
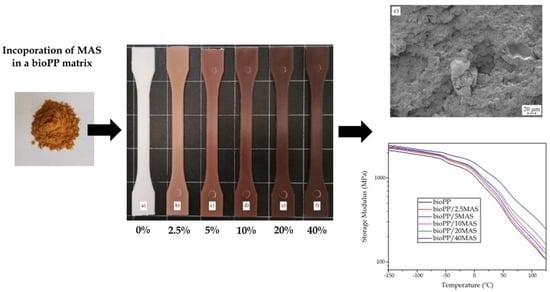
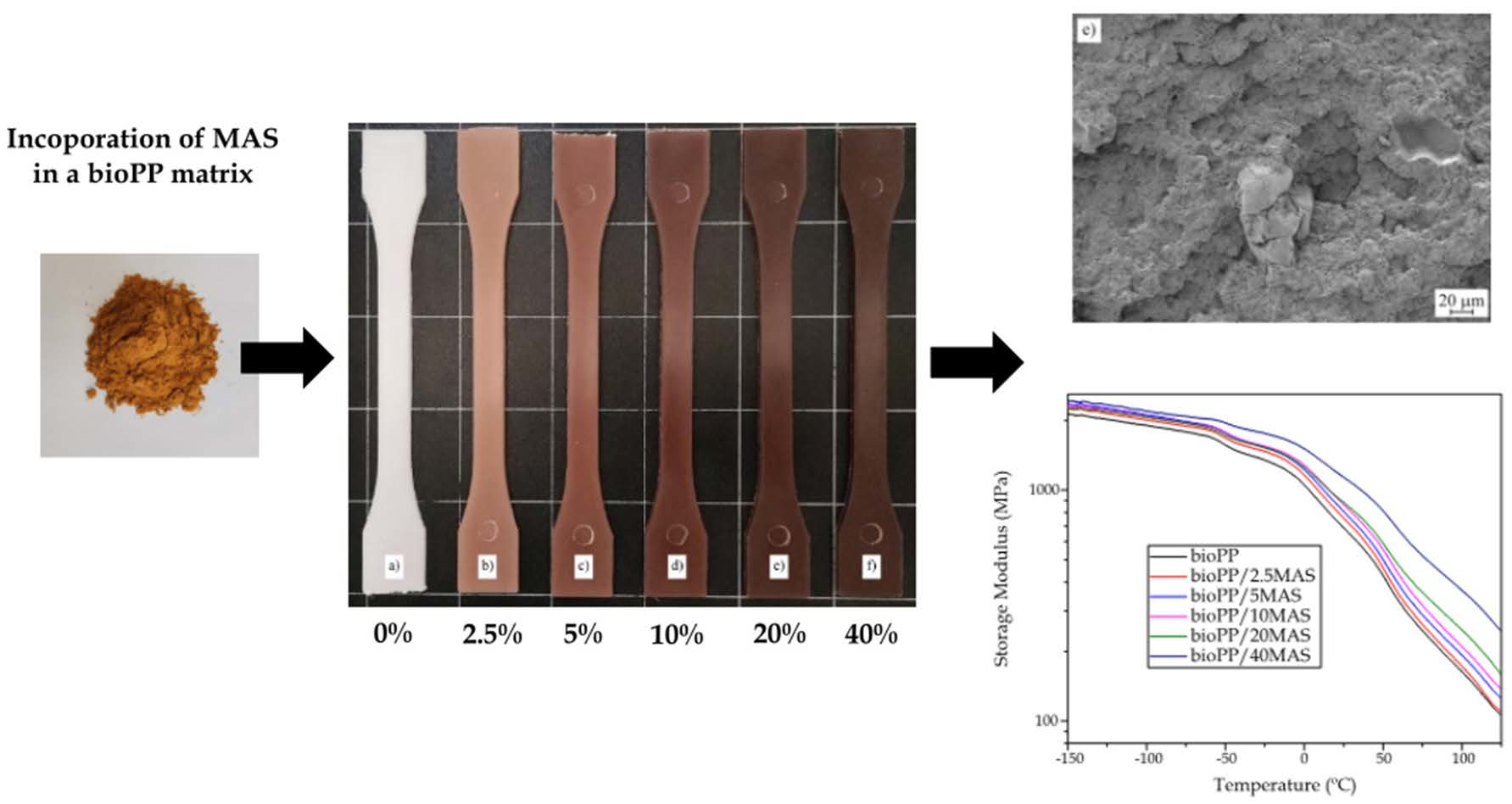
Incorporation of Argan Shell Flour in a Biobased Polypropylene Matrix for the Development of High Environmentally Friendly Composites by Injection Molding
 , , , , and
, , , , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Characterization of bioPP/MAS Composites
2.3.1. Mechanical Characterization
2.3.2. Morphology Characterization
2.3.3. Thermal Characterization
2.3.4. Thermomechanical Characterization
2.3.5. XRD Characterization
2.3.6. Color Characterization
2.3.7. Water Uptake Characterization
2.3.8. Water Contact Angle Measurements
2.3.9. Statistical Analysis
3. Results
3.1. Mechanical Properties
3.2. Morphology of Green Composites
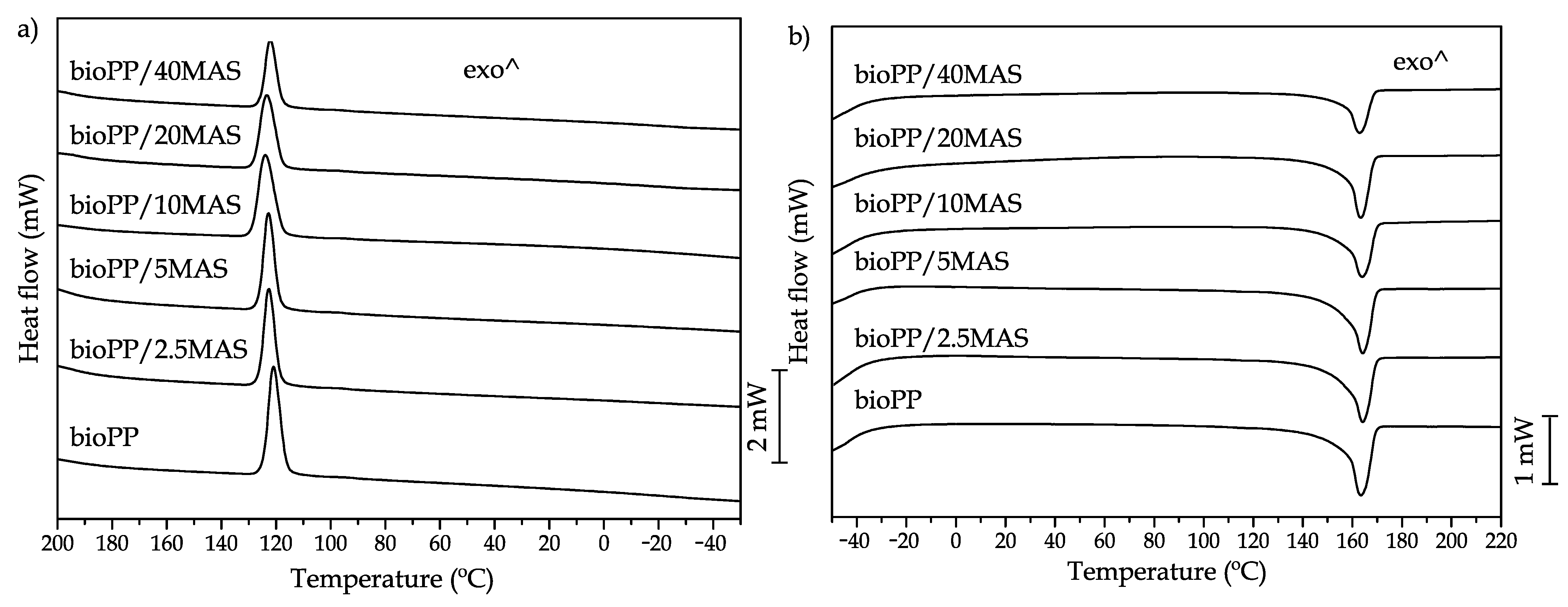
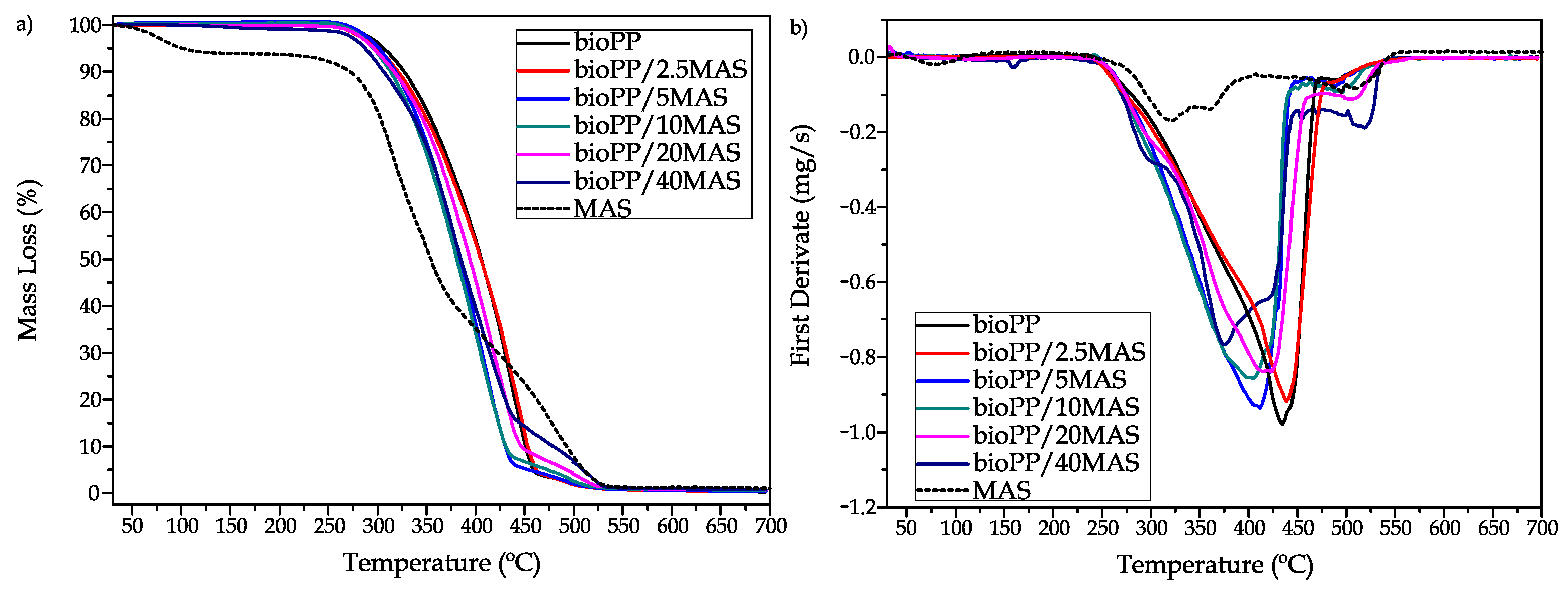
3.3. Thermal Properties
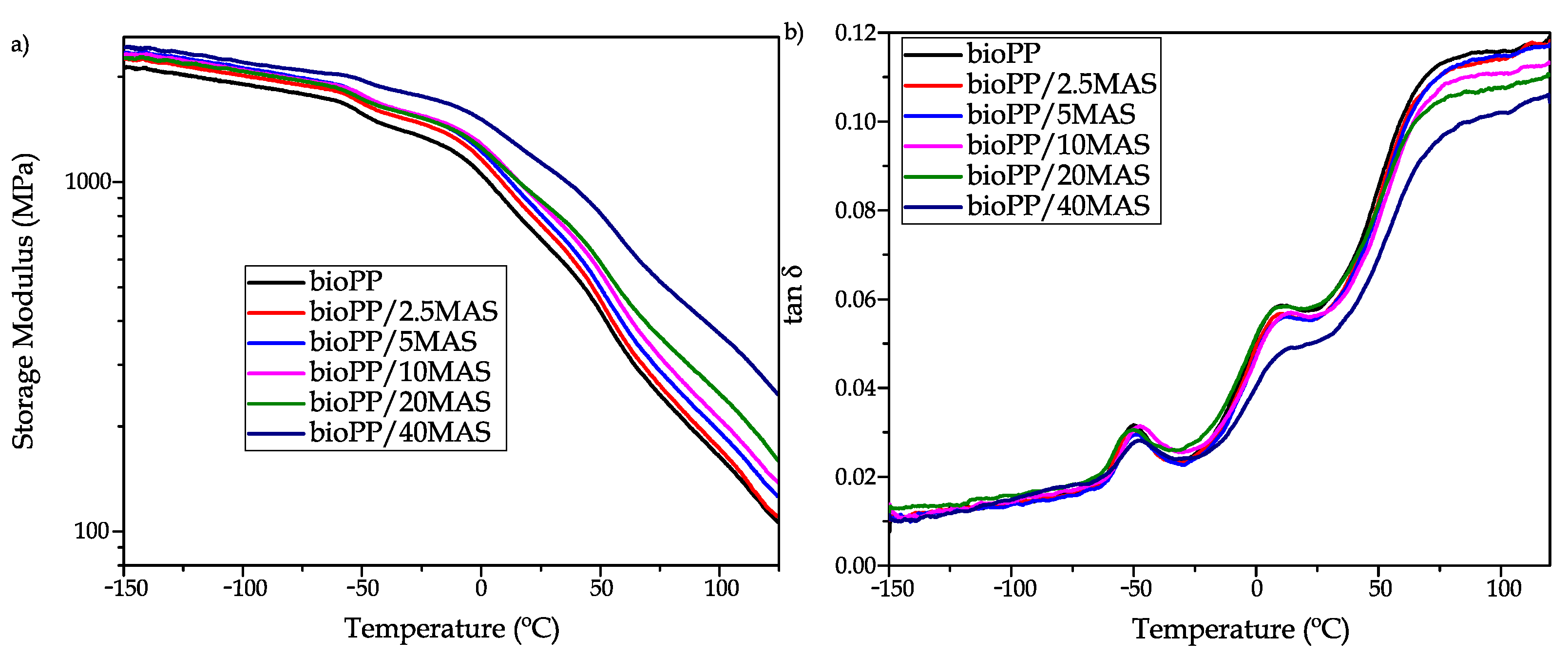
3.4. Thermomechanical Characterization
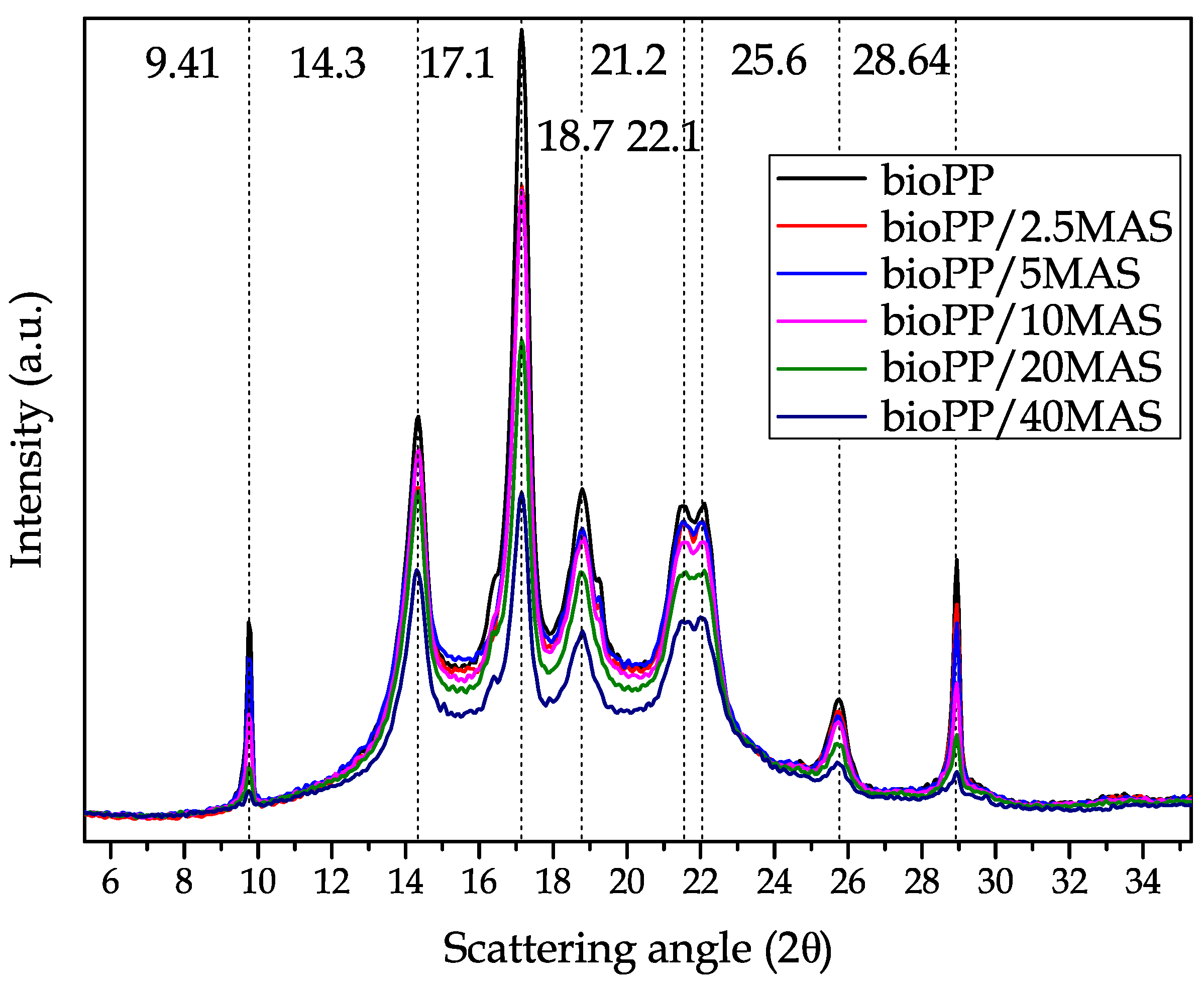
3.5. XRD Characterization
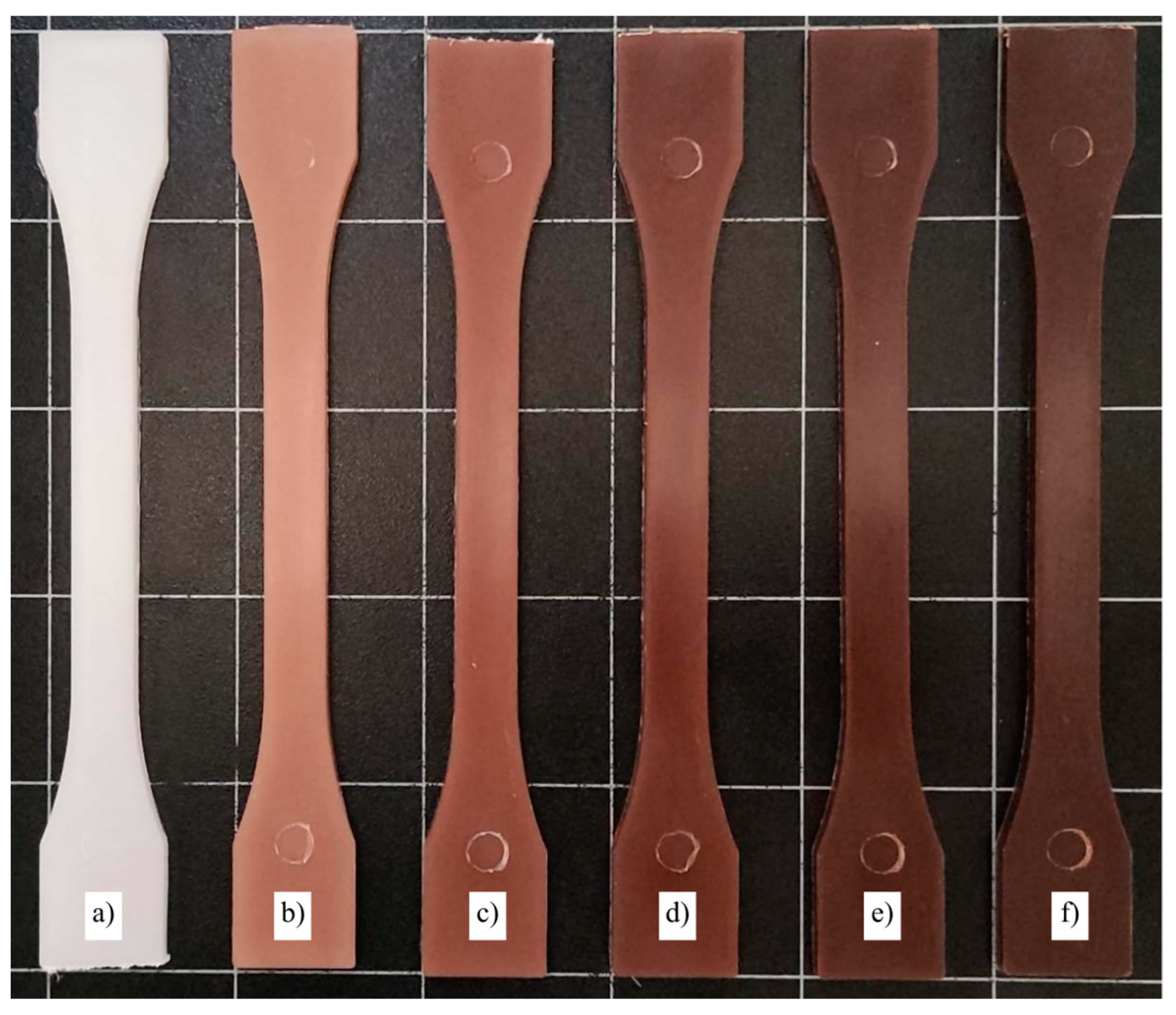
3.6. Color Measurements and Visual Aspect
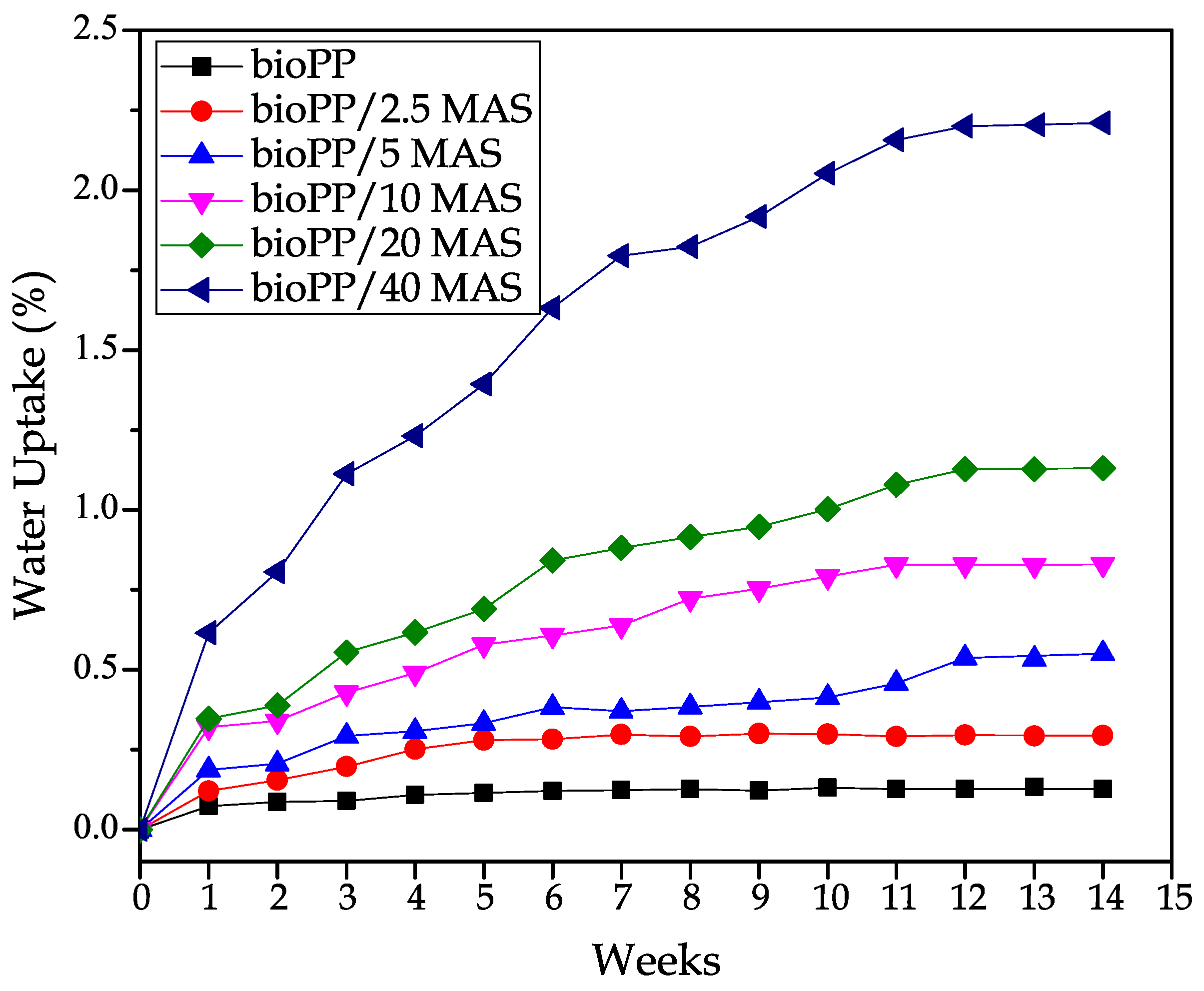
3.7. Water Absorption of bioPP/MAS Composites
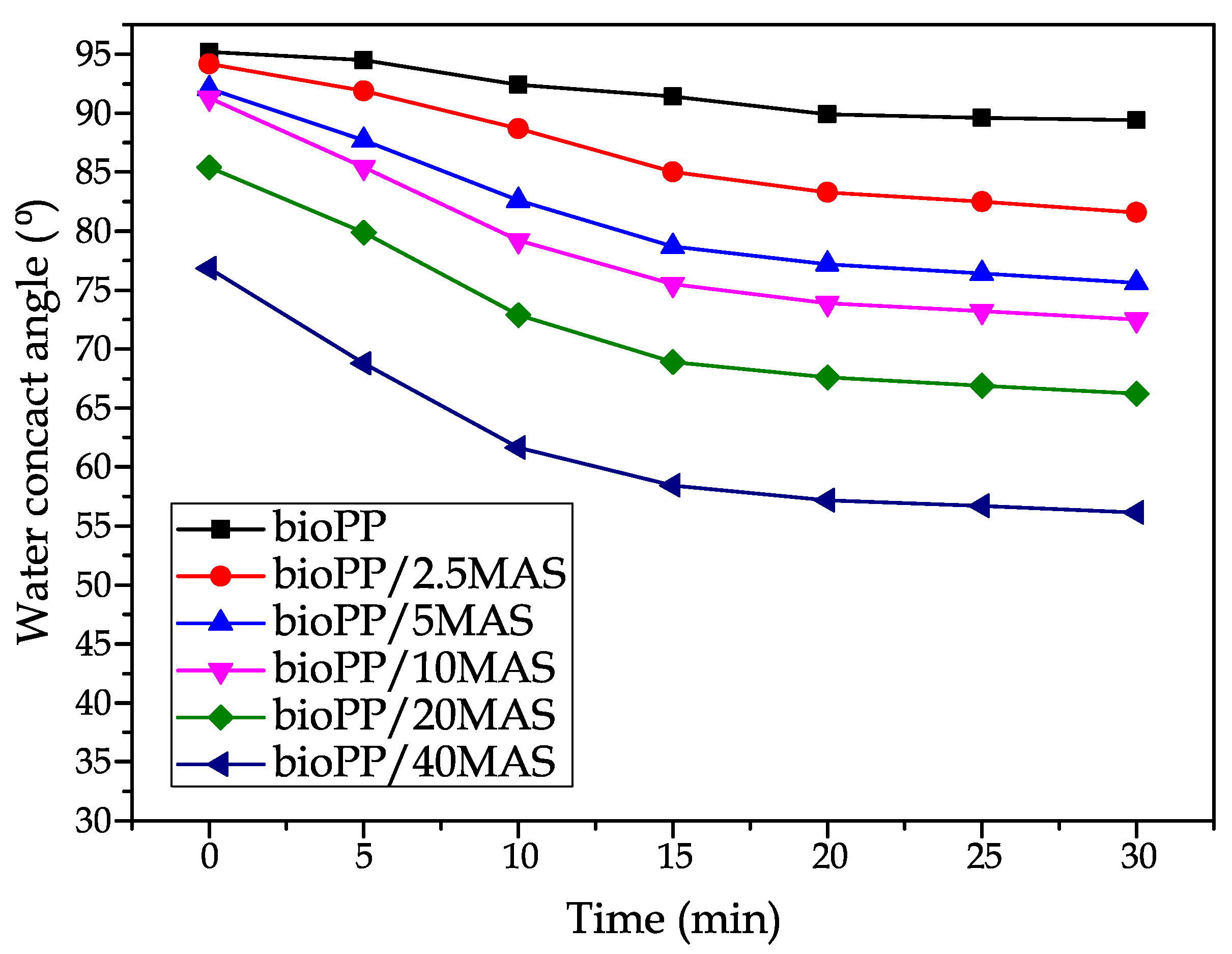
3.8. Wettability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, Y.; Romain, C.; Williams, C.K. Sustainable polymers from renewable resources. Nature 2016, 540, 354–362. [Google Scholar] [CrossRef] [PubMed]
- Siracusa, V.; Blanco, I. Bio-polyethylene (Bio-PE), Bio-polypropylene (Bio-PP) and Bio-poly (ethylene terephthalate)(Bio-PET): Recent developments in bio-based polymers analogous to petroleum-derived ones for packaging and engineering applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef] [PubMed]
- Ivorra-Martinez, J.; Gomez-Caturla, J.; Montanes, N.; Quiles-Carrillo, L.; Dominici, F.; Puglia, D.; Torre, L. Effect of dibutyl itaconate on plasticization efficiency of a REX processed polylactide with peroxides. Polym. Test. 2023, 124, 108059. [Google Scholar] [CrossRef]
- Tejada-Oliveros, R.; Balart, R.; Ivorra-Martinez, J.; Gomez-Caturla, J.; Montanes, N.; Quiles-Carrillo, L. Improvement of impact strength of polylactide blends with a thermoplastic elastomer compatibilized with biobased maleinized linseed oil for applications in rigid packaging. Molecules 2021, 26, 240. [Google Scholar] [CrossRef]
- Burzic, I.; Pretschuh, C.; Kaineder, D.; Eder, G.; Smilek, J.; Másilko, J.; Kateryna, W. Impact modification of PLA using biobased biodegradable PHA biopolymers. Eur. Polym. J. 2019, 114, 32–38. [Google Scholar] [CrossRef]
- Ivorra-Martinez, J.; Peydro, M.Á.; Gomez-Caturla, J.; Sanchez-Nacher, L.; Boronat, T.; Balart, R. The effects of processing parameters on mechanical properties of 3D-printed polyhydroxyalkanoates parts. Virtual Phys. Prototyp. 2023, 18, e2164734. [Google Scholar] [CrossRef]
- Rojas-Lema, S.; Ivorra-Martinez, J.; Lascano, D.; Garcia-Garcia, D.; Balart, R. Improved performance of environmentally friendly blends of biobased polyethylene and kraft lignin compatibilized by reactive extrusion with dicumyl peroxide. Macromol. Mater. Eng. 2021, 306, 2100196. [Google Scholar] [CrossRef]
- Marset, D.; Dolza, C.; Fages, E.; Gonga, E.; Gutiérrez, O.; Gomez-Caturla, J.; Ivorra-Martinez, J.; Sanchez-Nacher, L.; Quiles-Carrillo, L. The effect of halloysite nanotubes on the fire retardancy properties of partially biobased polyamide 610. Polymers 2020, 12, 3050. [Google Scholar] [CrossRef]
