

On the Thermomechanical Behavior of 3D-Printed Specimens of Shape Memory R-PETG

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Shape Memory Effect
3.2. Thermal Analysis
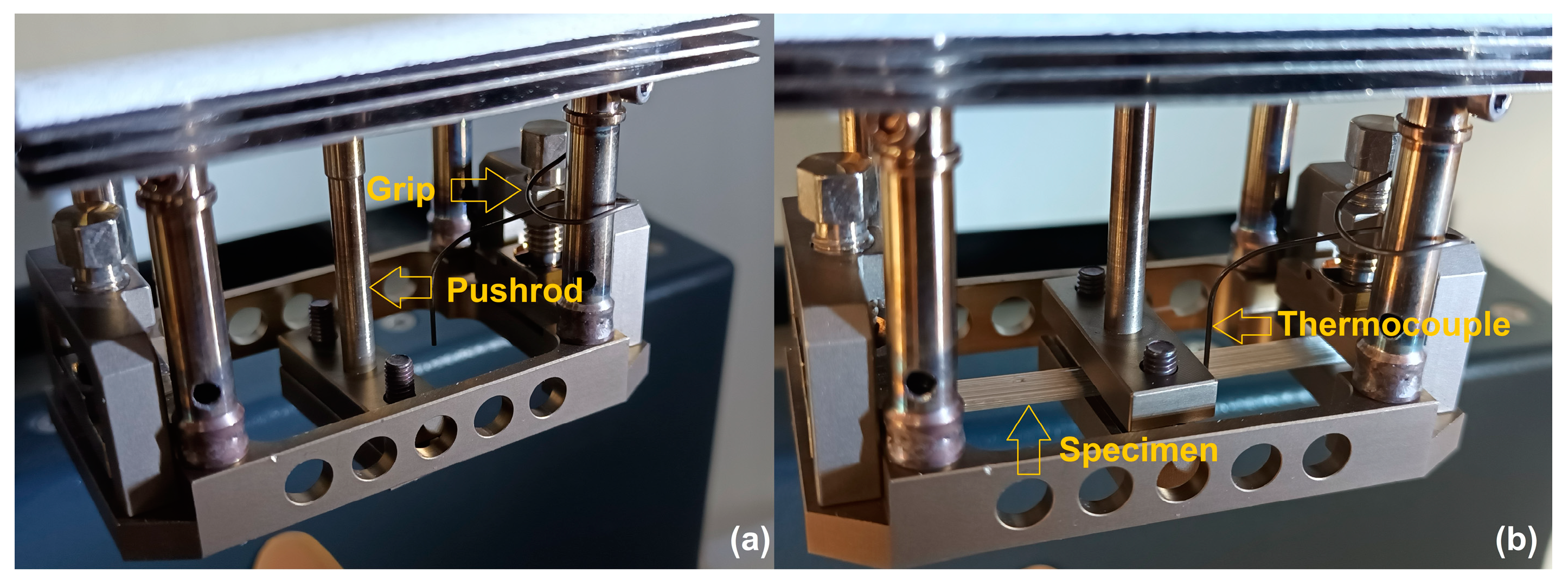
3.3. Tensile Behavior
4. Summary and Conclusions
4.1. The Capacity to Develop SME
- Both free-recovery and work-generating SME were emphasized in the case of filaments produced from R-PETG pellets and in the case of 3D-printed parts obtained from these filaments.
- The filaments experienced free-recovery SME for up to 20 consecutive cycles, during which the specimens were bent at RT, heated, and straightened during cooling after they lost their stiffness during heating.
- The variations of the specimens’ free-end displacement with temperature were fitted with Boltzmann type functions, which were applicable both for R-PET and R-PETG, with standard errors below 1.2% after the first cycle.
- Filament samples weighing 0.1724 g were able to lift a 9.981 g load over a 1 mm distance.
4.2. Thermodynamic and Dynamic Mechanical Behavior during Heating
- R-PETG experienced glass transition at lower temperatures and absorbed more energy compared to R-PET.
- By increasing both the filament deposition angle to the transversal direction and the number of free-recovery SME cycles (up to 20), structural relaxation was enhanced.
- DMA measurements during heating performed with dual-cantilever dynamic bending emphasized storage modulus increases by up to 1.66 GPa, which might explain the capability of R-PETG to develop work-generating SME.
