Rubber is a temperature-sensitive polymer material, and different working conditions will have different effects on its fatigue performance, especially the temperature. High temperature will make the rubber material soft, so the stress-strain curve at high temperature will also be different. This paper intends to investigate the effects of different factors on the fatigue performance of rubber by conducting fatigue experiments at different temperatures, different frequencies, different orientations and different loading methods.
3.1. Stress Ratio
The stress ratio R is the ratio of the minimum stress to the maximum stress that the rubber specimen is subjected to during cyclic loading. For different rubber materials, the effect of stress ratio on fatigue life is different. Scholars at home and abroad have conducted a large number of experiments to study the effect of stress ratio, and although some useful conclusions have been drawn, the overall law is not universal, so to understand the effect of stress ratio of the formulation used in this experiment, it needs to be studied by experiment.
Poisson et al. [
39] conducted uniaxial tensile fatigue experiments using neoprene and showed that when the stress ratio R ≥ 0.2, the fatigue life of the specimen increased with the increase of the stress ratio, which means that the crack expansion rate was decreasing. In the study of magneto-rheological elastomers, Yong [
40] concluded that the life of magneto-rheological elastomers remained almost unchanged as the stress ratio increased, which he attributed to the fact that the fatigue of magneto-rheological elastomers belongs to high circumferential fatigue and the stresses applied during the experiments were much less than their fatigue limits.
While this experiment was conducted with different stress ratios, as shown in
Table 3, it was found that the fatigue life of the rubber material surged when the stress ratio was applied for the experiment, and the fatigue life increased by an order of magnitude with the stress ratio, and the fatigue life of the rubber increased with the increase of the stress ratio, which indicates the possibility of crystallization of natural rubber in the tensile state, as observed by Beatty et al. [
41] in their study Non-crystalline rubber in the stress ratio R > 0 was not observed to enhance the life; and the rubber material has creep phenomenon, the rubber material creep during long time clamping, as the experiment proceeds, the stress ratio R due to the creep of rubber will become smaller and smaller, so the change in rubber strain caused by the stress ratio R will be smaller and smaller, then the transfer to the crack interface, caused by the damage to the crack tip should be small. This may be the reason why the increase of stress ratio will cause the fatigue life to increase.
3.3. Frequency
The effect of frequency on the rubber material is reflected in the fact that high frequency increases the temperature of the rubber material, which affects the crack expansion rate. As shown in
Figure 19, fatigue experiments were conducted at 1 Hz, 5 Hz, 8 Hz, 12 Hz, and 15 Hz, respectively, and it can be seen that the change in crack expansion rate at 1 Hz, 5 Hz, and 8 Hz is small, while the crack expansion rate increases significantly at 12 Hz and 15 Hz frequencies. The fitting equations for the five frequencies are shown in the following Equations (16)–(20).
From the first three equations, the slope and intercept difference is very small, while the slope of the last two equations increases significantly, indicating the enhanced crack expansion rate. It indicates that the first three frequencies did not lead to a significant increase in the temperature of the rubber specimen, so the change in frequency did not have an effect on the fatigue life, while the high frequencies led to an increase in the temperature of the rubber, so the internal energy and conformational entropy of the rubber increased, making the generation of new surfaces easier and therefore accelerating the crack extension rate.
3.6. Construction of a Thermodynamic Coupling Model for Fatigue Life of Rubber
The importance of temperature for rubber is self-evident, and scholars started to study the effect of temperature on the fatigue life of rubber materials a long time ago. Mars found that the life of butadiene rubber decreased by 104 and that the life of natural rubber decreased by four times when the temperature increased from 0 °C to 100 °C. Viscoelasticity is one of the characteristics of rubber, and its elastic energy storage is transformed into heat energy when subjected to alternating load for a long time, which increases the temperature of rubber, especially for tire products, and the internal temperature of tires can reach nearly 100 °C when rotating at high speed, so it is of great significance to study the effect of temperature on rubber.