- Helanto, K.E.; Matikainen, L.; Talja, R.; Rojas, O.J. Bio-based polymers for sustainable packaging and biobarriers: A critical review. BioResources 2019, 14, 4902–4951. [Google Scholar] [CrossRef]
- Yaashikaa, P.; Kumar, P.S.; Karishma, S. Review on biopolymers and composites–evolving material as adsorbents in removal of environmental pollutants. Environ. Res. 2022, 212, 113114. [Google Scholar] [CrossRef]
- Roy, P.; Tadele, D.; Defersha, F.; Misra, M.; Mohanty, A.K. Environmental and economic prospects of biomaterials in the automotive industry. Clean Technol. Environ. Policy 2019, 21, 1535–1548. [Google Scholar] [CrossRef]
- Rayon, E.; Lopez, J.; Arrieta, M.P. Mechanical characterization of microlaminar structures extracted from cellulosic materials using nanoindentation technique. Cellul. Chem. Technol. 2013, 47, 345–351. [Google Scholar]
- Elsheikh, A.H.; Panchal, H.; Shanmugan, S.; Muthuramalingam, T.; El-Kassas, A.M.; Ramesh, B. Recent progresses in wood-plastic composites: Pre-processing treatments, manufacturing techniques, recyclability and eco-friendly assessment. Clean. Eng. Technol. 2022, 8, 100450. [Google Scholar] [CrossRef]
- Rojas-Lema, S.; Torres-Giner, S.; Quiles-Carrillo, L.; Gomez-Caturla, J.; Garcia-Garcia, D.; Balart, R. On the use of phenolic compounds present in citrus fruits and grapes as natural antioxidants for thermo-compressed bio-based high-density polyethylene films. Antioxidants 2020, 10, 14. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Wang, J.; Wu, Z.; Xu, W.; Guo, X. Machinability of different wood-plastic composites during peripheral milling. Materials 2022, 15, 1303. [Google Scholar] [CrossRef]
- Pérez, E.; Famá, L.; Pardo, S.; Abad, M.; Bernal, C. Tensile and fracture behaviour of PP/wood flour composites. Compos. Part B Eng. 2012, 43, 2795–2800. [Google Scholar] [CrossRef]
- Najafi, S.K.; Kiaefar, A.; Hamidina, E.; Tajvidi, M. Water absorption behavior of composites from sawdust and recycled plastics. J. Reinf. Plast. Compos. 2007, 26, 341–348. [Google Scholar] [CrossRef]
- Essabir, H.; Nekhlaoui, S.; Malha, M.; Bensalah, M.; Arrakhiz, F.; Qaiss, A.; Bouhfid, R. Bio-composites based on polypropylene reinforced with Almond Shells particles: Mechanical and thermal properties. Mater. Des. 2013, 51, 225–230. [Google Scholar] [CrossRef]
- Ibáñez García, A.; Martínez García, A.; Ferrándiz Bou, S. Study of the influence of the almond shell variety on the mechanical properties of starch-based polymer biocomposites. Polymers 2020, 12, 2049. [Google Scholar] [CrossRef]
- Montava-Jordà, S.; Quiles-Carrillo, L.; Richart, N.; Torres-Giner, S.; Montanes, N. Enhanced interfacial adhesion of polylactide/poly (ε-caprolactone)/walnut shell flour composites by reactive extrusion with maleinized linseed oil. Polymers 2019, 11, 758. [Google Scholar] [CrossRef] [Green Version]
- Gomez-Caturla, J.; Balart, R.; Ivorra-Martinez, J.; Garcia-Garcia, D.; Dominici, F.; Puglia, D.; Torre, L. Biopolypropylene-Based Wood Plastic Composites Reinforced with Mango Peel Flour and Compatibilized with an Environmentally Friendly Copolymer from Itaconic Acid. ACS Appl. Polym. Mater. 2022, 4, 4398–4410. [Google Scholar] [CrossRef]