- Increasing the angle between the specimen’s transversal direction and layer deposition direction from 10° to 30° caused the storage modulus to decrease during RT DMA isothermal testing under constant force, which could be ascribed to the increase in the bending length of the fibers with fixed ends.
4.3. Static Tensile Failure
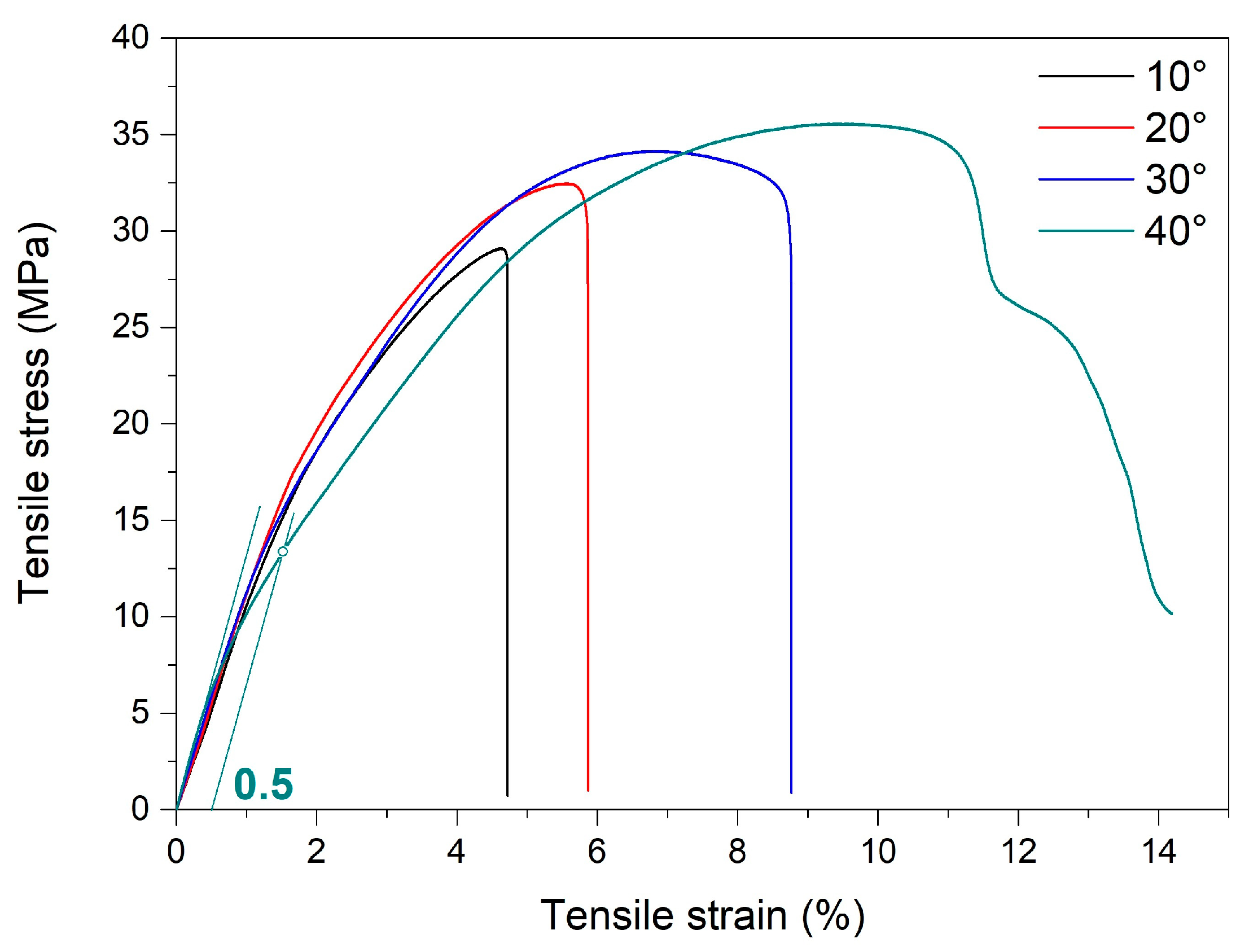
- Static tensile failure tests emphasized the increase in ultimate stress and strain when increasing the angle between fiber deposition and transversal direction, which could be caused by the augmentation of both the number of simultaneously deformed adjacent layers and their reciprocal bonding area.
