

Comparative Study on the Stiffness of Poly(lactic acid) Reinforced with Untreated and Bleached Hemp Fibers
 , , , , , and
, , , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
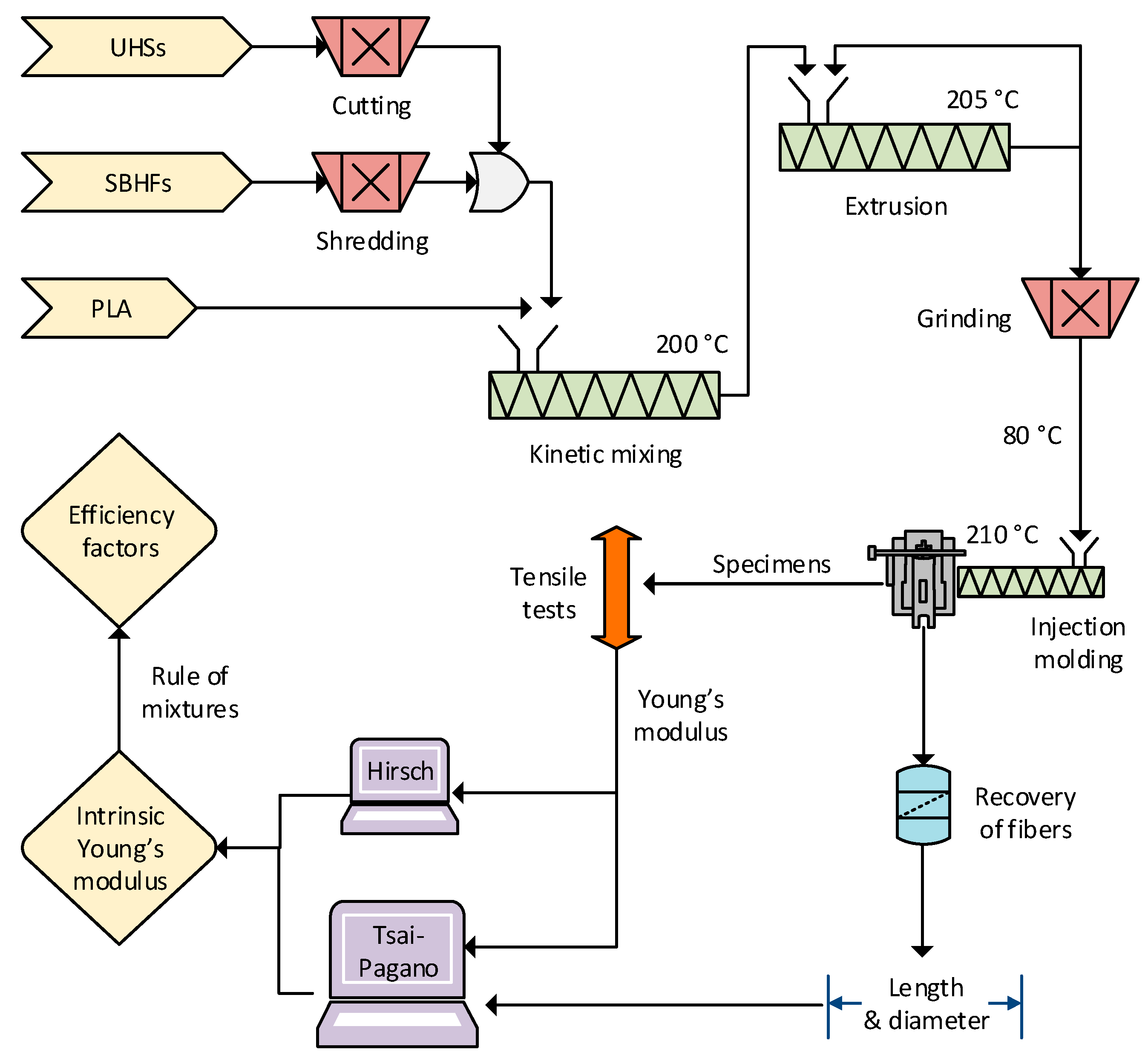
2.2. Preparation of Biocomposites
2.3. Characterization of Biocomposites
2.4. Modeling and Calculation