- Gomez-Caturla, J.; Lascano, D.; Montanes, N.; Balart, R.; Dominici, F.; Puglia, D.; Torre, L. Manufacturing and characterization of highly environmentally-friendly composites with polylactide matrix and mango kernel seed flour. Express Polym. Lett. 2023, 17, 18. [Google Scholar] [CrossRef]
- Fehlberg, J.; Lee, C.L.; Matuana, L.M.; Almenar, E. Orange peel waste from juicing as raw material for plastic composites intended for use in food packaging. J. Appl. Polym. Sci. 2020, 137, 48841. [Google Scholar] [CrossRef]
- Zhou, Y.; Rangari, V.; Mahfuz, H.; Jeelani, S.; Mallick, P. Experimental study on thermal and mechanical behavior of polypropylene, talc/polypropylene and polypropylene/clay nanocomposites. Mater. Sci. Eng. A 2005, 402, 109–117. [Google Scholar] [CrossRef]
- Mendieta, C.M.; Vallejos, M.E.; Felissia, F.E.; Chinga-Carrasco, G.; Area, M.C. Bio-polyethylene from wood wastes. J. Polym. Environ. 2020, 28, 1–16. [Google Scholar] [CrossRef]
- Boleda, T.B.; i Guardia, C.C.; García-Granada, A.-A. Hydrophobic hierarchical structures on polypropylene by plastic injection molding. In Proceedings of the Nano Today Conference, Lisbon, Portugal, 16–20 June 2019. [Google Scholar]
- Hejna, A.; Przybysz-Romatowska, M.; Kosmela, P.; Zedler, Ł.; Korol, J.; Formela, K. Recent advances in compatibilization strategies of wood-polymer composites by isocyanates. Wood Sci. Technol. 2020, 54, 1091–1119. [Google Scholar] [CrossRef]
- Bijaisoradat, O.; Yue, L.; Manas-Zloczower, I.; Manuspiya, H. Wood flour-high density polyethylene composites: Influence of silanization and esterification on mechanical properties. J. Appl. Polym. Sci. 2021, 138, 50197. [Google Scholar] [CrossRef]
- Bellili, N.; Djidjelli, H.; Boukerrou, A.; Dairi, B.; Bendib, R. Effect of acetylation on composite materials based on polypropylene/coffee husk waste. Compos. Mech. Comput. Appl. Int. J. 2020, 11, 309–322. [Google Scholar] [CrossRef]
- Arrakhiz, F.; El Achaby, M.; Kakou, A.; Vaudreuil, S.; Benmoussa, K.; Bouhfid, R.; Fassi-Fehri, O.; Qaiss, A. Mechanical properties of high density polyethylene reinforced with chemically modified coir fibers: Impact of chemical treatments. Mater. Des. 2012, 37, 379–383. [Google Scholar] [CrossRef]
- da Silva, F.S.; Luna, C.B.B.; Siqueira, D.D.; da Silva Barbosa Ferreira, E.; Araújo, E.M. From Waste to Reuse: Manufacture of Ecological Composites Based on Biopolyethylene/wood Powder with PE-g-MA and Macaíba Oil. J. Polym. Environ. 2022, 30, 1028–1044. [Google Scholar] [CrossRef]
- Barczewski, M. Injection Molding of Highly Filled Polypropylene-based Biocomposites. Buckwheat Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar]
- Zhang, Y.; Chen, J.; Li, H. Functionalization of polyolefins with maleic anhydride in melt state through ultrasonic initiation. Polymer 2006, 47, 4750–4759. [Google Scholar] [CrossRef]
- Burgada, F.; Fages, E.; Quiles-Carrillo, L.; Lascano, D.; Ivorra-Martinez, J.; Arrieta, M.P.; Fenollar, O. Upgrading recycled polypropylene from textile wastes in wood plastic composites with short hemp fiber. Polymers 2021, 13, 1248. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kaymakci, A. Fast growing biomass as reinforcing filler in thermoplastic composites: Paulownia elongata wood. Ind. Crops Prod. 2013, 43, 457–464. [Google Scholar] [CrossRef]