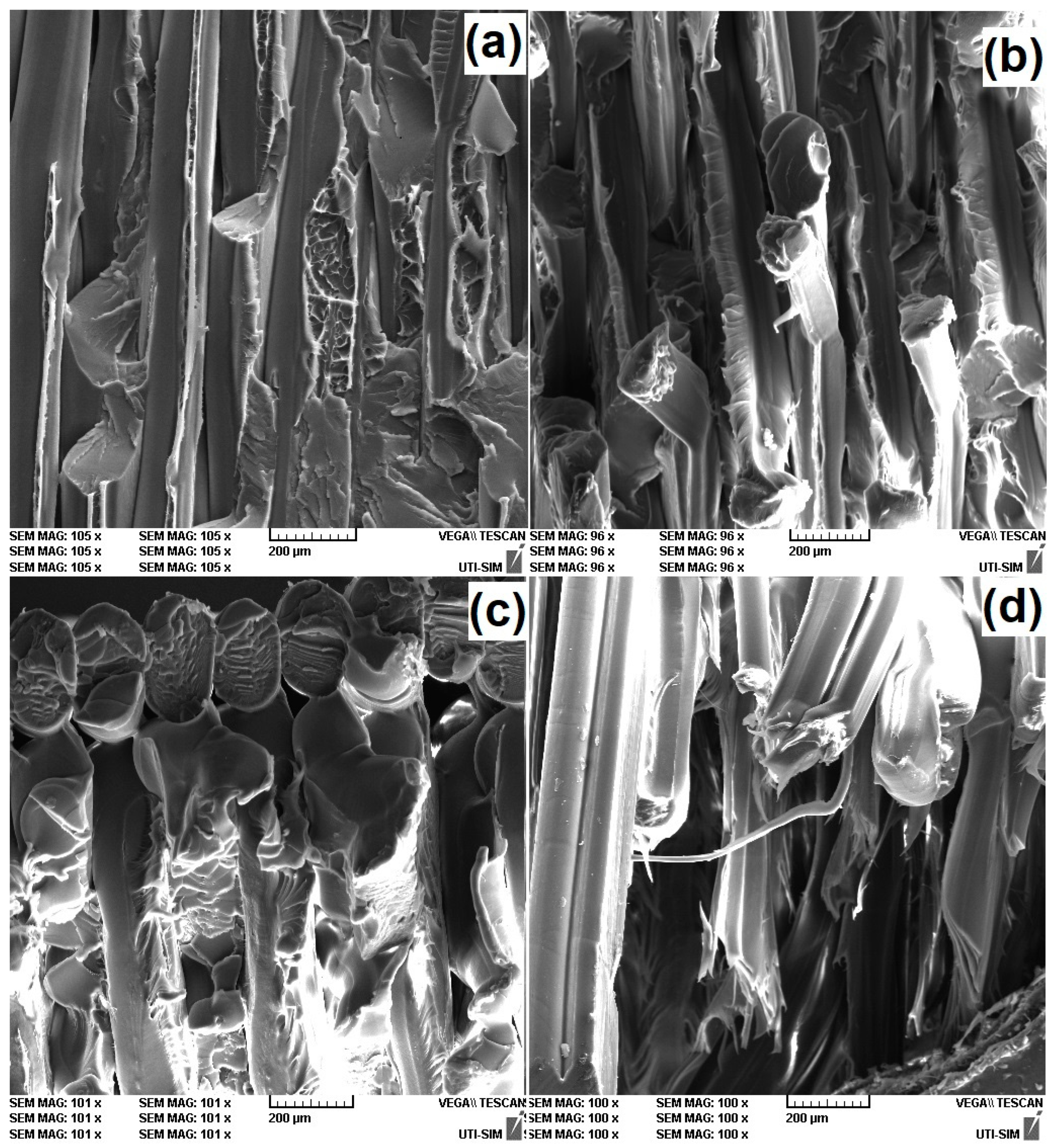
- By means of SEM fractographs, with increasing the deposition angle, the failure mode shifted from interlayer failure or delamination to rupture in the grid, which might be the cause for maintaining ultimate tensile strains below 9%.