3. Results and Discussion
3.1. Stiffness of PLA/UHS and PLA/SBHF
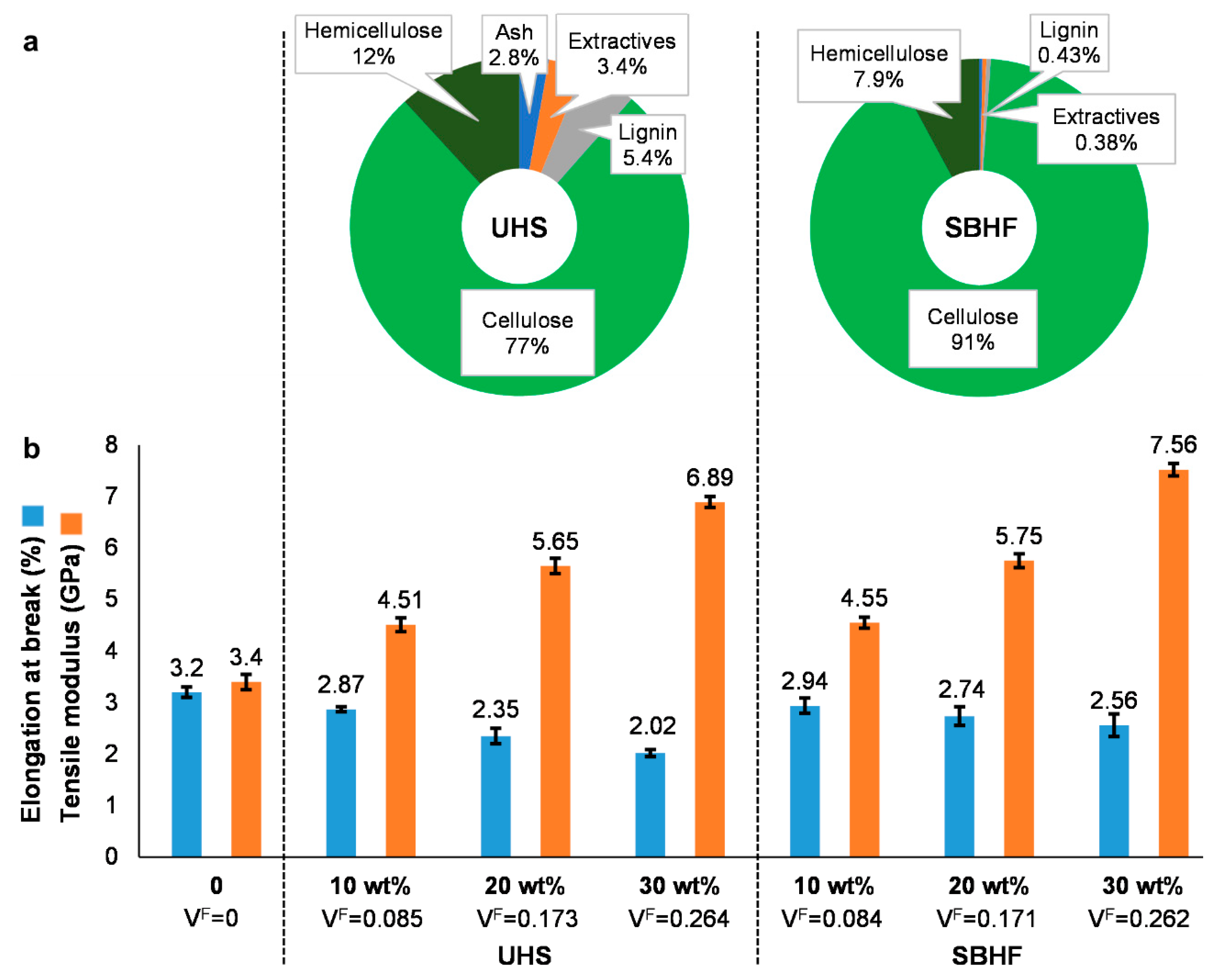
3.2. Empirical Assessment of the Constituents
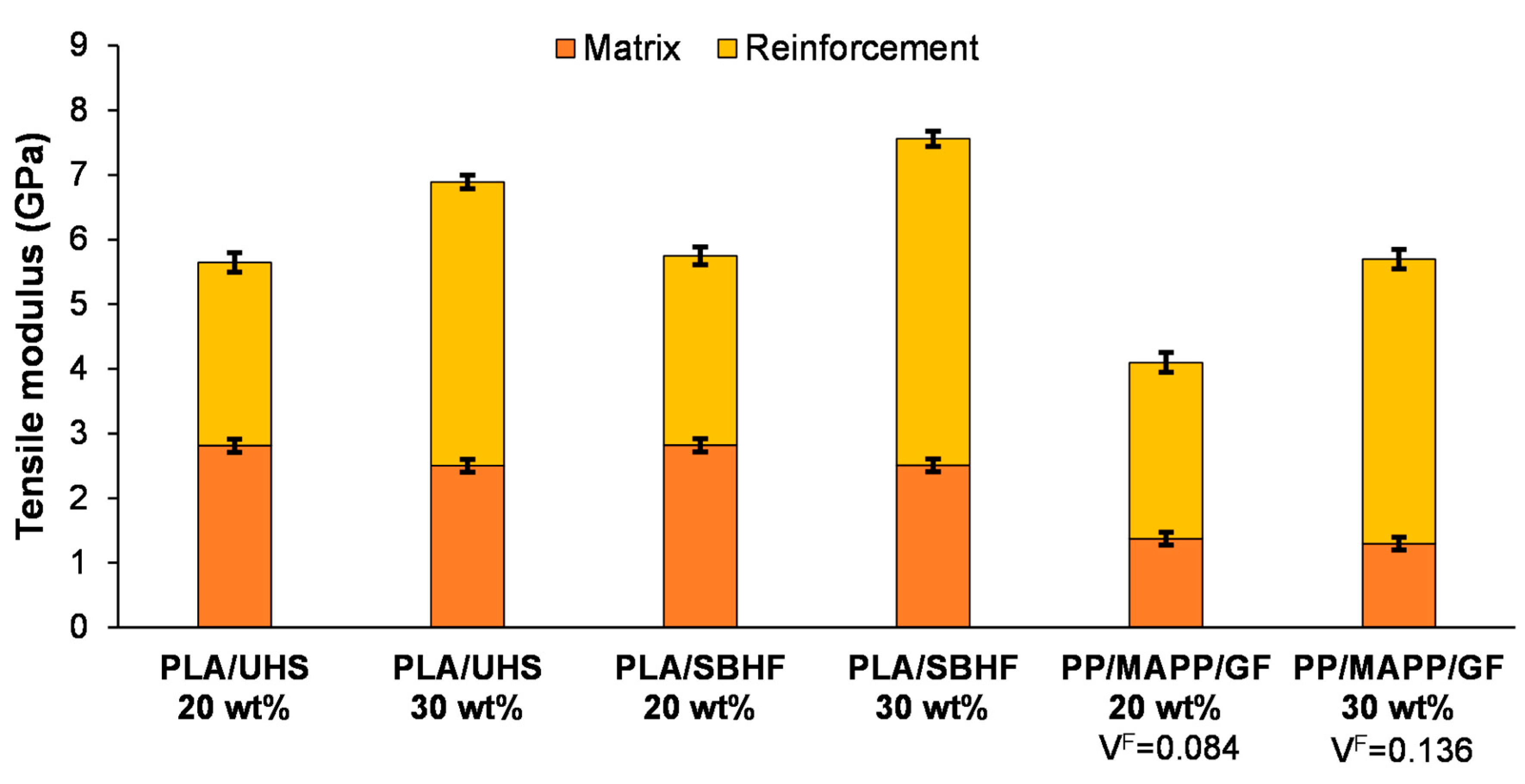
3.3. Micromechanics of the Tensile Modulus
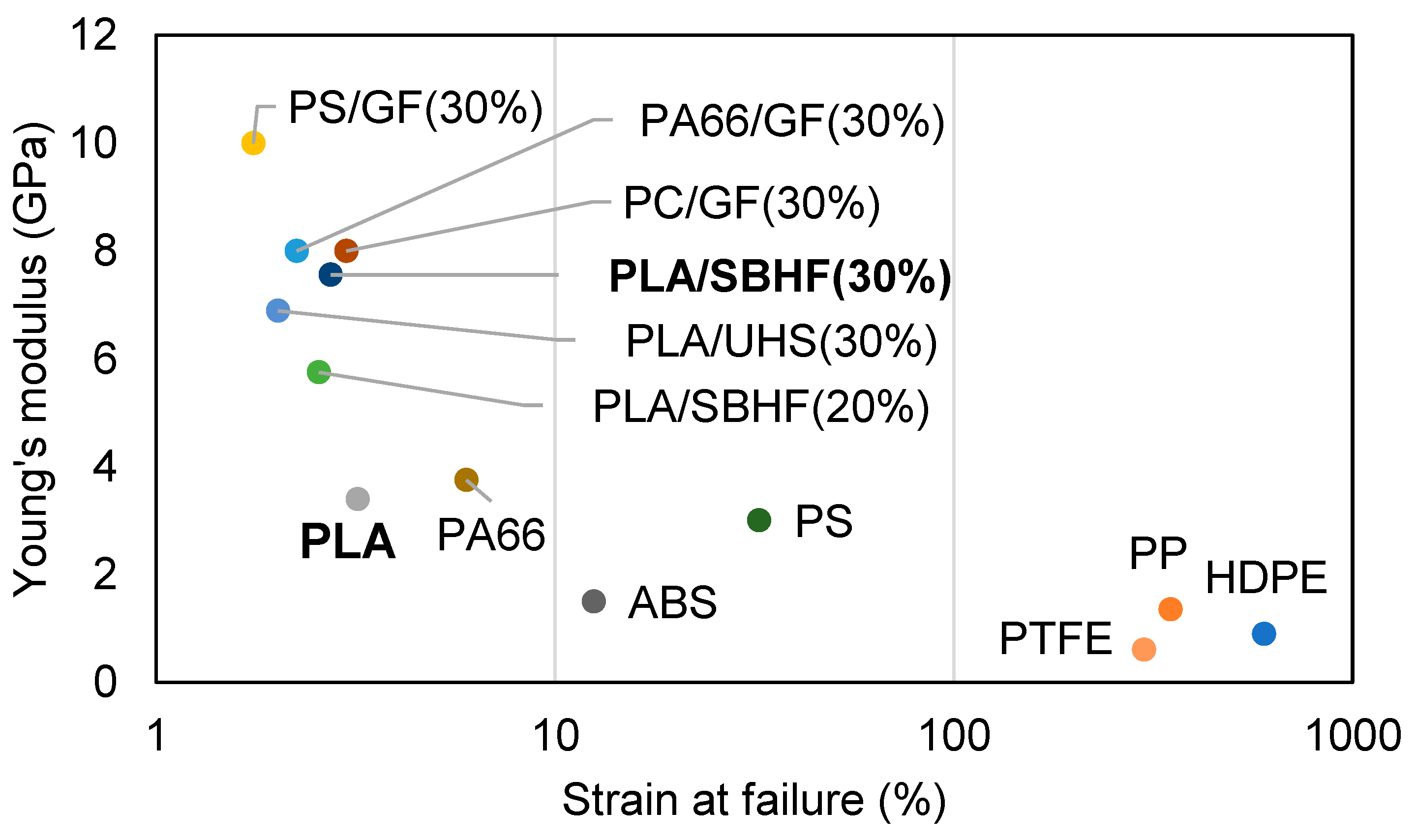
3.4. Comparison of PLA/Hemp and More Conventional Options
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Precedence Research. Bioplastic Composites Market (By Type: Biodegradable, Non-Biodegradable; By Fiber Type: Wood Fiber Composites, Non-Wood Fiber Composites. Available online: https://www.precedenceresearch.com/bioplastic-composites-market (accessed on 15 November 2022).
- Markets and Markets. Biocomposites Market by Fiber Type (Wood-Fiber and Non-Wood-Fiber), Polymer Type (Synthetic and Natural), Product. Available online: https://www.marketsandmarkets.com/Market-Reports/biocomposite-market-258097936.html (accessed on 15 November 2022).