- Dányádi, L.; Móczó, J.; Pukánszky, B. Effect of various surface modifications of wood flour on the properties of PP/wood composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 199–206. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Carbonell-Verdu, A.; Jordá-Vilaplana, A.; Balart, R.; Garcia-Sanoguera, D. Development and characterization of green composites from bio-based polyethylene and peanut shell. J. Appl. Polym. Sci. 2016, 133, 43940. [Google Scholar] [CrossRef] [Green Version]
- Garcia, D.; Balart, R.; Sanchez, L.; Lopez, J. Compatibility of recycled PVC/ABS blends. Effect of previous degradation. Polym. Eng. Sci. 2007, 47, 789–796. [Google Scholar] [CrossRef]
- Martínez-Gómez, P.; Correa, D.; Sánchez-Blanco, M.; Majourhat, K.; Rubio, M.; Martínez-García, P. Posibilidades del cultivo del argán [Argania spinosa (L.) Skeels] en el Sureste español. Rev. Fruticul 2018, 66, 26–41. [Google Scholar]
- Essabir, H.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R. Biocomposites based on Argan nut shell and a polymer matrix: Effect of filler content and coupling agent. Carbohydr. Polym. 2016, 143, 70–83. [Google Scholar] [CrossRef]
- Klaai, L.; Hammiche, D.; Boukerrou, A.; Arrakhiz, F.E. Assessment of natural cellulosic fibers derived from agricultural by-product. Mater. Today Proc. 2022, 53, 260–264. [Google Scholar] [CrossRef]
- Jorda-Reolid, M.; Gomez-Caturla, J.; Ivorra-Martinez, J.; Stefani, P.M.; Rojas-Lema, S.; Quiles-Carrillo, L. Upgrading argan shell wastes in wood plastic composites with biobased polyethylene matrix and different compatibilizers. Polymers 2021, 13, 922. [Google Scholar] [CrossRef]
- Agüero, A.; Morcillo, M.d.C.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Lascano, D.; Torres-Giner, S.; Fenollar, O. Study of the influence of the reprocessing cycles on the final properties of polylactide pieces obtained by injection molding. Polymers 2019, 11, 1908. [Google Scholar] [CrossRef] [Green Version]
- Maurya, A.K.; Gogoi, R.; Sethi, S.K.; Manik, G. A combined theoretical and experimental investigation of the valorization of mechanical and thermal properties of the fly ash-reinforced polypropylene hybrid composites. J. Mater. Sci. 2021, 56, 16976–16998. [Google Scholar] [CrossRef]
- Laaziz, S.A.; Raji, M.; Hilali, E.; Essabir, H.; Rodrigue, D.; Bouhfid, R. Bio-composites based on polylactic acid and argan nut shell: Production and properties. Int. J. Biol. Macromol. 2017, 104, 30–42. [Google Scholar] [CrossRef] [PubMed]
- Erdogan, S.; Huner, U. Physical and mechanical properties of PP composites based on different types of lignocellulosic fillers. J. Wuhan Univ. Technol. -Mater. Sci. Ed. 2018, 33, 1298–1307. [Google Scholar] [CrossRef]
- Essabir, H.; El Achaby, M.; Hilali, E.M.; Bouhfid, R.; Qaiss, A. Morphological, structural, thermal and tensile properties of high density polyethylene composites reinforced with treated argan nut shell particles. J. Bionic Eng. 2015, 12, 129–141. [Google Scholar] [CrossRef]
- Naghmouchi, I.; Espinach, F.X.; Mutjé, P.; Boufi, S. Polypropylene composites based on lignocellulosic fillers: How the filler morphology affects the composite properties. Mater. Des. 2015, 65, 454–461. [Google Scholar] [CrossRef]
- Rahman, A.; Fehrenbach, J.; Ulven, C.; Simsek, S.; Hossain, K. Utilization of wheat-bran cellulosic fibers as reinforcement in bio-based polypropylene composite. Ind. Crops Prod. 2021, 172, 114028. [Google Scholar] [CrossRef]
- Deka, B.K.; Maji, T. Effect of coupling agent and nanoclay on properties of HDPE, LDPE, PP, PVC blend and Phargamites karka nanocomposite. Compos. Sci. Technol. 2010, 70, 1755–1761. [Google Scholar] [CrossRef]