- All these results recommend 3D-printed parts of R-PETG for use as active elements in low-price lightweight actuators operating between RT and 63 °C.
- For a better understanding of R-PETG behavior during cooling, thermal analysis, tensile tests, and microstructural experiments are under development. Their results will be published in a subsequent article.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hergenrother, W.L. Influence of Copolymeric Poly(diethylene Glycol) Terephthalate on the Thermal Stability of Poly(ethylene Terephthalate). J. Polym. Sci. 1974, 12, 875–883. [Google Scholar] [CrossRef]
- De Vos, L.; Van de Voorde, B.; Van Daele, L.; Dubruel, P.; Van Vlierberghe, S. Poly(alkylene terephthalate)s: From current developments in synthetic strategies towards applications. Eur. Polym. J. 2021, 161, 110840. [Google Scholar] [CrossRef]
- Holcomb, G.; Caldona, E.B.; Cheng, X.; Advincula, R.C. On the optimized 3D printing and post-processing of PETG materials. MRS Commun. 2022, 12, 381–387. [Google Scholar] [CrossRef]
- Santos, F.A.; Rebelo, H.; Coutinho, M.; Sutherland, L.S.; Cismasiu, C.; Farina, I.; Fraternali, F. Low velocity impact response of 3D printed structures formed by cellular metamaterials and stiffening plates: PLA vs. PETg. Compos. Struct. 2021, 256, 113128. [Google Scholar] [CrossRef]
- Nistico, R. Polyethylene terephthalate (PET) in the packaging industry. Polym. Test. 2020, 90, 106707. [Google Scholar] [CrossRef]
- Sepahi, M.T.; Abusalma, H.; Jovanovic, V.; Eisazadeh, H. Mechanical Properties of 3D-Printed Parts Made of Polyethylene Terephthalate Glycol. J. Mater. Eng. Perform. 2021, 30, 6851–6861. [Google Scholar] [CrossRef]
- Szykiedans, K.; Credo, W.; Osiński, D. Selected mechanical properties of PETG 3-D prints. Proc. Eng. 2017, 177, 455–461. [Google Scholar] [CrossRef]
- Parihar, A.; Pandita, V.; Kumar, A.; Parihar, D.S.; Puranik, N.; Bajpai, T.; Khan, R. 3D Printing: Advancement in Biogenerative Engineering to Combat Shortage of Organs and Bioapplicable Materials. Regene Eng. Transl. Med. 2022, 8, 173–199. [Google Scholar] [CrossRef]
- Mettler Toledo. Thermal Analysis of Polymers. Selected Applications. Available online: https://www.mt.com/my/en/home/supportive_content/matchar_apps/MatChar_UC311.html (accessed on 4 April 2023).
- Irie, M. Shape memory polymers. In Shape Memory Materials; Otsuka, K., Wayman, C.M., Eds.; Cambridge University Press: Cambridge, UK, 1998; pp. 203–219. [Google Scholar]
- Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. A comprehensive experimental investigation on 4D printing of PET-G under bending. J. Mater. Res. Technol. 2022, 18, 2552–2569. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D printing of PET-G via FDM including tailormade excess third shape. Manuf. Lett. 2022, 33, 1–4. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Noroozi, R.; Zolfagharian, A.; Bodaghi, M. 4D printing of shape memory polymer composites: A review on fabrication techniques, applications, and future perspectives. J. Manuf. Process. 2022, 81, 759–797. [Google Scholar] [CrossRef]
- Wang, X.; He, Y.; Liu, Y.; Leng, J. Advances in shape memory polymers: Remote actuation, multi-stimuli control, 4D printing and prospective applications. Mater. Sci. Eng. R 2022, 151, 100702. [Google Scholar] [CrossRef]
- Li, L.; Liu, W.; Wang, Y.; Zhao, Z. Mechanical performance and damage monitoring of CFRP thermoplastic laminates with an open hole repaired by 3D printed patches. Compos. Struct. 2023, 303, 116308. [Google Scholar] [CrossRef]
- Khan, S.B.; Irfan, S.; Lam, S.S.; Sun, X.; Chen, S. 3D printed nanofiltration membrane technology for waste water distillation. J. Water Proc. Eng. 2022, 49, 102958. [Google Scholar] [CrossRef]