- Murariu, M.; Dubois, P. PLA Composites: From Production to Properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.; Patel, M.; Schwendemann, D.; Zaccone, M.; Geng, S.; Maspoch, M.L.; Oksman, K. Effect of Chitin Nanocrystals on Crystallization and Properties of Poly(lactic acid)-Based Nanocomposites. Polymers 2020, 12, 726. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, W.; Lee, J.; Kim, H.; Jang, H.; Nam, J.; Kim, K.; Suhr, J. Semi-Empirical Investigation of the Interfacial Shear Strength of Short Fiber Polymer Composites. Polym. Test. 2019, 74, 99–103. [Google Scholar] [CrossRef]
- Teixeira, D.; Giovanela, M.; Gonella, L.B.; Crespo, J.S. Influence of Flow Restriction on the Microstructure and Mechanical Properties of Long Glass Fiber-Reinforced Polyamide 6.6 Composites for Automotive Applications. Mater. Des. 2013, 47, 287–294. [Google Scholar] [CrossRef]
- Chen, T.; Mansfield, C.D.; Ju, L.; Baird, D.G. The Influence of Mechanical Recycling on the Properties of Thermotropic Liquid Crystalline Polymer and Long Glass Fiber Reinforced Polypropylene. Compos. Part B Eng. 2020, 200, 108316. [Google Scholar] [CrossRef]
- Joustra, J.; Flipsen, B.; Balkenende, R. Structural Reuse of Wind Turbine Blades through Segmentation. Compos. Part C Open Access 2021, 5, 100137. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are Natural Fiber Composites Environmentally Superior to Glass Fiber Reinforced Composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Koronis, G.; Silva, A.; Ong, M. Comparison of Structural Performance and Environmental Impact of Epoxy Composites Modified by Glass and Flax Fabrics. J. Compos. Sci. 2022, 6, 284. [Google Scholar] [CrossRef]
- Ahmad, H.; Chhipi-Shrestha, G.; Hewage, K.; Sadiq, R. A Comprehensive Review on Construction Applications and Life Cycle Sustainability of Natural Fiber Biocomposites. Sustainability 2022, 14, 15905. [Google Scholar] [CrossRef]
- Research and Markets. Composites Market by Fiber Type (Glass Fiber Composites, Carbon Fiber Composites, Natural Fiber Composites), Resin Type (Thermoset Composites, Thermoplastic Composites), Manufacturing Process, End-Use Industry and Region—Global Forecast to 2026. Available online: https://www.researchandmarkets.com/reports/5130343/composites-market-by-fiber-type-glass-fiber (accessed on 7 December 2022).
- Alao, P.F.; Marrot, L.; Kallakas, H.; Just, A.; Poltimäe, T.; Kers, J. Effect of Hemp Fiber Surface Treatment on the Moisture/Water Resistance and Reaction to Fire of Reinforced PLA Composites. Materials 2021, 14, 4332. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.; Ke, K.; Yang, M.-B.; Yang, W. Recent Progress on Chemical Modification of Cellulose for High Mechanical-Performance Poly(lactic acid)/Cellulose Composite: A Review. Compos. Commun. 2021, 23, 100548. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Effect of Fibre Treatments on Interfacial Shear Strength of Hemp Fibre Reinforced Polylactide and Unsaturated Polyester Composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1189–1196. [Google Scholar] [CrossRef] [Green Version]
- López, J.P.; Boufi, S.; El Mansouri, N.E.; Mutjé, P.; Vilaseca, F. PP Composites Based on Mechanical Pulp, Deinked Newspaper and Jute Strands: A Comparative Study. Compos. Part B Eng. 2012, 43, 3453–3461. [Google Scholar] [CrossRef]
- Dong, Y.; Bhattacharyya, D. Investigation on the Competing Effects of Clay Dispersion and Matrix Plasticisation for Polypropylene/Clay Nanocomposites. Part II: Crystalline Structure and Thermo-Mechanical Behaviour. J. Mater. Sci. 2012, 47, 4127–4137. [Google Scholar] [CrossRef]
- Schaub, T. Efficient Industrial Organic Synthesis and the Principles of Green Chemistry. Chem.–A Eur. J. 2021, 27, 1865–1869. [Google Scholar] [CrossRef]