In this experiment, the crack expansion behavior and static tearing behavior of rubber materials are studied by changing the ambient temperature, the critical tearing energy is determined by static tearing experiments at different temperatures, and the critical tearing energy is the criterion on which to judge whether the rubber crack expansion is destabilized. Firstly, the specimens with preset cracks are stretched at a speed of 50 mm/min until they tear, and the state of instantaneous fracture is the strain corresponding to the critical tear energy.
In order to prevent damage to rubber caused by excessive thermal aging, the specimens were preheated at a predetermined temperature for 12 min before each trial, the surface temperature of rubber was measured to reach the predetermined temperature, and then the experiment was started.
As shown in
Figure 20, the fatigue life fitting curves at different temperatures are plotted, and the fitting functions are, respectively
Equations (21)–(25) are the fitting functions at 0 °C, 20 °C, 30 °C, 50 °C and 70 °C, respectively. It can be seen that the slope of the curve gradually increases with the increase of temperature, but the slope at 20 °C is larger than that at 30 °C, which means that the crack expansion rate is higher at 20 °C. The possible reason is that the increase in temperature makes the rubber soft, and the stress is smaller when reaching the same strain, so the stress concentration of the crack tip is low, and the failure stress is not reached. This means that crack branching is more likely to occur and that there is more energy dissipation in the generation of new surfaces, therefore hindering the expansion of the crack. The phenomenon of crack branching was also observed in the experiment. Meanwhile, the fitted curve at 0 °C is lower than other that at temperatures, indicating that the rubber material is more prone to crack defects at higher temperatures, thus intensifying crack expansion. While continuing to increase the temperature, the crack expansion rate in the temperature range of 50–70 °C continues to increase, indicating that in this temperature range, the fatigue life of the rubber material decreases sharply due to the high temperature, and more micro-defects are generated inside the rubber when bearing the load. The long time spent bearing the alternating load makes the micro-defects gather and expand, while the temperature increase as the activation energy of the crack tip increases, causing the cracks expand rapidly. From above, it can be seen that high