- Yang, J.; Cheng, Y.; Gong, X.; Yi, S.; Li, C.-W.; Jiang, L.; Yi, C. An integrative review on the applications of 3D printing in the field of in vitro diagnostics. Chin. Chem. Lett. 2022, 33, 2231–2242. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Rahmatabadi, D.; Soltanmohammadi, K.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. Assessment of controllable shape transformation, potential applications, and tensile shape memory properties of 3D printed PETG. J. Mater. Res. Technol. 2022, 18, 4201–4215. [Google Scholar] [CrossRef]
- Soleyman, E.; Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Ghasemi, I.; Abrinia, K.; Baniassadi, M.; Wang, K.; Baghani, M. Shape memory performance of PETG 4D printed parts under compression in cold, warm, and hot programming. Smart Mater. Struct. 2022, 31, 085002. [Google Scholar] [CrossRef]
- Guo, J.; Xiao, R.; Tian, C.; Jiang, M. Optimizing physical aging in poly(ethylene terephthalate)-glycol (PETG). J. Non-Cryst. Solids 2018, 502, 15–21. [Google Scholar] [CrossRef]
- Özen, A.; Abali, B.E.; Völlmecke, C.; Gerstel, J.; ·Auhl, D. Exploring the Role of Manufacturing Parameters on Microstructure and Mechanical Properties in Fused Deposition Modeling (FDM) Using PETG. Appl. Compos. Mater. 2021, 28, 1799–1828. [Google Scholar] [CrossRef]
- Bembenek, M.; Kowalski, Ł.; Koson-Schab, A. Research on the Influence of Processing Parameters on the Specific Tensile Strength of FDM Additive Manufactured PET-G and PLA Materials. Polymers 2022, 14, 2446. [Google Scholar] [CrossRef]
- Basurto-Vázquez, O.; Sánchez-Rodríguez, E.P.; McShane, G.J.; Medina, D.I. Load Distribution on PET-G 3D Prints of Honeycomb Cellular Structures under Compression Load. Polymers 2021, 13, 1983. [Google Scholar] [CrossRef] [PubMed]
- Leng, J.; Lan, X.; Liu, Y.; Du, S. Shape-memory polymers and their composites: Stimulus methods and applications. Prog. Mater. Sci. 2011, 56, 1077–1135. [Google Scholar] [CrossRef]
- Engstrom, K. The recycling of plastic bottles collected from public waste. Endeavour 1992, 16, 117–121. [Google Scholar] [CrossRef]
- Techawinyutham, L.; Tengsuthiwat, J.; Srisuk, R.; Techawinyutham, W.; Rangappa, S.M.; Siengchin, S. Recycled LDPE/PETG blends and HDPE/PETG blends: Mechanical, thermal, and rheological properties. J. Mater. Res. Technol. 2021, 15, 2445–2458. [Google Scholar] [CrossRef]
- Pricop, B.; Sava, S.D.; Lohan, N.M.; Bujoreanu, L.G. DMA Investigation of the Factors Influencing the Glass Transition in 3D Printed Specimens of Shape Memory Recycled PET. Polymers 2022, 14, 2248. [Google Scholar] [CrossRef]
- Lohan, C.; Pricop, B.; Comăneci, R.I.; Cimpoeşu, N.; Bujoreanu, L.G. Variation tendencies of tensile constrained recovery behaviour and associated structural changes during thermal cycling of a Fe-Mn-Si-Cr-Ni shape memory alloy. Optoelectron. Adv. Mater. 2010, 4, 816–820. [Google Scholar]
- Pricop, B.; Soyler, U.; Ozkal, B.; Lohan, N.M.; Paraschiv, A.L.; Suru, M.G.; Bujoreanu, L.G. Influence of mechanical alloying on the behavior of Fe-Mn-Si-Cr-Ni shape memory alloys made by powder metallurgy. In Materials Science Forum; Prokoshkin, S., Resnina, N., Eds.; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2013; Volume 738, pp. 237–241. [Google Scholar]
- Saiter, A.; Couderc, H.; Grenet, J. Characterisation of structural relaxation phenomena in polymeric materials from thermal analysis investigations. J. Therm. Anal. Calorim. 2007, 88, 483–488. [Google Scholar] [CrossRef]
- Romeijn, T.; Behrens, M.; Paul, G.; Wei, D. Instantaneous and long-term mechanical properties of Polyethylene Terephthalate Glycol (PETG) additively manufactured by pellet-based material extrusion. Addit. Manuf. 2022, 59, 103145. [Google Scholar] [CrossRef]
- Siddikali, P.; Rama Sreekanth, P.S. Performance Evaluation of CNT Reinforcement on Electroless Plating on Solid Free-Form-Fabricated PETG Specimens for Prosthetic Limb Application. Polymers 2022, 14, 3366. [Google Scholar] [CrossRef]
- Wagner, M. Thermal Analysis in Practice: Fudamental Aspects; Hanser Publishers: Munich, Germany, 2018; pp. 36–50. [Google Scholar]
- Artiaga, R.; Garcia, A.; Fundamentals of DMA. Repositorio da Universidade da Coruña. Available online: https://core.ac.uk/reader/61908900 (accessed on 12 April 2023).