- Hosseinihashemi, S.K.; Eshghi, A.; Ayrilmis, N.; Khademieslam, H. Thermal analysis and morphological characterization of thermoplastic composites filled with almond shell flour/montmorillonite. BioResources 2016, 11, 6768–6779. [Google Scholar] [CrossRef] [Green Version]
- Marset, D.; Fages, E.; Gonga, E.; Ivorra-Martinez, J.; Sánchez-Nacher, L.; Quiles-Carrillo, L. Development and Characterization of High Environmentally Friendly Composites of Bio-Based Polyamide 1010 with Enhanced Fire Retardancy Properties by Expandable Graphite. Polymers 2022, 14, 1843. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Pinheiro, I.F.; de Souza, S.F.; Mei, L.H.I.; Lona, L.M.F. Polymer Composites Reinforced with Natural Fibers and Nanocellulose in the Automotive Industry: A Short Review. J. Compos. Sci. 2019, 3, 51. [Google Scholar] [CrossRef] [Green Version]
- Essabir, H.; Hilali, E.; Elgharad, A.; El Minor, H.; Imad, A.; Elamraoui, A.; Al Gaoudi, O. Mechanical and thermal properties of bio-composites based on polypropylene reinforced with Nut-shells of Argan particles. Mater. Des. 2013, 49, 442–448. [Google Scholar] [CrossRef]
- Gindl-Altmutter, W.; Obersriebnig, M.; Veigel, S.; Liebner, F. Compatibility between cellulose and hydrophobic polymer provided by microfibrillated lignocellulose. ChemSusChem 2015, 8, 87–91. [Google Scholar] [CrossRef]
- Rojas-Lema, S.; Lascano, D.; Ivorra-Martinez, J.; Gomez-Caturla, J.; Balart, R.; Garcia-Garcia, D. Manufacturing and Characterization of High-Density Polyethylene Composites with Active Fillers from Persimmon Peel Flour with Improved Antioxidant Activity and Hydrophobicity. Macromol. Mater. Eng. 2021, 306, 2100430. [Google Scholar] [CrossRef]
- Palaniyappan, S.; Veiravan, A.; Kaliyamoorthy, R.; Kumar, V.; Veeman, D. A spatial distribution effect of almond shell bio filler on physical, mechanical, thermal deflection and water absorption properties of vinyl ester polymer composite. Polym. Compos. 2022, 43, 3204–3218. [Google Scholar] [CrossRef]
- Balaji, A.; Karthikeyan, B.; Swaminathan, J.; Sundar Raj, C. Effect of filler content of chemically treated short bagasse fiber-reinforced cardanol polymer composites. J. Nat. Fibers 2019, 16, 613–627. [Google Scholar] [CrossRef]
- Borah, J.S.; Kim, D.S. Recent development in thermoplastic/wood composites and nanocomposites: A review. Korean J. Chem. Eng. 2016, 33, 3035–3049. [Google Scholar] [CrossRef]
- Aumnate, C.; Rudolph, N.; Sarmadi, M. Recycling of polypropylene/polyethylene blends: Effect of chain structure on the crystallization behaviors. Polymers 2019, 11, 1456. [Google Scholar] [CrossRef] [Green Version]
- Wypych, G. Handbook of Nucleating Agents; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- El Achaby, M.; Arrakhiz, F.E.; Vaudreuil, S.; el Kacem Qaiss, A.; Bousmina, M.; Fassi-Fehri, O. Mechanical, thermal, and rheological properties of graphene-based polypropylene nanocomposites prepared by melt mixing. Polym. Compos. 2012, 33, 733–744. [Google Scholar] [CrossRef]
- Layachi, A.; Makhlouf, A.; Frihi, D.; Satha, H.; Belaadi, A.; Seguela, R. Non-isothermal crystallization kinetics and nucleation behavior of isotactic polypropylene composites with micro-talc. J. Therm. Anal. Calorim. 2019, 138, 1081–1095. [Google Scholar] [CrossRef]