temperatures limit the strain-induced crystallization of rubber, so the life strengthening disappears. The above two aspects may be the reason for the poor fatigue resistance of rubber materials under high temperature.
Therefore, it can be concluded that the fatigue performance of rubber materials with the change of temperature is not a linear increase or decrease, but rather there are three stages: from 0 °C to about 20 °C, the crack expansion rate increases with the increase in temperature; while from 20 °C to 30 °C, temperature instead appears to increase the fatigue life; and when continuing to increase the temperature to between 50 °C and 70 °C, the fatigue life decreases sharply.
It can be seen that temperature has a great influence on the fatigue life of rubber materials, and the working environment of many rubber products is not room temperature, so it is necessary to take the influence of temperature into account when establishing the calculation model. From the above study, it is found that the tearing energy is related to temperature, so the tearing energy is considered as a function of temperature, and from the calculation formula of tearing energy:
is a function related to the strain of the rubber specimen, which is calculated as
Substituting (27) into (26) yields
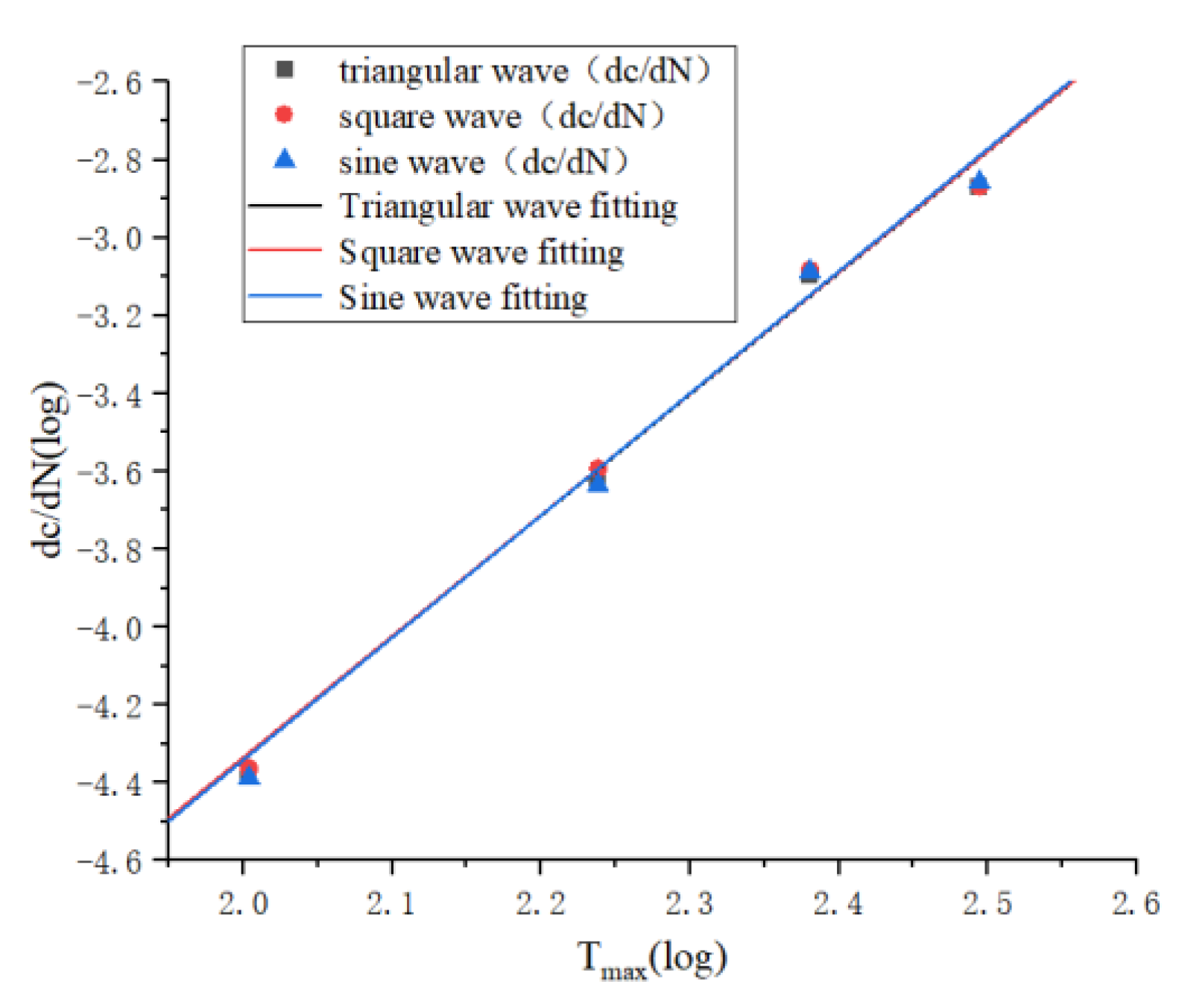
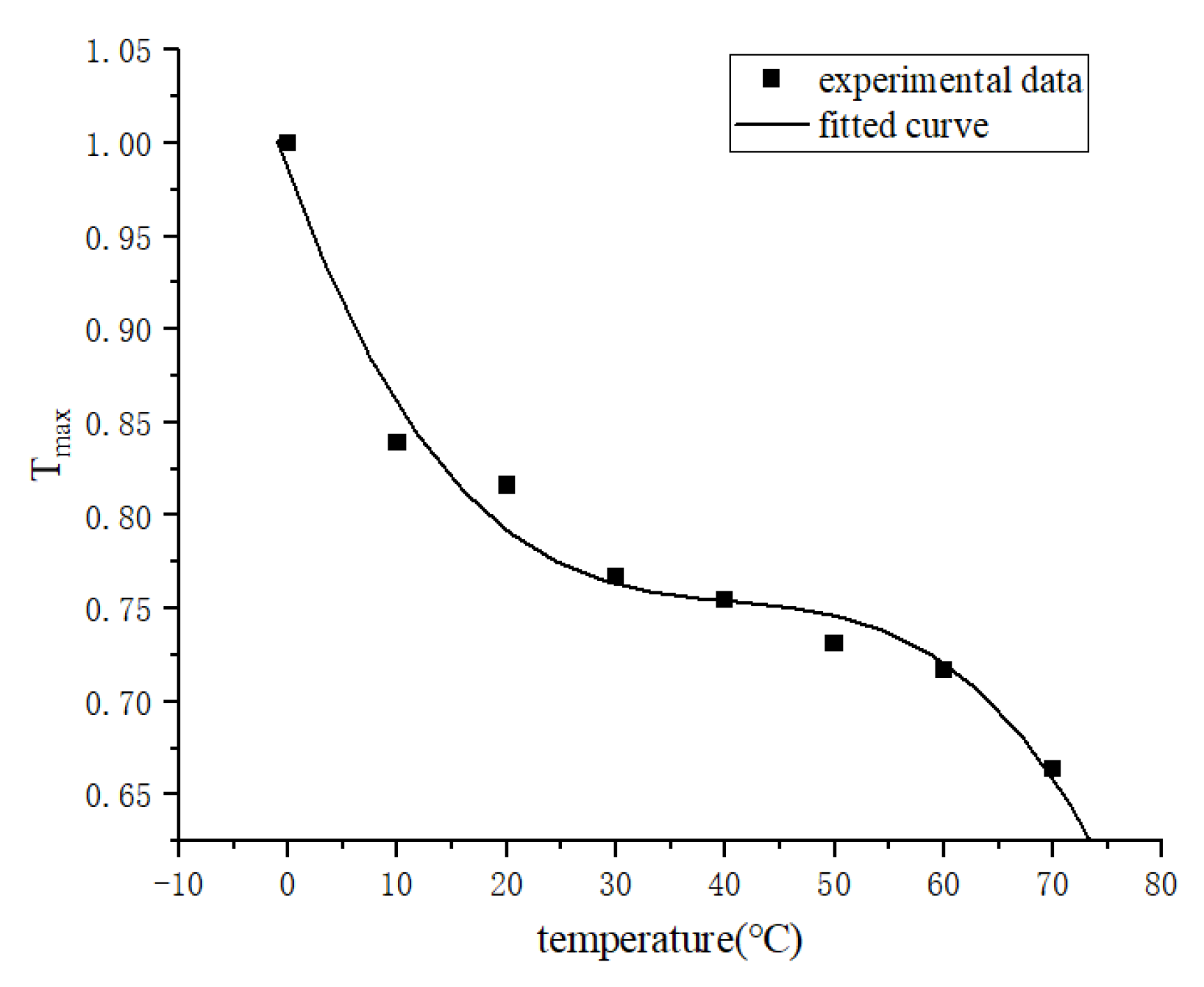
The tearing energy obtained at different temperatures is plotted in
Figure 21, and fitting the experimental data points yields that the temperature and tearing energy satisfy a power-of-three relationship, as in Equation (29):
where
is the temperature,
,
, and
are the relevant constants. Thus the equation for correcting the tearing energy, the
The following are fitted in this paper at 30%, 50%, 80% and 100% strain with critical tearing energy respectively as shown below:
Thus, the rubber thermodynamic coupling fatigue model can be obtained as
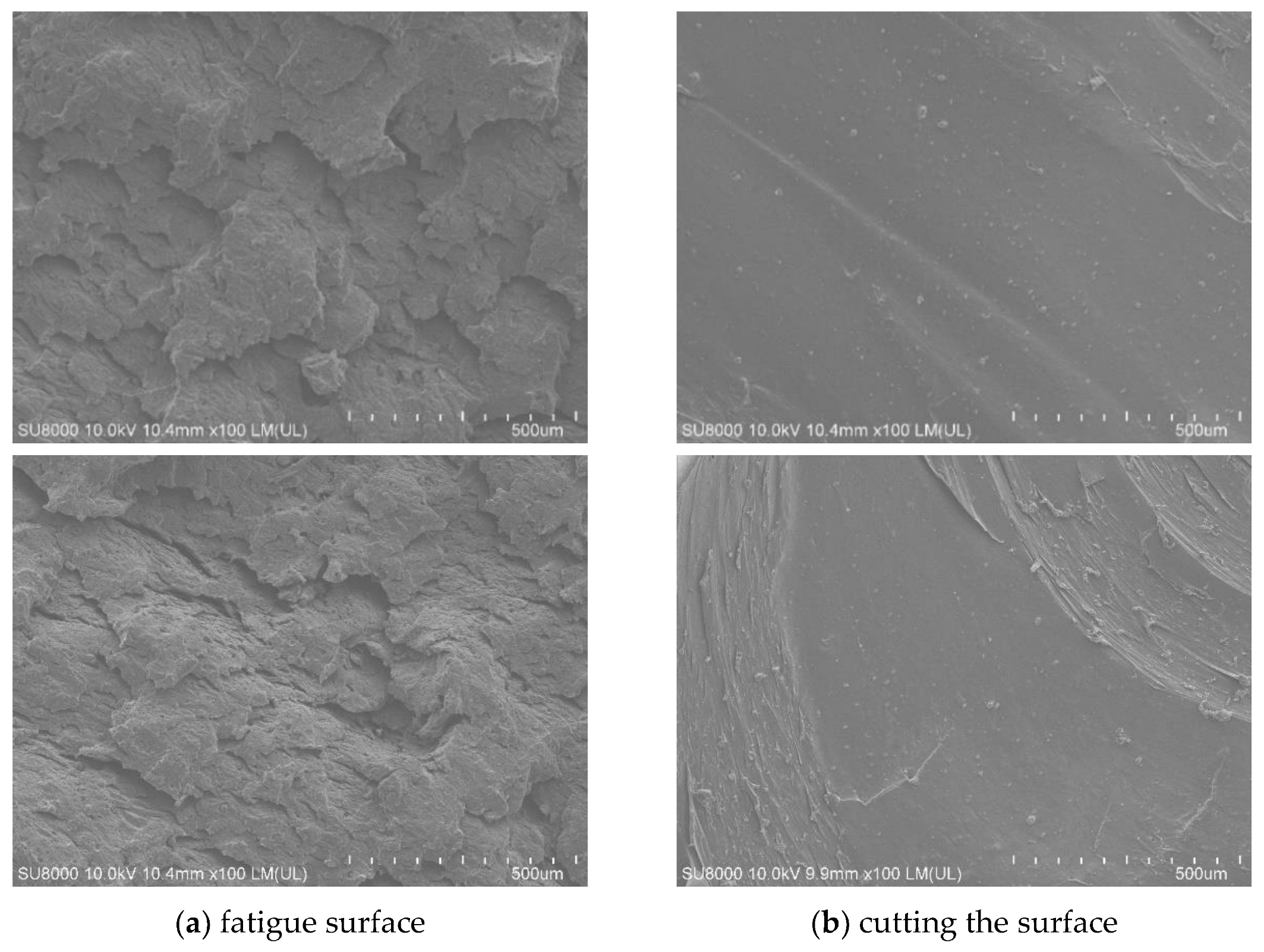
An interesting phenomenon was also found in the experimental observation of crack extension paths. In the range of 30–100% of strain level, the crack paths of crack extension experiments at room temperature were more regular, basically expanding perpendicular to the direction of loading, while the extension paths at high temperature were more tortuous, usually zigzagging forward. The possible reason is that the temperature of the rubber crack surface is higher in high temperature environment, and the surface molecules are more easily activated, which accelerates the rate of crack expansion.