- Aminu, T.Q.; Bahr, D.F. Flow-induced bending deformation of electrospun polymeric filtration membranes using the “leaky” bulge test. Polymer 2021, 235, 124274. [Google Scholar] [CrossRef]
- DIN EN ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization: Geneva, Switzerland, 1993.
- Franciszczak, P.; Piesowicz, E.; Kalniņš, K. Manufacturing and properties of r-PETG/PET fibre composite—Novel approach for recycling of PETG plastic scrap into engineering compound for injection moulding. Compos. B Eng. 2018, 154, 430–438. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, L.; Mulholland, T.; Osswald, T.A. Effects of raster angle on the mechanical properties of PLA and Al/PLA composite part produced by fused deposition modeling. Polym. Adv. Technol. 2019, 30, 2122–2135. [Google Scholar] [CrossRef]
- Zhou, Y.-G.; Zou, J.-R.; Wu, H.-H.; Xu, B.-P. Balance between bonding and deposition during fused deposition modeling of polycarbonate and acrylonitrile-butadiene-styrene composites. Polym. Compos. 2019, 41, 60–72. [Google Scholar] [CrossRef]
- Ramirez-Revilla, S.; Camacho-Valencia, D.; Gonzales-Condori, E.G.; Márquez, G. Evaluation and comparison of the degradability and compressive and tensile properties of 3D printing polymeric materials: PLA, PETG, PC, and ASA. MRS Commun. 2023, 13, 55–62. [Google Scholar] [CrossRef]
- Alarifi, I.A. PETG/carbon fiber composites with different structures produced by 3D printing. Polym. Test. 2023, 120, 107949. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Cycle 1 | Cycle 3 | Cycle 5 | |||
|---|---|---|---|---|---|---|
| Value | Standard Err. | Value | Standard Err. | Value | Standard Err. | |
| A1 | 0.21414 | 0.13531 | 0.03697 | 0.08628 | −0.0425 | 0.14492 |
| A2 | 56.58798 | 16.77323 | 16.98465 | 1.07996 | 12.1211 | 0.80303 |
| x0 | 67.81872 | 1.77162 | 64.70565 | 0.53542 | 64.92739 | 0.61614 |
| dx | 3.55698 | 0.31073 | 3.65541 | 0.26207 | 3.7548 | 0.38831 |
| span | 56.37385 | 16.8312 | 16.94769 | 1.11499 | 12.16361 | 0.86625 |
| EC50 | 2.84 × 1029 | 5.03 × 1029 | 1.26 × 1028 | 6.76 × 1027 | 1.58 × 1028 | 9.71 × 1027 |
| Red. Chi-Sqr | 0.19781 | 0.06259 | 0.16685 | |||
| Adj. R-Square | 0.99422 | 0.99723 | 0.98798 | |||
| Parameter | 5.723 g-Load | 9.981 g-Load | ||
|---|---|---|---|---|
| Value | Standard Err. | Value | Standard Err. | |
| y0 | 0.21414 | 0.30497 | 0.01737 | 0.05093 |
| xc | 56.58798 | 75.49819 | 67.93821 | 0.28424 |
| W | 67.81872 | 1.75038 | 3.97621 | 0.97137 |
| A | 3.55698 | 18.90585 | 5.70524 | 1.28991 |