- Melo, P.; Macêdo, O.; Barbosa, G.; Santos, A.; Silva, L. Reuse of natural waste to improve the thermal stability, stiffness, and toughness of postconsumer polypropylene composites. J. Polym. Environ. 2021, 29, 538–551. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Balaji, K.; Yadav, R.; Zabihi, O.; Ahmadi, M.; Adetunji, P.; Naebe, M. Balancing the toughness and strength in polypropylene composites. Compos. Part B Eng. 2021, 223, 109121. [Google Scholar] [CrossRef]
- Mendible, G.A.; Saleh, N.; Barry, C.; Johnston, S.P. Mechanical properties and crystallinity of polypropylene injection molded in polyjet and aluminum tooling. Rapid Prototyp. J. 2022, 28, 686–694. [Google Scholar] [CrossRef]
- Dubdub, I. Kinetics study of polypropylene pyrolysis by non-isothermal thermogravimetric analysis. Materials 2023, 16, 584. [Google Scholar] [CrossRef]
- Azizi, K.; Moraveji, M.K.; Najafabadi, H.A. Characteristics and kinetics study of simultaneous pyrolysis of microalgae Chlorella vulgaris, wood and polypropylene through TGA. Bioresour. Technol. 2017, 243, 481–491. [Google Scholar] [CrossRef]
- Qiu, B.; Wang, M.; Yu, W.; Li, S.; Zhang, W.; Wang, S.; Shi, J. Environmentally Friendly and Broad–Spectrum Antibacterial Poly (hexamethylene guanidine)–Modified Polypropylene and Its Antifouling Application. Polymers 2023, 15, 1521. [Google Scholar] [CrossRef]
- Sharif, M.; Tavakoli, S. Biodegradable chitosan-graphene oxide as an affective green filler for improving of properties in epoxy nanocomposites. Int. J. Biol. Macromol. 2023, 233, 123550. [Google Scholar] [CrossRef]
- Shokoohi, S. Extended Investigation on the Delicate Correlations Between Thermal Behavior and Physical Characteristics of Multi-component Blends. Int. J. Thermophys. 2015, 36, 3071–3082. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, G.; Phuong, T.V.; Lazzeri, A. Synergistic effects of nucleating agents and plasticizers on the crystallization behavior of poly (lactic acid). Molecules 2015, 20, 1579–1593. [Google Scholar] [CrossRef] [Green Version]
- Barandiaran, A.; Gomez-Caturla, J.; Ivorra-Martinez, J.; Lascano, D.; Selles, M.A.; Moreno, V.; Fenollar, O. Esters of Cinnamic Acid as Green Plasticizers for Polylactide Formulations with Improved Ductility. Macromol. Mater. Eng. 2023, 2300022. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Wilkinson, A.N.; AlOtaibi, B.M.; Alotibi, M.F. Influence of Carbon Micro-and Nano-Fillers on the Viscoelastic Properties of Polyethylene Terephthalate. Polymers 2022, 14, 2440. [Google Scholar] [CrossRef]
- Ryu, S.H.; Shanmugharaj, A. Influence of long-chain alkylamine-modified graphene oxide on the crystallization, mechanical and electrical properties of isotactic polypropylene nanocomposites. Chem. Eng. J. 2014, 244, 552–560. [Google Scholar] [CrossRef]
- Ryu, S.H.; Shanmugharaj, A. Influence of hexamethylene diamine functionalized graphene oxide on the melt crystallization and properties of polypropylene nanocomposites. Mater. Chem. Phys. 2014, 146, 478–486. [Google Scholar] [CrossRef]
- Părpăriţă, E.; Darie, R.N.; Popescu, C.-M.; Uddin, M.A.; Vasile, C. Structure–morphology–mechanical properties relationship of some polypropylene/lignocellulosic composites. Mater. Des. 2014, 56, 763–772. [Google Scholar] [CrossRef]