3.7. Validation of Fatigue-Thermal Coupling Model
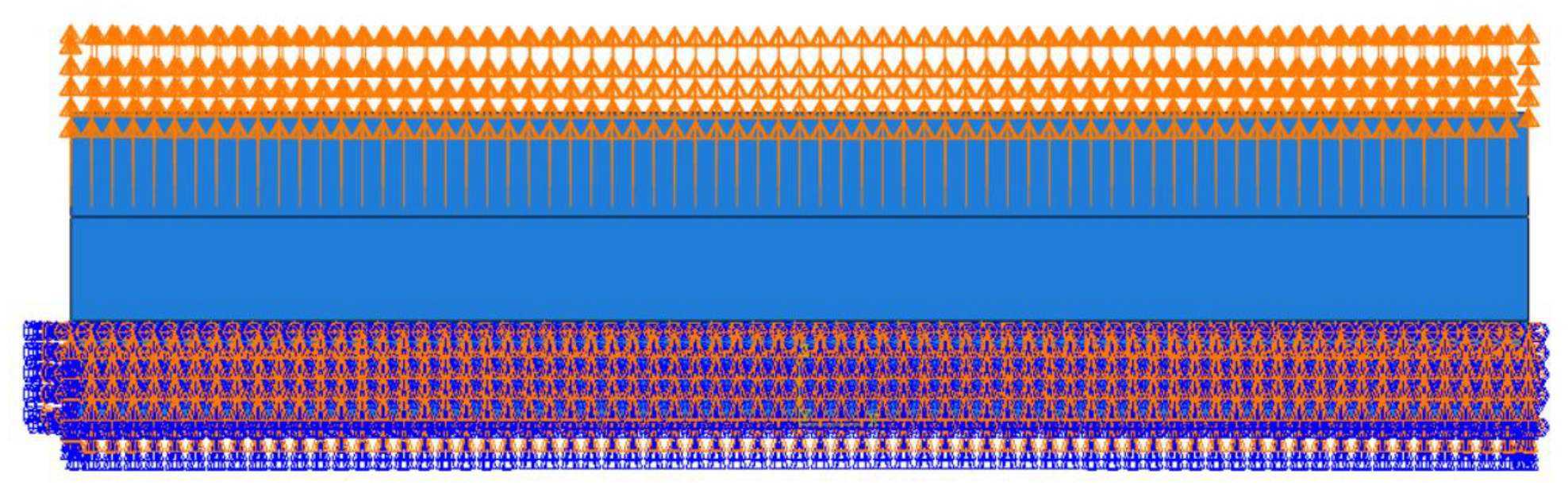
The hyperelastic intrinsic model and fatigue life prediction model of rubber were established in the previous section. In order to ensure the accuracy of the subsequent tire simulation calculation, the prediction effect of the constructed model needs to be verified, so the fatigue life of the specimen at 50 °C was predicted by establishing the finite element model of the planar tensile specimen and compared with the Thomas model and experimental results to verify the prediction effect of the constructed thermodynamic coupling model, as shown in
Figure 22 is the finite element model of the plane tensile specimen.
Figure 23 shows the loading amplitude curve.
The stress–strain clouds at 50% strain under planar tension are shown in
Figure 24.
The calculated ODB file is imported into Endurica2020 software to calculate its fatigue life, and the Thomas model in the software library is selected for the calculation of life, and the finite element calculation result of life is shown in
Figure 25, which is 8.315 × 10
5 times.
As shown in
Figure 26, the cloud plot of rubber specimen life calculated by using the thermally coupled fatigue model built in the previous section, the result is 6.588 × 10
5 times, and the experimental result is shown in
Figure 27, which is measured as 6.42 × 10
5 times, as shown in
Table 6, the deviation between the predicted result of Thomas model and the actual one is 29.5%, and the error between the predicted result of the thermally coupled fatigue model built in this paper and the experimental result is 2.6%. It indicates that the calculation accuracy of the proposed thermodynamic coupling fatigue model is high and can meet the requirements of the subsequent tire fatigue life calculation.




































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}