- Aguado, R.J.; Espinach, F.X.; Julián, F.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P. Tensile Strength of Poly(lactic acid)/Bleached Short Hemp Fiber Fully Green Composites as Replacement for Polypropylene/Glass Fiber. Polymers 2023, 15, 146. [Google Scholar] [CrossRef]
- Song, Y.; Liu, J.; Chen, S.; Zheng, Y.; Ruan, S.; Bin, Y. Mechanical Properties of Poly (Lactic Acid)/Hemp Fiber Composites Prepared with a Novel Method. J. Polym. Environ. 2013, 21, 1117–1127. [Google Scholar] [CrossRef]
- Song, Y.S.; Lee, J.T.; Ji, D.S.; Kim, M.W.; Lee, S.H.; Youn, J.R. Viscoelastic and Thermal Behavior of Woven Hemp Fiber Reinforced Poly(lactic acid) Composites. Compos. Part B Eng. 2012, 43, 856–860. [Google Scholar] [CrossRef]
- Serra-Parareda, F.; Tarrés, Q.; Espinach, F.X.; Vilaseca, F.; Mutjé, P.; Delgado-Aguilar, M. Influence of Lignin Content on the Intrinsic Modulus of Natural Fibers and on the Stiffness of Composite Materials. Int. J. Biol. Macromol. 2020, 155, 81–90. [Google Scholar] [CrossRef]
- TAPPI. TAPPI Standards, Technical Information Papers, and Useful Methods; Technical Association of the Pulp & Paper Industry: New York, NY, USA, 2020. [Google Scholar]
- Segal, L.; Creely, J.J.; Martin, A.E.; Conrad, C.M. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- ASTM D3039M-08; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: Conshohocken, PA, USA, 2008.
- ASTM D618-21; Standard Practice for Conditioning Plastics for Testing. ASTM International: Conshohocken, PA, USA, 2021.
- ASTM D3379-75(1989)E1; Standard Test Method for Tensile Strength and Young’s Modulus for High-Modulus Single-Filament Materials (Withdrawn 1998). ASTM International: Conshohocken, PA, USA, 1989.
- Tham, M.W.; Fazita, M.R.N.; Abdul Khalil, H.P.S.; Mahmud Zuhudi, N.Z.; Jaafar, M.; Rizal, S.; Haafiz, M.K.M. Tensile Properties Prediction of Natural Fibre Composites Using Rule of Mixtures: A Review. J. Reinf. Plast. Compos. 2018, 38, 211–248. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Zhao, Z.; He, Y.; Dong, P.; Ma, Y.; Huang, J. A Theoretical Model for the Tensile Modulus of Polymer/CNT Nanocomposites over a Wide Temperature Range. Compos. Commun. 2021, 28, 100971. [Google Scholar] [CrossRef]
- Krenchel, H. Fibre Reinforcement: Theoretical and Practical Investigations of the Elasticity and Strength of Fibre-Reinforced Materials; Akademisk Forlag: Copenhagen, Denmark, 1964. [Google Scholar]
- Yan, J.; Demirci, E.; Gleadall, A. Are Classical Fibre Composite Models Appropriate for Material Extrusion Additive Manufacturing? A Thorough Evaluation of Analytical Models. Addit. Manuf. 2023, 62, 103371. [Google Scholar] [CrossRef]
- Hirsch, T.J. Modulus of Elasticity Iof Concrete Affected by Elastic Moduli of Cement Paste Matrix and Aggregate. ACI J. Proc. 1962, 59, 427–452. [Google Scholar] [CrossRef]
- López, J.P.; Mutjé, P.; Pèlach, M.À.; El Mansouri, N.-E.; Boufi, S.; Vilaseca, F. Analysis of the Tensile Modulus of Polypropylene Composites Reinforced with Stone Groundwood Fibers. BioResources 2012, 7, 1310–1323. [Google Scholar] [CrossRef]
- Espinach, F.X.; Julian, F.; Verdaguer, N.; Torres, L.; Pelach, M.A.; Vilaseca, F.; Mutje, P. Analysis of Tensile and Flexural Modulus in Hemp Strands/Polypropylene Composites. Compos. Part B Eng. 2013, 47, 339–343. [Google Scholar] [CrossRef]
- Halpin, J.C.; Pagano, N.J. The Laminate Approximation for Randomly Oriented Fibrous Composites. J. Compos. Mater. 1969, 3, 720–724. [Google Scholar] [CrossRef]
- Halpin, J.C. Effects of Environmental Factors on Composite Materials. Available online: https://apps.dtic.mil/sti/citations/ADA306357 (accessed on 17 April 2023).
