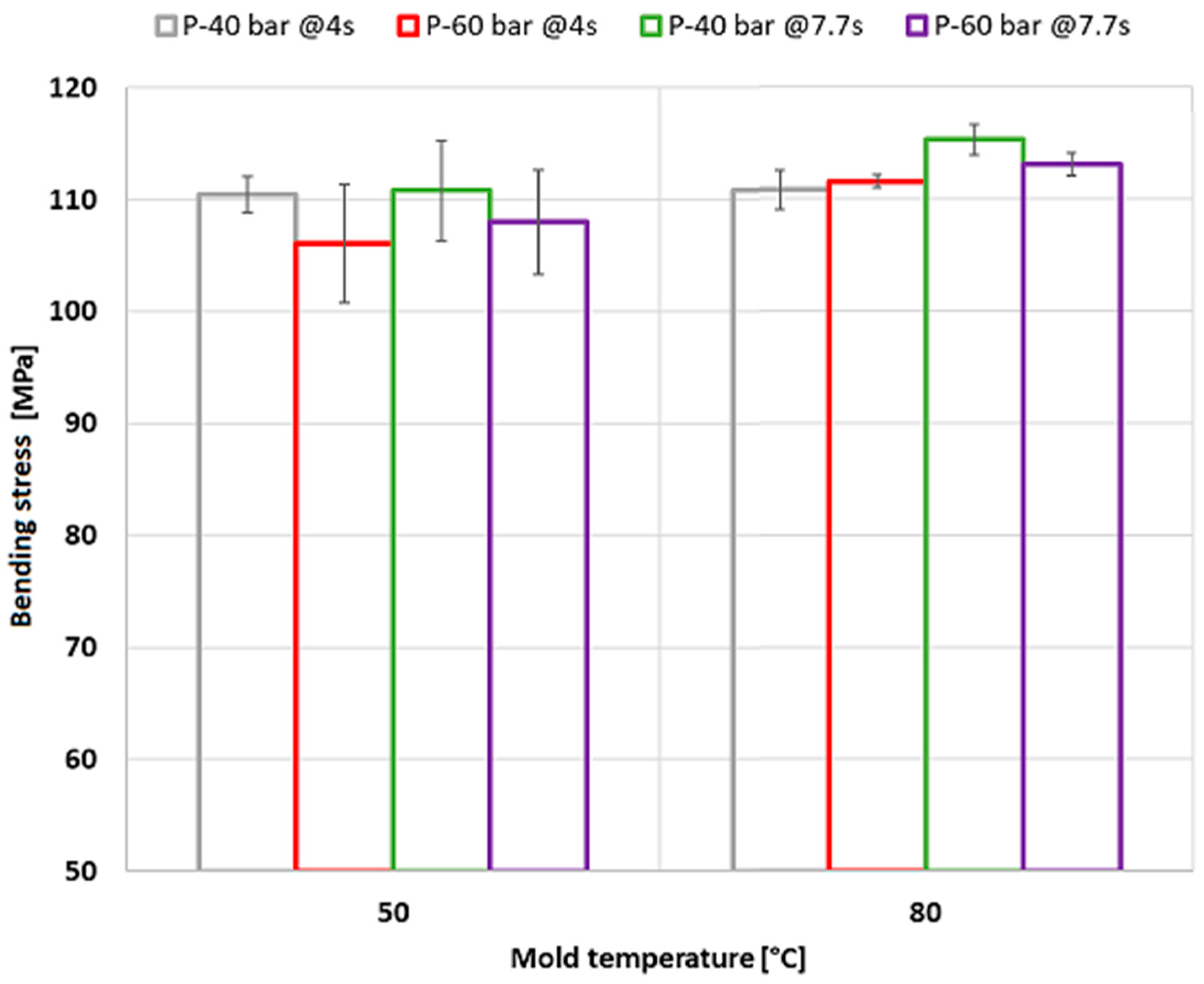
3.2. Mechanical Bending Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sasikumar, S.; Ramesh, K. Applicability of colour transfer techniques in Twelve fringe photoelasticity (TFP). Opt. Lasers Eng. 2020, 127, 105963. [Google Scholar] [CrossRef]
- Ramesh, K.; Sasikumar, S. Digital photoelasticity: Recent developments and diverse applications. Opt. Lasers Eng. 2020, 135, 106186. [Google Scholar] [CrossRef]
- Rastogi, P.K. Digital Optical Measurement: Techniques and Applications. 2016, p. 453. Available online: https://books.google.com/books/about/Digital_Optical_Measurement_Techniques_a.html?hl=es&id=_a7QCgAAQBAJ (accessed on 1 April 2023).