- Babas, H.; Khachani, M.; Warad, I.; Ajebli, S.; Guessous, A.; Guenbour, A.; Safi, Z.; Berisha, A.; Bellaouchou, A.; Abdelkader, Z. Sofosbuvir adsorption onto activated carbon derived from argan shell residue: Optimization, kinetic, thermodynamic and theoretical approaches. J. Mol. Liq. 2022, 356, 119019. [Google Scholar] [CrossRef]
- Díez, D.; Urueña, A.; Piñero, R.; Barrio, A.; Tamminen, T. Determination of hemicellulose, cellulose, and lignin content in different types of biomasses by thermogravimetric analysis and pseudocomponent kinetic model (TGA-PKM method). Processes 2020, 8, 1048. [Google Scholar] [CrossRef]
- de Almeida, T.H.; de Almeida, D.H.; Gonçalves, D.; Lahr, F.A. Color variations in CIELAB coordinates for softwoods and hardwoods under the influence of artificial and natural weathering. J. Build. Eng. 2021, 35, 101965. [Google Scholar] [CrossRef]
- Kuciel, S.; Jakubowska, P.; Kuźniar, P. A study on the mechanical properties and the influence of water uptake and temperature on biocomposites based on polyethylene from renewable sources. Compos. Part B Eng. 2014, 64, 72–77. [Google Scholar] [CrossRef]
- García-García, D.; Carbonell, A.; Samper, M.; García-Sanoguera, D.; Balart, R. Green composites based on polypropylene matrix and hydrophobized spend coffee ground (SCG) powder. Compos. Part B Eng. 2015, 78, 256–265. [Google Scholar] [CrossRef]
- Chen, R.S.; Ab Ghani, M.H.; Salleh, M.N.; Ahmad, S.; Tarawneh, M.A.A. Mechanical, water absorption, and morphology of recycled polymer blend rice husk flour biocomposites. J. Appl. Polym. Sci. 2015, 132, 41494. [Google Scholar] [CrossRef]
- Arman, N.S.N.; Chen, R.S.; Ahmad, S. Review of state-of-the-art studies on the water absorption capacity of agricultural fiber-reinforced polymer composites for sustainable construction. Constr. Build. Mater. 2021, 302, 124174. [Google Scholar] [CrossRef]
- Ivorra-Martinez, J.; Manuel-Mañogil, J.; Boronat, T.; Sanchez-Nacher, L.; Balart, R.; Quiles-Carrillo, L. Development and characterization of sustainable composites from bacterial polyester poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) and almond shell flour by reactive extrusion with oligomers of lactic acid. Polymers 2020, 12, 1097. [Google Scholar] [CrossRef] [PubMed]
- Fang, Q.; Ye, F.; Yang, X. Influence of hydrolysis of polyvinyl alcohol on its lubrication for styrene-ethylene-butylene-styrene block copolymer. Tribol. Int. 2019, 134, 408–416. [Google Scholar] [CrossRef]
- Sousa Junior, R.R.d.; Gouveia, J.R.; Nacas, A.M.; Tavares, L.B.; Ito, N.M.; Moura, E.N.d.; Gaia, F.A.; Pereira, R.F.; Santos, D.J.d. Improvement of polypropylene adhesion by kraft lignin incorporation. Mater. Res. 2019, 22, e20180123. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | bioPP (%wt.) | MAS (%wt.) | PP-g-MA (phr) |
|---|---|---|---|
| bioPP | 100 | 0 | 0 |
| bioPP/2.5MAS | 97.5 | 2.5 | 0.25 |
| bioPP/5MAS | 95 | 5 | 0.5 |
| bioPP/10MAS | 90 | 10 | 1.0 |
| bioPP/20MAS | 80 | 20 | 2.0 |
| bioPP/40MAS | 60 | 40 | 4.0 |
| Code | E (MPa) | σmax (MPa) | εb (%) | Shore D Hardness | Impact Strength (kJ/m2) |
|---|---|---|---|---|---|
| bioPP | 1925 ± 91 a | 18.2 ± 0.3 a | 48.3 ± 1.4 a | 65.4 ± 2.1 a | 8.1 ± 0.4 a |
| bioPP/2.5MAS | 2029 ± 110 a | 18.9 ± 0.2 a | 24.9 ± 1.5 b | 66.7 ± 1.2 a | 5.0 ± 0.5 b |
| bioPP/5MAS | 2177 ± 105 b | 19.0 ± 0.5 a | 23.1 ± 0.7 b | 66.5 ± 1.3 a | 4.9 ± 0.4 b |
| bioPP/10MAS | 2237 ± 94 b | 19.7 ± 0.2 a | 18.9 ± 1.3 c | 67.0 ± 1.5 a | 4.7 ± 0.4 b |
| bioPP/20MAS | 2341 ± 127 b | 20.0 ± 0.2 a | 15.5 ± 1.6 c | 67.2 ± 1.4 a | 3.7 ± 0.3 c |