- Laine, J.; Stenius, P.; Carlsson, G.; Strom, G. The Effect of ECF and TCF Bleaching on the Surface Chemical Composition of Kraft Pulp as Determined by ESCA. Nord. Pulp Pap. Res. J. 1996, 11, 201–210. [Google Scholar] [CrossRef]
- Zouari, M.; Devallance, D.B.; Marrot, L. Effect of Biochar Addition on Mechanical Properties, Thermal Stability, and Water Resistance of Hemp-Polylactic Acid (PLA) Composites. Materials 2022, 15, 2271. [Google Scholar] [CrossRef]
- Ganesh, S.; Keerthiveettil Ramakrishnan, S.; Palani, V.; Sundaram, M.; Sankaranarayanan, N.; Ganesan, S.P. Investigation on the Mechanical Properties of Ramie/Kenaf Fibers under Various Parameters Using GRA and TOPSIS Methods. Polym. Compos. 2022, 43, 130–143. [Google Scholar] [CrossRef]
- Šturcová, A.; Davies, G.R.; Eichhorn, S.J. Elastic Modulus and Stress-Transfer Properties of Tunicate Cellulose Whiskers. Biomacromolecules 2005, 6, 1055–1061. [Google Scholar] [CrossRef] [PubMed]
- Carvalho, M.G.; Ferreira, P.J.; Figueiredo, M.M. Cellulose Depolymerisation and Paper Properties in E. globulus Kraft Pulps. Cellulose 2000, 7, 359–368. [Google Scholar] [CrossRef]
- Ham, C.H.; Youn, H.J.; Lee, H.L. Influence of Fiber Composition and Drying Conditions on the Bending Stiffness of Paper. BioResources 2020, 15, 9197–9211. [Google Scholar] [CrossRef]
- Delgado-Aguilar, M.; Oliver-Ortega, H.; Alberto Méndez, J.; Camps, J.; Espinach, F.X.; Mutjé, P. The Role of Lignin on the Mechanical Performance of Polylactic Acid and Jute Composites. Int. J. Biol. Macromol. 2018, 116, 299–304. [Google Scholar] [CrossRef] [PubMed]
- The Engineering Toolbox Thermoplastics—Physical Properties. Available online: https://www.engineeringtoolbox.com/physical-properties-thermoplastics-d_808.html (accessed on 25 June 2023).
- Omnexus Modulus of Elasticity. Available online: https://omnexus.specialchem.com/polymer-properties/properties/young-modulus (accessed on 26 June 2023).
- Omnexus Elongation at Break. Available online: https://omnexus.specialchem.com/polymer-properties/properties/elongation-at-break (accessed on 26 June 2023).