- Wang, S.; Li, J.; Li, X.; He, L. Dynamic photoelastic experimental study on the influence of joint surface geometrical property on wave propagation and stress disturbance. Int. J. Rock Mech. Min. Sci. 2022, 149, 104985. [Google Scholar] [CrossRef]
- Harding, K.G. Society of Photo-optical Instrumentation Engineers. Practical Optical Dimensional Metrology; CRC Press: Boca Raton, FL, USA, 2013; p. 228. [Google Scholar]
- Lai, H.E.; Wang, P.J. Study of process parameters on optical qualities for injection-molded plastic lenses. Appl. Opt. 2008, 47, 2017–2027. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Weng, C.; Lee, W.B.; To, S.; Jiang, B.-Y. Numerical simulation of residual stress and birefringence in the precision injection molding of plastic microlens arrays. Int. Commun. Heat Mass Transf. 2009, 36, 213–219. [Google Scholar] [CrossRef]
- Akay, M.; Özden, S. The influence of residual stresses on the mechanical and thermal properties of injection moulded ABS copolymer. J. Mater. Sci. 1995, 30, 3358–3368. [Google Scholar] [CrossRef]
- Maxwell, A.; Turnbull, A. Influence of small fluctuating loads on environment stress cracking of polymers. Polym. Test. 2004, 23, 419–422. [Google Scholar] [CrossRef]
- Woo, J.-W.; Hong, J.-S.; Kim, H.-K.; Lyu, M.-Y. Analysis of Residual Stress and Birefringence in a Transparent Injection Molded Article for Molding Condition. Polym. Korea 2016, 40, 175–180. [Google Scholar] [CrossRef] [Green Version]
- Wimberger-Friedl, R.; Hendriks, R. The measurement and calculation of birefringence in quenched polycarbonate specimens. Polymer 1989, 30, 1143–1149. [Google Scholar] [CrossRef]
- Asundi, A. Phase shifting in photoelasticity. Exp. Tech. 1993, 17, 19–23. [Google Scholar] [CrossRef]
- Ekman, M.J.; Nurse, A.D. Absolute determination of the isochromatic parameter by load-stepping photoelasticity. Exp. Mech. 1998, 38, 189–195. [Google Scholar] [CrossRef]
- A Quiroga, J.; Servin, M.; Marroquin, J.L. Regularized phase tracking technique for demodulation of isochromatics from a single tricolour image. Meas. Sci. Technol. 2001, 13, 132. [Google Scholar] [CrossRef]
- León, J.C.B.-D.; Rico-García, M.; Restrepo-Martínez, A. PhotoelastNet: A deep convolutional neural network for evaluating the stress field by using a single color photoelasticity image. Appl. Opt. 2022, 61, D50–D62. [Google Scholar] [CrossRef]
- Arango, J.R.; Toro, H.A.F.; de León, J.B.; Martínez, A.R. A dynamic characterization of thermal stimulation for residual stresses using digital photoelasticity. SPIE Opt. Eng. + Appl. 2021, 11841, 20–28. [Google Scholar] [CrossRef]
- Liang, J.; Ness, J. The calculation of cooling time in injection moulding. J. Mater. Process. Technol. 1996, 57, 62–64. [Google Scholar] [CrossRef]
- BASF Plastics. Estimating Cooling Times in Injection Moulding, Estimating Cooling Times in Injection Moulding. 2023. Available online: https://pmtools-na.basf.com/quickcost/cooling_time_est.pdf (accessed on 2 April 2023).