| H | 56.37385 | 6.87614 | 0.91345 | 0.11626 |
| Red. Chi-Sqr | 0.6168 | 0.03166 | ||
| Adj. R-Square | 0.76182 | 0.75166 | ||
| Specimen | Onset, °C | Mid, °C | Inflection, °C | End, °C | ΔCp, J/(g∙°C) |
|---|---|---|---|---|---|
| grain | 69.8 | 71.6 | 72.0 | 73.1 | 0.192 |
| filament | 74.9 | 76.4 | 75.6 | 77.6 | 0.141 |
| printed at 10° | 72.4 | 73.9 | 76.6 | 76.5 | 0.134 |
| printed at 20° | 73.5 | 76.2 | 76.4 | 78.3 | 0.157 |
| printed at 30° | 73.2 | 76.0 | 76.0 | 77.8 | 0.157 |
| printed at 40° | 73.6 | 75.6 | 77.3 | 77.4 | 0.161 |
| 1st cycle | 73.2 | 76.0 | 76.0 | 78.3 | 0.133 |
| 2nd cycle | 73.3 | 76.2 | 75.3 | 78.2 | 0.136 |
| 3rd cycle | 68.8 | 72.8 | 72.3 | 75.8 | 0.235 |
| 4th cycle | 67.5 | 70.2 | 70.4 | 73.3 | 0.091 |
| 5th cycle | 69.3 | 72.1 | 73.0 | 74.7 | 0.186 |
| 6th cycle | 71.1 | 73.8 | 74.0 | 75.7 | 0.222 |
| 7th cycle | 70.0 | 73.1 | 74.0 | 75.5 | 0.217 |
| 8th cycle | 69.0 | 72.6 | 72.6 | 75.6 | 0.195 |
| 9th cycle | 72.3 | 74.7 | 74.8 | 76.5 | 0.243 |
| 10th cycle | 68.9 | 72.6 | 71.3 | 75.0 | 0.182 |
| 11th cycle | 68.2 | 71.9 | 72.0 | 75.1 | 0.199 |
| 20th cycle | 70.8 | 74.7 | 73.6 | 77.1 | 0.212 |
| Specimen Batch | Modulus | Tensile Stress at 0.5% Yield Offset | Tensile Strain at 0.5% Yield Offset | Tensile Failure Stress | Tensile Strain at Tensile Strength |
|---|---|---|---|---|---|
| (MPa) | (MPa) | (%) | (MPa) | (%) | |
| 10° | 1014.28 ± 35.34 | 22.48 ± 1.61 | 3 ± 0.1 | 29.09 ± 1.8 | 4.64 ± 0.32 |
| 20° | 1073.97 ± 41.12 | 23.67 ± 1.74 | 3 ± 0.1 | 32.41 ± 1.85 | 5.66 ± 0.36 |
| 30° | 1163.18 ± 40.36 | 19.71 ± 1.47 | 2 ± 0.1 | 32.76 ± 2.01 | 8.42 ± 0.42 |
| 40° | 1337.47 ± 46.78 | 13.08 ± 1.92 | 1 ± 0.1 | 35.39 ± 2.11 | 8.76 ± 0.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sava, Ș.-D.; Lohan, N.-M.; Pricop, B.; Popa, M.; Cimpoeșu, N.; Comăneci, R.-I.; Bujoreanu, L.-G. On the Thermomechanical Behavior of 3D-Printed Specimens of Shape Memory R-PETG. Polymers 2023, 15, 2378. https://doi.org/10.3390/polym15102378
Sava Ș-D, Lohan N-M, Pricop B, Popa M, Cimpoeșu N, Comăneci R-I, Bujoreanu L-G. On the Thermomechanical Behavior of 3D-Printed Specimens of Shape Memory R-PETG. Polymers. 2023; 15(10):2378. https://doi.org/10.3390/polym15102378
Chicago/Turabian StyleSava, Ștefan-Dumitru, Nicoleta-Monica Lohan, Bogdan Pricop, Mihai Popa, Nicanor Cimpoeșu, Radu-Ioachim Comăneci, and Leandru-Gheorghe Bujoreanu. 2023. "On the Thermomechanical Behavior of 3D-Printed Specimens of Shape Memory R-PETG" Polymers 15, no. 10: 2378. https://doi.org/10.3390/polym15102378