- Alonso-Montemayor, F.J.; Tarrés, Q.; Oliver-Ortega, H.; Espinach, F.X.; Narro-Céspedes, R.I.; Castañeda-Facio, A.O.; Delgado-Aguilar, M. Enhancing the Mechanical Performance of Bleached Hemp Fibers Reinforced Polyamide 6 Composites: A Competitive Alternative to Commodity Composites. Polymers 2020, 12, 1041. [Google Scholar] [CrossRef]
- Duval, A.; Bourmaud, A.; Augier, L.; Baley, C. Influence of the Sampling Area of the Stem on the Mechanical Properties of Hemp Fibers. Mater. Lett. 2011, 65, 797–800. [Google Scholar] [CrossRef]
- Sunny, T.; Pickering, K.L. Improving Polypropylene Matrix Composites Reinforced with Aligned Hemp Fibre Mats Using High Fibre Contents. Materials 2022, 15, 5587. [Google Scholar] [CrossRef]
- Sangeetha, V.H.; Deka, H.; Varghese, T.O.; Nayak, S.K. State of the Art and Future Prospectives of Poly(lactic acid) Based Blends and Composites. Polym. Compos. 2018, 39, 81–101. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Markó, G.; Alpár, T. Thermomechanical Characteristics of Flax-Woven-Fabric-Reinforced Poly(lactic acid) and Polypropylene Biocomposites. Green Mater. 2022, 10, 1–10. [Google Scholar] [CrossRef]
- Feng, L.; Li, K.; Xue, B.; Fu, Q.; Zhang, L. Optimizing Matrix and Fiber/Matrix Interface to Achieve Combination of Strength, Ductility and Toughness in Carbon Nanotube-Reinforced Carbon/Carbon Composites. Mater. Des. 2017, 113, 9–16. [Google Scholar] [CrossRef]
- Mazumder, S.; Zhang, N. Cellulose–Hemicellulose–Lignin Interaction in the Secondary Cell Wall of Coconut Endocarp. Biomimetics 2023, 8, 188. [Google Scholar] [CrossRef] [PubMed]
- RTP Company Glass Fiber Reinforced PLA Bioplastic. Available online: https://web.archive.org/web/20171215074618/ (accessed on 16 November 2022).
- Jaszkiewicz, A.; Bledzki, A.K.; Franciszczak, P. Improving the Mechanical Performance of PLA Composites with Natural, Man-Made Cellulose and Glass Fibers—A Comparison to PP Counterparts. Polymery 2013, 58, 435–443. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, D.; Wan, G.; Li, B.; Zhao, G. Glass Fiber Reinforced PLA Composite with Enhanced Mechanical Properties, Thermal Behavior, and Foaming Ability. Polymer 2019, 181, 121803. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Load (wt%) | VF | lF (µm) | dF (µm) | Hirsch Model | Tsai-Pagano Model | ||
|---|---|---|---|---|---|---|---|
| EtF (GPa) | ηe | EtF (GPa) | ηe | ||||
| 10 | 0.085 | 353 | 20.5 | 32.4 | 0.522 | 31.2 | 0.544 |
| 20 | 0.171 | 318 | 20.5 | 32.1 | 0.524 | 30.3 | 0.563 |
| 30 | 0.262 | 295 | 20.4 | 33.0 | 0.542 | 30.5 | 0.578 |
| Load (wt%) | Hirsch Model | Tsai-Pagano Model | ||||
|---|---|---|---|---|---|---|
| ηl | ηo | α (°) | ηl | ηo | α (°) | |
| 10 | 0.848 | 0.616 | 45.9 | 0.853 | 0.650 | 43.2 |
| 20 | 0.861 | 0.609 | 46.5 | 0.865 | 0.642 | 43.7 |
| 30 | 0.874 | 0.621 | 45.5 | 0.877 | 0.655 | 42.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aguado, R.J.; Bastida, G.A.; Espinach, F.X.; Llorens, J.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P. Comparative Study on the Stiffness of Poly(lactic acid) Reinforced with Untreated and Bleached Hemp Fibers. Polymers 2023, 15, 2960. https://doi.org/10.3390/polym15132960
Aguado RJ, Bastida GA, Espinach FX, Llorens J, Tarrés Q, Delgado-Aguilar M, Mutjé P. Comparative Study on the Stiffness of Poly(lactic acid) Reinforced with Untreated and Bleached Hemp Fibers. Polymers. 2023; 15(13):2960. https://doi.org/10.3390/polym15132960
Chicago/Turabian StyleAguado, Roberto J., Gabriela A. Bastida, Francisco X. Espinach, Joan Llorens, Quim Tarrés, Marc Delgado-Aguilar, and Pere Mutjé. 2023. "Comparative Study on the Stiffness of Poly(lactic acid) Reinforced with Untreated and Bleached Hemp Fibers" Polymers 15, no. 13: 2960. https://doi.org/10.3390/polym15132960