- Muller, R.; Vergnes, B. Validity of the stress optical law and application of birefringence to polymer complex flows. Rheol. Ser. 1996, 1, 257–284. [Google Scholar] [CrossRef]
- León, J.C.B.-D.; Restrepo-Martínez, A.; Branch-Bedoya, J.W. Computational analysis of Bayer colour filter arrays and demosaicking algorithms in digital photoelasticity. Opt. Lasers Eng. 2019, 122, 195–208. [Google Scholar] [CrossRef]
- Nobukawa, S.; Hasunuma, S.; Sako, T.; Miyagawa, A.; Yamaguchi, M. Reduced stress-optical coefficient of polycarbonate by antiplasticization. J. Polym. Sci. Part B Polym. Phys. 2017, 55, 1837–1842. [Google Scholar] [CrossRef]
- Daly, H.B.; Nguyen, K.T.; Sanschagrin, B.; Cole, K.C. The build-up and measurement of molecular orientation, crystalline morphology, and residual stresses in injection molded parts: A review. J. Inject. Molding Technol. 1998, 2, 59–85. [Google Scholar]
- Jansen, K.M.B. Residual Stresses in Quenched and Injection Moulded Products. Int. Polym. Process. 1994, 9, 82–89. [Google Scholar] [CrossRef]
- Sandilands, G. Effect of injection pressure and crazing on internal stresses in injection-moulded polystyrene. Polymer 1980, 21, 338–343. [Google Scholar] [CrossRef]
- Mlekusch, B. Calculation of Residual Stress Development in Injection Moulding Using a Nonlinear Viscoelastic Model. Mech. Time-Dependent Mater. 2001, 5, 101–118. [Google Scholar] [CrossRef]
- Wang, T.-H.; Young, W.-B. Study on residual stresses of thin-walled injection molding. Eur. Polym. J. 2005, 41, 2511–2517. [Google Scholar] [CrossRef]
- Chen, Y.; Dong, S.; Lang, J.; Yu, W.; Zhang, Y.; Zhou, H.; Zhao, P. Effect of Wall Thickness on Thermal-Induced /Flow-Induced Residual Stresses of Injection Molded Polycarbonate Parts Based on Numerical Simulation. Gaofenzi Cailiao Kexue Yu Gongcheng/Polym. Mater. Sci. Eng. 2022, 38, 105–114. [Google Scholar] [CrossRef]
- Guevaramorales, A.; Figueroa-López, U. Residual stresses in injection molded products. J. Mater. Sci. 2014, 49, 4399–4415. [Google Scholar] [CrossRef]
- Zhang, X.; Ding, T.; Wang, W.; Liu, J.; Weng, C. Study on the Effect of Processing Parameters on Residual Stresses of Injection Molded Micro-Pillar Array. Polymers 2022, 14, 3358. [Google Scholar] [CrossRef]
- Weng, C.; Lee, W.B.; To, S. A study of the relevant effects on the maximum residual stress in the precision injection moulding of microlens arrays. J. Micromech. Microeng. 2010, 20, 035033. [Google Scholar] [CrossRef]
- Poszwa, P.; Muszynski, P.; Brzek, P.; Mrozek, K. Influence of Processing Parameters on Residual Stress in Injection Molded Parts; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Xu, Y.; Lu, H.; Gao, T.; Zhang, W. Predicting the low-velocity impact behavior of polycarbonate: Influence of thermal history during injection molding. Int. J. Impact Eng. 2015, 86, 265–273. [Google Scholar] [CrossRef]
- Gu, F.; Hall, P.; Miles, N.J.; Ding, Q.; Wu, T. Improvement of mechanical properties of recycled plastic blends via optimizing processing parameters using the Taguchi method and principal component analysis. Mater. Des. 2014, 62, 189–198. [Google Scholar] [CrossRef]
- Katmer, S.; Bilgileri, K. The effects of molding conditions on the residual stresses in injection molded polystyrene flat parts. J. Fac. Eng. Archit. Gazi Univ. 2012, 27, 3. [Google Scholar]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vargas-Isaza, C.; Posada-Correa, J.; Briñez-de León, J. Analysis of the Stress Field in Photoelasticity Used to Evaluate the Residual Stresses of a Plastic Injection-Molded Part. Polymers 2023, 15, 3377. https://doi.org/10.3390/polym15163377
Vargas-Isaza C, Posada-Correa J, Briñez-de León J. Analysis of the Stress Field in Photoelasticity Used to Evaluate the Residual Stresses of a Plastic Injection-Molded Part. Polymers. 2023; 15(16):3377. https://doi.org/10.3390/polym15163377
Chicago/Turabian StyleVargas-Isaza, Carlos, Juan Posada-Correa, and Juan Briñez-de León. 2023. "Analysis of the Stress Field in Photoelasticity Used to Evaluate the Residual Stresses of a Plastic Injection-Molded Part" Polymers 15, no. 16: 3377. https://doi.org/10.3390/polym15163377