| bioPP/40MAS | 2435 ± 155 b | 20.8 ± 0.6 a | 9.9 ± 0.7 d | 70.0 ± 0.7 b | 1.8 ± 0.2 d |
| Code | Tcm (°C) | ∆Hcm (J·g−1) | Tm (°C) | ∆Hm (J·g−1) | Xc (%) |
|---|---|---|---|---|---|
| bioPP | 120.9 ± 0.4 a | 74.6 ± 2.3 a | 163.5 ± 0.5 a | 67.0 ± 2.0 a | 32.1 ± 1.0 a |
| bioPP/2.5MAS | 122.4 ± 0.5 a | 72.0 ± 2.4 a | 164.5 ± 0.4 a | 63.5 ± 1.8 b | 31.2 ± 0.9 a |
| bioPP/5MAS | 123.9 ± 0.3 a | 70.5 ± 2.6 a | 164.2 ± 0.6 a | 61.5 ± 1.6 b | 31.0 ± 0.8 a |
| bioPP/10MAS | 122.5 ± 0.5 a | 64.5 ± 2.5 b | 163.9 ± 0.5 a | 56.3 ± 1.7 c | 29.9 ± 0.9 a |
| bioPP/20MAS | 122.6 ± 0.4 a | 62.5 ± 1.9 b | 163.4 ± 0.7 a | 50.1 ± 1.6 d | 30.0 ± 1.0 a |
| bioPP/40MAS | 121.4 ± 0.2 a | 45.5 ± 1.7 c | 163.0 ± 0.8 a | 37.2 ± 1.7 e | 29.7 ± 1.4 a |
| Code | T5% (°C) | Tdeg (°C) | Residual Weight (%) |
|---|---|---|---|
| bioPP | 305.3 ± 1.3 a | 435.0 ± 2.8 a | 0.2 ± 0.1 a |
| bioPP/2.5MAS | 299.5 ± 1.2 b | 438.7 ± 2.2 a | 0.3 ± 0.1 a |
| bioPP/5MAS | 297.5 ± 1.7 b | 411.1 ± 1.9 b | 0.3 ± 0.1 a |
| bioPP/10MAS | 293.8 ± 1.5 b | 403.2 ± 1.5 b | 0.6 ± 0.2 b |
| bioPP/20MAS | 294.2 ± 1.0 b | 416.1 ± 3.6 b | 0.7 ± 0.2 b |
| bioPP/40MAS | 287.9 ± 1.1 c | 374.6 ± 2.1 c | 0.8 ± 0.1 b |
| MAS | 110.5 ± 1.2 d | 321.8 ± 3.1 d | 0.6 ± 0.1 b |
| Code | E′ (MPa) at −125 °C | E′ (MPa) at 25 °C | E′ (MPa) at 100 °C | Tg (°C) * |
|---|---|---|---|---|
| bioPP | 2032 ± 45 a | 660 ± 19 a | 165 ± 5 a | 10.7 ± 0.4 a |
| bioPP/2.5MAS | 2150 ± 35 a | 740 ± 15 b | 175 ± 4 a | 10.2 ± 0.3 a |
| bioPP/5MAS | 2280 ± 45 a | 790 ± 18 b | 200 ± 8 b | 12.3 ± 0.1 b |
| bioPP/10MAS | 2240 ± 61 a | 850 ± 20 b | 210 ± 3 b | 14.9 ± 0.2 c |
| bioPP/20MAS | 2260 ± 50 a | 870 ± 15 b | 250 ± 2 c | 14.5 ± 0.3 c |
| bioPP/40MAS | 2375 ± 35 a | 1120 ± 30 c | 370 ± 6 d | 16.6 ± 0.4 d |
| Code | L* | a* | b* | |
|---|---|---|---|---|
| bioPP | 62.7 ± 0.1 a | −1.77 ± 0.03 a | −3.50 ± 0.06 a | - |
| bioPP/2.5MAS | 43.6 ± 0.6 b | 6.51 ± 0.14 b | 8.64 ± 0.22 b | 24.4 a |
| bioPP/5MAS | 36.4 ± 0.1 c | 7.82 ± 0.09 c | 8.67 ± 0.11 b | 30.5 b |
| bioPP/10MAS | 31.1 ± 0.1 d | 6.88 ± 0.11d | 6.64 ± 0.13 c | 34.3 c |
| bioPP/20MAS | 28.2 ± 0.2 e | 6.13 ± 0.34 d | 6.14 ± 0.63 c | 36.7 d |
| bioPP/40MAS | 27.0 ± 0.1 e | 5.37 ± 0.15 e | 4.85 ± 0.12 d | 37.4 d |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jordà-Reolid, M.; Moreno, V.; Martínez-Garcia, A.; Covas, J.A.; Gomez-Caturla, J.; Ivorra-Martinez, J.; Quiles-Carrillo, L. Incorporation of Argan Shell Flour in a Biobased Polypropylene Matrix for the Development of High Environmentally Friendly Composites by Injection Molding. Polymers 2023, 15, 2743. https://doi.org/10.3390/polym15122743
Jordà-Reolid M, Moreno V, Martínez-Garcia A, Covas JA, Gomez-Caturla J, Ivorra-Martinez J, Quiles-Carrillo L. Incorporation of Argan Shell Flour in a Biobased Polypropylene Matrix for the Development of High Environmentally Friendly Composites by Injection Molding. Polymers. 2023; 15(12):2743. https://doi.org/10.3390/polym15122743
Chicago/Turabian StyleJordà-Reolid, María, Virginia Moreno, Asunción Martínez-Garcia, José A. Covas, Jaume Gomez-Caturla, Juan Ivorra-Martinez, and Luis Quiles-Carrillo. 2023. "Incorporation of Argan Shell Flour in a Biobased Polypropylene Matrix for the Development of High Environmentally Friendly Composites by Injection Molding" Polymers 15, no. 12: 2743. https://doi.org/10.3390/polym15122743